Analysis of the Oscillation Behavior of Hybrid Aluminum/Steel Joints Realized by Ultrasound Enhanced Friction Stir Welding



Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Oscillation Behavior
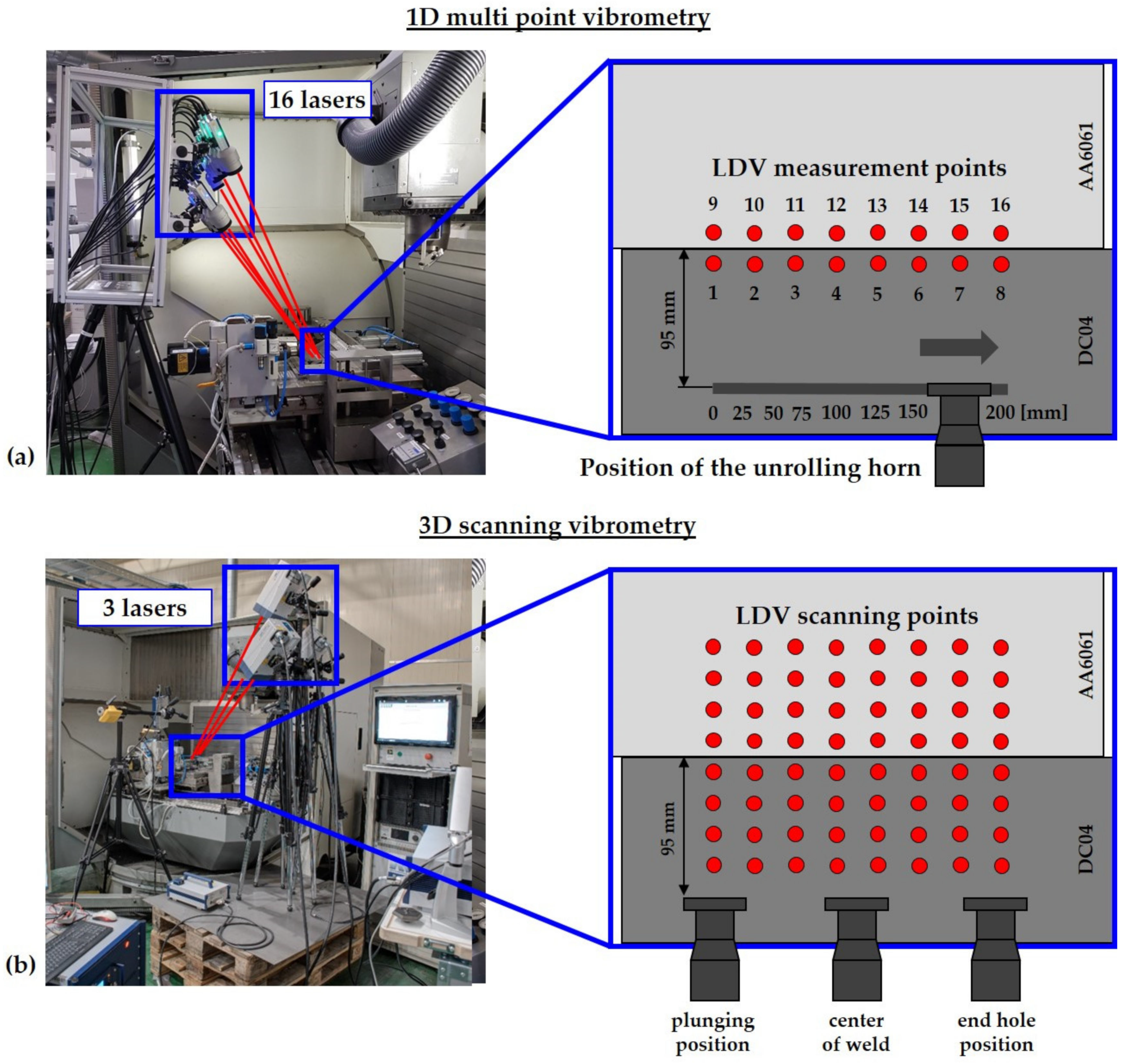
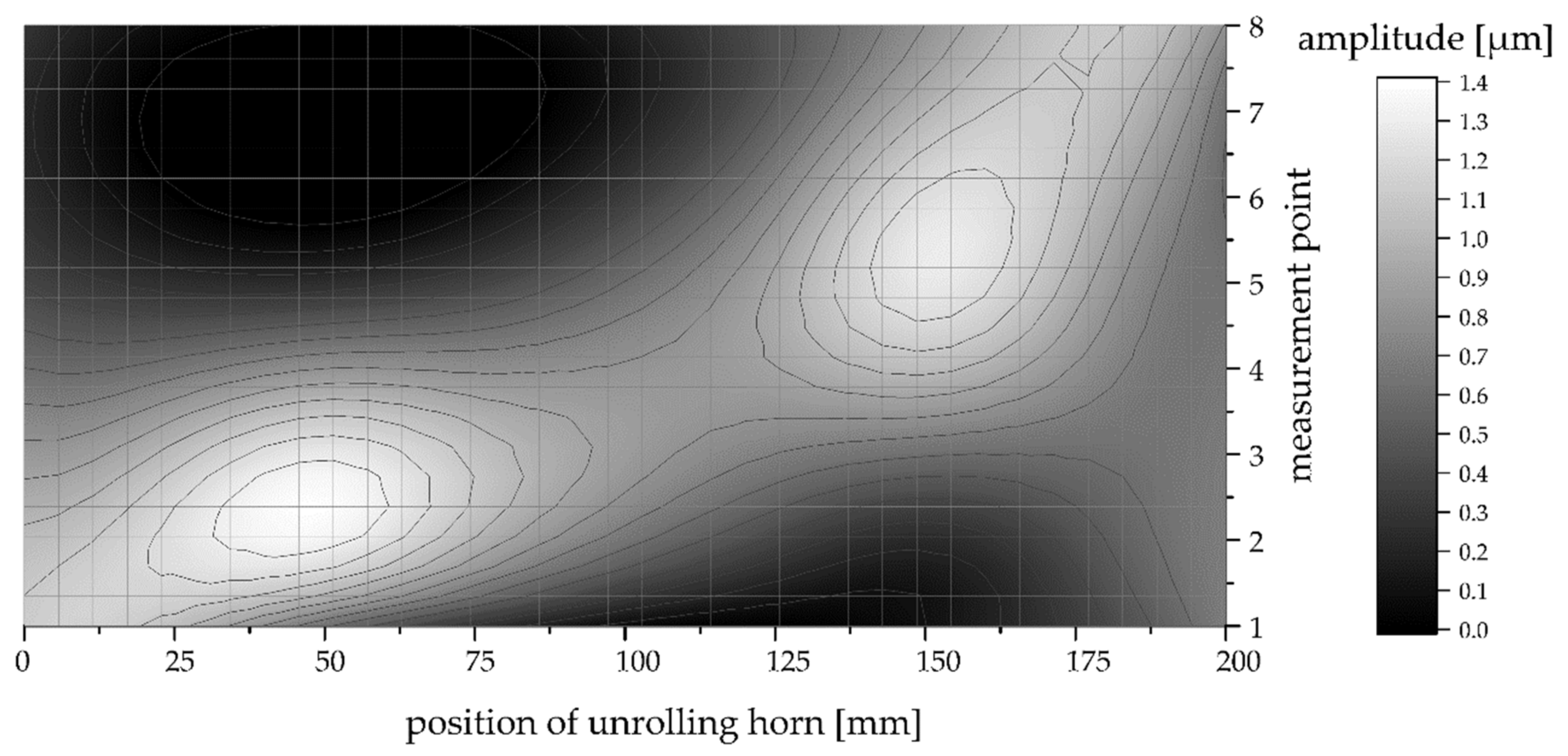
3.1.1. One-Dimensional Multi Point Vibrometry
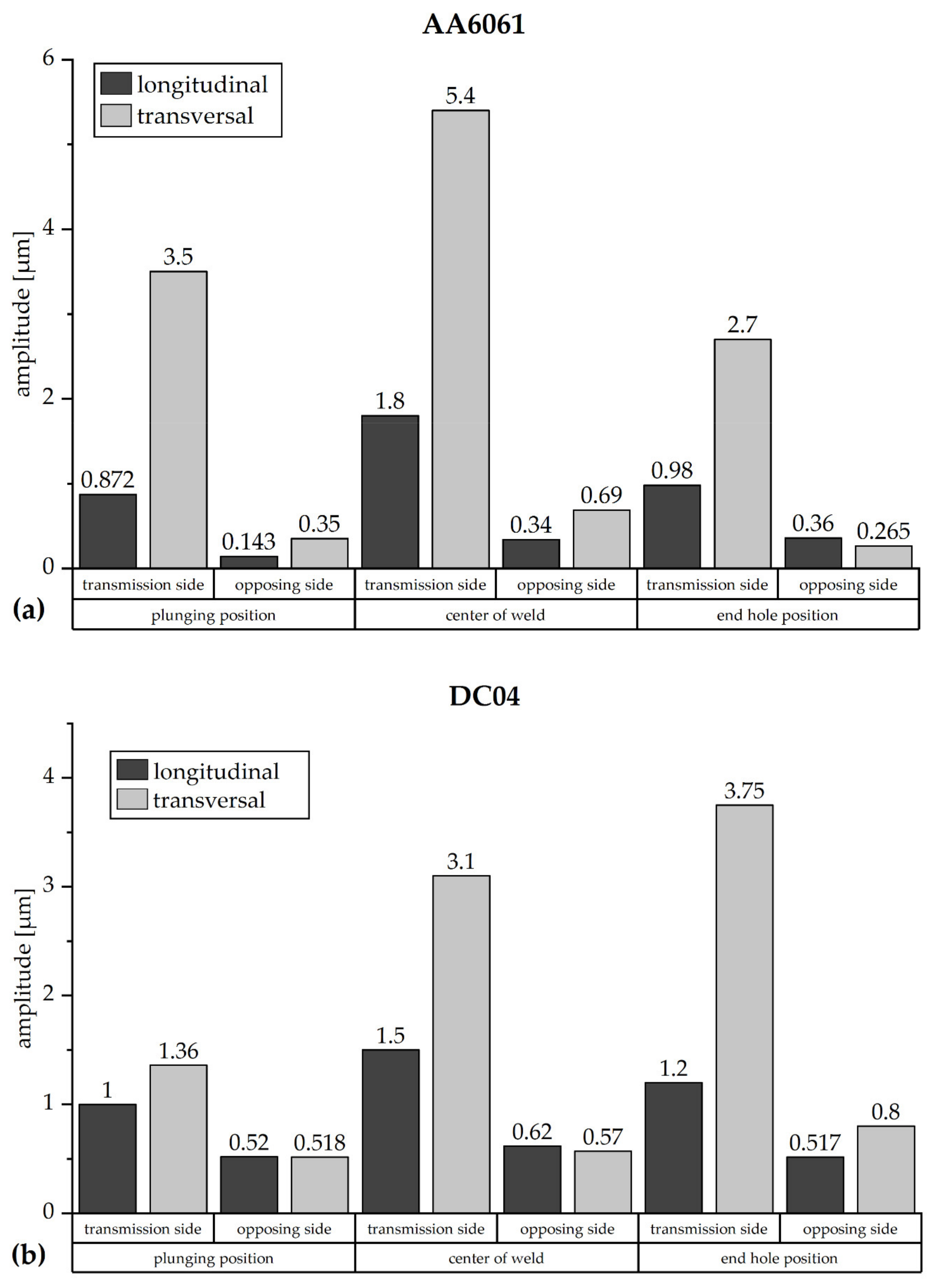
3.1.2. Three-Dimensional Scanning Vibrometry
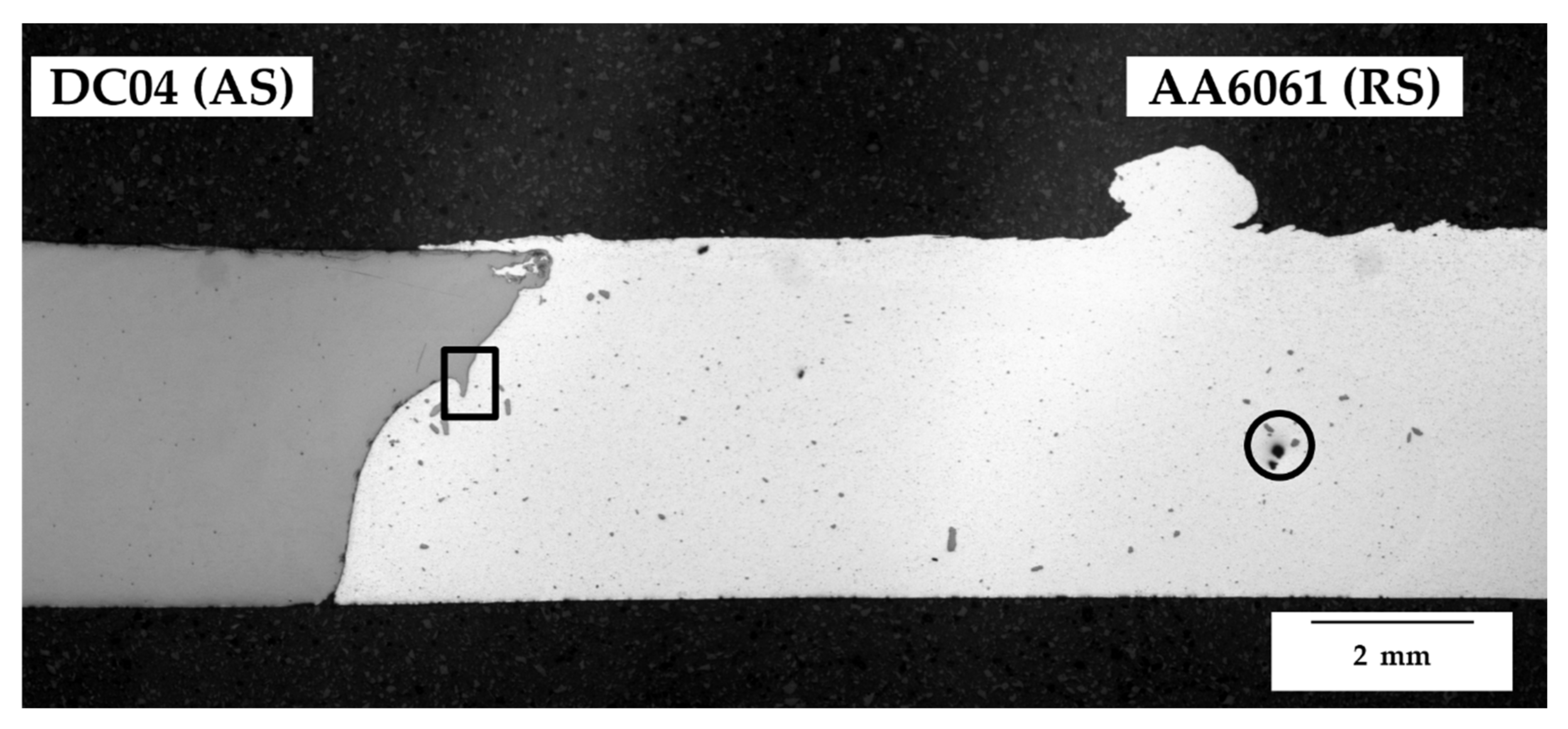
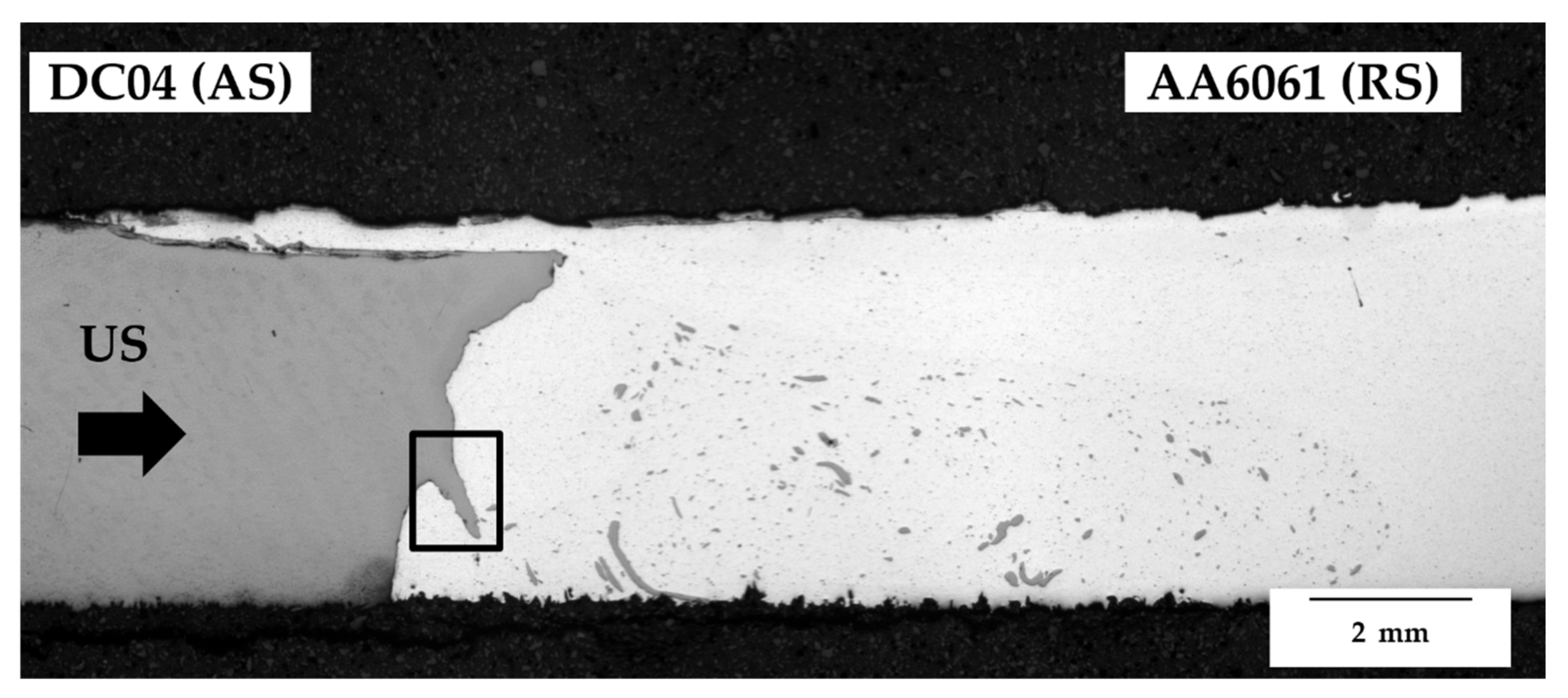
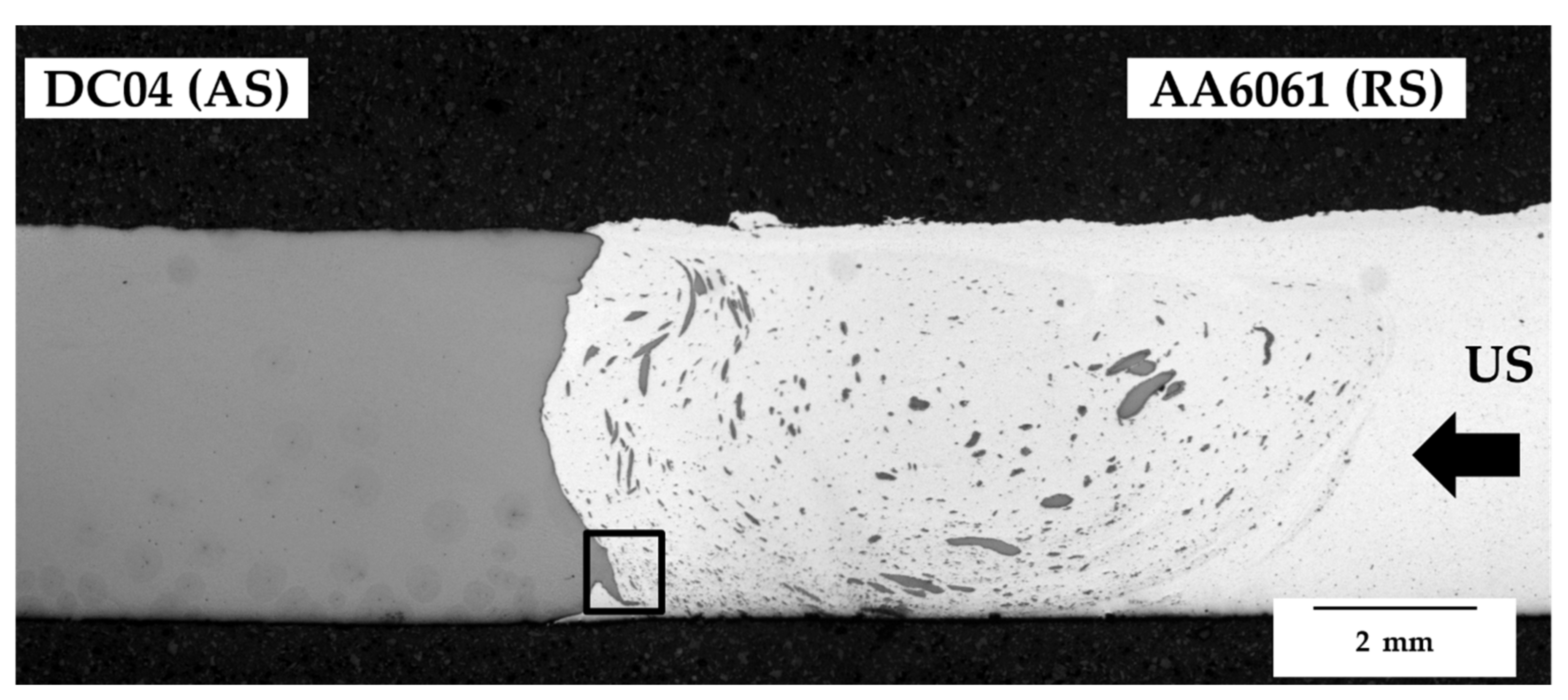
3.2. Microstructure
Light Microscopy
4. Conclusions
- (1)
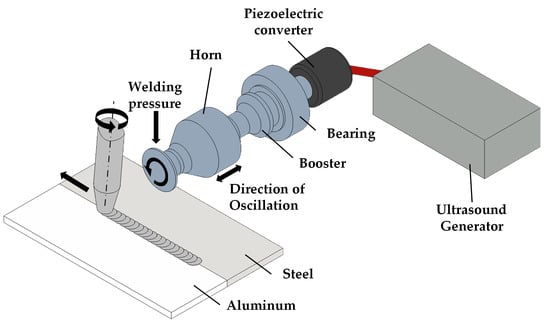
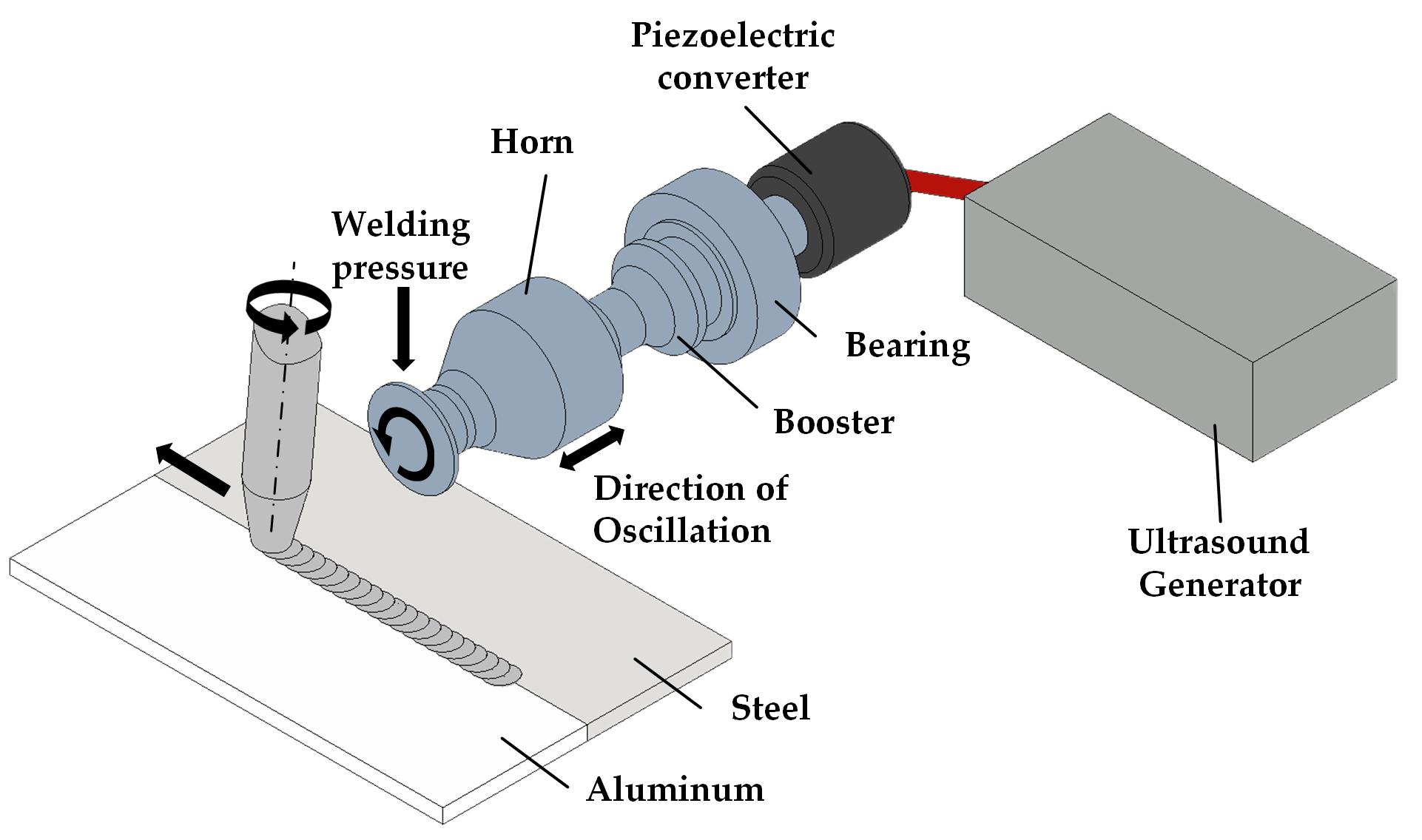
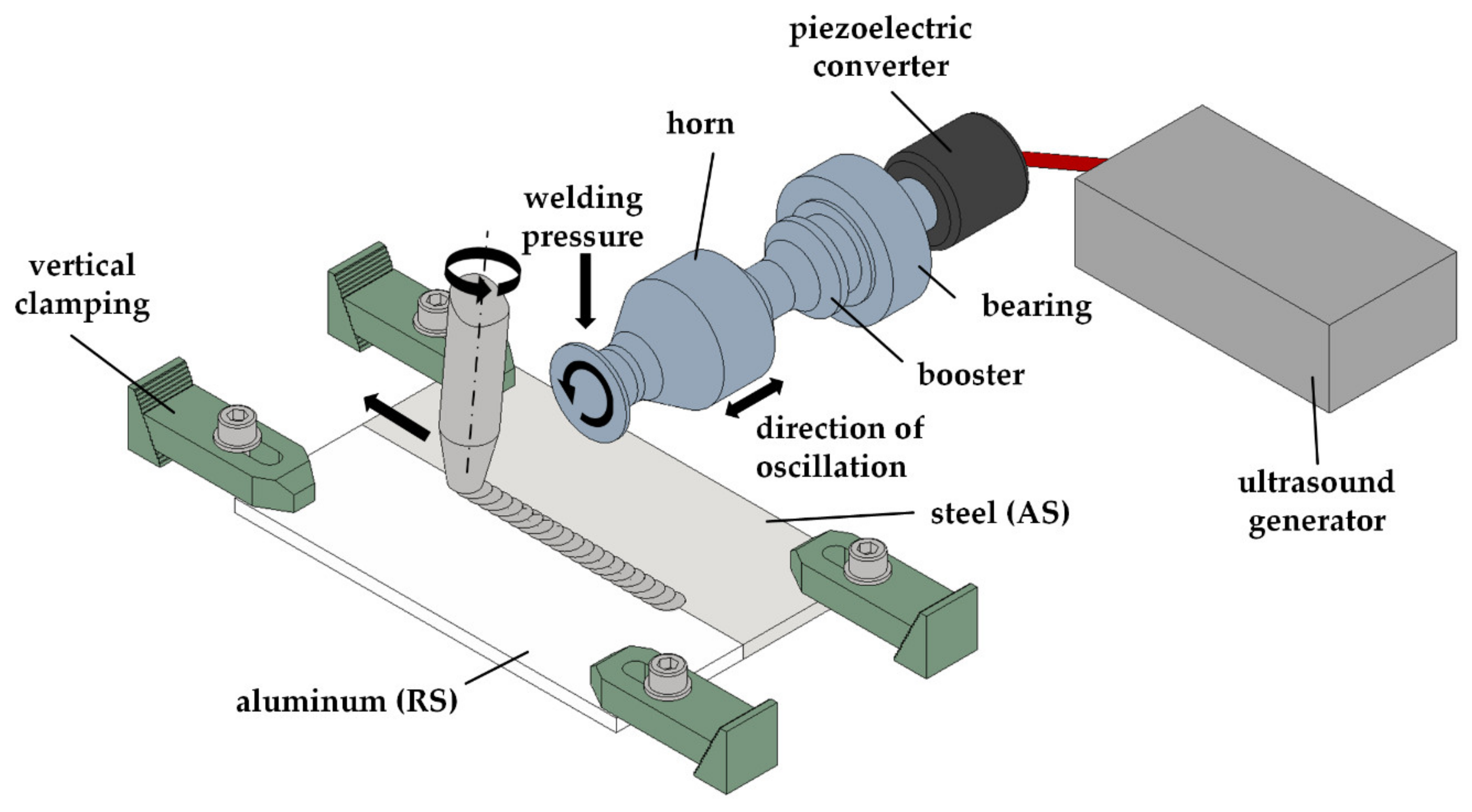
- The functionality of the USE-FSW setup could be verified by one-dimensional multi point vibrometry measurements, that proved that the maximum oscillation is induced at the faying surfaces of the butt-joints within the shortest distance between the horn and weld zone.
- (2)
- Transversal proportions of the oscillation behavior are higher for the AA6061, which can be attributed to the higher hardness and stiffness of the aluminum being beneficial for the ultrasound transmission.
- (3)
- Ultrasound enhanced friction stir welded joints showed no weld defects such as pores at the transitional area of the stir zone to the thermomechanical-affected zone.
- (4)
- The transmission of the power ultrasound via aluminum led to a microstructure with a more uniform interface as well as to a higher volume fraction of steel particles and an increase in the particle size.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Thomas, W.M.; Nicholas, E.D.; Needham, J.C.; Murch, M.G.; Templesmith, P.; Dawes, C.J. Friction Stir Welding EU Patent No. 0 615 480 B1, 1991.
- Deutsches Institut für Normung e.V. Rührreibschweißen—Aluminium; Beuth Verlag GmbH: Berlin, Germany, 2012. [Google Scholar]
- Gullino, A.; Matteis, P.; D’Aiuto, F. Review of Aluminum-To-Steel Welding Technologies for Car-Body Applications. Metals 2019, 9, 315. [Google Scholar] [CrossRef]
- Mishra, R.S.; De, P.S.; Kumar, N. Friction Stir Welding and Processing; Springer International Publishing: Cham, Germany, 2014; ISBN 978-3-319-07042-1. [Google Scholar]
- Park, S.-K.; Hong, S.-T.; Park, J.-H.; Park, K.-Y.; Kwon, Y.-J.; Son, H.-J. Effect of material locations on properties of friction stir welding joints of dissimilar aluminium alloys. Sci. Technol. Weld. Join. 2010, 15, 331–336. [Google Scholar] [CrossRef]
- Leal, R.M.; Leitão, C.; Loureiro, A.; Rodrigues, D.M.; Vilaça, P. Material flow in heterogeneous friction stir welding of thin aluminium sheets: Effect of shoulder geometry. Mater. Sci. Eng. A 2008, 498, 384–391. [Google Scholar] [CrossRef]
- Bergmann, J.P.; Schürer, R.; Ritter, K. Friction Stir Welding of Tailored Blanks of Aluminum and Magnesium Alloys. KEM 2013, 549, 492–499. [Google Scholar] [CrossRef]
- Campo, K.N.; Campanelli, L.C.; Bergmann, L.; Santos, J.F.D.; Bolfarini, C. Microstructure and interface characterization of dissimilar friction stir welded lap joints between Ti–6Al–4V and AISI 304. Mater. Des. 2014, 56, 139–145. [Google Scholar] [CrossRef]
- Wang, T.; Komarasamy, M.; Liu, K.; Mishra, R.S. Friction stir butt welding of strain-hardened aluminum alloy with high strength steel. Mater. Sci. Eng. A 2018, 737, 85–89. [Google Scholar] [CrossRef]
- Dressler, U.; Biallas, G.; Alfaro Mercado, U. Friction stir welding of titanium alloy TiAl6V4 to aluminium alloy AA2024-T3. Mater. Sci. Eng. A 2009, 526, 113–117. [Google Scholar] [CrossRef]
- Franke, D.J.; Morrow, J.D.; Zinn, M.R.; Pfefferkorn, F.E. Solid-State Infiltration of 6061-T6 Aluminum Alloy Into Carbon Fibers Via Friction Stir Welding. J. Manuf. Sci. Eng. 2017, 139, 679. [Google Scholar] [CrossRef]
- Kusuda, Y. Honda develops robotized FSW technology to weld steel and aluminum and applied it to a mass—Production vehicle. Ind. Robot 2013, 40, 208–212. [Google Scholar] [CrossRef]
- Okamoto, H. Desk Handbook. Phase Diagrams for Binary Alloys, 2nd ed.; ASM Internat: Materials Park, OH, USA, 2010; ISBN 978-1-61503-046-0. [Google Scholar]
- Watanabe, T.; Takayama, H.; Yanagisawa, A. Joining of aluminum alloy to steel by friction stir welding. J. Mater. Process. Technol. 2006, 178, 342–349. [Google Scholar] [CrossRef]
- Martinsen, K.; Hu, S.J.; Carlson, B.E. Joining of dissimilar materials. CIRP Ann. 2015, 64, 679–699. [Google Scholar] [CrossRef]
- Schubert, E.; Klassen, M.; Zerner, I.; Walz, C.; Sepold, G. Light-weight structures produced by laser beam joining for future applications in automobile and aerospace industry. J. Mater. Process. Technol. 2001, 115, 2–8. [Google Scholar] [CrossRef]
- Gottstein, G. Materialwissenschaft Und Werkstofftechnik; Springer: Berlin, Germany, 2014; ISBN 978-3-642-36602-4. [Google Scholar]
- Ferrando, W.A. The Concept of Electrically Assisted Friction Stir Welding (EAFSW) and Application to the Processing of Various Metals; Defense Technical Information Center: Fort Belvoir, VA, USA, 2008. [Google Scholar]
- Merklein, M.; Giera, A. Laser assisted Friction Stir Welding of drawable steel-aluminium tailored hybrids. Int. J. Mater. 2008, 1, 1299–1302. [Google Scholar] [CrossRef]
- Bang, H.; Bang, H.; Jeon, G.; Oh, I.; Ro, C. Gas tungsten arc welding assisted hybrid friction stir welding of dissimilar materials Al6061-T6 aluminum alloy and STS304 stainless steel. Mater. Des. 2012, 37, 48–55. [Google Scholar] [CrossRef]
- Klag, O.; Gröbner, J.; Wagner, G.; Schmid-Fetzer, R.; Eifler, D. Microstructural and thermodynamic investigations on friction stir welded Mg/Al-joints. IJMR 2014, 105, 145–155. [Google Scholar] [CrossRef]
- Strass, B.; Wagner, G.; Conrad, C.; Wolter, B.; Benfer, S.; Fürbeth, W. Realization of Al/Mg-Hybrid-Joints by Ultrasound Supported Friction Stir Welding—Mechanical Properties, Microstructure and Corrosion Behavior. AMR 2014, 966–967, 521–535. [Google Scholar] [CrossRef]
- Amini, S.; Amiri, M.R. Study of ultrasonic vibrations’ effect on friction stir welding. Int. J. Adv. Manuf. Technol. 2014, 73, 127–135. [Google Scholar] [CrossRef]
- Park, K. Development and Analysis of Ultrasonic Assisted Friction Stir Welding Process. Ph.D. Thesis, The University of Michigan, East Lansing, MI, USA, 2009. [Google Scholar]
- Tian, W.; Su, H.; Wu, C. Effect of ultrasonic vibration on thermal and material flow behavior, microstructure and mechanical properties of friction stir welded Al/Cu joints. Int. J. Adv. Manuf. Technol. 2020, 107, 59–71. [Google Scholar] [CrossRef]
- Liu, X.C.; Wu, C.S. Elimination of tunnel defect in ultrasonic vibration enhanced friction stir welding. Mater. Des. 2016, 90, 350–358. [Google Scholar] [CrossRef]
- Tarasov, S.Y.; Rubtsov, V.Y.; Kolubaev, E.A.; Ivanov, A.N.; Fortuna, S.V.; Eliseev, A.A. Ultrasonic-assisted friction stir welding on V95AT1 (7075) aluminum alloy. In Ultrasonic-Assisted Friction Stir Welding on V95AT1 (7475) Aluminum Alloy, Advanced Materials with Hierarchical Structure for New Technologies and Reliable Structures; AIP Publishing LLC: Tomsk, Russia, 2015; p. 20231. [Google Scholar]
- Thomä, M.; Gester, A.; Wagner, G.; Straß, B.; Wolter, B.; Benfer, S.; Gowda, D.K.; Fürbeth, W. Application of the hybrid process ultrasound enhanced friction stir welding on dissimilar aluminum/dual—Phase steel and aluminum/magnesium joints. Mater. Werkst. 2019, 50, 893–912. [Google Scholar] [CrossRef]
- Tarasov, S.Y.; Rubtsov, V.E.; Fortuna, S.V.; Eliseev, A.A.; Chumaevsky, A.V.; Kalashnikova, T.A.; Kolubaev, E.A. Ultrasonic-assisted aging in friction stir welding on Al-Cu-Li-Mg aluminum alloy. Weld World 2017, 61, 679–690. [Google Scholar] [CrossRef]
- Wodara, J.; Herold, H. Ultraschallfügen und Trennen; DVS-Verl: Düsseldorf, Germany, 2004; ISBN 3871552127. [Google Scholar]
- Thomä, M.; Wagner, G.; Straß, B.; Wolter, B.; Benfer, S.; Fürbeth, W. Ultrasound enhanced friction stir welding of aluminum and steel: Process and properties of EN AW 6061/DC04-Joints. J. Mater. Sci. Technol. 2018, 34, 163–172. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Elements (wt%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| AA6061 | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Al |
| 0.64 | 0.51 | 0.21 | 0.14 | 0.89 | 0.15 | 0.04 | 0.05 | Bal. | |
| DC04 | C | Si | Mn | P | S | Al | Ti | Nb | Fe |
| 0.041 | 0.015 | 0.3 | 0.01 | 0.0077 | 0.49 | 0.0007 | 0.0037 | Bal. | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thomä, M.; Gester, A.; Wagner, G.; Fritzsche, M. Analysis of the Oscillation Behavior of Hybrid Aluminum/Steel Joints Realized by Ultrasound Enhanced Friction Stir Welding. Metals 2020, 10, 1079. https://doi.org/10.3390/met10081079
Thomä M, Gester A, Wagner G, Fritzsche M. Analysis of the Oscillation Behavior of Hybrid Aluminum/Steel Joints Realized by Ultrasound Enhanced Friction Stir Welding. Metals. 2020; 10(8):1079. https://doi.org/10.3390/met10081079
Chicago/Turabian StyleThomä, Marco, Andreas Gester, Guntram Wagner, and Marco Fritzsche. 2020. "Analysis of the Oscillation Behavior of Hybrid Aluminum/Steel Joints Realized by Ultrasound Enhanced Friction Stir Welding" Metals 10, no. 8: 1079. https://doi.org/10.3390/met10081079
APA StyleThomä, M., Gester, A., Wagner, G., & Fritzsche, M. (2020). Analysis of the Oscillation Behavior of Hybrid Aluminum/Steel Joints Realized by Ultrasound Enhanced Friction Stir Welding. Metals, 10(8), 1079. https://doi.org/10.3390/met10081079