Integration of Simulation Driven DfAM and LCC Analysis for Decision Making in L-PBF



Abstract
1. Introduction
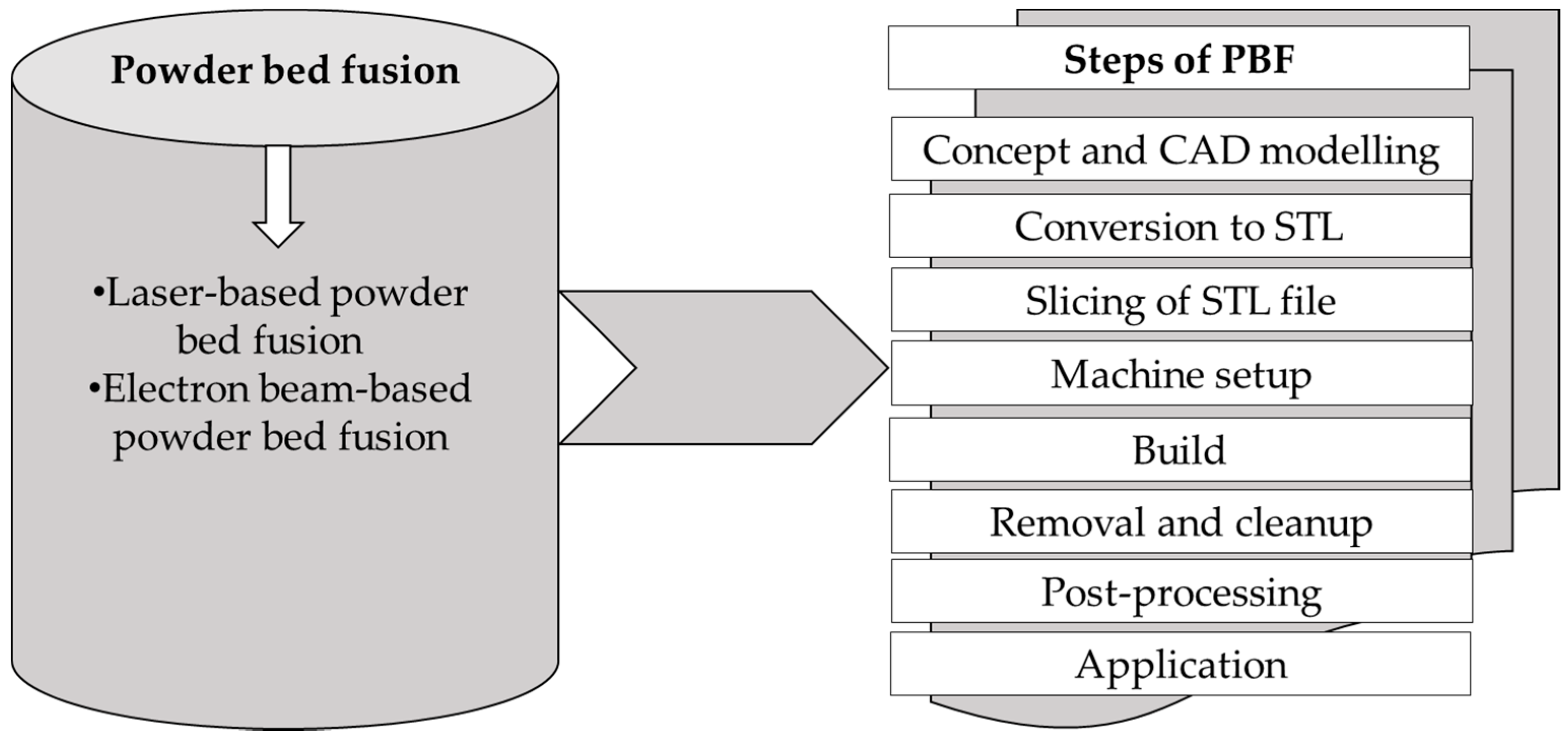
1.1. Laser-Based Powder Bed Fusion
1.2. Merits and Demerits of L-PBF
1.3. Aim and Purpose of This Study
1.4. Expected Results
2. Materials and Methods
- Design for additive manufacturing.
- Life cycle cost in powder bed fusion.
- Life cycle cost metal additive manufacturing.
- Design for additive manufacturing in powder bed fusion.
- Life cycle cost and DfAM in powder bed fusion.
2.1. Simulation Driven DfAM in L-PBF
2.2. LCC in Industrial Manufacturing
2.3. Benefits of LCC Analysis for L-PBF
- Initial development and design cost.
- Manufacturing costs, such as energy, material, etc.
- Operating costs, such as energy, waste, maintenance, etc.
- Environmental costs and benefits, such as emissions and residual material.
2.4. Case Studies
2.5. Integration of Simulation Driven DfAM and LCC of L-PBF
- The designed part is applicable in a multiple function.
- Parts are made with stainless powder.
- Metal powder is sieved and recycled to be re-used in production.
- Parts are reusable after the initial usage.
- At EOL, parts are considered for repairs prior to being recycled.
3. Results and Discussion
4. Conclusions
- Effective application of simulation driven DfAM is an efficient approach to improve design and analysis components for L-PBF.
- Application of simulation driven DfAM in L-PBF for optimized and energy-efficient designs usually results in an enhanced part functionality and cost-effectiveness.
- With on-demand and on-time manufacturing, L-PBF reduces operational and inventory costs of companies and gives them competitional advantage.
- LCC aids in the quantification of costs involved and evaluation of impact of energy, material, infrastructure, personnel, and machine productivity related expenses.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- International Organization for Standardization ISO. ASTM52900: 5015-Additive Manufacturing-General Principles-Terminology; ISO/ASME International: Geneva, Switzerland, 2015. [Google Scholar]
- Arısoy, Y.M.; Criales, L.E.; Özel, T.; Lane, B.; Moylan, S.; Donmez, A. Influence of scan strategy and process parameters on microstructure and its optimization in additively manufactured nickel alloy 625 via laser powder bed fusion. Int. J. Adv. Manuf. Technol. 2017, 90, 1393–1417. [Google Scholar] [CrossRef]
- Bugatti Automobiles, S.A.S. Bugatti—World Premiere: Brake Caliper from 3-D Printer. Available online: https://www.bugatti.com/media/news/2018/world-premiere-brake-caliper-from-3-d-printer/ (accessed on 5 June 2020).
- Dunham, S. SmarTech Markets Publishing. Metal Additive ManufacturingTrends. Available online: https://www.smartechanalysis.com/wp-content/uploads/2017/11/dunham_rapid_2015_metal_additive_manufacturing_trends.pdf (accessed on 5 June 2020).
- Varotsis, A.B. 3D Printing Trends Q1 2019. 2019. Online Document. Available online: https://www.3dhubs.com/blog/3d-printing-trends-q1-2019/#:~:text=The%20new%203D%20Hubs%203D,%2Dlaunch%20and%20re%2Ddesign.&text=The%203D%20printing%20market%20is,comes%20to%20online%203D%20printing (accessed on 6 June 2020).
- Planchard, D. SOLIDWORKS Tutorials, a Step by Step Pproject Based Approach Utilizing 3D Solid Modelling- 2017 Reference Guide; SDC Publications: Mission, KS, USA, 2017. [Google Scholar]
- Olhoff, N.; Bendsøe, M.P.; Rasmussen, J. On CAD-integrated structural topology and design optimization. Comput. Methods Appl. Mech. Eng. 1991, 89, 259–279. [Google Scholar] [CrossRef]
- Autodesk What Is Generative Design. Tools & Software Autodesk. Available online: https://www.autodesk.com/solutions/generative-design (accessed on 5 June 2020).
- Materialise, How to Use Simulation and Reduce Costs in Metal AM Materialise—Innovators you can count on 2020. Available online: https://www.materialise.com/en/resources/software/webinar-recording/how-to-use-simulation-and-reduce-costs-metal-am (accessed on 18 June 2020).
- Sculpteo The State of 3D Printing Report: 2020. 2020. Available online: https://www.sculpteo.com/en/ebooks/state-of-3d-printing-report-2020/ (accessed on 5 June 2020).
- Mouriaux, F. Motivation, opportunities and challanges of additive manufacturing for space application. In Proceedings of the RUAG Space, Zürich, Switzerland, 6 May 2015. [Google Scholar]
- Kretzschmar, N.; Ituarte, I.F.; Partanen, J. A decision support system for the validation of metal powder bed-based additive manufacturing applications. Int. J. Adv. Manuf. Technol. 2018, 96, 3679–3690. [Google Scholar] [CrossRef]
- Dowlatshahi, S. The role of logistics in concurrent engineering. Int. J. Prod. Econ. 1996, 44, 189–199. [Google Scholar] [CrossRef]
- Tofail, S.A.M.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Ganesh Sarvankar, S.; Yewale, S.N. Additive Manufacturing in Automobile Industry. Ijrame Publ. 2019, 7, 1–10. [Google Scholar]
- Ulu, E.; Huang, R.; Kara, L.B.; Whitefoot, K.S. Concurrent Structure and Process Optimization for Minimum Cost Metal Additive Manufacturing. J. Mech. Des. Trans. ASME 2019, 141. [Google Scholar] [CrossRef]
- Etteplan, A.; Hämeenaho, T.; Tölander, H.; Nordenberg, E.; Komi, E.; Rytkönen, I.; Karjalainen, J. Additive Manufacturing Center of Excellence in Finland. REPORT. Available online: https://www.businessfinland.fi/4ada70/globalassets/finnish-customers/02-build-your-network/digitalization/hx-fighter-program/am-center-feasibility-study-2019-nov.pdf (accessed on 1 June 2020).
- Gibson, I.; Rosen, D.W.; Stucker, B. Additive Manufacturing Technologies: Rapid Prototyping to Direct Digital Manufacturing; Springer: New York, NY, USA; Berlin/Heidelberg, Germany, 2010; pp. 299–332. ISBN 9781441911193. [Google Scholar]
- Varotsis, A.B. Introduction to Metal 3D Printing. 2020. Available online: https://www.3dhubs.com/knowledge-base/introduction-metal-3d-printing/ (accessed on 4 June 2020).
- Waller, J. Qualification & Certification of Additively Manufactured Parts for NASA Applications. Nasa Saf. Cent. Webinar. Available online: https://ntrs.nasa.gov/citations/20190000354 (accessed on 1 June 2020).
- Metrology.news. Topology Optimization and DMP Combine to Meet GE Aircraft Engine Bracket Challenge. Available online: https://metrology.news/topology-optimization-dmp-meet-aircraft-challenge/ (accessed on 5 June 2020).
- Bian, L.; Shamsaei, N.; Usher, J.M. Laser-Based Additive Manufacturing of Metal. Parts: Modeling, Optimization, and Control of Mechanical Properties; Bian, L., Shamsaei, N., Usher, J., Eds.; CRC Press: Boca Raton, FL, USA, 2017; ISBN 9781315151441. [Google Scholar]
- Aciturri First Prototypes of Additive Manufacturing Technologies in EWIRA. 2017. Available online: https://www.aciturri.com/en/press-media/news/aciturri-ewira (accessed on 5 June 2020).
- General Electric Imagination at Work. Arcam and SLM Solutions acquisitions. 2016. Available online: https://www.ge.com/sites/default/files/ge_webcast_presentation_009062016_0.pdf (accessed on 1 June 2020).
- Savolainen, J.; Collan, M. How Additive Manufacturing Technology Changes Business Models?—Review of Literature. Addit. Manuf. 2020, 32, 101070. [Google Scholar]
- 3D Natives Ford Produces the Largest Ever 3D Printed Metal Automotive Part. 2019. Available online: https://www.3dnatives.com/en/ford-3d-printed-metal-part-050220195/ (accessed on 5 June 2020).
- Baumers, M.; Dickens, P.; Tuck, C.; Hague, R. The cost of additive manufacturing: Machine productivity, economies of scale and technology-push. Technol. Soc. Chang. 2016, 102, 193–201. [Google Scholar] [CrossRef]
- Flores Ituarte, I.; Partanen, J.; Khajavi, S.H. Challenges to implementing additive manufacturing in globalised production environments. Int. J. Collab. Enterp. 2016, 5, 232. [Google Scholar] [CrossRef]
- Lindemann, C.; Jahnke, U.; Moi, M.; Koch, R. Impact and influence factors of additive manufacturing on product lifecycle costs. In Proceedings of the 24th International SFF Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 12–14 August 2013; pp. 998–1009. [Google Scholar]
- Klahn, C.; Meboldt, M. Additive Manufacturing: Cost Factors and Cost Optimization. 2018. Available online: https://www.spotlightmetal.com/additive-manufacturing-cost-factors-and-cost-optimization-a-734518/ (accessed on 5 June 2020).
- Keane, P. What is Design for Additive Manufacturing?—Engineers Rule. 2016. Available online: https://www.engineersrule.com/design-additive-manufacturing/ (accessed on 5 June 2020).
- Tomlin, M.; Meyer, J. Topology Optimization of an Additive Layer Manufactured (ALM) Aerospace Part. In Proceedings of the 7th Altair CAE Technology Conference, Gaydon, UK, 10 May 2011; pp. 1–9. [Google Scholar]
- Sharma, P.C. A Textbook of Production Engineering; S. Chand: New Delhi, India, 1999; ISBN 9788121904216. [Google Scholar]
- Brockotter, R. Key Design Considerations for 3D Printing 3D Hubs. Available online: https://www.3dhubs.com/knowledge-base/key-design-considerations-3d-printing/ (accessed on 5 June 2020).
- Dutta, B.; Babu, S.; Jared, B. (Eds.) Metal additive manufacturing. In Science, Technology and Applications of Metals in Additive Manufacturing; Elsevier: Amesterdam, The Neatherlands, 2019; pp. 1–10. [Google Scholar]
- Yusuf, S.M.; Cutler, S.; Gao, N. Review: The impact of metal additive manufacturing on the aerospace industry. Metals 2019, 9, 1286. [Google Scholar] [CrossRef]
- Ruffo, M.; Hague, R. Cost estimation for rapid manufacturing—Simultaneous production of mixed components using laser sintering. Proc. Inst. Mech. Eng. Part. B J. Eng. Manuf. 2007, 221, 1585–1591. [Google Scholar] [CrossRef]
- Garetti, M.; Taisch, M. Sustainable manufacturing: Trends and research challenges. Prod. Plan. Control 2012, 23, 83–104. [Google Scholar] [CrossRef]
- Salonitis, K.; Salonitis, K. Energy Efficiency of Metallic Powder Bed Additive Manufacturing Processes. In Sustainability in Additive Manufacturing, Environmental Footprints and Eco-Design of Products and Processes, 2nd ed.; Muthu, S.S., Savalani, M.M., Eds.; Handbook Springer Science+Business Media: Singapore, 2016; pp. 1–29. [Google Scholar]
- Fried, S. Additive Manufacturing Cost Drivers: 4 Key Considerations. Available online: https://www.nano-di.com/blog/2019-additive-manufacturing-cost-drivers-4-key-considerations (accessed on 5 June 2020).
- Gutowski, T.; Jiang, S.; Cooper, D.; Corman, G.; Hausmann, M.; Manson, J.A.; Schudeleit, T.; Wegener, K.; Sabelle, M.; Ramos-Grez, J.; et al. Note on the Rate and Energy Efficiency Limits for Additive Manufacturing. J. Ind. Ecol. 2017, 21, S69–S79. [Google Scholar] [CrossRef]
- ProtoCAM Optimized 3D Print Production with Generative Design. Available online: https://www.protocam.com/learningcenter/blog/generative-design/ (accessed on 5 June 2020).
- Hällgren, S.; Pejryd, L.; Ekengren, J. (Re)Design for Additive Manufacturing. In Proceedings of the 26th CIRP Design Conference, Stockholm, Swedenm 15–17 June 2016; Elsevier, B.V.: Amsterdam, The Netherlands, 2016; Volume 50, pp. 246–251. [Google Scholar]
- Harris, J. 5 Techniques for Lightweighting: Doing More with Less. Available online: https://ntopology.com/blog/2019/10/18/5-techniques-for-lightweighting-doing-more-with-less/ (accessed on 7 July 2020).
- Piili, H.; Happonen, A.; Väistö, T.; Venkataramanan, V.; Partanen, J.; Salminen, A. Cost Estimation of Laser Additive Manufacturing of Stainless Steel. In Proceedings of the Physics Procedia, Lappenranta, Finland, 25–28 August 2015; Elsevier, B.V.: Amsterdam, The Netherlands, 2015; Volume 78, pp. 388–396. [Google Scholar]
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B.; et al. Design for Additive Manufacturing: Trends, opportunities, considerations, and constraints. Cirp Ann. Manuf. Technol. 2016, 65, 737–760. [Google Scholar] [CrossRef]
- Culleton, M.; Mcdonnell, D.; Shipley, H.; Trimble, D.; Lupoi, R. Dimensional Accuracy and Surface Finish in Additive Manufacturing Design for additive manufacturing (DFAM): The importance of software within selective laser melting (SLM). Euspen. 2017. Available online: https://www.euspen.eu/knowledge-base/AM17114.pdf (accessed on 15 June 2020).
- Rosen, D.W. Design for additive manufacturing: A method to explore unexplored regions of the design space. In Proceedings of the 18th Solid Freeform Fabrication Symposium, Austin TX, USA, 6–8 August 2007; pp. 402–415. [Google Scholar]
- Brandt, M. Laser Additive Manufacturing: Materials, Design, Technologies, and Applications; Brandt, M., Ed.; Elsevier: Woodhead Publinshing: Duxford, UK, 2016; ISBN 9780081004340. [Google Scholar]
- Liu, F.; Lin, X.; Huang, C.; Song, M.; Yang, G.; Chen, J.; Huang, W. The effect of laser scanning path on microstructures and mechanical properties of laser solid formed nickel-base superalloy Inconel 718. J. Alloy Compd. 2011, 509, 4505–4509. [Google Scholar] [CrossRef]
- Cherry, J.A.; Davies, H.M.; Mehmood, S.; Lavery, N.P.; Brown, S.G.R.; Sienz, J. Investigation into the effect of process parameters on microstructural and physical properties of 316L stainless steel parts by selective laser melting. Int. J. Adv. Manuf. Technol. 2014, 76, 869–879. [Google Scholar] [CrossRef]
- Bendsoe, M.P.; Sigmund, O. Topology Optimization Theory, Methods and Applications—Martin Philip Bendsoe, Ole Sigmund—Google Livres; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2003. [Google Scholar]
- Wang, X.; Xu, S.; Zhou, S.; Xu, W.; Leary, M.; Choong, P.; Qian, M.; Brandt, M.; Xie, Y.M. Topological design and additive manufacturing of porous metals for bone scaffolds and orthopaedic implants: A review. Biomaterials 2016, 83, 127–141. [Google Scholar] [CrossRef]
- Leary, M.; Merli, L.; Torti, F.; Mazur, M.; Brandt, M. Optimal topology for additive manufacture: A method for enabling additive manufacture of support-free optimal structures. Mater. Des. 2014, 63, 678–690. [Google Scholar] [CrossRef]
- Renjith, S.C.; Park, K.; Okudan Kremer, G.E. A Design Framework for Additive Manufacturing: Integration of Additive Manufacturing Capabilities in the Early Design Process. Int. J. Precis. Eng. Manuf. 2020, 21, 329–345. [Google Scholar] [CrossRef]
- Doubrovski, E.L.; Tsai, E.Y.; Dikovsky, D.; Geraedts, J.M.P.; Herr, H.; Oxman, N. Voxel-based fabrication through material property mapping: A design method for bitmap printing. Cad Comput. Aided Des. 2015, 60, 3–13. [Google Scholar] [CrossRef]
- Rashid, R.; Masood, S.H.; Ruan, D.; Palanisamy, S.; Rahman Rashid, R.A.; Brandt, M. Effect of scan strategy on density and metallurgical properties of 17-4PH parts printed by Selective Laser Melting (SLM). J. Mater. Process. Technol. 2017, 249, 502–511. [Google Scholar] [CrossRef]
- Laitinen, V.; Piili, H.; Nyamekye, P.; Ullakko, K.; Salminen, A. Effect of process parameters on the formation of single track in pulsed laser powder bed fusion. In Proceedings of the Procedia Manufacturing, Trondheim, Norway, 27–29 August 2019; Voume 36, pp. 176–183. [Google Scholar]
- Carter, L.N.; Martin, C.; Withers, P.J.; Attallah, M.M. The influence of the laser scan strategy on grain structure and cracking behaviour in SLM powder-bed fabricated nickel superalloy. J. Alloy. Compd. 2014, 615, 338–347. [Google Scholar] [CrossRef]
- Star Rapid The Top 7 Design Tips for 3D Metal Printing. Available online: https://www.eurekamagazine.co.uk/design-engineering-blogs/the-top-7-design-tips-for-3d-metal-printing/164735/ (accessed on 4 June 2020).
- SAE. Reliability and Maintainability Guideline for Manufacturing Machinery and Equipment; SAE International: Warrendale, PA, USA, 1999; ISBN 076800473X. [Google Scholar]
- Barringer, H.P. A Life Cycle Cost Summary; Barringer & Associates, Inc.: Perth, Australia, 2003. [Google Scholar]
- Umeda, Y.; Fukushige, S.; Kunii, E.; Matsuyama, Y. LC-CAD: A CAD system for life cycle design. Cirp Ann. Manuf. Technol. 2012, 61, 175–178. [Google Scholar] [CrossRef]
- Garrett, K. Target Costing and Lifecycle Costing ACCA Global. Available online: https://www.accaglobal.com/gb/en/student/exam-support-resources/fundamentals-exams-study-resources/f5/technical-articles/target-lifestyle.html (accessed on 5 June 2020).
- WebFinance Inc. What Is Committed Cost? Definition and Meaning—BusinessDictionary.com. Available online: http://www.businessdictionary.com/definition/committed-cost.html (accessed on 5 June 2020).
- Dhillon, S.B. Life Cycle Costing: Techniques, Models, and Applications; Routlesge: London, UK, 1989; Volume 33. [Google Scholar]
- Mercedes-Benz Mercedes-Benz Replacement Parts from the 3D Printer. Available online: https://www.mercedes-benz.com/en/classic/classic-service-parts/next-generation-mercedes-benz-replacement-parts-from-3d-printer/ (accessed on 5 June 2020).
- Chalmers University of Technology Increased Productivity of Laser Powder Bed Fusion Chalmers. Available online: https://www.chalmers.se/en/centres/cam2/cases/Pages/case-productivity-of-laser-powder-bed-fusion.aspx (accessed on 5 June 2020).
- Blain, C. Additive Manufacturing Can Reduce Part Counts Significantly Design News. Available online: https://www.designnews.com/automation-motion-control/additive-manufacturing-can-reduce-part-counts-significantly/32852757559475 (accessed on 5 June 2020).
- 3D Systems Corporation (DLR) Designs Liquid Rocket Engine Injector with 3D Systems. Case study. Available online: https://www.3dsystems.com/customer-stories/german-aerospace-center-dlr-designs-liquid-rocket-engine-injector-3d-systems (accessed on 10 July 2020).
- Daimler AG Premiere at Mercedes-Benz Trucks: New from the 3D Printer: The First Spare Part for Trucks Made of Metal. Available online: https://media.daimler.com/marsMediaSite/instance/ko.xhtml?oid=23666435&filename=Premiere-at-Mercedes-Benz-Trucks-New-from-the-3D-printer-the-first-spare-part-for-trucks-made-of-metal&ls=L2VuL2luc3RhbmNlL2tvLnhodG1sP29pZD0yMzY2NjQzNSZyZWxJZD0xMDAxJmZyb21Pa (accessed on 15 July 2020).
- Ponche, R.; Kerbrat, O.; Mognol, P.; Hascoet, J.Y. A novel methodology of design for Additive Manufacturing applied to Additive Laser Manufacturing process. Robot. Comput. Integr. Manuf. 2014, 30, 389–398. [Google Scholar] [CrossRef]
- AM Sub-Platform AM SRA. Final Document 2014 Additive Manufacturing: Strategic Research Agenda. 2014. Available online: https://www.rm-platform.com/linkdoc/AM%20SRA%20-%20February%202014.pdf (accessed on 4 June 2020).
- InvestorWords What Is Real Cost? Definition and Meaning. Available online: http://www.businessdictionary.com/definition/real-cost.html# (accessed on 13 August 2020).
- WebFinance Inc. What Is Hidden Cost? Definition and Meaning—BusinessDictionary.com. Available online: http://www.businessdictionary.com/definition/hidden-cost.html (accessed on 13 August 2020).
- Khorasani, A.M.; Gibson, I.; Veetil, J.K.; Ghasemi, A.H. A review of technological improvements in laser-based powder bed fusion of metal printers. Int. J. Adv. Manuf. Technol. 2020, 108, 191–209. [Google Scholar] [CrossRef]
- Lindsay Luminoso Multi-Laser Additive Manufacturing. Available online: https://www.canadianmetalworking.com/canadianmetalworking/article/metalworking/multi-laser-additive-manufacturing (accessed on 18 June 2020).
- Diegel, O.; Nordin, A.; Motte, D. (Eds.) Guidelines for Part Consolidation. In A Practical Guide to Design for Additive Manufacturing; Springer: Singapore, 2019; pp. 79–84. ISBN 978-981-13-8281-9. [Google Scholar]
- Nyamekye, P.; Piili, H.; Leino, M.; Salminen, A. Preliminary Investigation on Life Cycle Inventory of Powder Bed Fusion of Stainless Steel. In Proceedings of the Physics Procedia, Aalborg University in Denmark, 22–24 August 2017; Volume 89, pp. 108–121. [Google Scholar]
- Griffiths, L. Interview: How Briggs Automotive Company Re-Engineered a Supercar with Generative Design and 3D Printing—TCT Magazine. Available online: https://www.tctmagazine.com/3d-printing-news/bac-interview-supercar-3d-printing-generative-design/ (accessed on 4 June 2020).












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feature | DfAM Aspect | Recommended Minimium Dimension |
|---|---|---|
| 1.Supports | The maximum angle a wall can be printed without requiring support | Always required |
| 2.Supported walls | Connected to other structures on at least two sides | 0.4 mm |
| 3.Unsupported wall | Connected to the rest of the part on only one side | 0.5 mm |
| 4.Holes | The minimum diameter of hole printable | Ø 1.5 mm |
| 5.Pin diameter | The minimum diameter of a pin can be printed at | 1 mm |
| 6.Minimum features | The recommender minimum size of a feature to ensure it will not fail to print | 0.6 mm |
| 7.Wall thickness | The minimum wall thickness to ensure a successful print for most materials | 0.4–0.5 mm |
| 8.Escape holes | The minimum diameter of escape hole for removal of build material | 3–5 mm |
| 9.Gap size | Acceptable gap widths | ≥0.4 mm (dependent on laser spot) |
| Phases | Type of Cost |
|---|---|
| 1. Design 1 | research, development, design |
| 2. Manufacturing (Build) | machines, material, labor, post-processing overheads, depreciation, test and validate |
| 3. Operation (Use) | fuel cost, warrant claims, maintenance, CO2 charges/fines |
| 4. EOL | environmental clean-up, reuse, remanufacture, recycling, disposal, and decommissioning |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nyamekye, P.; Unt, A.; Salminen, A.; Piili, H. Integration of Simulation Driven DfAM and LCC Analysis for Decision Making in L-PBF. Metals 2020, 10, 1179. https://doi.org/10.3390/met10091179
Nyamekye P, Unt A, Salminen A, Piili H. Integration of Simulation Driven DfAM and LCC Analysis for Decision Making in L-PBF. Metals. 2020; 10(9):1179. https://doi.org/10.3390/met10091179
Chicago/Turabian StyleNyamekye, Patricia, Anna Unt, Antti Salminen, and Heidi Piili. 2020. "Integration of Simulation Driven DfAM and LCC Analysis for Decision Making in L-PBF" Metals 10, no. 9: 1179. https://doi.org/10.3390/met10091179
APA StyleNyamekye, P., Unt, A., Salminen, A., & Piili, H. (2020). Integration of Simulation Driven DfAM and LCC Analysis for Decision Making in L-PBF. Metals, 10(9), 1179. https://doi.org/10.3390/met10091179