Effect of Residual Stresses on the Fatigue Behaviour of Torsion Bars


Abstract
:1. Introduction
2. Descriptions of the Material and Manufacturing Technology
3. Multi-Axial Fatigue Criterion
- a)
- Stress vector at an arbitrary plane:
- b)
- The direction cosines ni are determined by a system of homogeneous linear equations:
- a)
- The D-P criterion can be used as a yield and as a fracture condition.
- b)
- The D-P criterion is used in cases where we are dealing with high compressive stresses, which our case is.
- c)
- d)
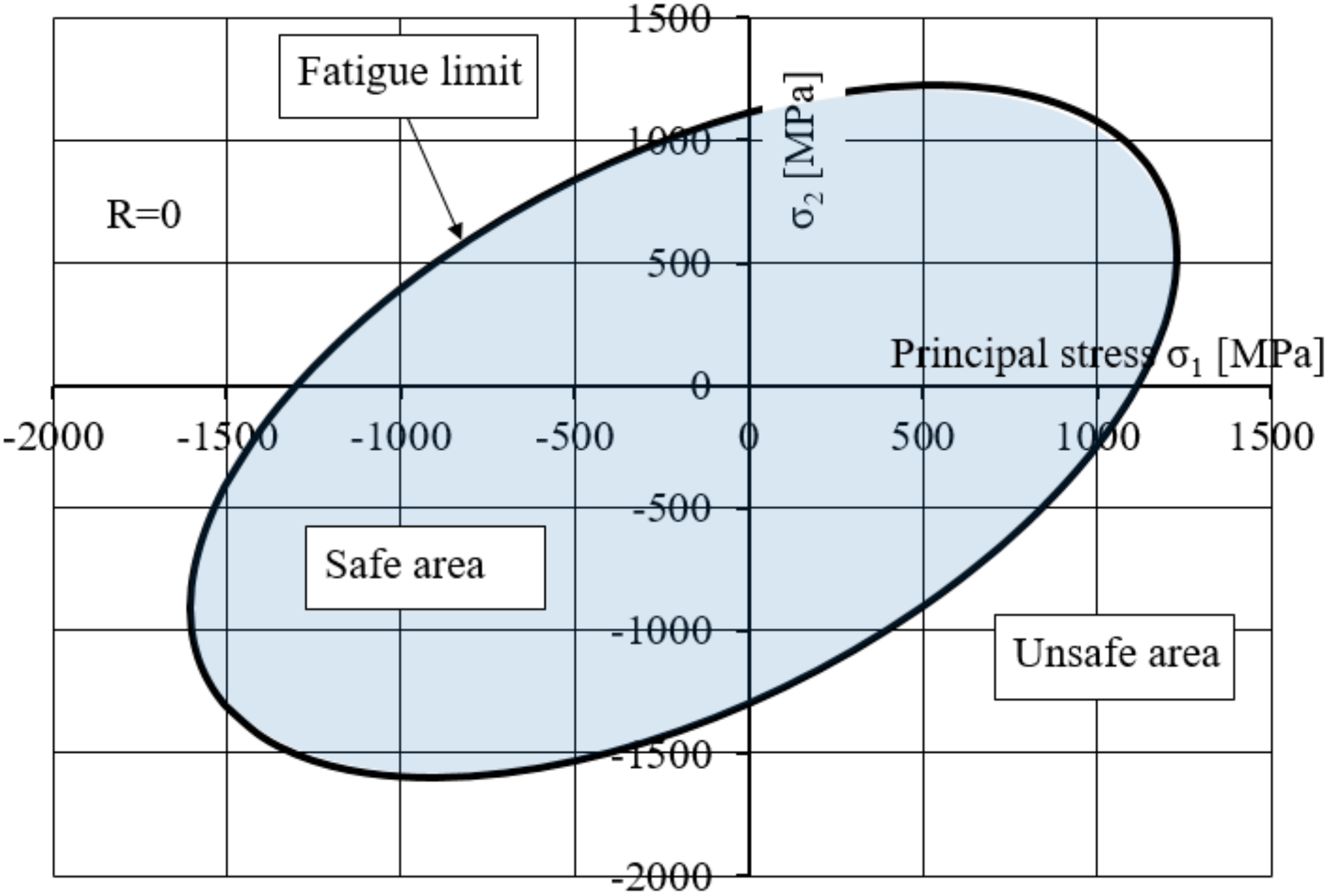
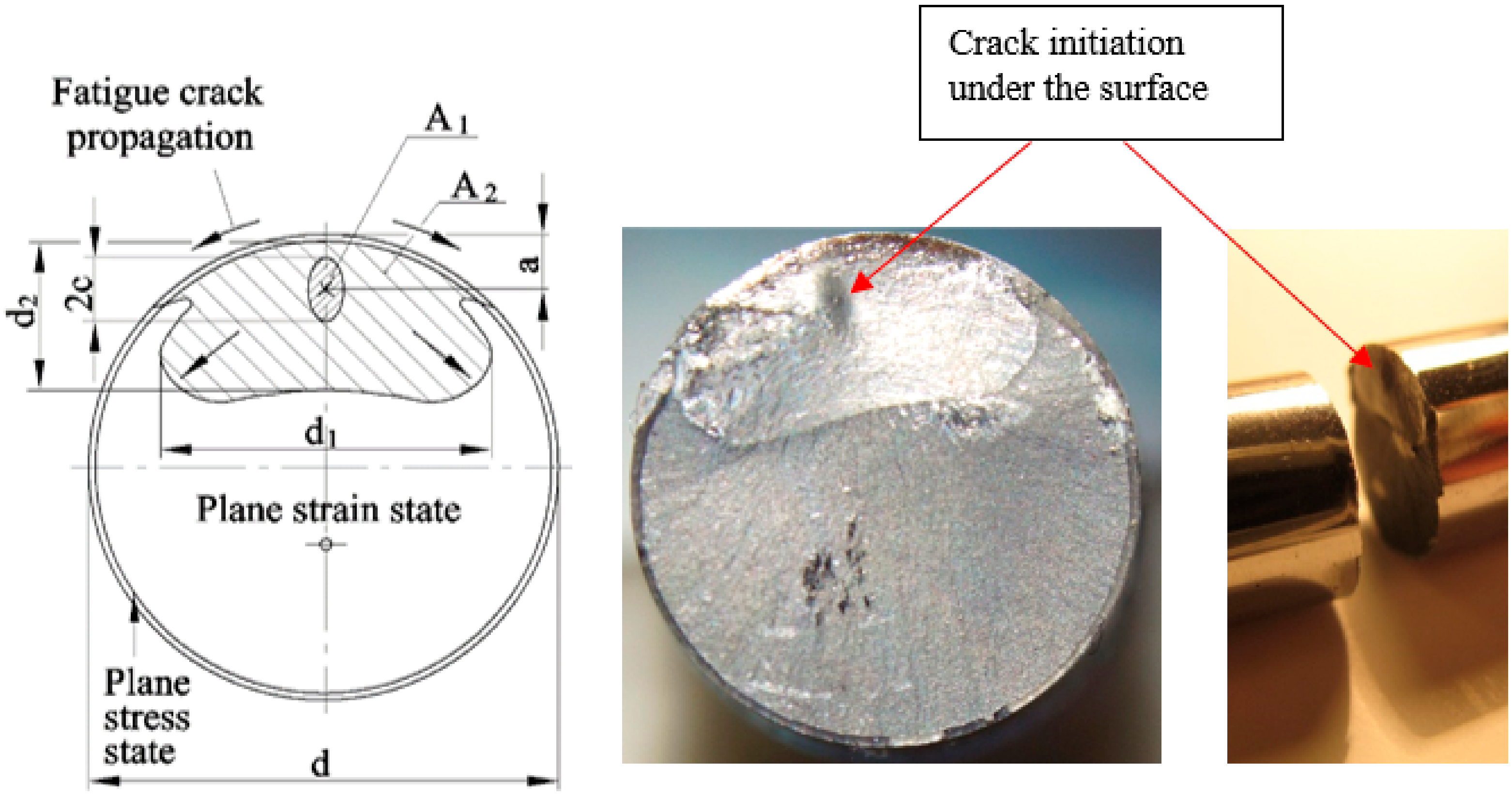
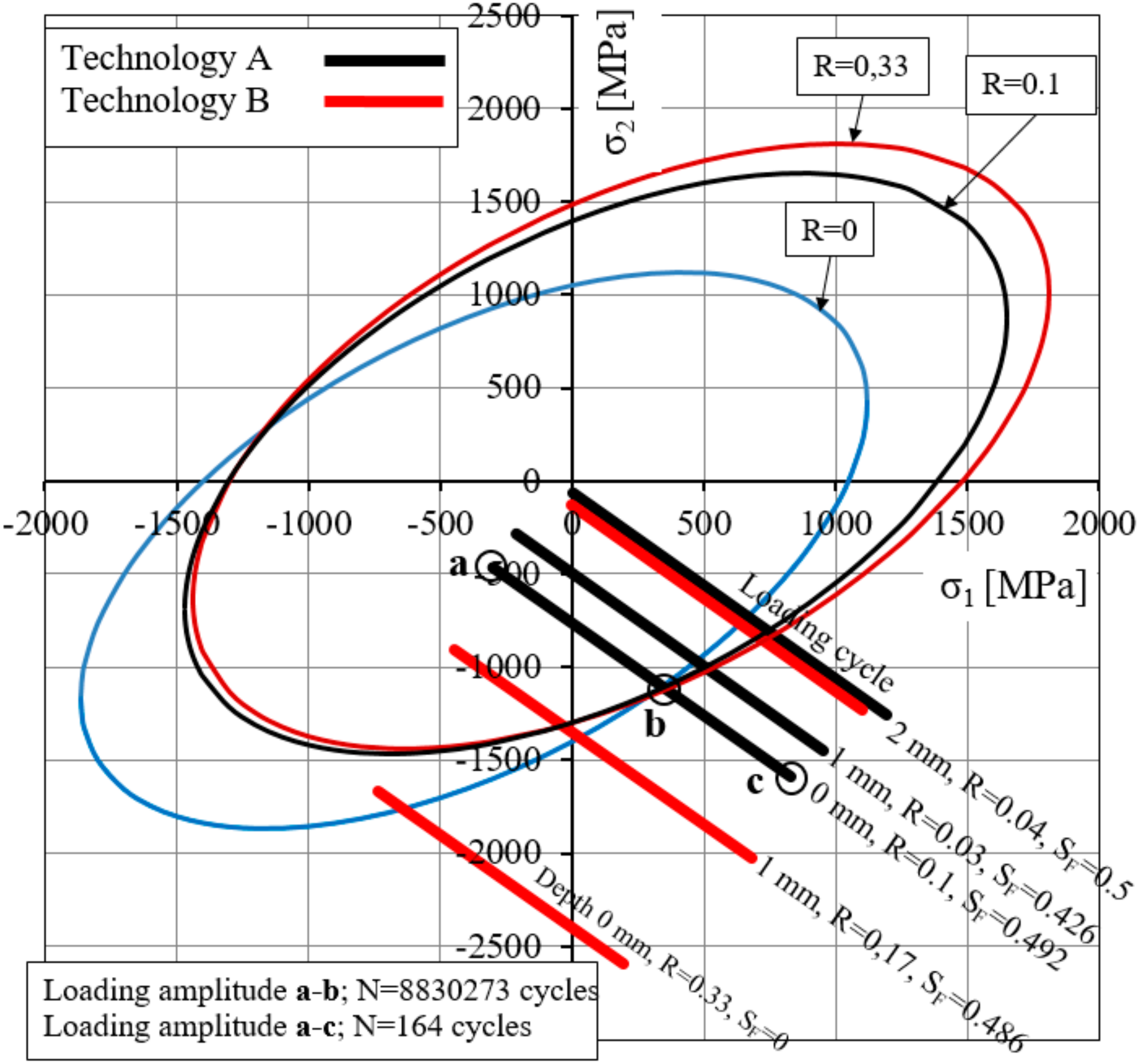
- It has been found experimentally that in the case of the use of technology A, the initiation occurs below the surface of the torsion specimen. Using the D-P criterion, it is possible to show in the space σ1–σ2 that the safety factor is higher on the surface than below the surface, which corresponds to the experiment.
- e)
- The service life of a torsion bar as a function of the Presetting strain and maximum shear stress on the surface during testing can be determined by a procedure defined by tests [4]. The calculated service life at the fatigue limit determined by the D-P criterion is 8,830,273 cycles, which belongs to the Very High Cyclic Fatigue (VHCF) and at the maximum load cycle 164 cycles. The service life decreases exponentially with the distance from the fatigue limit, as shown in Figure 4.
- f)
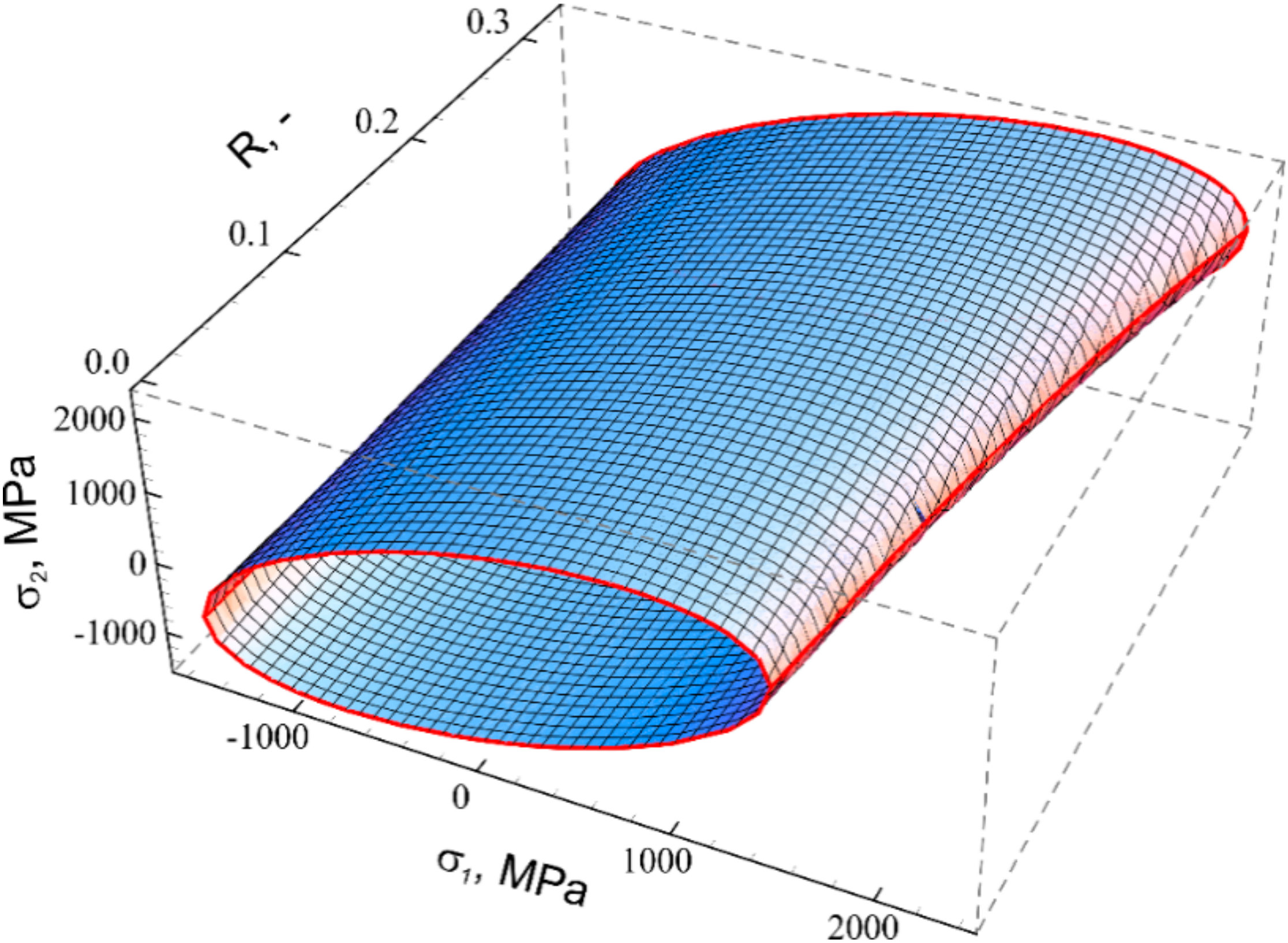
- Unlike the Coulomb-Mohr model, the Drucker-Prager failure surface is smooth and plots as a cylindrical cone in the principal stress space, according to Equation (1). In the plane, this is an ellipse, which prevents the singularity in the corners in the case of the C-M criterion, [12].
- g)
- Using the D-P criterion, it is possible to determine the safety factors on and below the surface of the torsion bar, and thus assess the suitability of the use of the technologies A and B.
4. Lifetime Prediction
- N [cycles] number of Cycles of the torsion bar,
- A0 [-] empirical constant,
- m [-] empirical constant,
- τcal [MPa] maximum calculated tangential stress on the surface of the torsion bar and
- γps [rad] maximum tangential strain at presetting on the surface of the torsion bar.
5. Results and Discussion
6. Conclusions
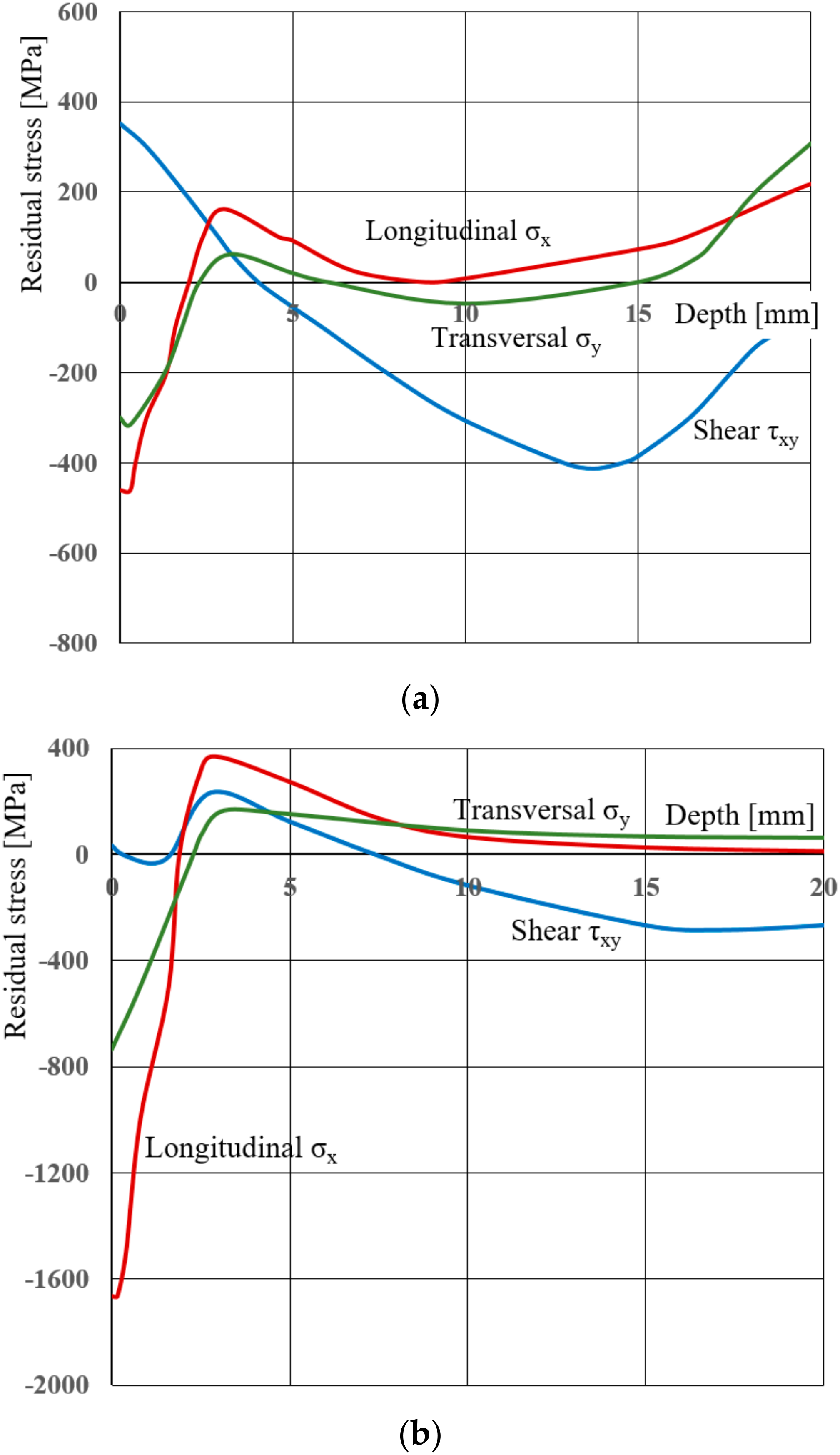
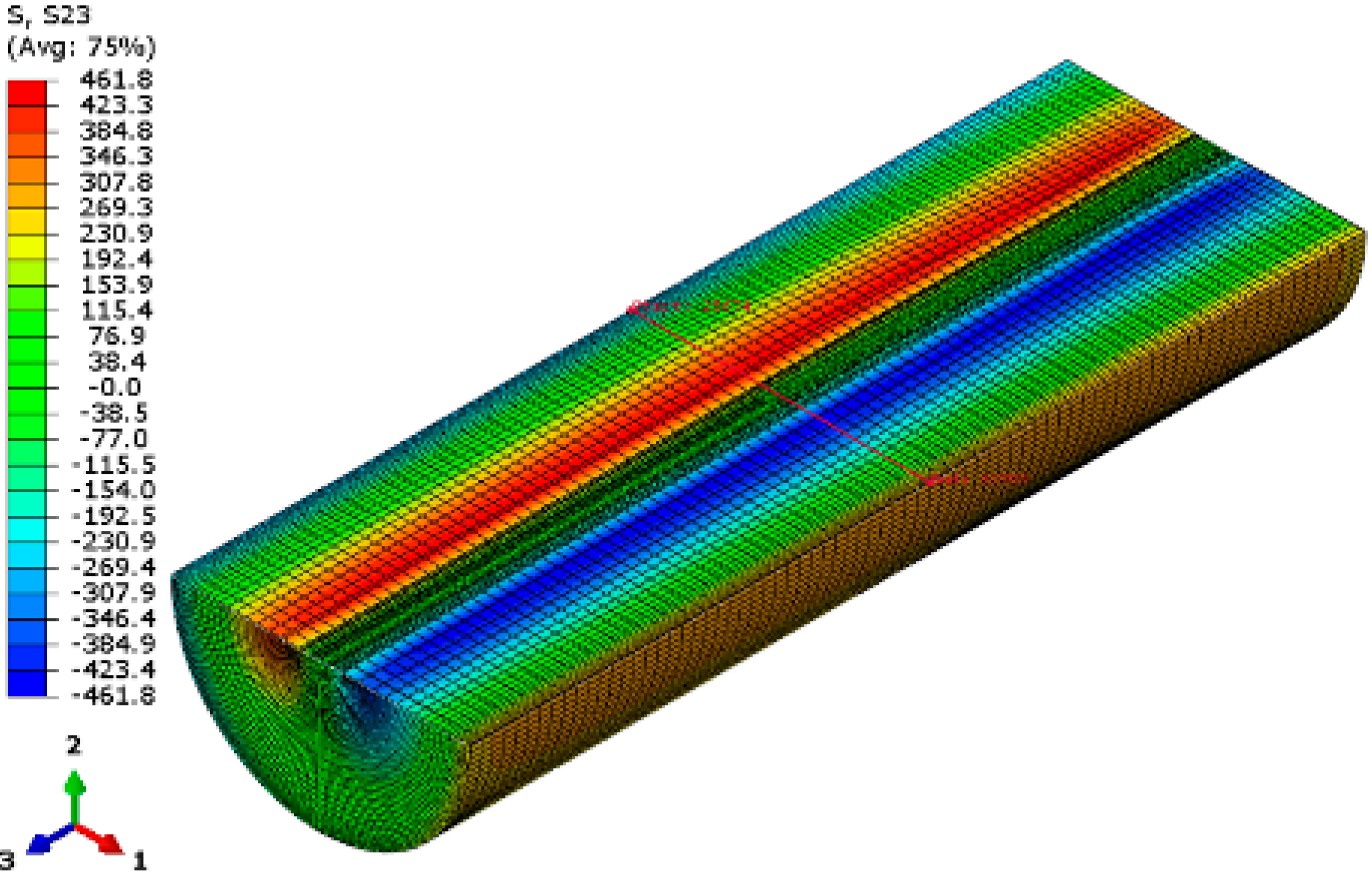
- We analysed the stress state affected by different residual stress distributions and applied stresses using the Drucker–Prager criterion in order to determine the actual stress state of a torsional bar exposed to torque. Residual stresses and applied stress can be considered by the Drucker-Prager criterion in order to determine the principal stresses σ1, σ2 and the maximum amplitude of the shear stresses. The maximum amplitude of shear stresses appeared under the surface of the torsional bar (diameter 61.6 mm and length 1750 mm) under plane stress conditions (σ3 = 0), at a depth between 1 to 2 mm under the surface.
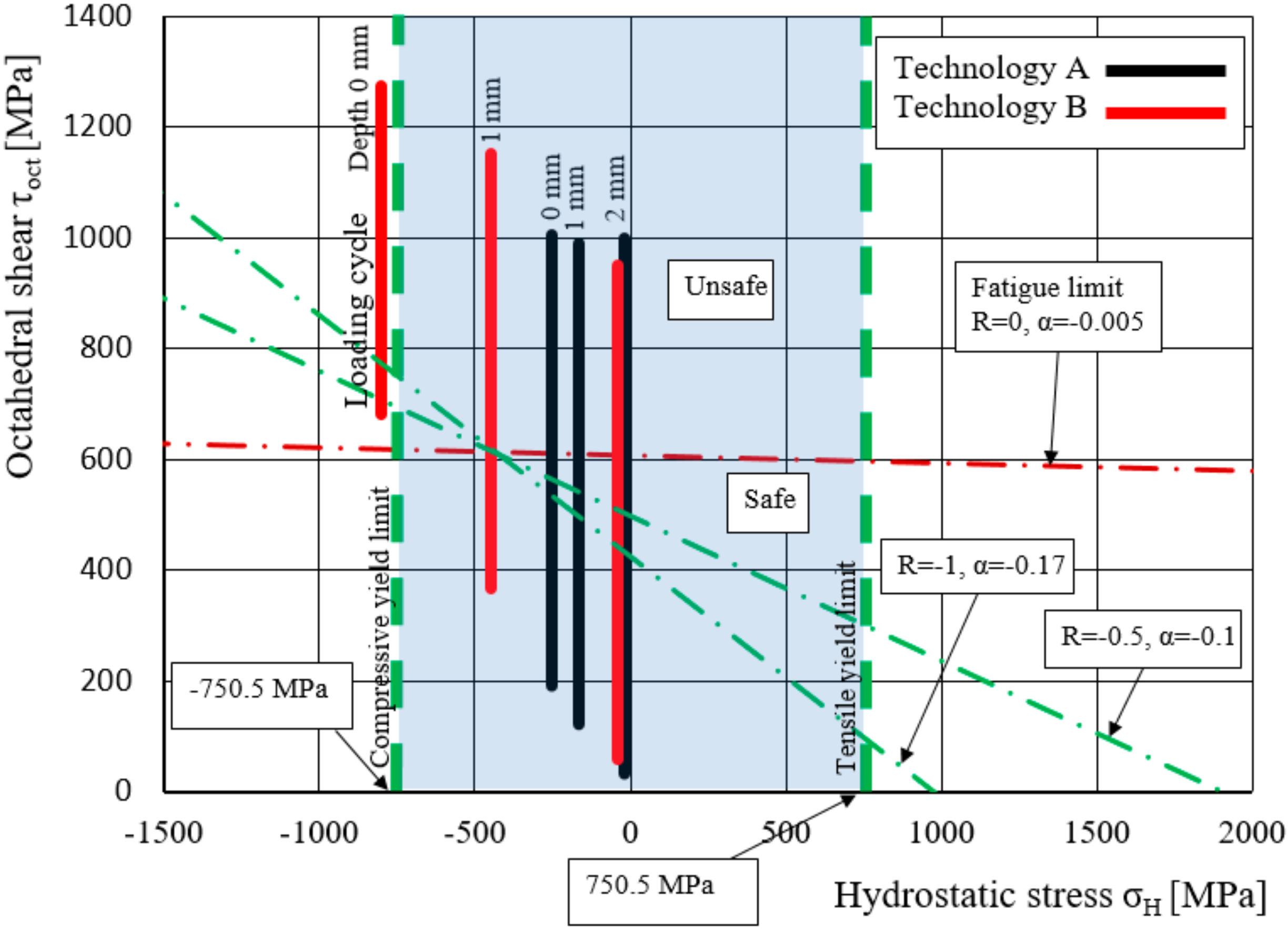
- The results show that the fatigue limit can be achieved if the maximum principal stresses, resulting from residual stresses and the applied stress, do not overcome the safe stress zone. An additional increase of compressive residual stress near the surface redistributes the residual stresses in depth and can shift the loading amplitude of the principal stress far from the safe area in the Drucker-Prager criterion.
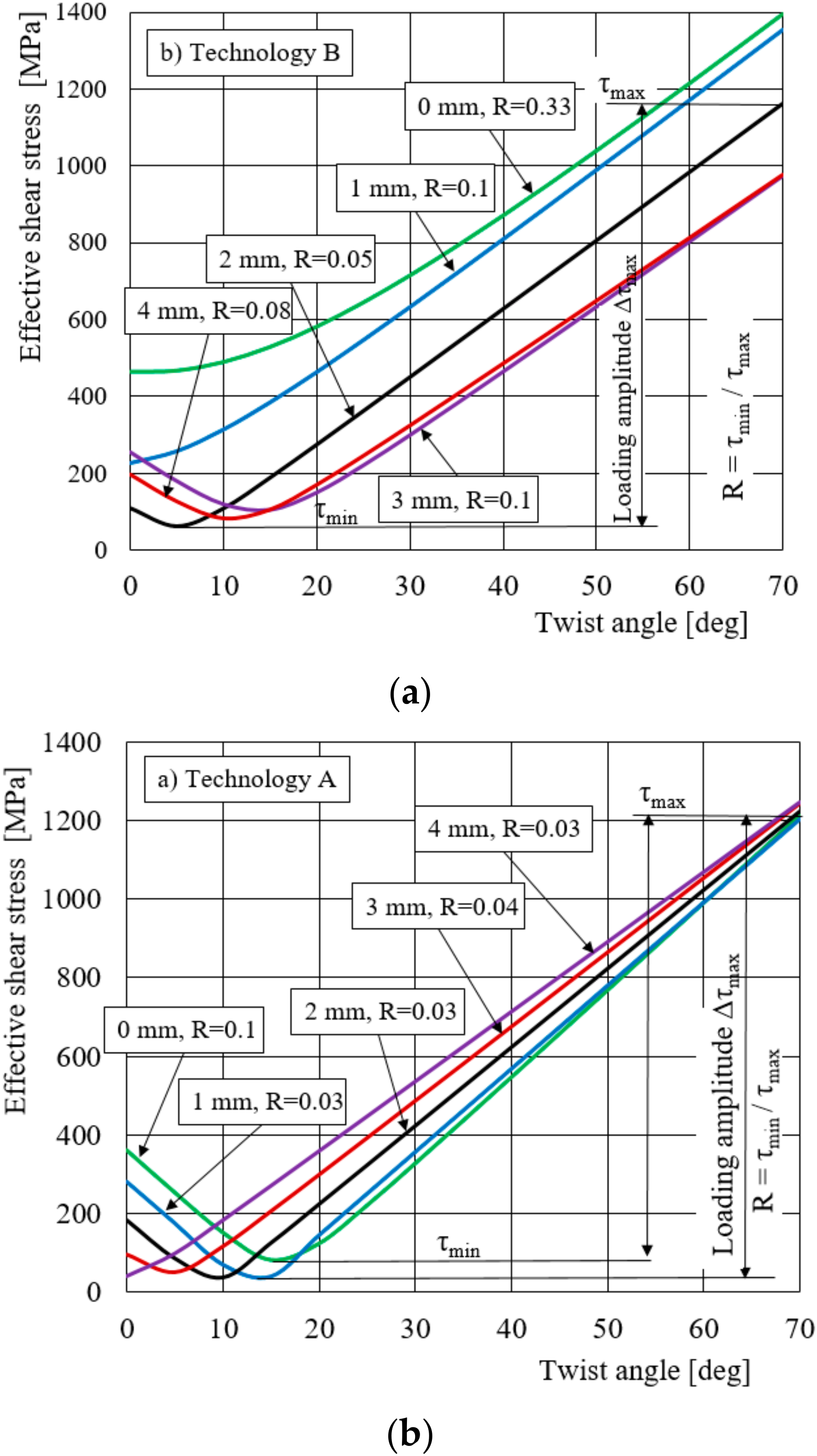
- As soon as the maximum principal stress passes the edge of the safe zone, the number of cycles to failure rapidly reduces; from 8,830,273 cycle at the edge of the safe zone, to 164 cycles at the maximum operating stress. Experimental results proved that the effective loading ratio R and consequently the stress amplitude vary throughout the thickness of cross section of the bar. The location of the initiation of the fatigue crack is under the surface at the highest amplitude stress zone, regardless of the effective loading ratio R. The safety factor is higher below the surface (SF = 0.492) than on the surface (SF = 0.426), when the technology A is used.
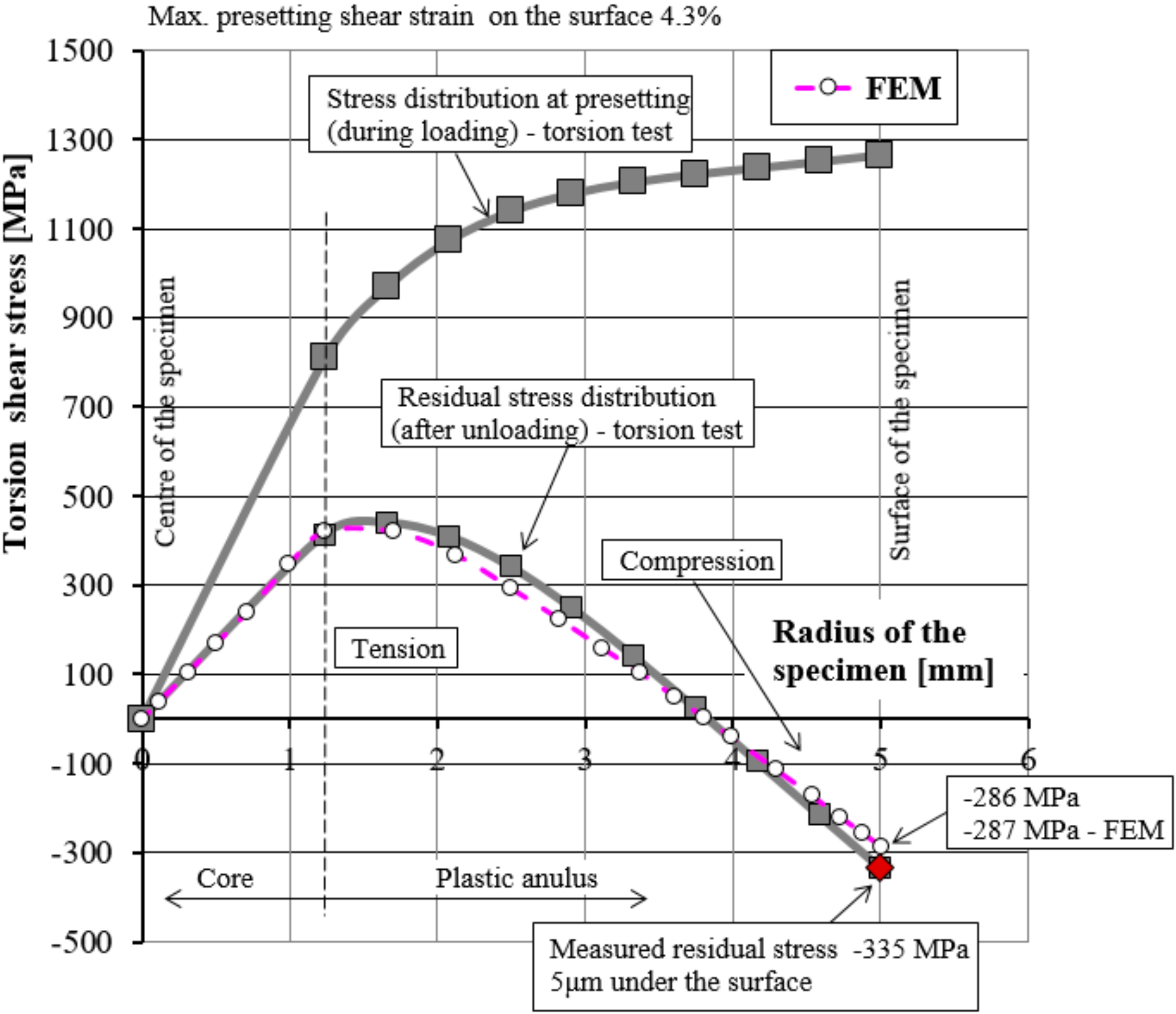
- Consequently, increasing compressive residual stress at the surface by a technological process B has no significant effect on fatigue crack initiation in situ, far under the surface, shown in Figure 2. Increasing the plastic torsional presetting can shift the maximum stress amplitude into the interior far from the surface, but a significant volume of the material should remain elastically loaded in order to ensure a balance with compressive stresses from the surface of the solid bar section, see Figure 8. Therefore, there exists an optimum of compressive residual stresses induced by cold rolling and presetting, according to technology A for a required endurance of torsion bar.
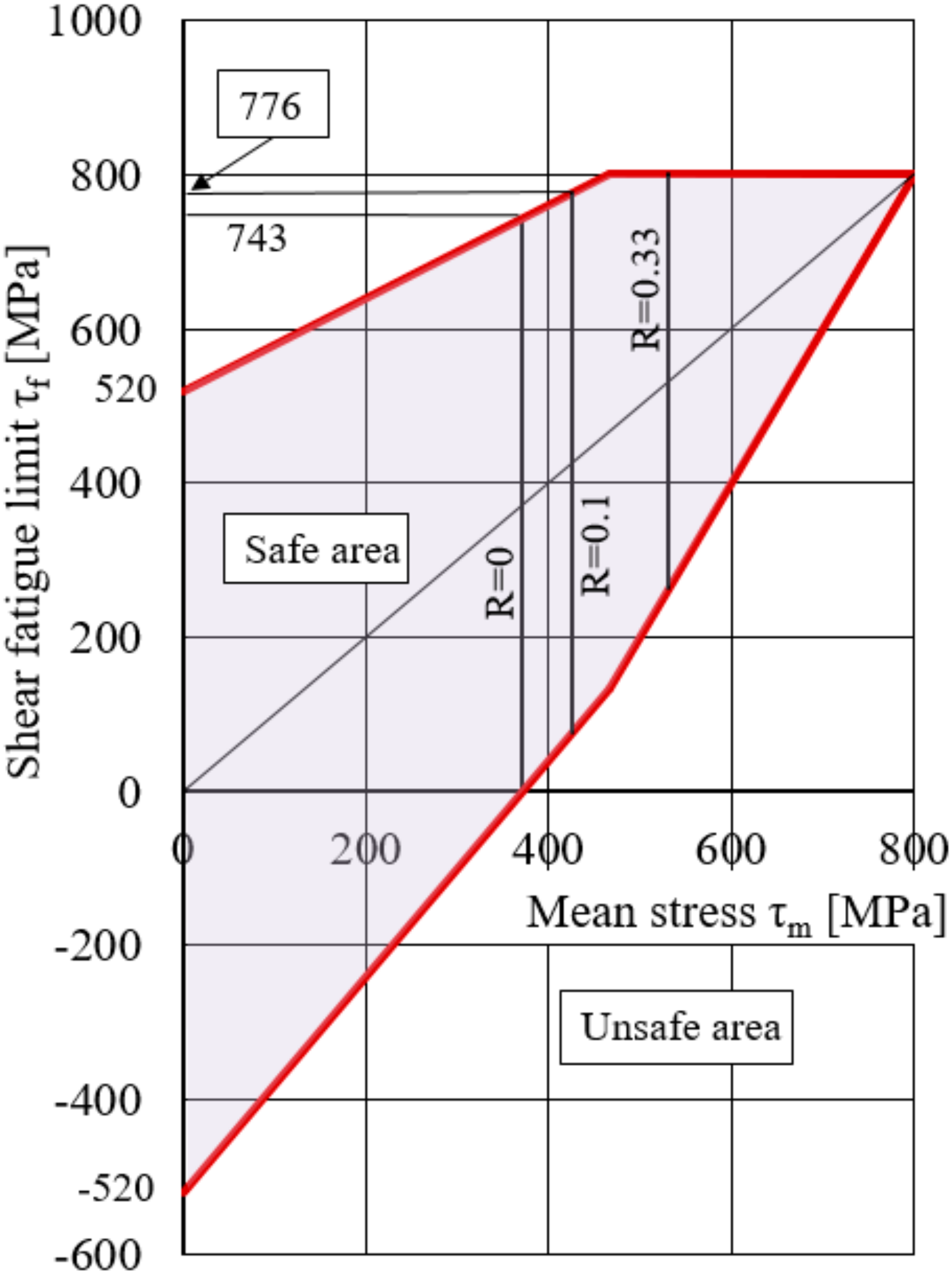
- Increasing the residual compressive stress has a positive effect on the increase in the fatigue limit at cyclic torsional fatigue R = −1, while it has no influence at unidirectional torsional fatigue R = 0, see Figure 11. This is another proof that technology B, which causes very high compressive stresses (2600 MPa), is inferior to technology A.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Aernoudt, E.; Snoeys, R. Der Torsionsversuch, ein Verfahren zur Messung der plastischen Eigenschaften von Metallen. Drahtwelt 1973, 59, 170–177. [Google Scholar]
- Kloos, K.H.; Koch, M.; Kaiser, B. Eigenspannungsmessungen an unterschiedlich abgekohlten, kugelgestrahlten und torsionsschwellbeanspruchten Proben aus Federstahl. Werkstofftech 1986, 17, 350–356. [Google Scholar] [CrossRef]
- Perenda, J.; Trajkovski, J.; Žerovnik, A.; Prebil, I. Residual stresses after deep rolling of a torsion bar made from high strength steel. J. Mate. Process. Technol. 2014, 218, 89–98. [Google Scholar] [CrossRef]
- Močilnik, V.; Gubeljak, N.; Predan, J. Model for fatigue lifetime prediction of torsion bars subjected to plastic Pre-setting. Teh. Vjesn. Stroj. Fak. 2011, 18, 537–546. [Google Scholar]
- Perenda, J.; Trajkovski, J.; Žerovnik, A.; Prebil, I. Modeling and experimental validation of the surface residual stresses induced by deep rolling and Pre-setting of a torsion bar. Int. J. Mater. Form. 2016, 9, 435–448. [Google Scholar] [CrossRef]
- Zenner, H.; Simbürger, A.L.J. On the fatigue limit of ductile metals under complex multiaxial loading. Int. J. Fatigue 2000, 22, 137–145. [Google Scholar] [CrossRef]
- Tschegg, E.K. A contribution to mode III fatigue crack propagation. Mater. Sci. Eng. 1982, 54, 127–136. [Google Scholar] [CrossRef]
- Makabe, C.; Socie, D.F. Crack growth mechanisms in precracked torsion fatigue specimens. Fatigue Fract. Eng. Mater. Struct. 2001, 24, 607–615. [Google Scholar] [CrossRef]
- Yang, F.P.; Kuang, Z.B. Fatigue crack growth for a surface crack in a round bar under multi-axial loading condition. Fatigue Fract. Eng. Mater. Struct. 2005, 28, 963–970. [Google Scholar] [CrossRef]
- Tanaka, K.; Kato, T.; Akinawa, Y. Prediction of fatigue crack propagation behaviour from a pre-crack under combined torsional and axial loadings. In Proceedings of the International Conference on Fatigue Crack Paths, Parma, Italy, 18–20 September 2003. [Google Scholar]
- Papuga, J.; Halama, R. Mean stress effect in multiaxial fatigue limit criteria. Arch. Appl. Mech. 2019, 89, 823–834. [Google Scholar] [CrossRef]
- Zhang, L.; Liu, D.; Song, Q.; Liu, S. An analytical expression of reliability solution for Drucker-Prager criterion. Appl. Math. Mech. 2008, 29, 121–128. [Google Scholar] [CrossRef]
- Mrzyglod, M.; Zielinski, P.A. Numerical implementation of multiaxial high-cycle fatigue criterion to structural optimisation. J. Theor. Appl. Mech. 2006, 44, 691–712. [Google Scholar]
- Peridas, G.; Hills, D.A. Crack initiation: The choice of tests available to calibrate Dang Van’s criterion. Fatigue Fract. Eng. Mater. Struct. 2002, 25, 321–330. [Google Scholar] [CrossRef]
- Bernasconi, A.; Foletti, S.; Papadopoulos, I.V. A study on combined torsion and axial load fatigue limits tests with stresses of different frequencies. Int. J. Fatigue 2008, 30, 1430–1440. [Google Scholar] [CrossRef]
- Golos, K.M. Multiaxial fatigue criterion with mean stress effect. Int. J. Press. Ves. Pip. 1996, 69, 236–266. [Google Scholar] [CrossRef]
- Susmel, L.; Tovo, R.; Lazzarin, P. The mean stress effect on the high-cycle fatigue strength from a multiaxial fatigue point of view. Int. J. Fatigue 2005, 27, 928–943. [Google Scholar] [CrossRef]
- Wang, C.H.; Miller, K.J. The effect of mean shear stress on torsional fatigue behaviour. Fatigue Fract. Eng. Mater. Struct. 1991, 14, 293–307. [Google Scholar] [CrossRef]
- Susmel, L.; Lazzarin, P. A bi-parametric Wöhler curve for high cycle multiaxial fatigue assessment. Fatigue Fract. Mater. Struct. 2002, 25, 63–78. [Google Scholar] [CrossRef]
- Yu, T.; Teng, J.G.; Wong, Y.L.; Dong, S.L. Finite element modelling of confined concrete—I: Drucker-Prager plasticity model. Eng. Struct. 2010, 32, 665–679. [Google Scholar] [CrossRef]
- Pan, Y.; Liu, Y.; Qian, J.; Yang, Q. Integration Algorithms Based on Drucker-Prager Criterion and Application in Slope Stability Analysis. Const. Model. Geomater. 2013, 757–763. [Google Scholar] [CrossRef]
- Dang Van, K. Macro-Micro Approach in High-Cycle Multiaxial Fatigue. In Advances in Multiaxial Fatigue; ASTM STP 1191; McDowel, D.L., Ellis, R., Eds.; ASTM International: Philadelphia, PA, USA, 1993; pp. 120–130. [Google Scholar]
- Gross, D.; Seilig, T. Fracture Mechanics; Springer: Berlin/Heidelberg, Germany, 2016. [Google Scholar]
- Močilnik, V.; Gubeljak, N.; Predan, J. The influence of a static constant normal stress level on the fatigue resistance of high strength spring steel. Theor. Appl. Fract. Mech. 2017, 91, 139–147. [Google Scholar] [CrossRef]
- Močilnik, V.; Gubeljak, N.; Predan, J.; Flašker, J. The influence of constant axial compression pre-stress on the fatigue failure of torsion loaded tube springs. Eng. Fract. Mech. 2010, 77, 3132–3142. [Google Scholar] [CrossRef]
- Sines, G. Behaviour of metals under complex static and alternating stresses. In Metal Fatigue; Sines, G., Waisman, J.L., Eds.; Mc Graw Hill: New York, NY, USA, 1959; pp. 145–169. [Google Scholar]
- Močilnik, V.; Gubeljak, N.; Predan, J. Surface residual stresses induced by torsional plastic pre-setting of solid spring bar. Int. J. Mech. Sci. 2015, 92, 269–278. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| UTS Rm [MPa] | Yield Strength Rp0.2 [MPa] | Torsion Elastic Limit τe [MPa] | Shear Modulus G [GPa] | Modulus E [GPa] | Tensile Fatigue Limit R = 0 [MPa] | Tensile Fatigue Limit R = −1 [MPa] | Torsion Fatigue Limit R = −1 [MPa] |
|---|---|---|---|---|---|---|---|
| 2010 | 1570 | 800 | 80 | 193 | 1200 | 800 | 520 |
| Chemical Element: | C | Si | Mn | Ni | Cr | Mo | V | Cu | S | P |
|---|---|---|---|---|---|---|---|---|---|---|
| Actual val. | 0.44 | 0.28 | 0.56 | 1.41 | 0.87 | 0.26 | 0.11 | 0.12 | 0.002 | 0.009 |
| Min. | 0.42 | 0.17 | 0.5 | 1.3 | 0.8 | 0.2 | 0.1 | 0 | 0 | 0 |
| Max. | 0.5 | 0.37 | 0.8 | 1.8 | 1.1 | 0.3 | 0.18 | 0.25 | 0.002 | 0.009 |
| Depth [mm] | 0 | 1 | 2 | |||
|---|---|---|---|---|---|---|
| Technology | R | Δτ [MPa] | R | Δτ [MPa] | R | Δτ [MPa] |
| Technology A | 0.16 | 1098 | 0.03 | 1183 | 0.03 | 1186 |
| Technology B | 0.33 | 931 | 0.167 | 1127 | 0.05 | 1100 |
| Technology | Depth [mm] | 0 | 1 | 2 | |||
|---|---|---|---|---|---|---|---|
| Technology A | R/Δτ [MPa] | 0.16 | 1098 | 0.03 | 1183 | 0.03 | 1186 |
| SF | 0.492 | 0.426 | 0.483 | ||||
| α | −0.038 | 0.0058 | 0.0058 | ||||
| K | 800 | 743 | 743 | ||||
| Technology B | R/Δτ [MPa] | 0.33 | 931 | 0.167 | 1127 | 0.05 | 1100 |
| SF | 0 | 0.486 | 0.577 | ||||
| α | −0.038 | −0.038 | 0.0058 | ||||
| K | 800 | 800 | 743 | ||||
| Amplitude’s End Points (Figure 10) | R | τcal [MPa] | γps [rad] | N [cycles] | SF (safety factor) |
|---|---|---|---|---|---|
| a–b | 0.1 | 1003 | 0.0438 | 8.830.273 | 1 |
| a–c | 1561 | 0.0438 | 164 | 0.492 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Močilnik, V.; Gubeljak, N.; Predan, J. Effect of Residual Stresses on the Fatigue Behaviour of Torsion Bars. Metals 2020, 10, 1056. https://doi.org/10.3390/met10081056
Močilnik V, Gubeljak N, Predan J. Effect of Residual Stresses on the Fatigue Behaviour of Torsion Bars. Metals. 2020; 10(8):1056. https://doi.org/10.3390/met10081056
Chicago/Turabian StyleMočilnik, Vinko, Nenad Gubeljak, and Jožef Predan. 2020. "Effect of Residual Stresses on the Fatigue Behaviour of Torsion Bars" Metals 10, no. 8: 1056. https://doi.org/10.3390/met10081056
APA StyleMočilnik, V., Gubeljak, N., & Predan, J. (2020). Effect of Residual Stresses on the Fatigue Behaviour of Torsion Bars. Metals, 10(8), 1056. https://doi.org/10.3390/met10081056