Effect of Grain Size on the Friction-Induced Martensitic Transformation and Tribological Properties of 304 Austenite Stainless Steel



Abstract
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
2.1. Materials Preparation
2.2. Friction and Wear Property Testing
2.3. Microstructure Characterization and Hardness Testing
3. Results
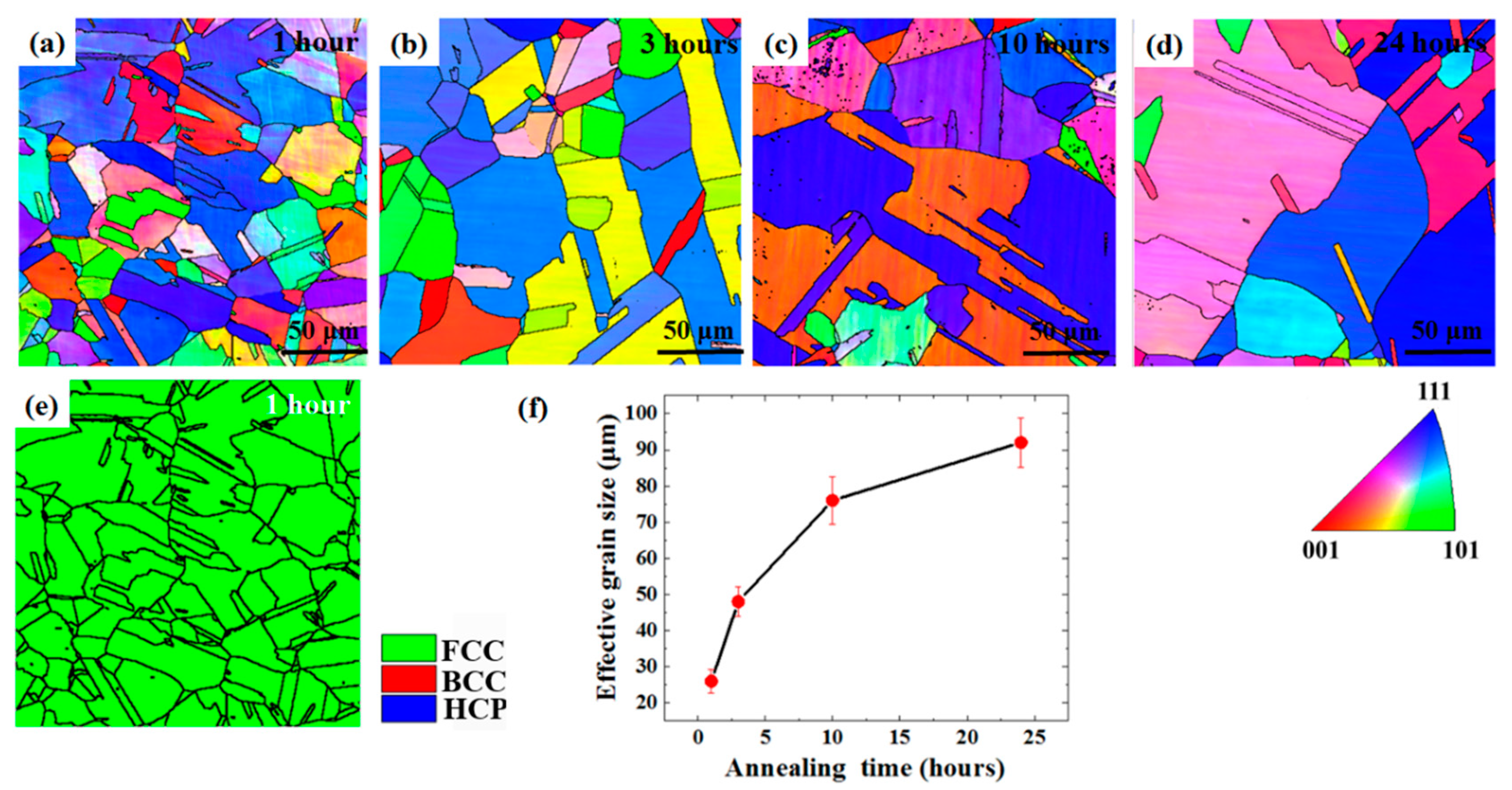
3.1. Initial Microstructure of the 304 Stainless Steel
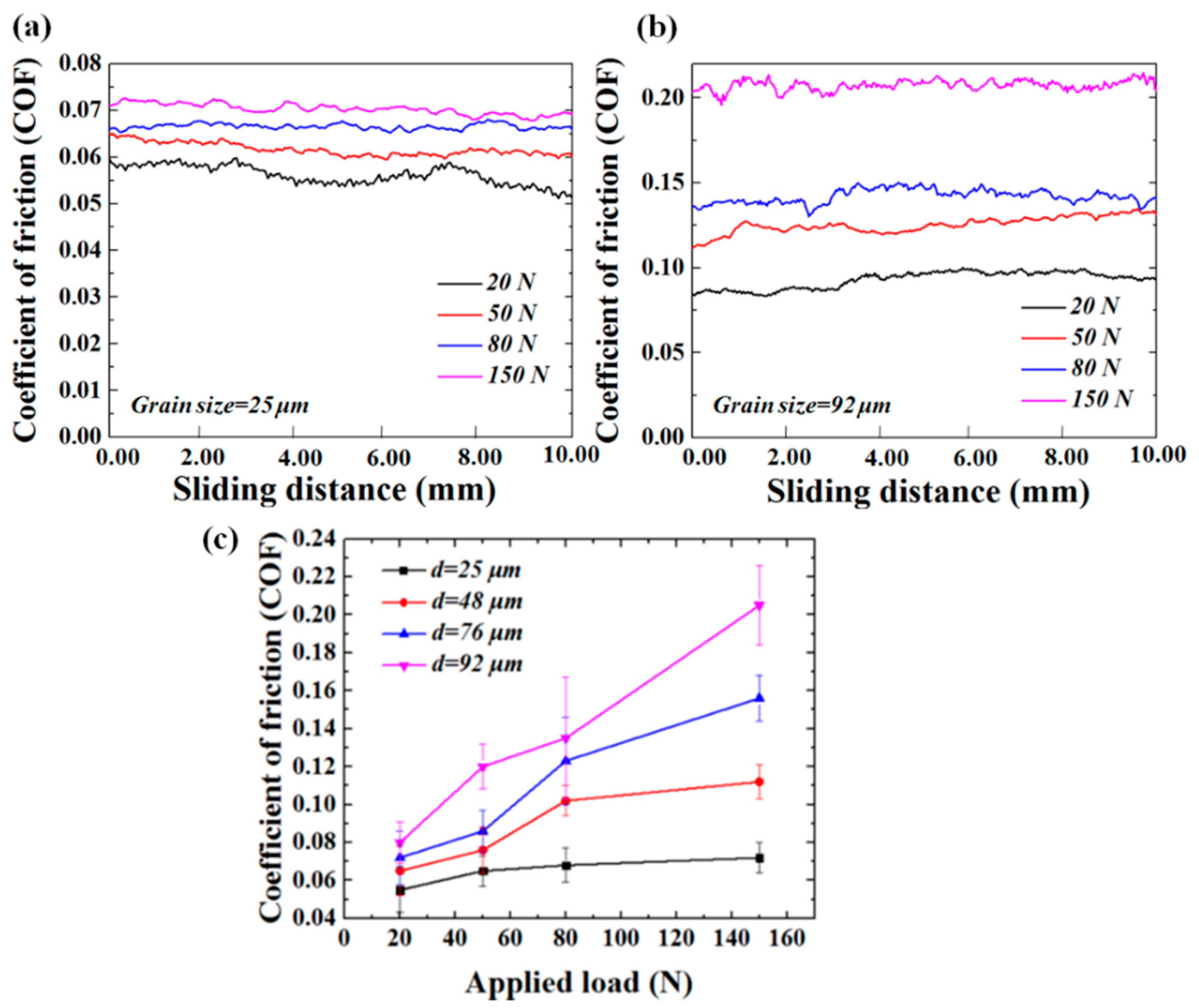
3.2. Effect of Austenite Grains Size on the COF
3.3. Effect of Austenite Grain Size on the Wear Behavior
4. Discussion
4.1. Frcition-Inudced Martensitic Tranformation
4.2. Proposed Mechanism
5. Conclusions
- (1)
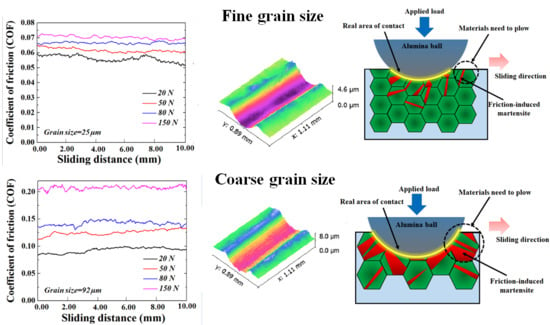
- Austenite grain size has a significant impact on the surface COF and wear resistance of 304 stainless steels. A larger austenite grain size results in a higher COF and lower wear resistance.
- (2)
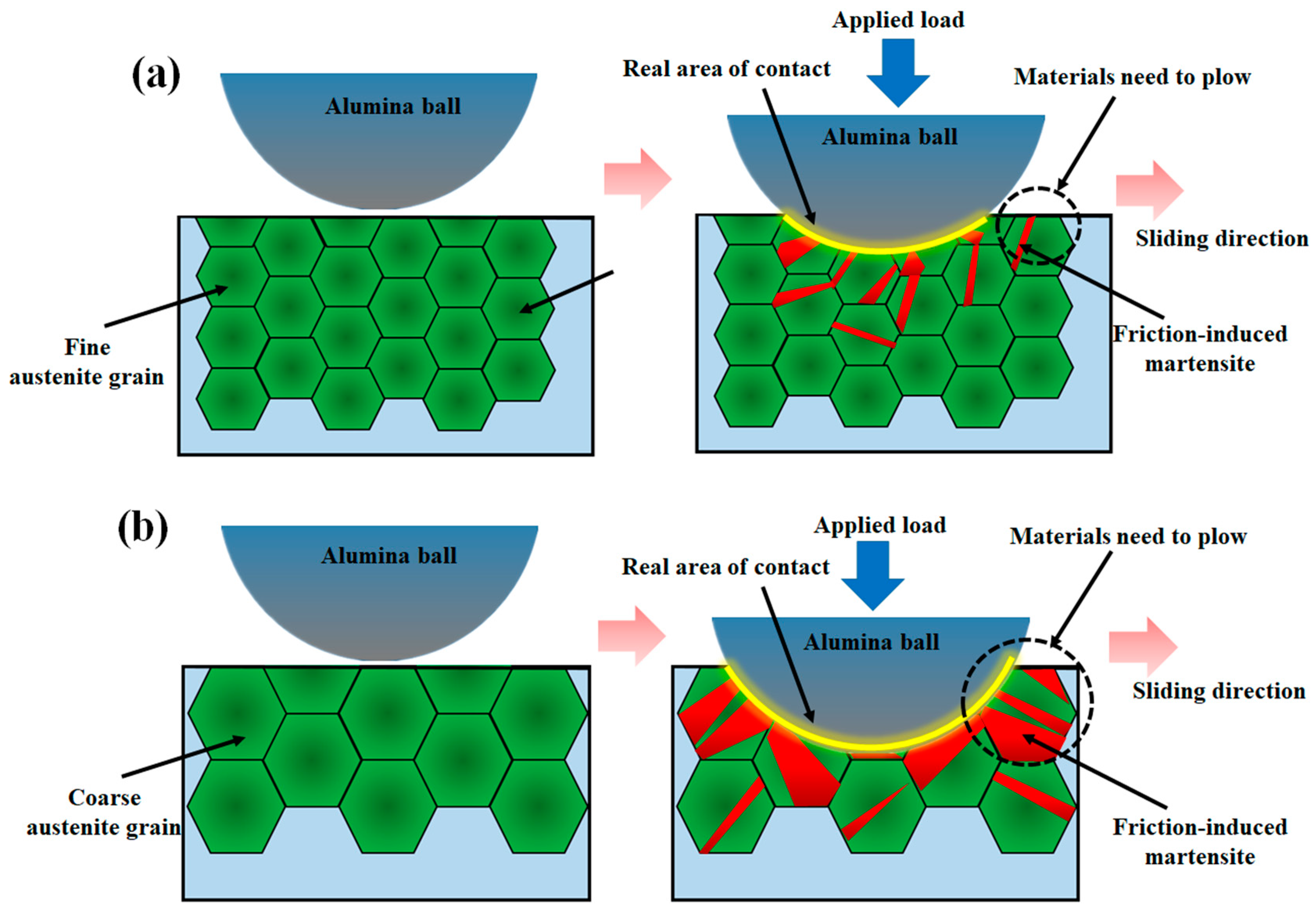
- Friction-induced martensitic transformation plays an important role during the dry sliding process and shows a grain size dependent behavior. A coarser austenite grain size leads to a higher amount of martensite transformed.
- (3)
- Stress-induced martensite preferentially nucleates at the grain boundaries of the austenite with a texture in the front of the wear track. The incompatibility of slip-transfer promotes the formation of martensite. The martensite variant selection tends to occur with its direction along the sliding direction.
- (4)
- The mechanism responsible for the influence of austenite grain size on the COF and wear resistance of 304 austenite stainless steels is proposed. It is discussed that austenite grain size affects both the plowing and adhesion effect by affecting the amount of friction-induced martensite.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Pereloma, E.; Edmonds, D.V. Phase Transformations in Steels: Diffusionless Transformations, High Strength Steels, Modelling and Advanced Analytical Techniques; Elsevier: Amsterdam, The Netherlands, 2012. [Google Scholar]
- Bhadeshia, H.K. TRIP-assisted steels? ISIJ Int. 2002, 42, 1059–1060. [Google Scholar] [CrossRef]
- Ajmani, S.; Bhattacharya, B.; Ghosh, C.; Roy, T.K. Advanced High Strength Steel: Processing and Applications; Springer: Singapore, 2018. [Google Scholar]
- Cobb, H.M. Steel Products Manual: Stainless Steels; Assn of Iron & Steel Engineers: Warrendale, PA, USA, 1999; p. 116. [Google Scholar]
- Berns, H.; Gavriljuk, V.; Riedner, S. High. Interstitial Stainless Austenitic Steels; Springer Science & Business Media: Berlin, Germany, 2012. [Google Scholar]
- Zhang, P.; Zhang, Y.; Liu, L.; Ren, X.; Zhang, Y.; Fang, Y.; Yang, Q. Numerical simulation on the stress field of austenite stainless steel during twin-roll strip casting process. Comput. Mater. Sci. 2012, 52, 61–67. [Google Scholar] [CrossRef]
- Yang, Z.; Naylor, M.; Rigney, D. Sliding wear of 304 and 310 stainless steels. Wear 1985, 105, 73–86. [Google Scholar] [CrossRef]
- Rigney, D.; Hirth, J. Plastic deformation and sliding friction of metals. Wear 1979, 53, 345–370. [Google Scholar] [CrossRef]
- Olofsson, U.; Telliskivi, T. Wear, plastic deformation and friction of two rail steels—A full-scale test and a laboratory study. Wear 2003, 254, 80–93. [Google Scholar] [CrossRef]
- Fucheng, Z.; Tingquan, L. A study of friction-induced martensitic transformation for austenitic manganese steel. Wear 1997, 212, 195–198. [Google Scholar] [CrossRef]
- Hua, M.; Xicheng, W.; Jian, L. Friction and wear behavior of SUS 304 austenitic stainless steel against Al2O3 ceramic ball under relative high load. Wear 2008, 265, 799–810. [Google Scholar] [CrossRef]
- Lee, Y.-S.; Kondo, Y.; Okayasu, M. Friction-Induced Martensitic Transformation and Wear Properties of Stainless Steel under Dry and Wet Conditions. Metals 2020, 10, 743. [Google Scholar] [CrossRef]
- Blondé, R.; Jimenez-Melero, E.; Zhao, L.; Schell, N.; Brück, E.; van der Zwaag, S.; Van Dijk, N. The mechanical stability of retained austenite in low-alloyed TRIP steel under shear loading. Mater. Sci. Eng. A 2014, 594, 125–134. [Google Scholar] [CrossRef]
- Galindo-Nava, E.; Rivera-Díaz-del-Castillo, P. Understanding martensite and twin formation in austenitic steels: A model describing TRIP and TWIP effects. Acta Mater. 2017, 128, 120–134. [Google Scholar] [CrossRef]
- Venables, J. The martensite transformation in stainless steel. Philos. Mag. A J. Theor. Exp. Appl. Phys. 1962, 7, 35–44. [Google Scholar] [CrossRef]
- Zhang, Y.; Ding, H. Ultrafine also can be ductile: On the essence of Lüders band elongation in ultrafine-grained medium manganese steel. Mater. Sci. Eng. A 2018, 733, 220–223. [Google Scholar] [CrossRef]
- Jin, J.-E.; Jung, Y.-S.; Lee, Y.-K. Effect of grain size on the uniform ductility of a bulk ultrafine-grained alloy. Mater. Sci. Eng. A 2007, 449, 786–789. [Google Scholar] [CrossRef]
- Varma, S.; Kalyanam, J.; Murk, L.; Srinivas, V. Effect of grain size on deformation-induced martensite formation in 304 and 316 stainless steels during room temperature tensile testing. J. Mater. Sci. Lett. 1994, 13, 107–111. [Google Scholar] [CrossRef]
- Bregliozzi, G.; Di Schino, A.; Kenny, J.; Haefke, H. The influence of atmospheric humidity and grain size on the friction and wear of AISI 304 austenitic stainless steel. Mater. Lett. 2003, 57, 4505–4508. [Google Scholar] [CrossRef]
- Akita, M.; Uematsu, Y.; Kakiuchi, T.; Nakajima, M.; Tsuchiyama, T.; Bai, Y.; Isono, K. Effect of sensitization on corrosion fatigue behavior of type 304 stainless steel annealed in nitrogen gas. Mater. Sci. Eng. A 2015, 640, 33–41. [Google Scholar] [CrossRef]
- ASTM International. Standard Practice for Determining Average Grain Size Using Electron Backscatter Diffraction (EBSD) in Fully Recrystallized Polycrystalline Materials; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Hsu, K.-L.; Ahn, T.; Rigney, D. Friction, wear and microstructure of unlubricated austenitic stainless steels. Wear 1980, 60, 13–37. [Google Scholar] [CrossRef]
- Archard, J. Contact and rubbing of flat surfaces. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]
- Ceschini, L.; Chiavari, C.; Marconi, A.; Martini, C. Influence of the countermaterial on the dry sliding friction and wear behaviour of low temperature carburized AISI316L steel. Tribol. Int. 2013, 67, 36–43. [Google Scholar] [CrossRef]
- Jourani, A.; Bouvier, S. Friction and wear mechanisms of 316L stainless steel in dry sliding contact: Effect of abrasive particle size. Tribol. Trans. 2015, 58, 131–139. [Google Scholar] [CrossRef]
- Lychagin, D.V.; Filippov, A.V.; Novitskaia, O.; Chumlyakov, Y.I.; Kolubaev, E.A.; Sizova, O. Friction-induced slip band relief of-Hadfield steel single crystal oriented for multiple slip deformation. Wear 2017, 374, 5–14. [Google Scholar] [CrossRef]
- Zhang, X.; Sawaguchi, T.; Ogawa, K.; Yin, F.; Zhao, X. Orientation dependence of variant selection and intersection reactions of ϵ martensite in a high-manganese austenitic steel. Philos. Mag. Lett. 2011, 91, 563–571. [Google Scholar] [CrossRef]
- Mateo, A.; Sapezanskaia, I.; Roa, J.J.; Fargas, G.; Redjaïmia, A. Transmission of plasticity through grain boundaries in a metastable austenitic stainless steel. Metals 2019, 9, 234. [Google Scholar] [CrossRef]
- Harries, K.A.; Zeno, G.; Shahrooz, B. Toward an improved understanding of shear-friction behavior. ACI Struct. J. 2012, 109, 835. [Google Scholar]
- Straffelini, G.; Molinari, A.; Trabucco, D. Sliding wear of austenitic and austenitic-ferritic stainless steels. Metall. Mater. Trans. A 2002, 33, 613–624. [Google Scholar] [CrossRef]
- Komvopoulos, K.; Saka, N.; Suh, N. Plowing friction in dry and lubricated metal sliding. J. Tribol. 1986, 108, 301–312. [Google Scholar] [CrossRef]
- Souza Filho, I.; Zilnyk, K.; Sandim, M.; Bolmaro, R.; Sandim, H. Strain partitioning and texture evolution during cold rolling of AISI 201 austenitic stainless steel. Mater. Sci. Eng. A 2017, 702, 161–172. [Google Scholar] [CrossRef]
- Cayron, C.; Barcelo, F.; de Carlan, Y. The mechanisms of the fcc–bcc martensitic transformation revealed by pole figures. Acta Mater. 2010, 58, 1395–1402. [Google Scholar] [CrossRef]
- Abu-Farha, F.; Hu, X.; Sun, X.; Ren, Y.; Hector, L.G.; Thomas, G.; Brown, T.W. In situ local measurement of austenite mechanical stability and transformation behavior in third-generation advanced high-strength steels. Metall. Mater. Trans. A 2018, 49, 2583–2596. [Google Scholar] [CrossRef]
- Di Gioacchino, F.; da Fonseca, J.Q. An experimental study of the polycrystalline plasticity of austenitic stainless steel. Int. J. Plast. 2015, 74, 92–109. [Google Scholar] [CrossRef]
- Bieler, T.; Eisenlohr, P.; Zhang, C.; Phukan, H.; Crimp, M. Grain boundaries and interfaces in slip transfer. Curr. Opin. Solid State Mater. Sci. 2014, 18, 212–226. [Google Scholar] [CrossRef]
- Wu, C.; Chang, C.; Chen, D.; Tu, J.; Huang, C. Microstructural characterization of deformation-induced martensite in an ultrafine-grained medium Mn advanced high strength steel. Mater. Sci. Eng. A 2018, 721, 145–153. [Google Scholar] [CrossRef]
- Yardley, V.; Payton, E. Austenite–martensite/bainite orientation relationship: Characterisation parameters and their application. Mater. Sci. Technol. 2014, 30, 1125–1130. [Google Scholar] [CrossRef]
- Matsuoka, Y.; Iwasaki, T.; Nakada, N.; Tsuchiyama, T.; Takaki, S. Effect of grain size on thermal and mechanical stability of austenite in metastable austenitic stainless steel. ISIJ Int. 2013, 53, 1224–1230. [Google Scholar] [CrossRef]
- Nohara, K.; Ono, Y.; Ohashi, N. Composition and grain size dependencies of strain-induced martensitic transformation in metastable austenitic stainless steels. Tetsu-to-Hagané 1977, 63, 772–782. [Google Scholar] [CrossRef]
- Levitas, V.; Idesman, A.; Olson, G.B. Continuum modeling of strain-induced martensitic transformation at shear-band intersections. Acta Mater. 1998, 47, 219–233. [Google Scholar] [CrossRef]
- Stringfellow, R.; Parks, D.; Olson, G. A constitutive model for transformation plasticity accompanying strain-induced martensitic transformations in metastable austenitic steels. Acta Metall. Mater. 1992, 40, 1703–1716. [Google Scholar] [CrossRef]
- Wanheim, T.; Bay, N.; Petersen, A. A theoretically determined model for friction in metal working processes. Wear 1974, 28, 251–258. [Google Scholar] [CrossRef]
- Sharma, S.; Anand, B.; Krishna, M. Evaluation of sliding wear behaviour of feldspar particle-reinforced magnesium alloy composites. Wear 2000, 241, 33–40. [Google Scholar] [CrossRef]










© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mao, B.; Chu, S.; Wang, S. Effect of Grain Size on the Friction-Induced Martensitic Transformation and Tribological Properties of 304 Austenite Stainless Steel. Metals 2020, 10, 1246. https://doi.org/10.3390/met10091246
Mao B, Chu S, Wang S. Effect of Grain Size on the Friction-Induced Martensitic Transformation and Tribological Properties of 304 Austenite Stainless Steel. Metals. 2020; 10(9):1246. https://doi.org/10.3390/met10091246
Chicago/Turabian StyleMao, Bo, Shuangjie Chu, and Shuyang Wang. 2020. "Effect of Grain Size on the Friction-Induced Martensitic Transformation and Tribological Properties of 304 Austenite Stainless Steel" Metals 10, no. 9: 1246. https://doi.org/10.3390/met10091246
APA StyleMao, B., Chu, S., & Wang, S. (2020). Effect of Grain Size on the Friction-Induced Martensitic Transformation and Tribological Properties of 304 Austenite Stainless Steel. Metals, 10(9), 1246. https://doi.org/10.3390/met10091246