Numerical Simulation and Multi-Objective Optimization of Partition Cooling in Hot Stamping of the Automotive B-Pillar Based on RSM and NSGA-II

Abstract
:1. Introduction
2. Materials and Methods
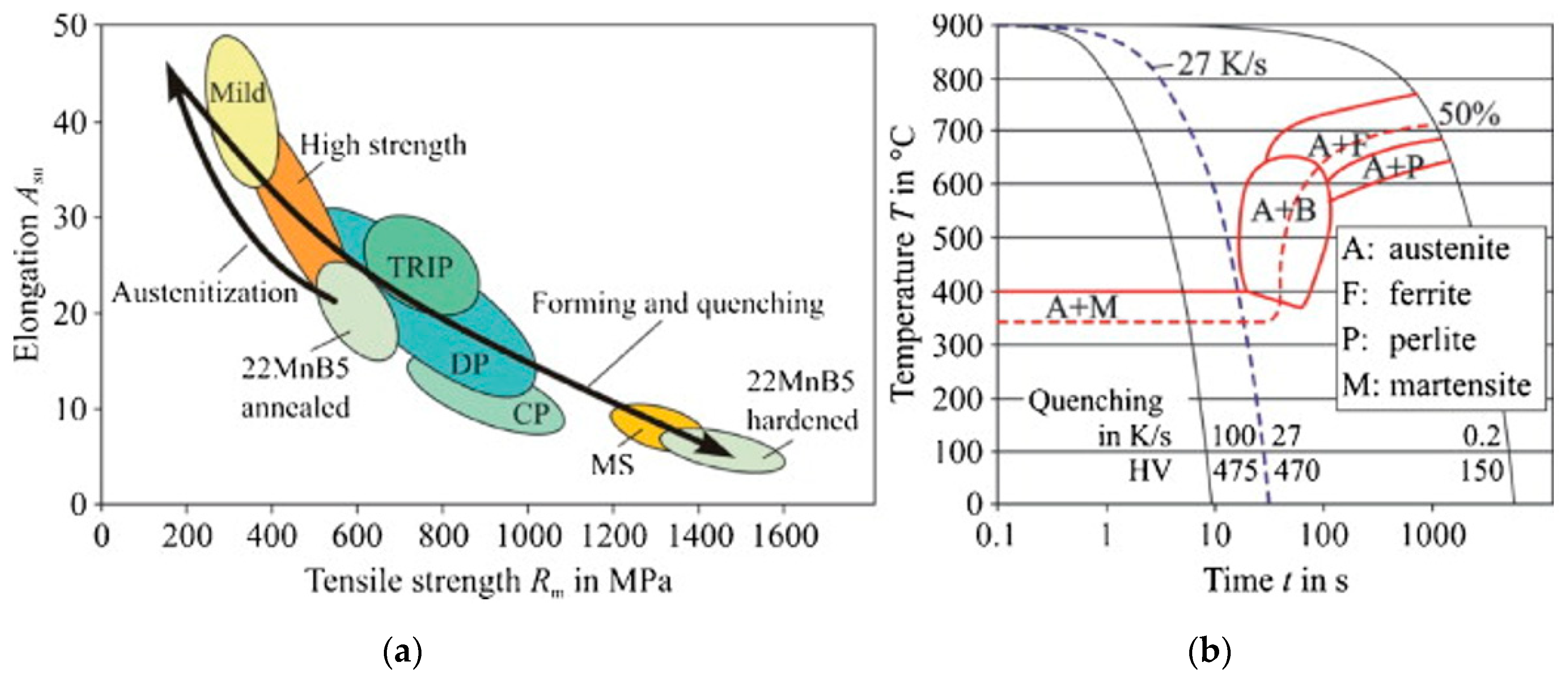
2.1. Materials
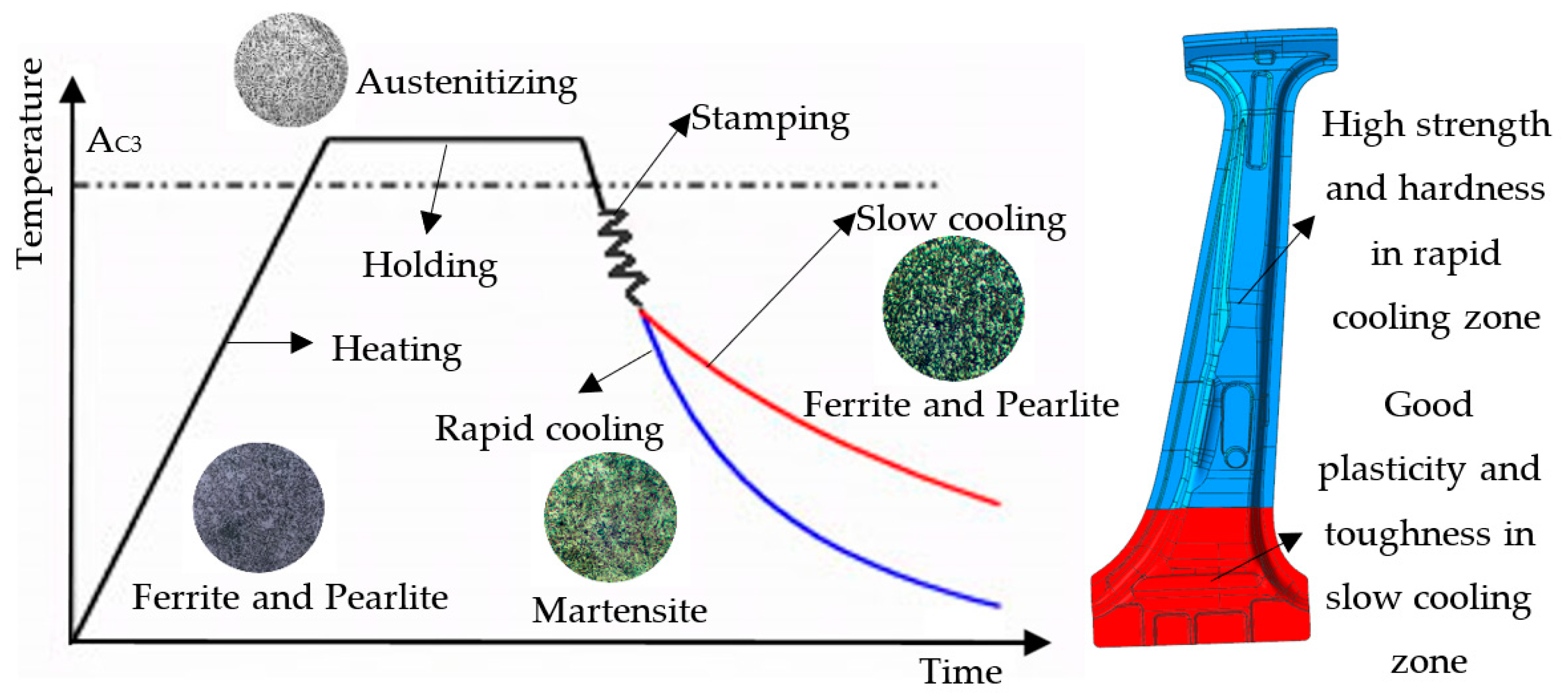
2.2. The Principle and Process of Partition Cooling in Hot Stamping
2.3. Simulation of Partition Cooling in Hot Stamping
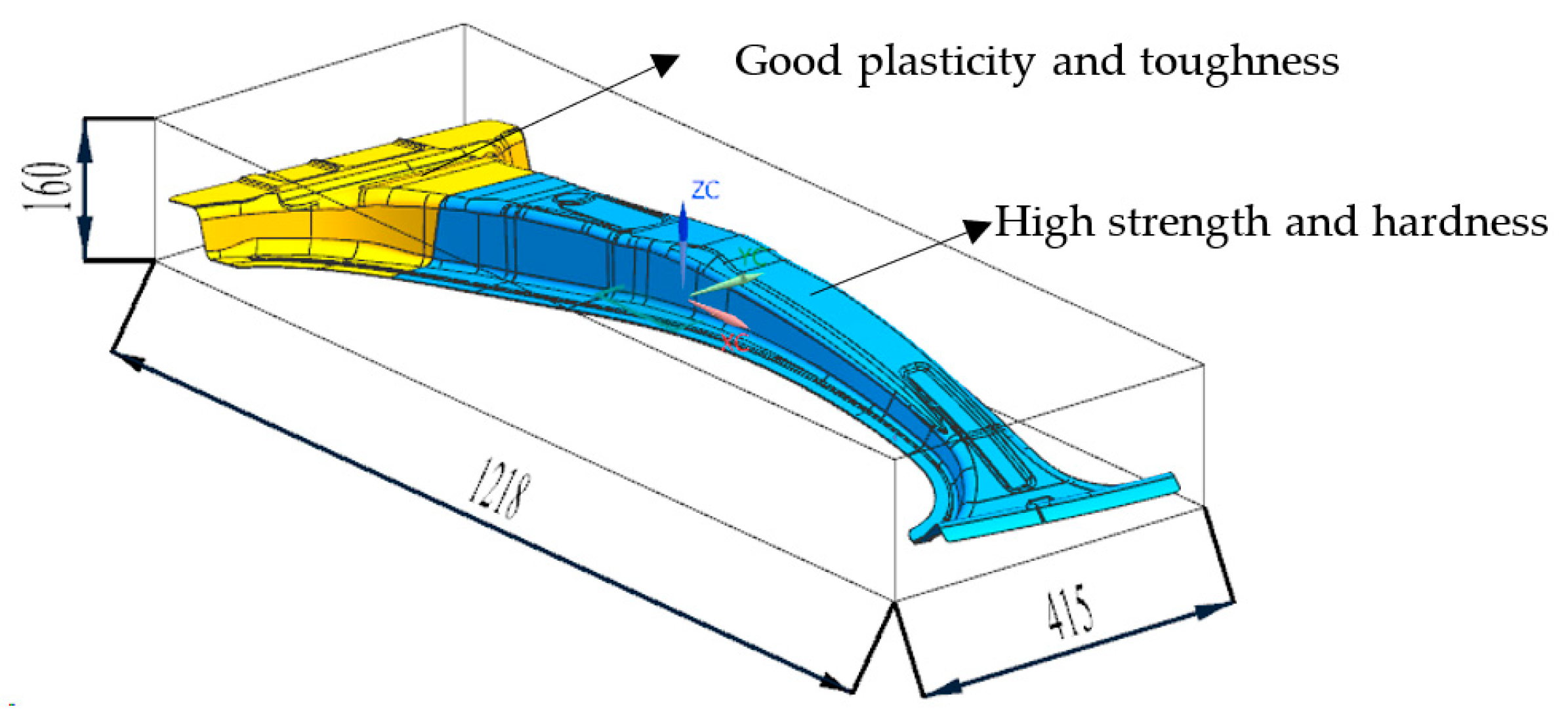
2.3.1. Part Analysis
2.3.2. Numerical Simulation
2.4. Optimal Latin Hypercube Design
2.4.1. Selection of Design Variables and Optimization Objectives
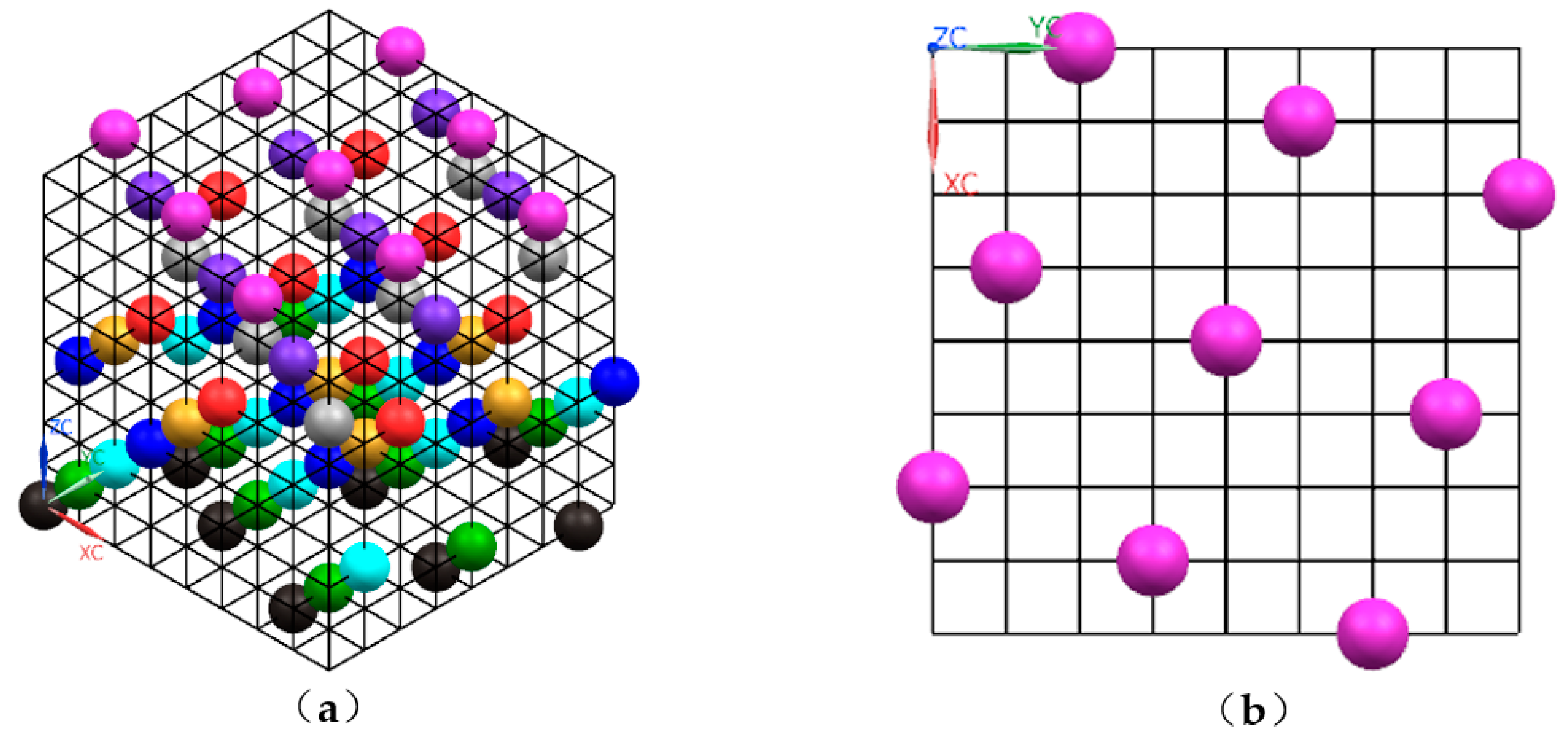
2.4.2. Optimal Latin Hypercube Design
3. Results and Discussion
3.1. Results of Simulations and Response Surface Methodology (RSM) Approximation Model
3.1.1. Results of Simulations
3.1.2. Establishment of the RSM Approximation Model
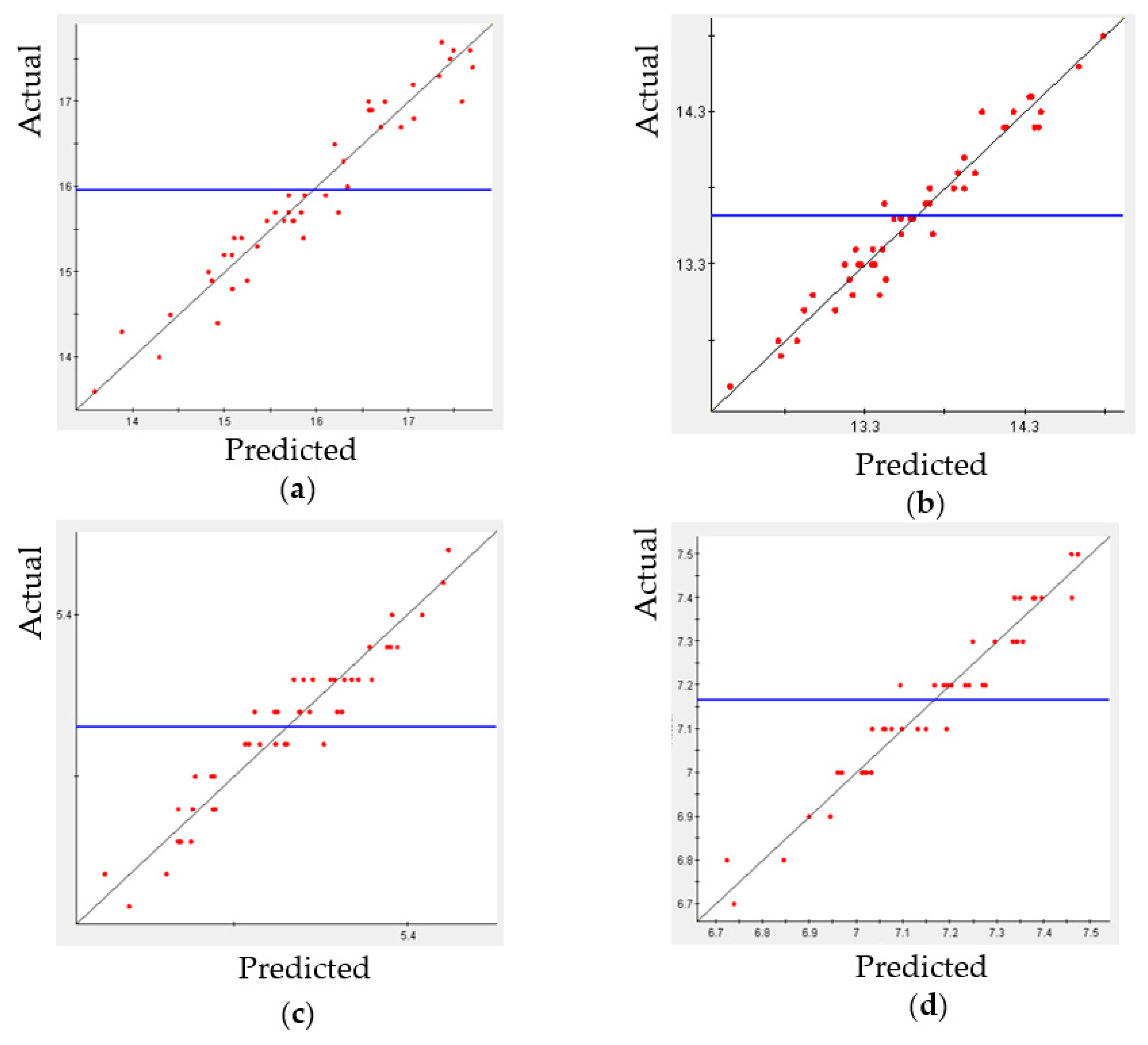
3.1.3. Precision Test of RSM Approximation Model
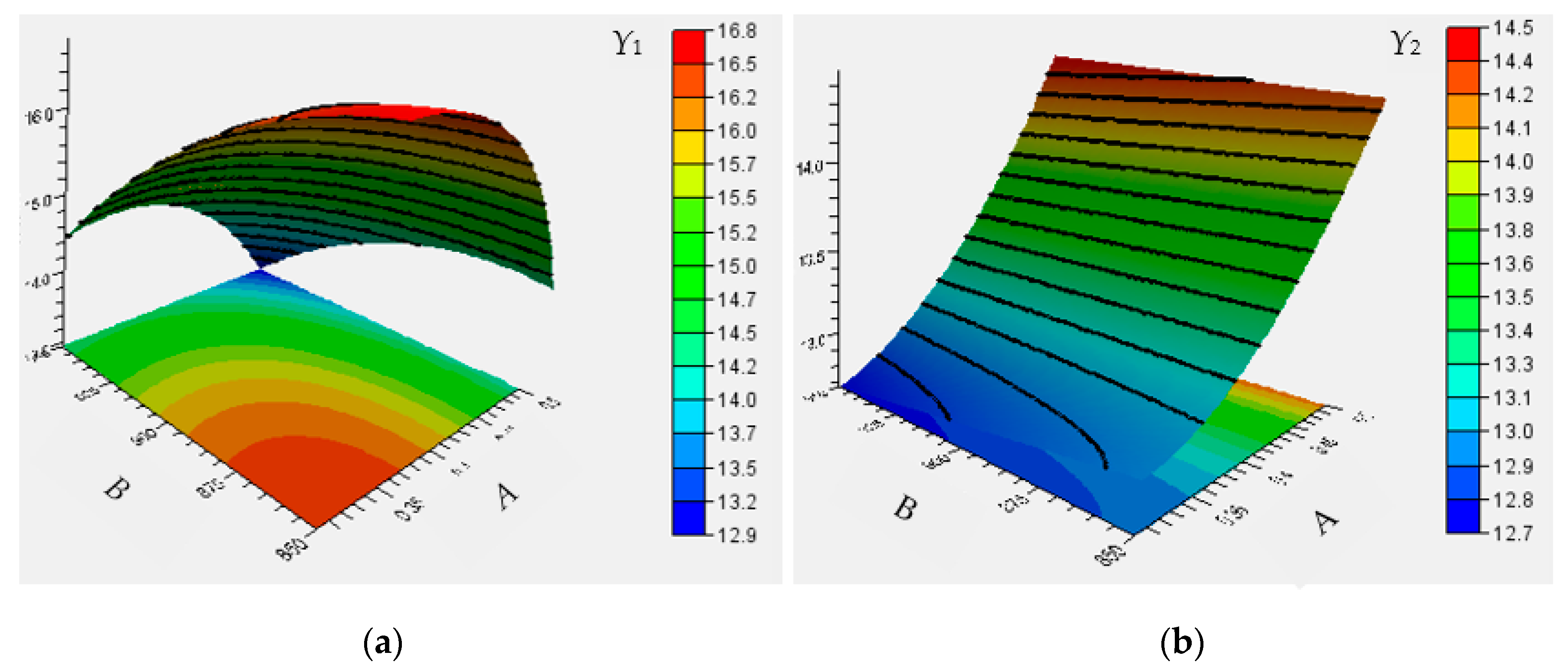
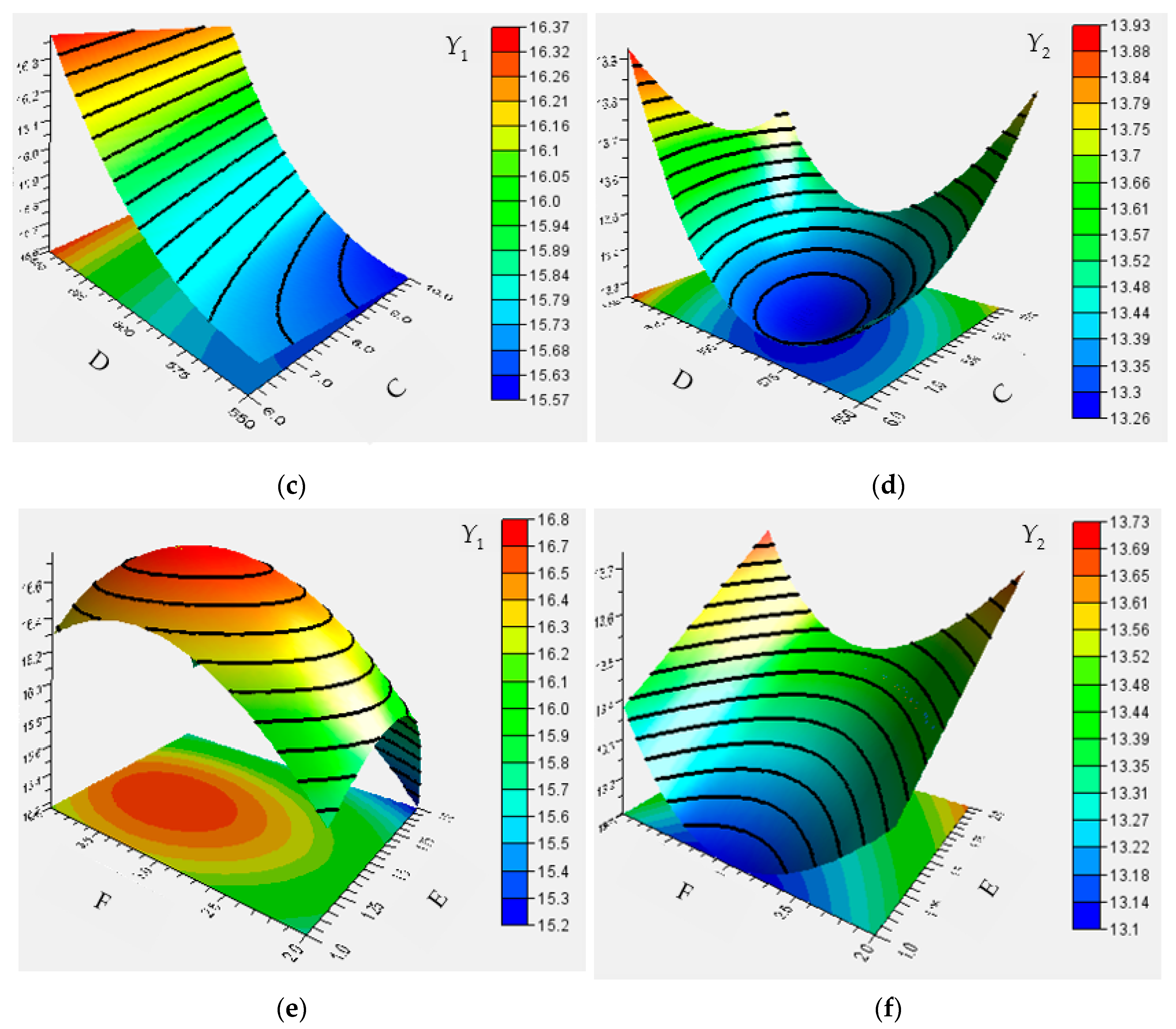
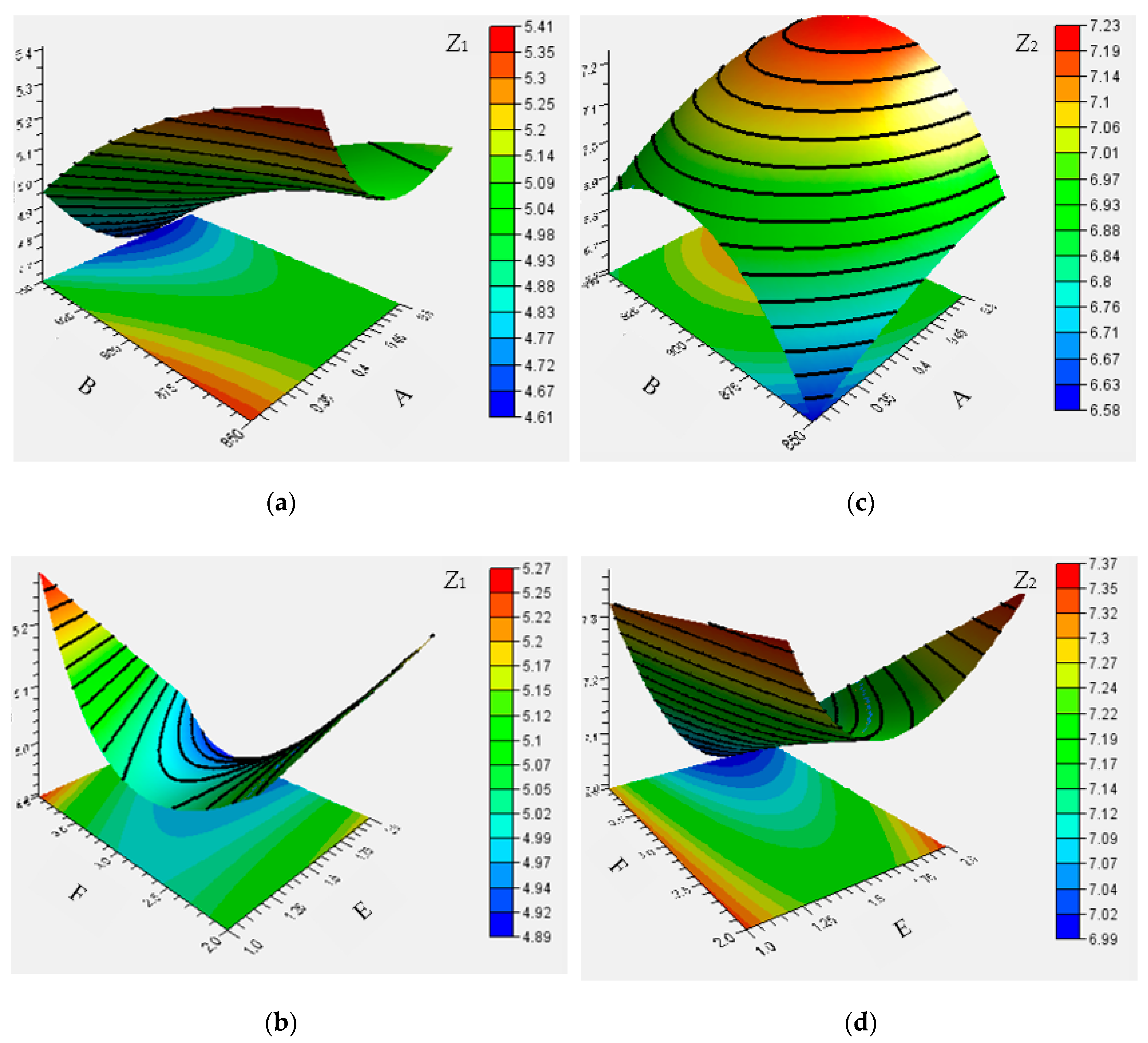
3.2. Interaction Effect of Process Parameters on Thickness
3.3. Multi-Objective Optimization
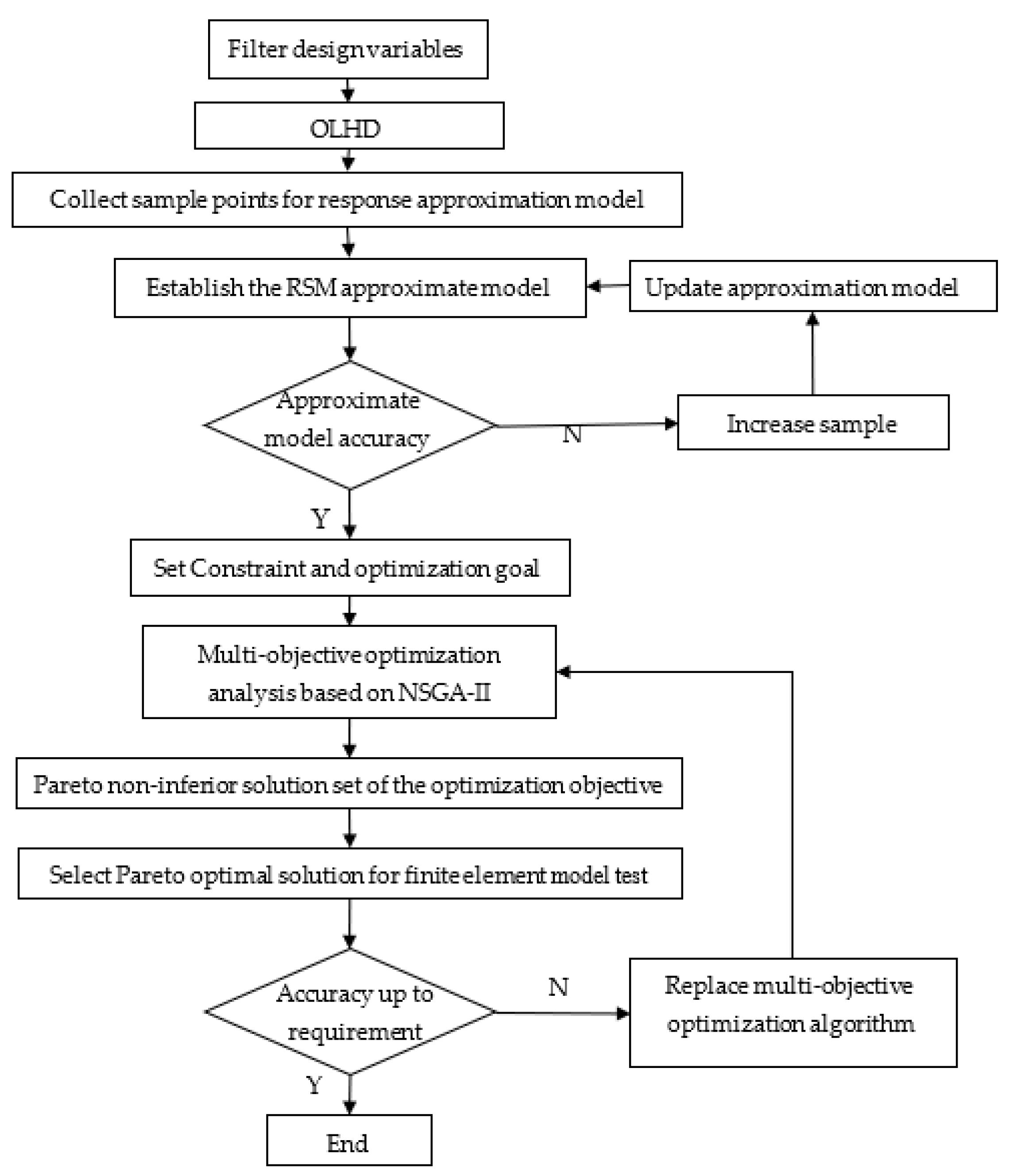
3.3.1. Procedure of Multi-Objective Optimization Based on RSM and NSGA-II
3.3.2. Parameter Configuration of NSGA-II
3.3.3. Analysis of Results after NSGA-II Optimization
3.4. Analysis of Simulation Results after Multi-Objective Optimization
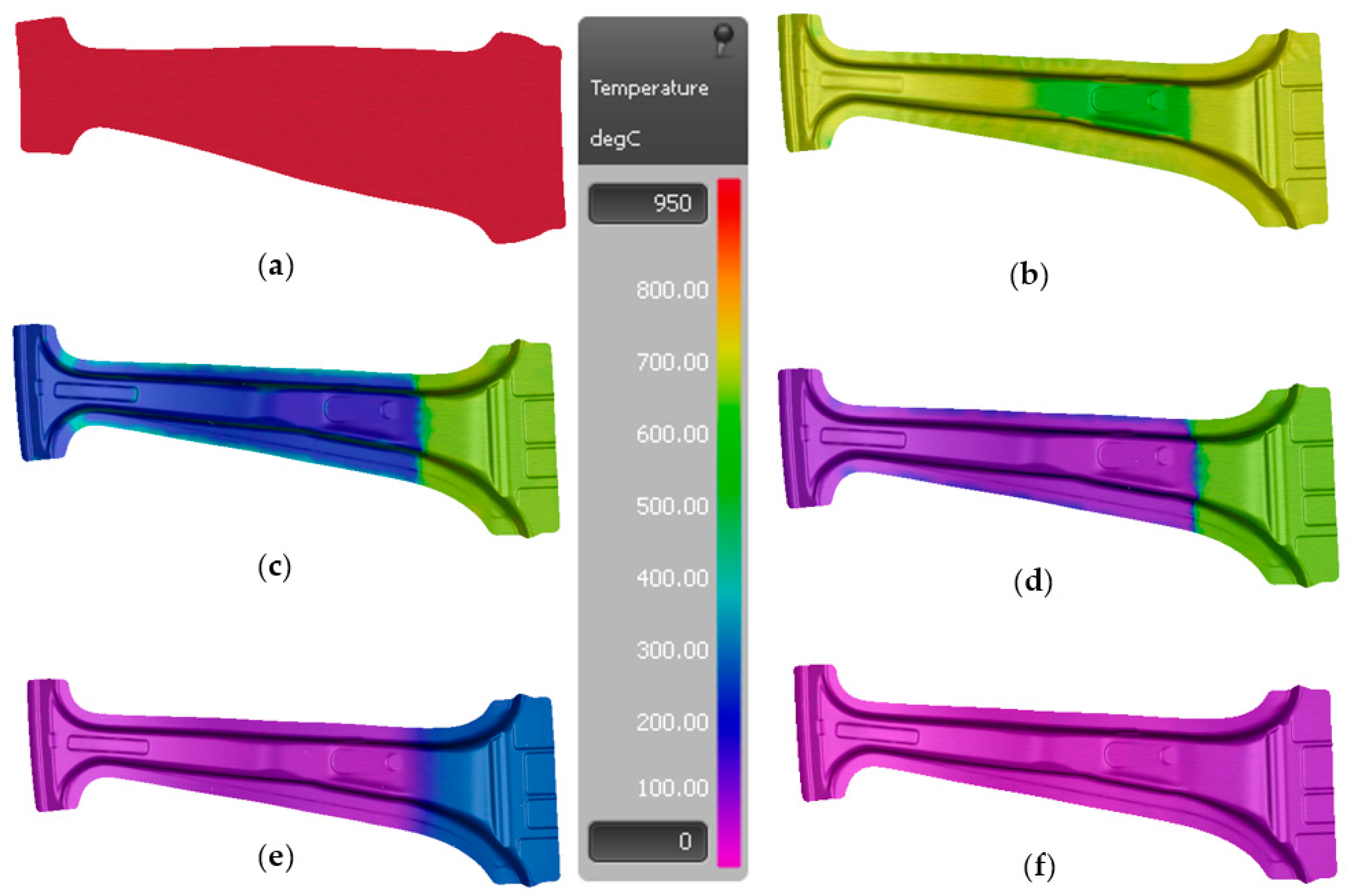
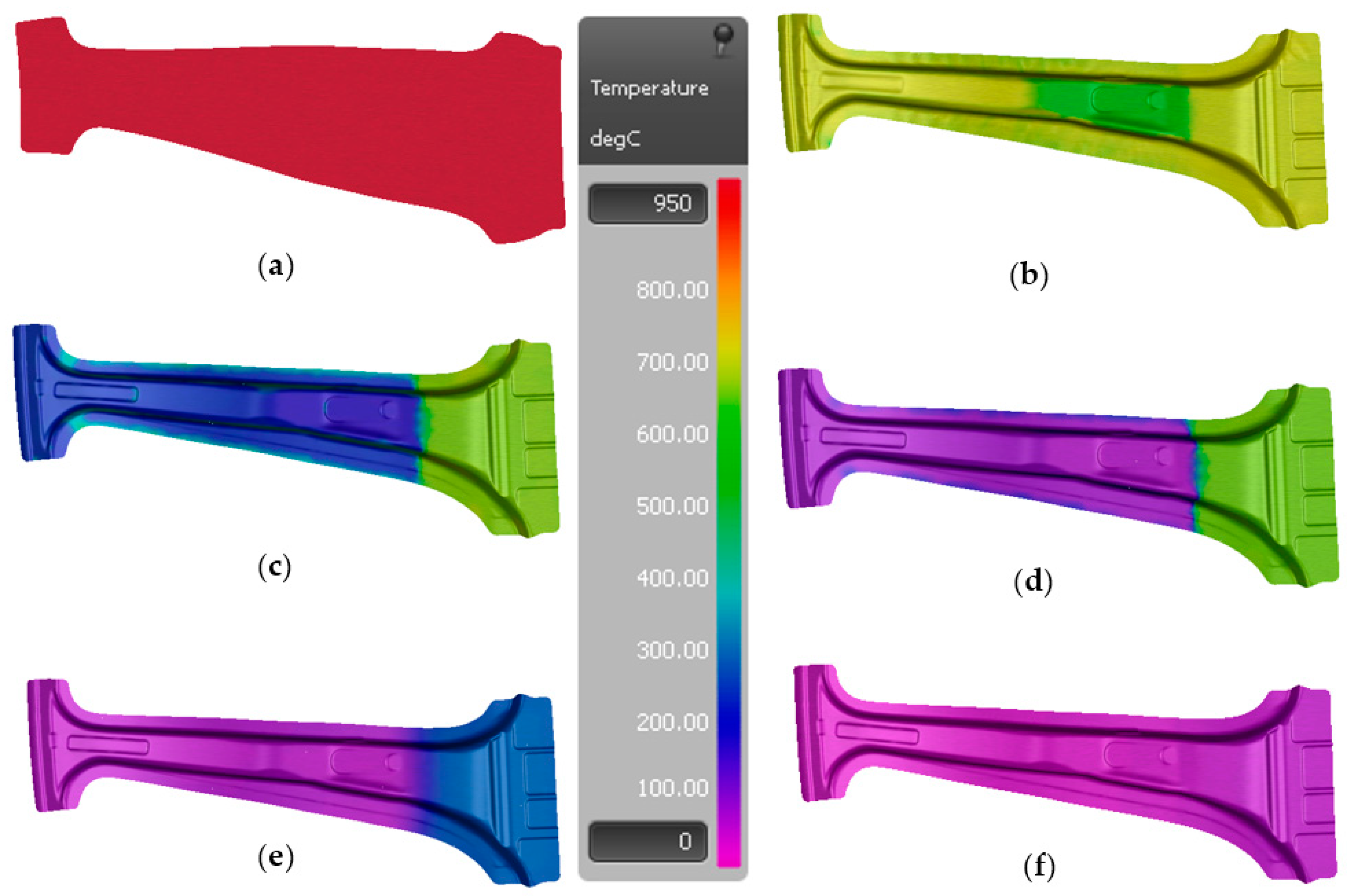
3.4.1. Analysis of the Temperature Field
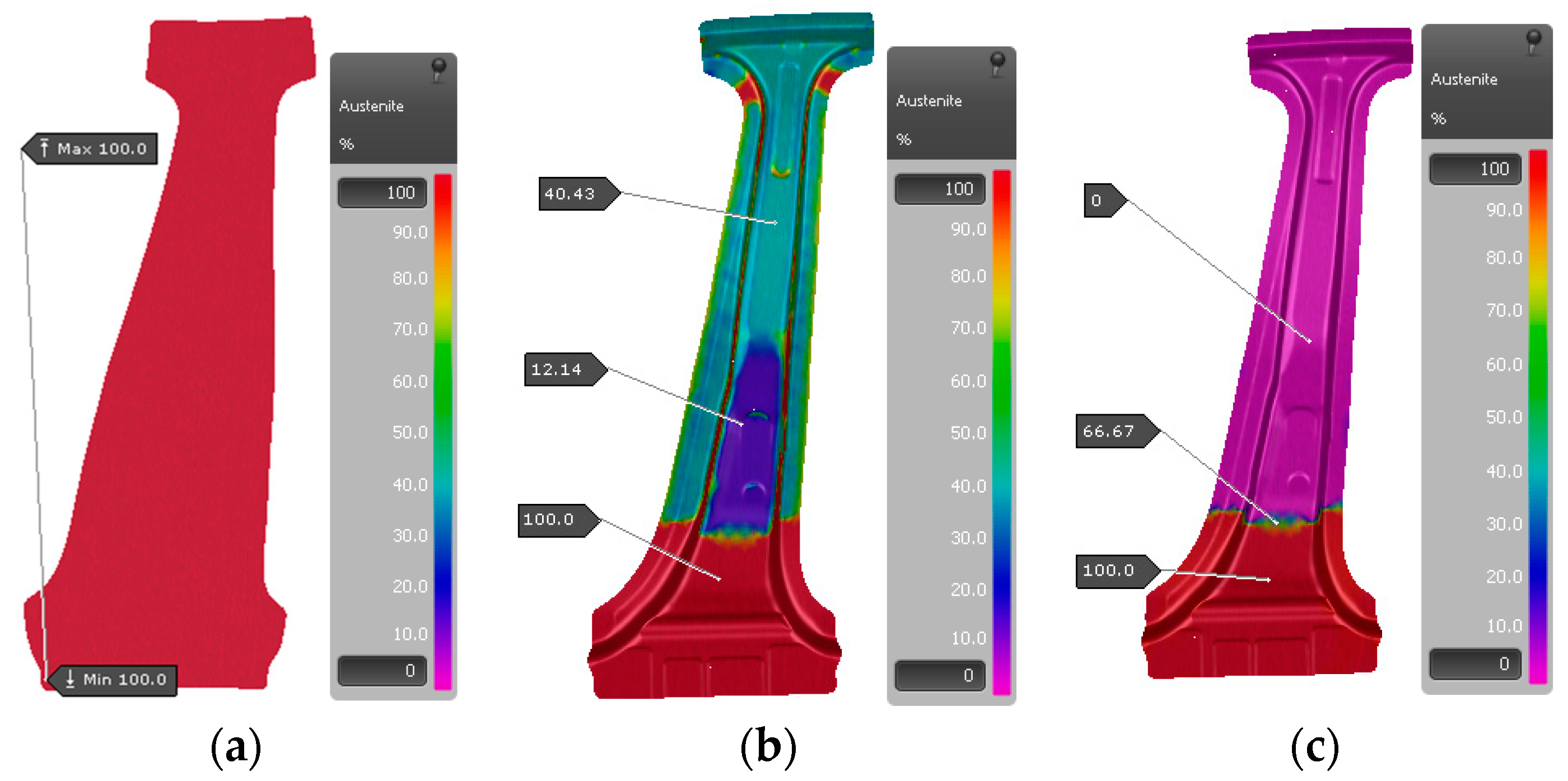
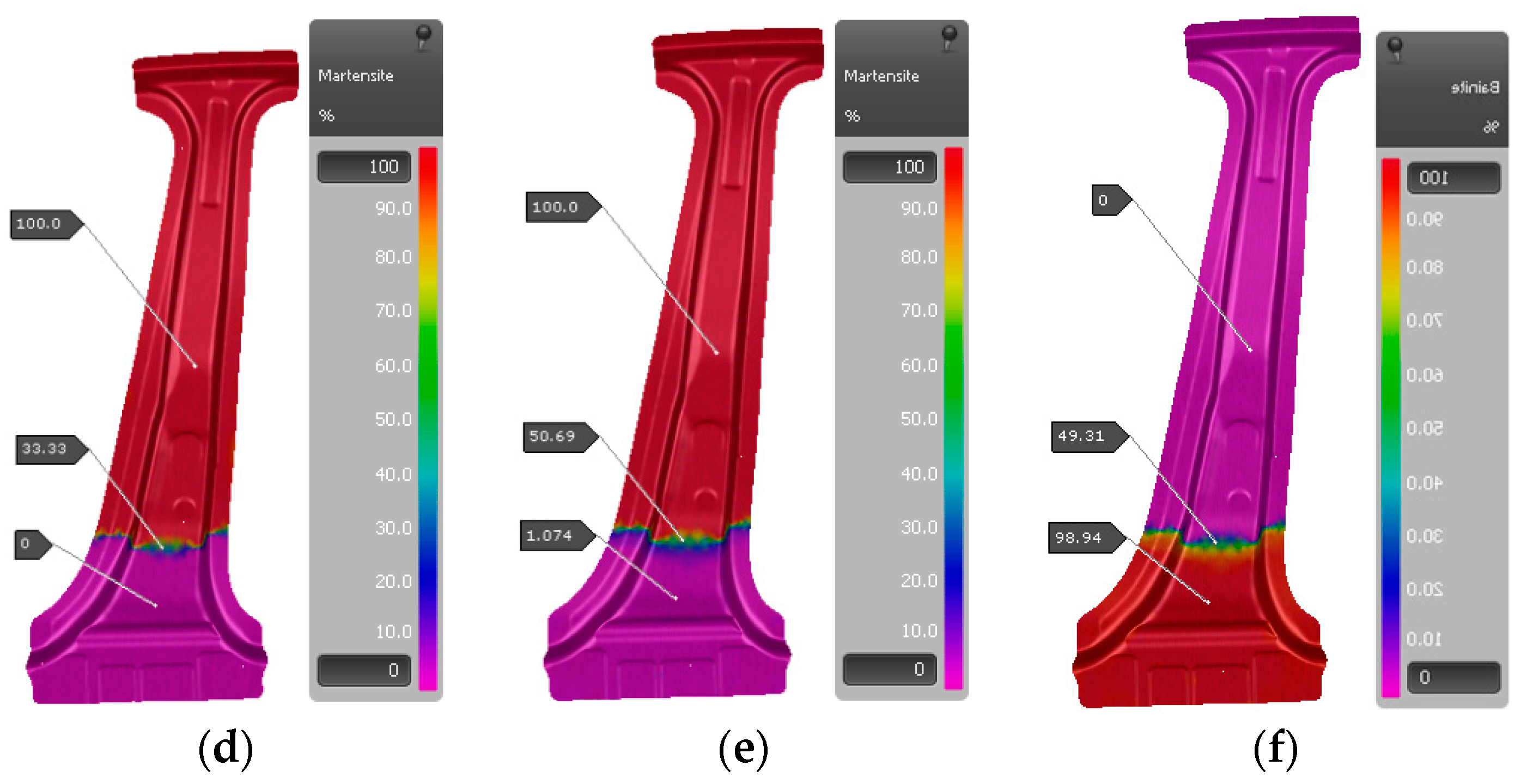
3.4.2. Analysis of the Microstructure
3.4.3. Analysis of Tensile Strength and Hardness
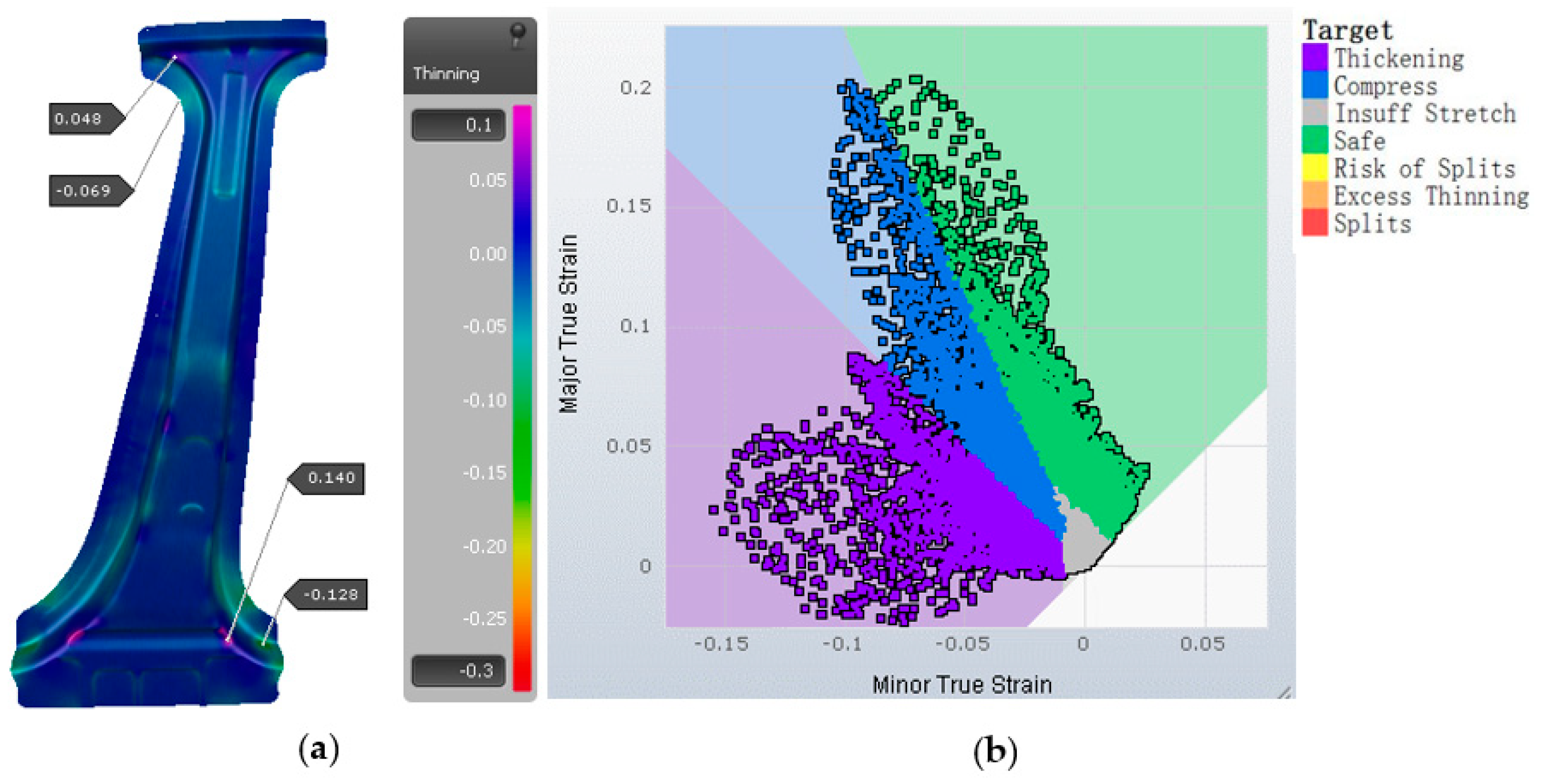
3.4.4. Analysis of the Thickness and Forming Limit Diagram
3.5. Hot Stamping and Mechanical Properties Test
3.5.1. Hot Stamping Testing
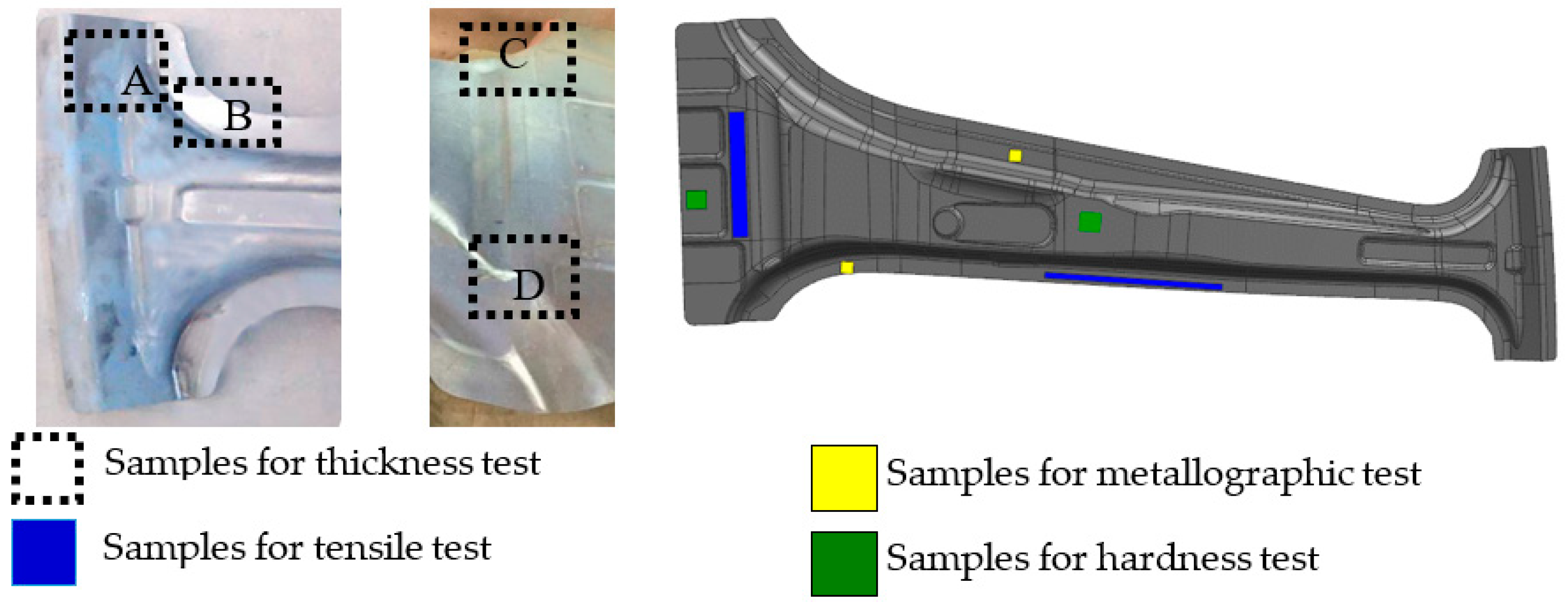
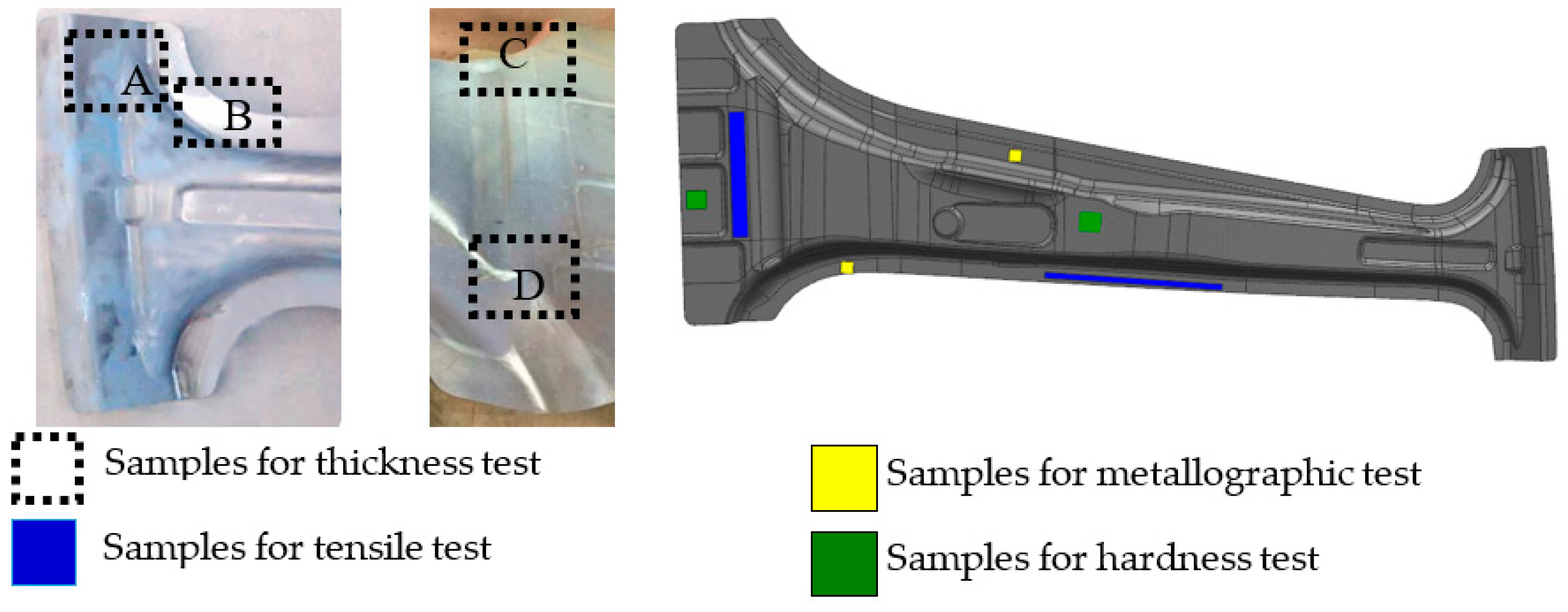
3.5.2. Thickness Test
3.5.3. Microstructure
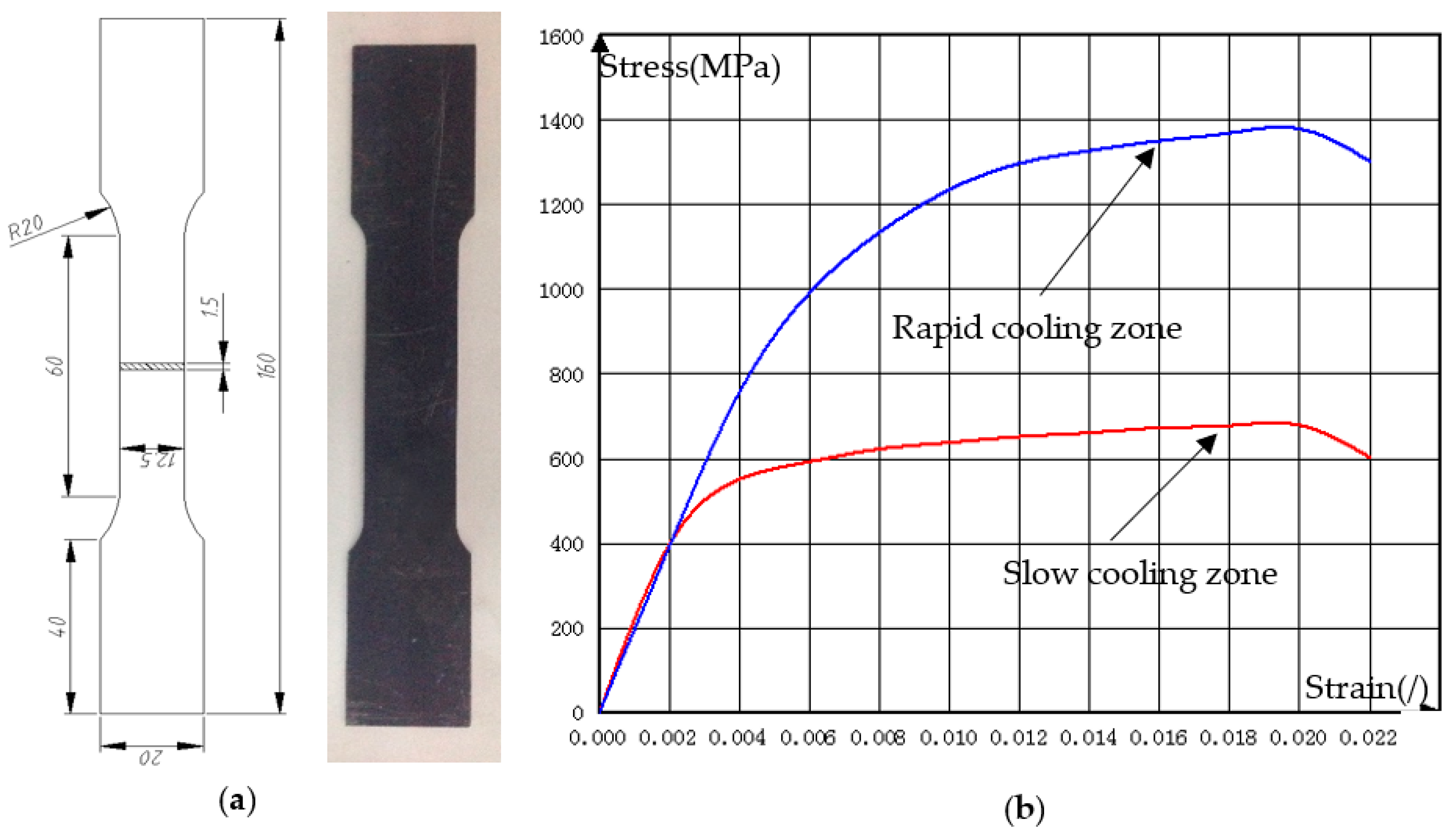
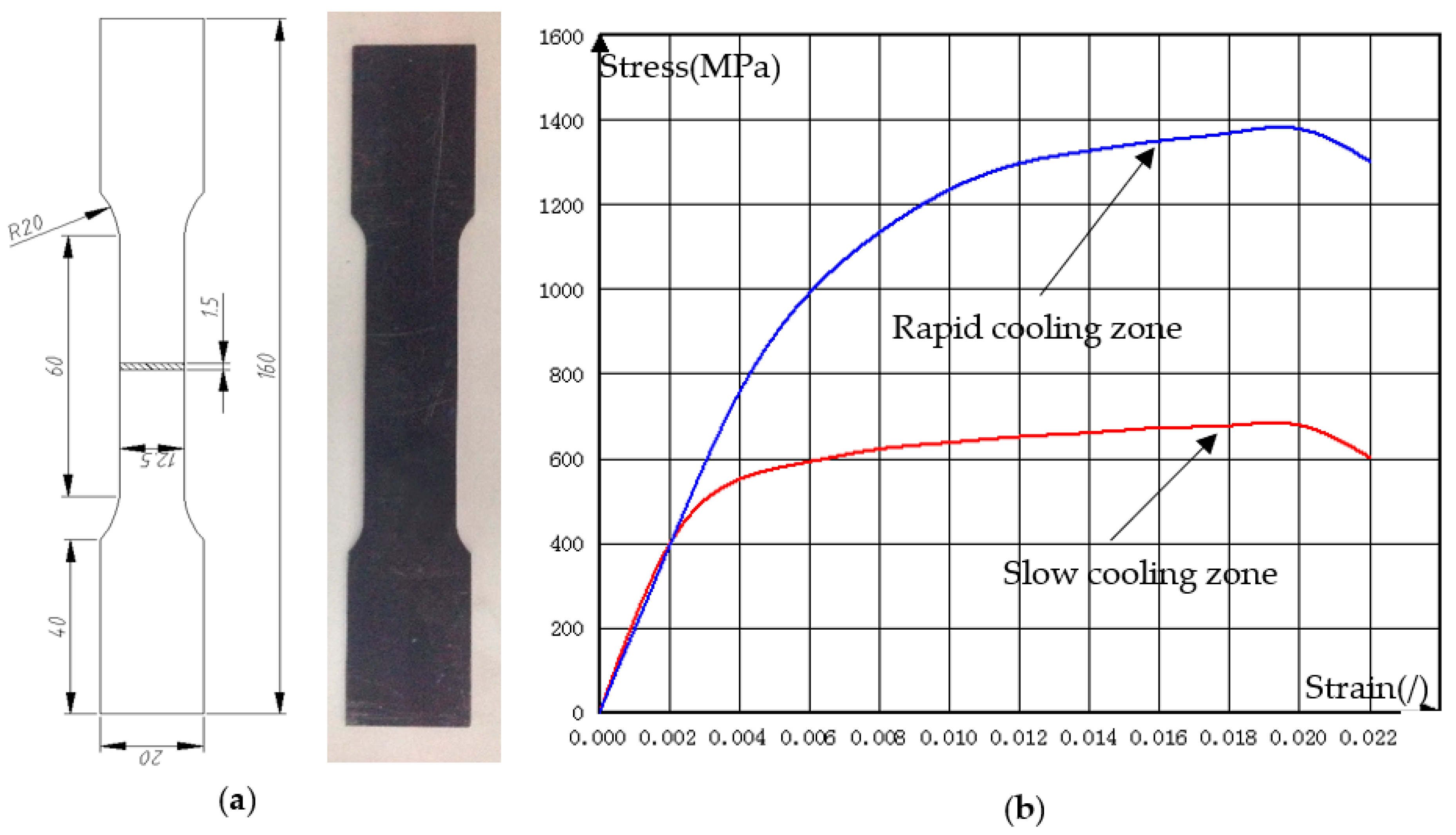
3.5.4. Tensile and Hardness Test
4. Conclusions
- (1)
- The obtained four simulation values are extremely consistent with the multi-objective optimization values. The error between the optimized value, the simulated value of the maximum thickening rate in the slow cooling zone, the maximum thinning rate in the slow cooling zone, the maximum thickening rate in the rapid cooling zone, and the maximum thinning rate in the rapid cooling zone is 2.9%, 3.1%, 2.1%, 2.9%, respectively, which fully validates the accuracy of the method of multi-objective optimization based on RSM and NSGA-II.
- (2)
- The combination of the optimized parameters can be used to produce a partition-cooling hot-stamping B-pillar. The results of the thickness, microstructure, tensile strength and hardness test correspond well with the simulation results.
- (3)
- The microstructure of the ferrite and pearlite structure is uniformly distributed in the slow cooling zone, and its tensile strength reaches 680 MPa, its elongation is 11.4% and its hardness is 230.56 HV. In contrast, the lath martensite structure is obtained in the rapid cooling zone, and its tensile strength is up to 1390 MPa, its elongation is about 7.0% and its hardness can reach 478.78 HV.
Author Contributions
Funding
Conflicts of Interest
References
- Chu, Y.T.; Sun, L.Y.; Li, L.J. Lightweight scheme selection for automotive safety structures using a quantifiable multi-objective approach. J. Clean. Prod. 2019, 241, 118316. [Google Scholar] [CrossRef]
- Dama, K.K.; Babu, V.S.; Rao, R.N. State of the art on automotive lightweight body-in-white design. Mater. Today 2018, 5, 20966–20971. [Google Scholar]
- Heggemann, T.; Homberg, W. Deep drawing of fiber metal laminates for automotive lightweight structures. Compos. Struct. 2019, 216, 53–57. [Google Scholar] [CrossRef]
- Song, H.J.; Yoo, J.S.; Kim, S.-H. Novel ultra-high-strength Cu-containing medium-Mn duplex lightweight steels. Acta Mater. 2017, 135, 215–225. [Google Scholar] [CrossRef]
- Rana, R.; Liu, C.; Ray, R.K. Evolution of microstructure and mechanical properties during thermomechanical processing of a low-density multiphase steel for automotive application. Acta Mater. 2014, 75, 227–245. [Google Scholar] [CrossRef]
- Liu, X.L.; Cao, J.G.; Chai, X.T. Investigation of forming parameters on springback for ultra high strength steel considering Young’s modulus variation in cold roll forming. J. Manuf. Process. 2017, 29, 289–297. [Google Scholar] [CrossRef]
- Song, J.H.; Jang, I.; Gwak, S.Y. Effect of pulsed currents on the springback reduction of ultra-high strength steels. J. Manuf. Process. 2017, 207, 359–364. [Google Scholar] [CrossRef]
- Kong, H.; Chao, Q.; Rolfe, B. One-step quenching and partitioning treatment of a tailor welded blank of boron and TRIP steels for automotive applications. Mater. Des. 2019, 174, 107799. [Google Scholar] [CrossRef]
- Marion, M.; Maren, J.; Michael, L. A review on tailored blanks—Production, applications and evaluation. J. Mater. Process. Tech. 2014, 214, 151–164. [Google Scholar]
- Zhu, B.; Zhu, J.; Wang, Y.N. Combined hot stamping and Q&P processing with a hot air partitioning device. J. Mater. Process. Technol. 2018, 262, 392–402. [Google Scholar]
- Mu, Y.H.; Zhou, J.; Wang, B.Y. Numerical simulation of hot stamping by partition heating based on advanced constitutive modelling of 22MnB5 behaviour. Finite Elem. Anal. Des. 2018, 147, 34–44. [Google Scholar] [CrossRef]
- Karbasian, H.; Ekkaya, A.E. A review on hot stamping. J. Mater. Process. Technol. 2010, 210, 2103–2118. [Google Scholar] [CrossRef]
- Nakagawa, Y.; Mori, K.; Suzuki, Y. Tailored tempering without die heating in hot stamping of ultra-high strength steel parts. Mater. Des. 2020, 192, 108704. [Google Scholar] [CrossRef]
- Mori, K.; Okuda, Y. Tailor die quenching in hot stamping for producing ultra-high strength steel formed parts having strength distribution. CIRP Ann. 2010, 59, 291–294. [Google Scholar] [CrossRef]
- Mori, K.; Maeno, T.; Mongkolkaji, K. Tailored die quenching of steel parts having strength distribution using bypass resistance heating in hot stamping. J. Mater. Process. Technol. 2013, 21, 508–514. [Google Scholar] [CrossRef]
- George, R.; Bardelcik, A.; Worswick, M.J. Hot forming of boron steels using heated and cooled tooling for tailored properties. J. Mater. Process. Technol. 2012, 212, 2386–2399. [Google Scholar] [CrossRef]
- Ota, E.; Yogo, Y.; Iwata, N. CAE-based process design for improving formability in hot stamping with partial cooling. J. Mater. Process. Technol. 2019, 263, 198–206. [Google Scholar] [CrossRef]
- Wang, Y.J. Research of the Mechanical Properties of Parts of HSS Tailored Tempering. Master’s Thesis, Huazhong University of Science and Technology, Wuhan, China, 2015. [Google Scholar]
- Yang, S.N.; Wang, L.G. Study on selective cooling of ultra high strength steel car body in hot forming. Int. J. Adv. Manuf. Tech. 2018, 97, 1583–1590. [Google Scholar] [CrossRef]
- Mu, Y.H. Study on Hot Stamping of Boron Steel by Partition Heating: Modelling and Simulation Coupling Thermal-Force-Phase Transformation. Master’s Thesis, Beijing University of Science and Technology, Beijing, China, 2019. [Google Scholar]
- Wang, H.Y.; Xie, H.; Cheng, W. Multi-objective optimisation on crashworthiness of front longitudinal beam (FLB) coupled with sheet metal stamping process. Thin Wall Struct. 2018, 132, 36–47. [Google Scholar] [CrossRef]
- Zhang, W.W.; Han, C.; Yuan, S. Hot forming processing simulation of torsion beam of high strength steel 22MnB5. Mater. Sci. Tech-Lond. 2014, 22, 16–22. [Google Scholar]
- Wang, Z.W.; Wang, K.; Liu, Y.; Zhu, B.; Zhang, Y.S.; Li, S.Q. Multi-scale simulation for hot stamping quenching & partitioning process of high-strength steel. J. Mater. Process. Technol. 2019, 269, 150–162. [Google Scholar]
- Abdulhay, B.; Bourouga, B.; Dessain, C. Experimental and theoretical study of thermal aspects of the hot stamping process. Appl. Therm. Eng. 2011, 31, 674–685. [Google Scholar] [CrossRef]
- Fuerle, F.; Sienz, J. Decomposed surrogate-based optimization of carbon-fiber bicycle frames using Optimum Latin Hypercubes for constrained design spaces. Comput. Struct. 2013, 119, 48–59. [Google Scholar] [CrossRef]
- Cheng, W.; Zhang, H.L.; Fu, S. A process-performance coupled design method for hot-stamped tailor rolled blank structure. Thin Wall Struct. 2019, 140, 132–143. [Google Scholar] [CrossRef]
- Xiao, X.; Kim, J.J.; Hong, M.P.; Yang, S.; Kim, Y.S. RSM and BPNN modeling in incremental sheet forming process for AA5052 sheet: Multi-objective optimization using genetic algorithm. Metals 2020, 10, 1003. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Cr | Si | B | P | S | Al | Fe |
|---|---|---|---|---|---|---|---|---|
| 0.225 | 1.24 | 0.163 | 0.256 | 0.003 | 0.013 | 0.003 | 0.031 | Balance |
| Temperature (°C) | Young’s Modulus (Gpa) | Poisson Ratio/10−5 | Coefficient of Thermal Expansion | Thermal Conductivity (W/m·K) | Specific Heat (J/kg·K) | |
|---|---|---|---|---|---|---|
| 22MnB5 | 20 | 212 | 0.284 | 1.00 | 31.0 | 450 |
| 200 | 199 | 0.289 | 1.00 | 34.0 | 460 | |
| 400 | 166 | 0.298 | 1.20 | 40.0 | 472 | |
| 600 | 150 | 0.311 | 1.30 | 42.0 | 703 | |
| 800 | 134 | 0.325 | 1.40 | 43.0 | 912 | |
| 900 | 126 | 0.334 | 1.45 | 43.5 | 1018 | |
| 1000 | 118 | 0.343 | 1.50 | 44.0 | 1094 |
| Factors | Lower Boundary | Upper Boundary |
|---|---|---|
| A | 0.3 | 0.5 |
| B/°C | 850 | 950 |
| C/s | 6 | 10 |
| D/°C | 550 | 650 |
| E/MPa | 1 | 2 |
| F/MPa | 2 | 4 |
| Exp. No | A/- | B/°C | C/s | D/°C | E/MPa | F/MPa | Y1/% | Y2/% | Z1/% | Z2/% |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 0.38 | 925 | 9.8 | 648 | 1.36 | 2.96 | 15.7 | 13.3 | 4.9 | 7.4 |
| 2 | 0.40 | 941 | 9.4 | 611 | 1.98 | 3.27 | 14.4 | 13.7 | 4.7 | 7.1 |
| 3 | 0.43 | 891 | 6.5 | 650 | 1.27 | 3.00 | 16.7 | 14.3 | 5.1 | 7.4 |
| 4 | 0.42 | 916 | 8.3 | 559 | 1.09 | 2.27 | 15.9 | 13.4 | 5.0 | 7.3 |
| ⋮⋮ | ⋮⋮ | ⋮⋮ | ⋮⋮ | ⋮⋮ | ⋮⋮ | ⋮⋮ | ⋮⋮ | ⋮⋮ | ⋮⋮ | ⋮⋮ |
| 41 | 0.32 | 889 | 9.5 | 620 | 1.82 | 2.50 | 16.9 | 13.3 | 5.5 | 7.1 |
| 42 | 0.45 | 859 | 8.9 | 643 | 1.66 | 2.41 | 16.8 | 14.4 | 5.1 | 7.1 |
| 43 | 0.35 | 898 | 8.0 | 630 | 1.21 | 2.00 | 15.6 | 13.5 | 5.4 | 7.2 |
| 44 | 0.45 | 916 | 9.9 | 595 | 1.59 | 2.14 | 15.4 | 14.3 | 5.0 | 7.3 |
| 45 | 0.36 | 864 | 6.5 | 616 | 1.75 | 2.46 | 16.7 | 13.4 | 5.6 | 7.1 |
| Objectives | Error Evaluation Parameters | ||||
|---|---|---|---|---|---|
| R2 | Radj2 | MAE | RMSE | AMEA | |
| Y1 | 0.976 | 0.962 | 0.14111 | 0.0639 | 0.5222 |
| Y2 | 0.981 | 0.969 | 0.12548 | 0.05045 | 0.03844 |
| Z1 | 0.968 | 0.950 | 0.14288 | 0.06405 | 0.05451 |
| Z2 | 0.977 | 0.964 | 0.1329 | 0.05627 | 0.0477 |
| Parameter | A | B/°C | C/s | D/°C | E/MPa | F/MPa | NSGA-II Optimization Results | Simulation Results | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Y1/% | Y2/% | Z1/% | Z2/% | Y1/% | Y2/% | Z1/% | Z2/% | |||||||
| Value | 0.3 | 950 | 8 | 646 | 1 | 3.9 | 11.1 | 12.4 | 4.7 | 7.1 | 14.0 | 12.8 | 4.8 | 6.9 |
| Cooling Zone | Original Length (mm) | Fracture Length (mm) | Elongation (%) | Tensile Strength (MPa) |
|---|---|---|---|---|
| Rapid | 50 | 53.0 | 6 | 1390 |
| Slow | 50 | 55.7 | 11.4 | 680 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cui, M.; Wang, Z.; Wang, L.; Huang, Y. Numerical Simulation and Multi-Objective Optimization of Partition Cooling in Hot Stamping of the Automotive B-Pillar Based on RSM and NSGA-II. Metals 2020, 10, 1264. https://doi.org/10.3390/met10091264
Cui M, Wang Z, Wang L, Huang Y. Numerical Simulation and Multi-Objective Optimization of Partition Cooling in Hot Stamping of the Automotive B-Pillar Based on RSM and NSGA-II. Metals. 2020; 10(9):1264. https://doi.org/10.3390/met10091264
Chicago/Turabian StyleCui, Maomao, Zhao Wang, Leigang Wang, and Yao Huang. 2020. "Numerical Simulation and Multi-Objective Optimization of Partition Cooling in Hot Stamping of the Automotive B-Pillar Based on RSM and NSGA-II" Metals 10, no. 9: 1264. https://doi.org/10.3390/met10091264
APA StyleCui, M., Wang, Z., Wang, L., & Huang, Y. (2020). Numerical Simulation and Multi-Objective Optimization of Partition Cooling in Hot Stamping of the Automotive B-Pillar Based on RSM and NSGA-II. Metals, 10(9), 1264. https://doi.org/10.3390/met10091264