1. Introduction
Seamless tubes are produced for applications with a wide range of wall thickness and diameters up to 650 mm [
1]. They present good homogeneity in the circumferential direction, making them resistant to internal pressure and torsion. In general, seamless tube production technologies start with the perforation of a billet previously heated in a rotary furnace. This perforation stage is performed in rotary tube piercing (RTP) mills, but there are different configurations depending on the number and shapes of the director rolls and guiding devices.
Piercing mills that count with two rolls are the most extended ones. In addition, they are sorted in Diescher’s or Stiefel’s mills when their guides are discs or shoes respectively [
2]. Recently three-roll mills are becoming popular as they do not require guiding devices and tandem solutions have been evaluated [
3]. However, the best quality for tubes with thick wall is obtained from two rolling mills with two guiding discs of Diescher type [
4]. They are considered the rolling mean with the highest forming stability but present some drawbacks, namely, the wall thickness eccentricity. This wall thickness eccentricity is developed during the initial perforation and remains along the subsequent manufacturing stages until the final product. Thus, the reduction of the eccentricity in the RTP process would result in a relevant improvement of both process performance and product quality.
First finite element (FE) approaches to study the RTP process were 2D plane stress simplifications [
5] and 3D models in steady-state approximations [
6,
7]. A three dimensional simulation of a Diescher mill under not steady conditions was conducted afterwards by Pater et al. [
4]. However, the validation was conducted from experimental data generated in laboratory tests and there is no mention to the Mannessmann effect, which may lead to errors in the calculation of strain distribution. Lu et al. [
8,
9,
10,
11] presented an approximation by the use of 3D rigid-plastic finite element method (FEM), including simplifications as the exclusion of the shoes. The main contribution was to identify the area before the plug as the part where fractures are localised and a detailed study of the mean stresses in the working piece.
Pater et al. [
12] analysed the influence of the piercing plug position and its shape on the process. It was stated that the plug position has an influence on the external and internal diameter deviations. Also the cross-rolling angles were analysed determining that bigger angles usually give better tolerances. This parametric analysis was graphically shown in a later publication [
13], which presented as a novel issue the friction dependency on the slipping relative velocity between the rolls and material. However, the die coefficients were assumed and their validation responded only to the values of force exerted to the plug in a laboratory experiment.
More recent studies are focussed on increasing model accuracy by reducing assumptions on boundary conditions or by reproducing the different phenomena occurring in the RTP process. Murillo-Marrodán et al. [
14] showed the importance of the correct selection of boundary conditions for the reliability of model results and conclusions. Another aspect that enhances the model accuracy is the correlation of strain. Mao et al. [
15] combined a numerical study of a Tandem Skew Rolling Process with experimental tests to analyse strain parameters such as the wall thickness of the tube.
The RTP presents redundant characteristic deformations. One of them is the longitudinal torsion of the tube, which is an unwanted deformation along the billet length during the manufacturing process. Hayashi et al. [
16,
17] analysed experimentally the exsiting differences in terms of redundant shear deformation between barrel and tapered shaped rolls. In addition, the influence of the feed angle and cross-angle on the development of redundant deformation was further analysed. Then, in a posterior study [
18], a skew angle was induced in the lateral discs to reduce the surface torsion. Komori et al. [
19] analysed the shear strain of the material using a clay model of a cone-type piercing mill. However, there is not any theoretical evidence in the literature that explains why this redundant shear deformation is produced and there is not any available model that has reproduced this redundant strain.
Regarding the wall thickness eccentricity, research efforts were conducted either to study the generation of this imperfection in the RTP process, either to correct it in the subsequent manufacturing stages. Lü et al. [
20] associated the origin of the eccentricity on the heterogeneous heating of the billet in the furnace using a FE model. Yamane et al. [
21] identified the misalignment of the tools as the main cause of wall thickness eccentricity using FE analysis. Guo et al. [
22] developed a method for monitoring the eccentricity occurring on seamless tube piercing. Efforts conducted to correct the eccentricity in the subsequent manufacturing phases are relevant. Foadian et al. [
23] proposed an alternative solution for the phase of tube drawing by changing the tilting angle and shifting value, while Jiang et al. [
24] studied the reduction of eccentricity in the final manufacturing phase by inducing rotation in the tube.
In conclusion, the reviewed literature puts into evidence that the simulation of the the RTP process is valid for analysing and improving the manufacturing of seamless tubes. The wall thickness eccentricity limits process performance and some efforts have been conducted to analyse its cause. However, still many simplifications are applied to model the process due to its inherent complexity. Some authors point out the importance of strain, especially when analysing detailed geometrical aspects. However, the modelling of wall thickness eccentricity has not been accomplished with a strain validated model.
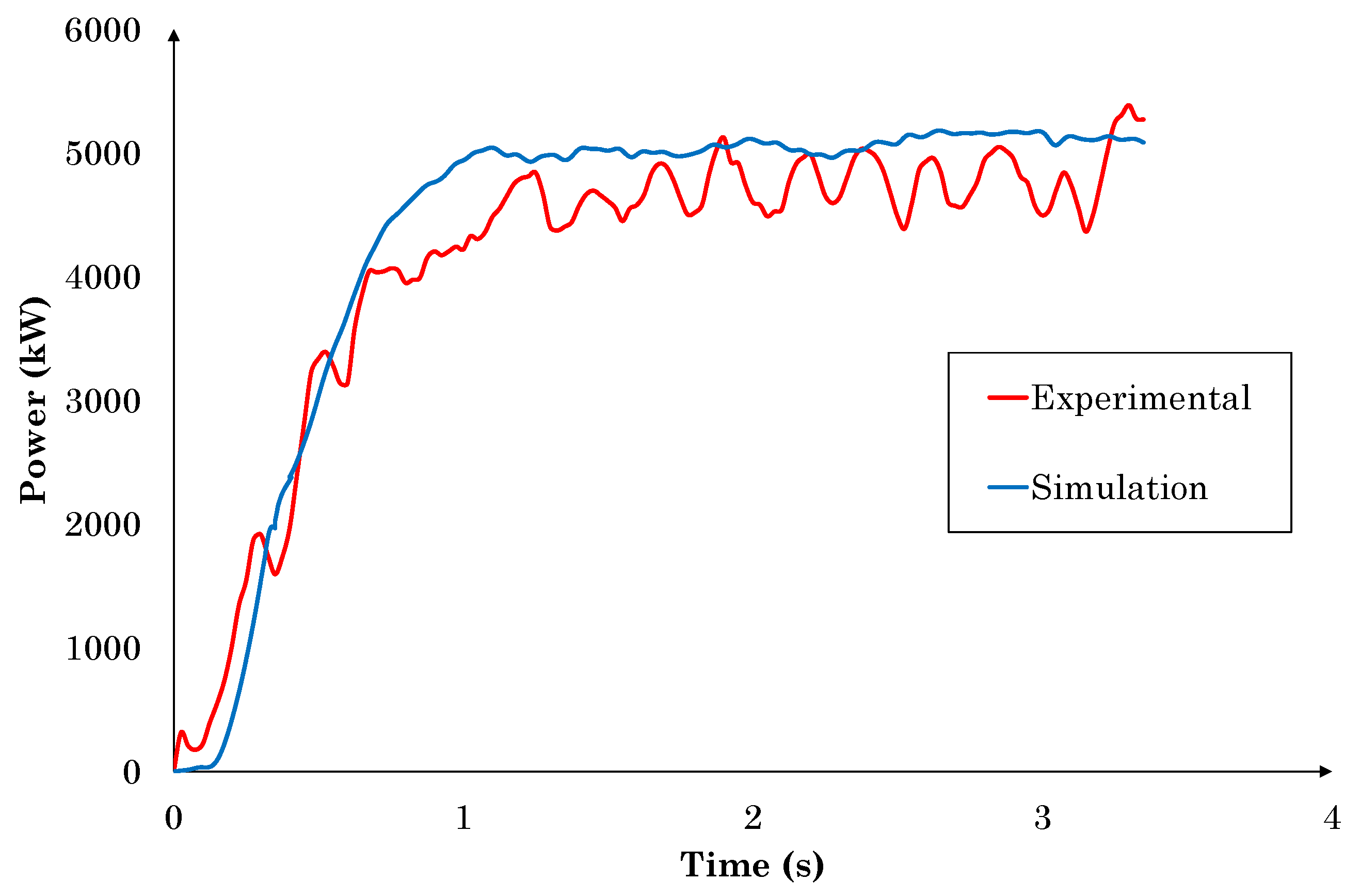
As a result, in this article the generation of wall thickness eccentricity flaw in the RTP process is analysed by means of a thermo-mechanical FE model, using the software FORGE
® [
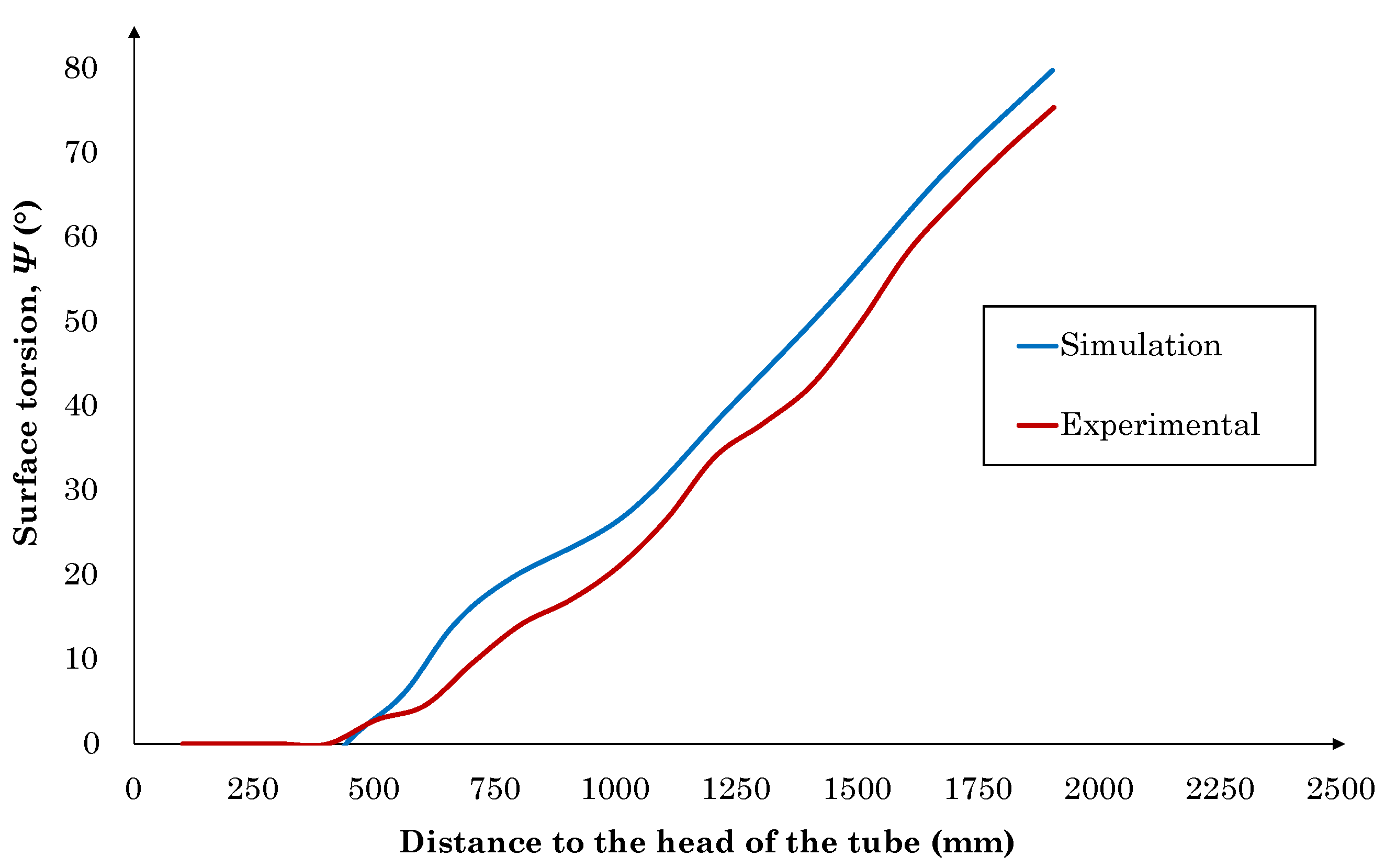
25]. The torsion of the tube linked to the redundant shear strain is assessed. Industrial data is used for the validation, while the soundness of strain is confirmed thanks to the correlation of the tube longitudinal torsion.




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}