Characterization of Hot Deformation Behavior and Dislocation Structure Evolution of an Advanced Nickel-Based Superalloy


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
3. Results and Discussion
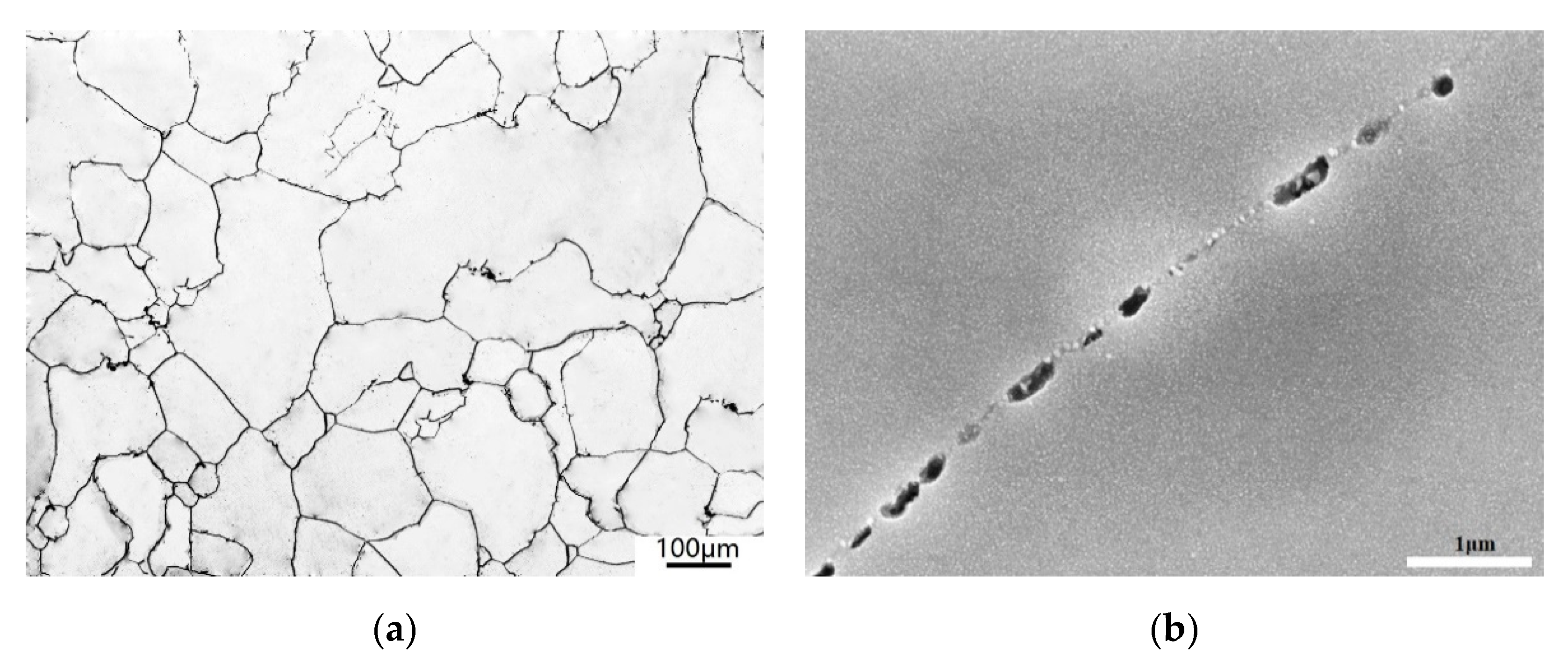
3.1. Initial Microstructure
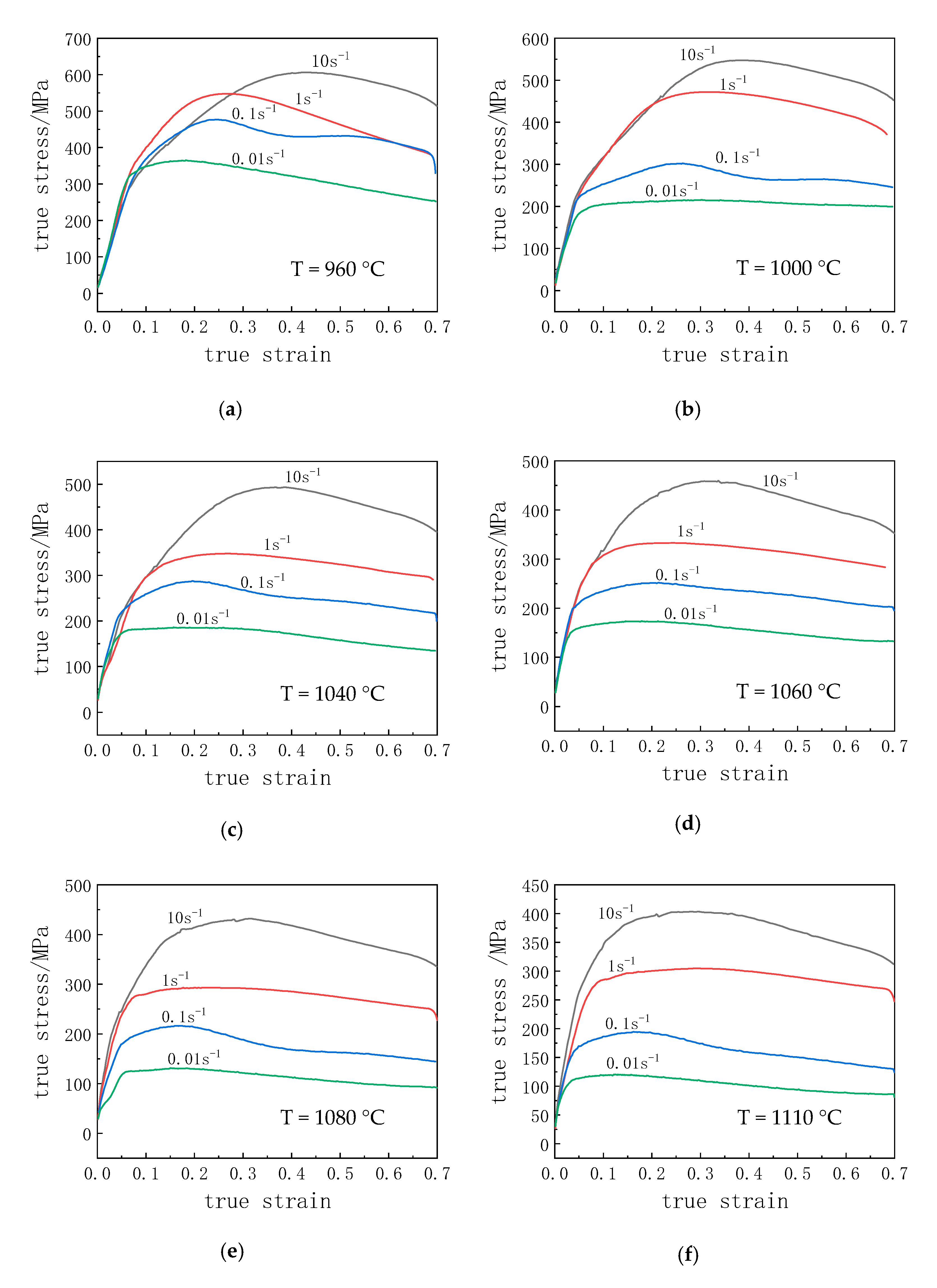
3.2. Flow Behavior
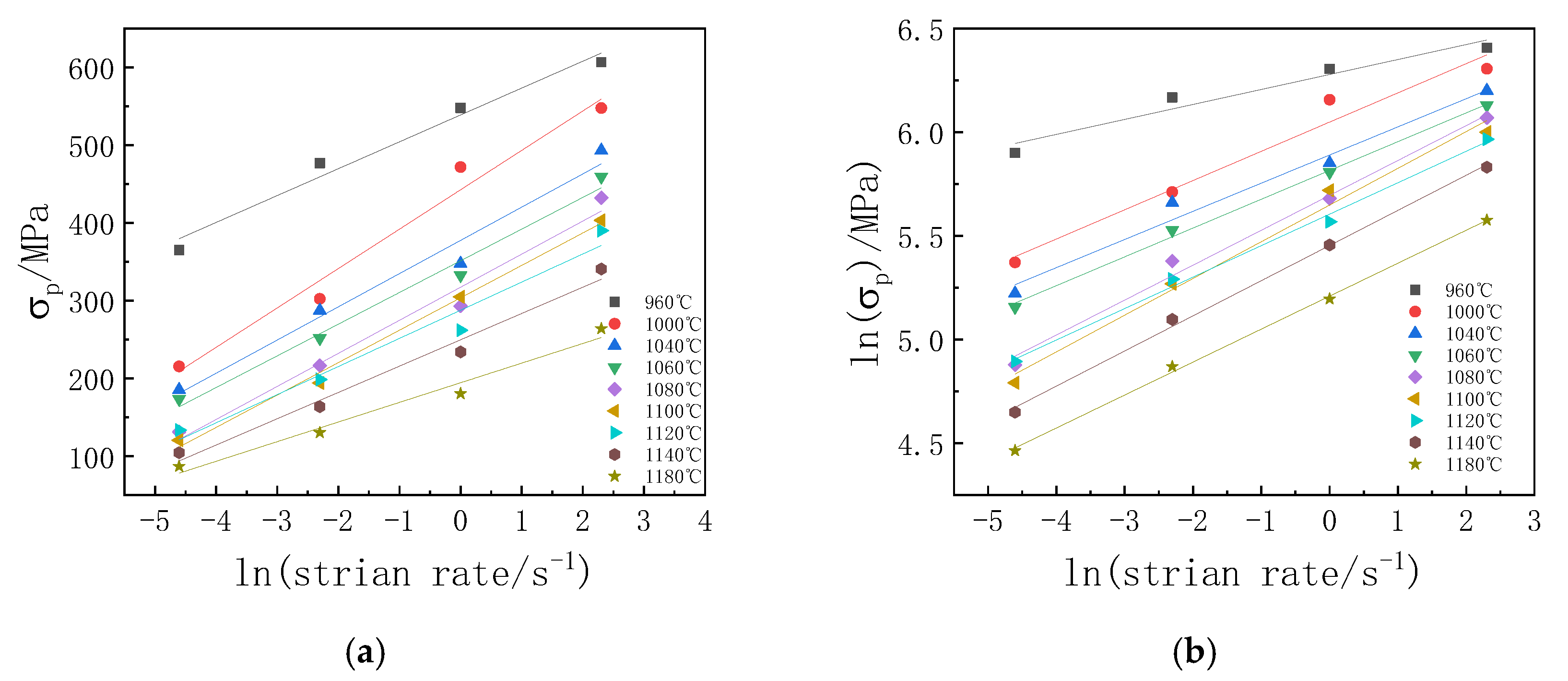
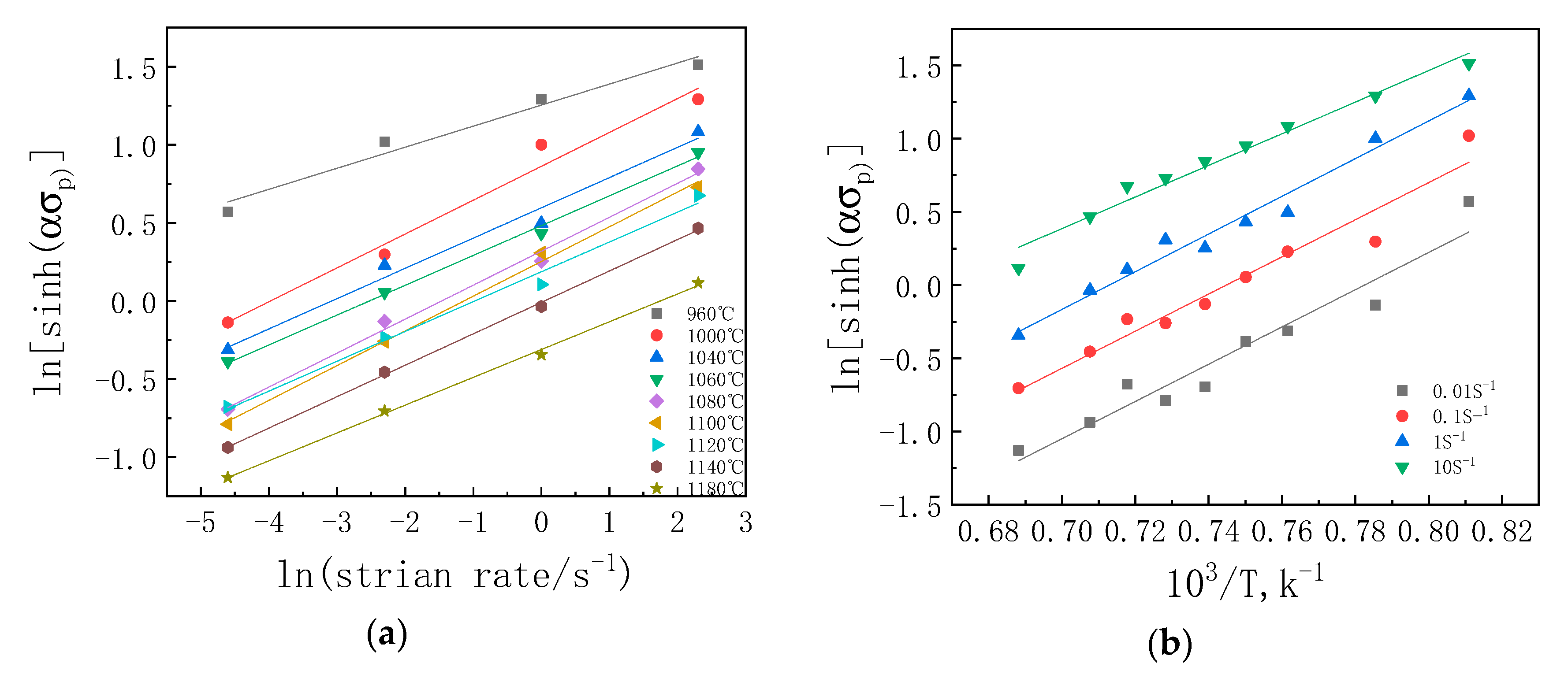
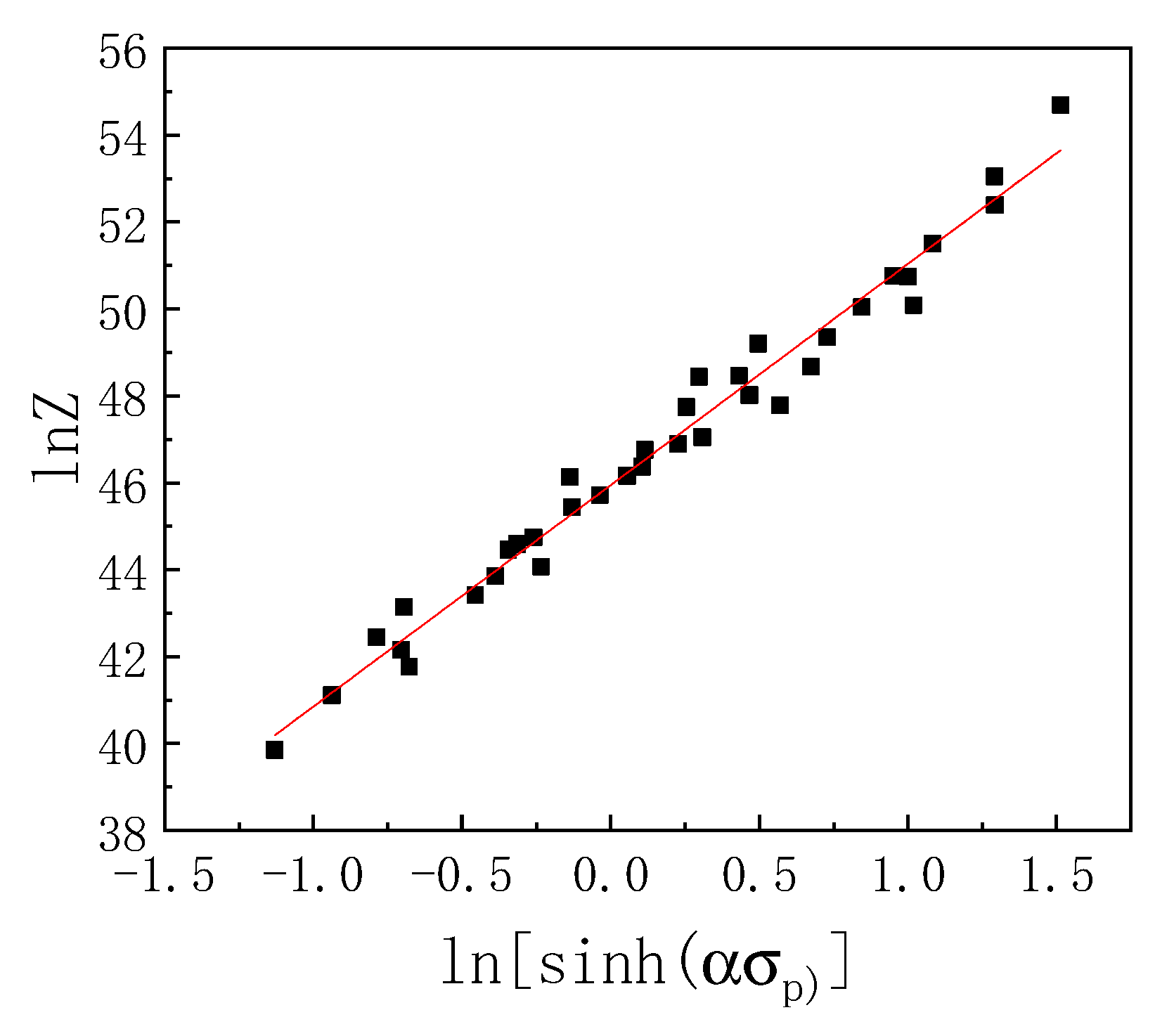
3.3. Constitutive Equation
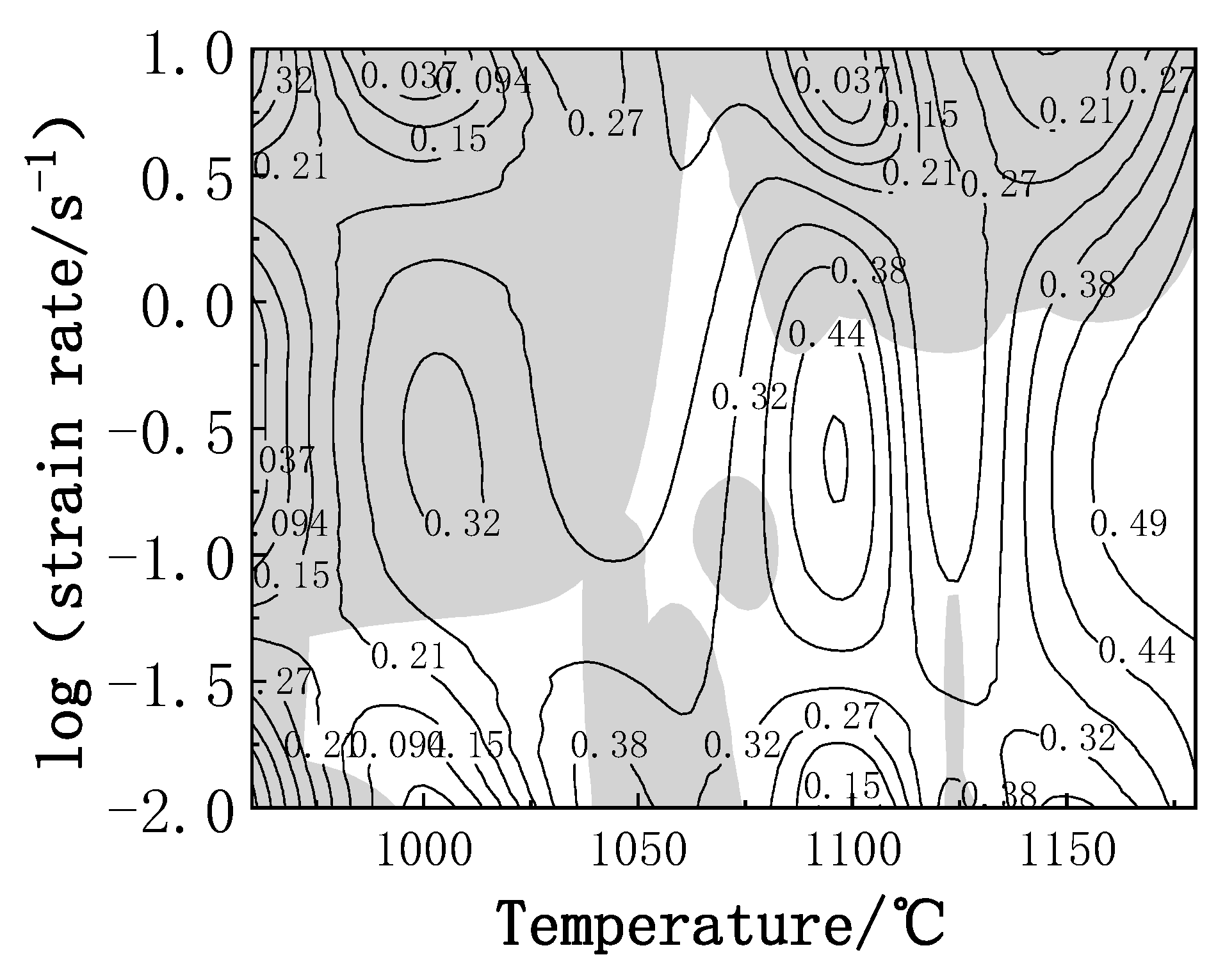
3.4. Characterization of Processing Map
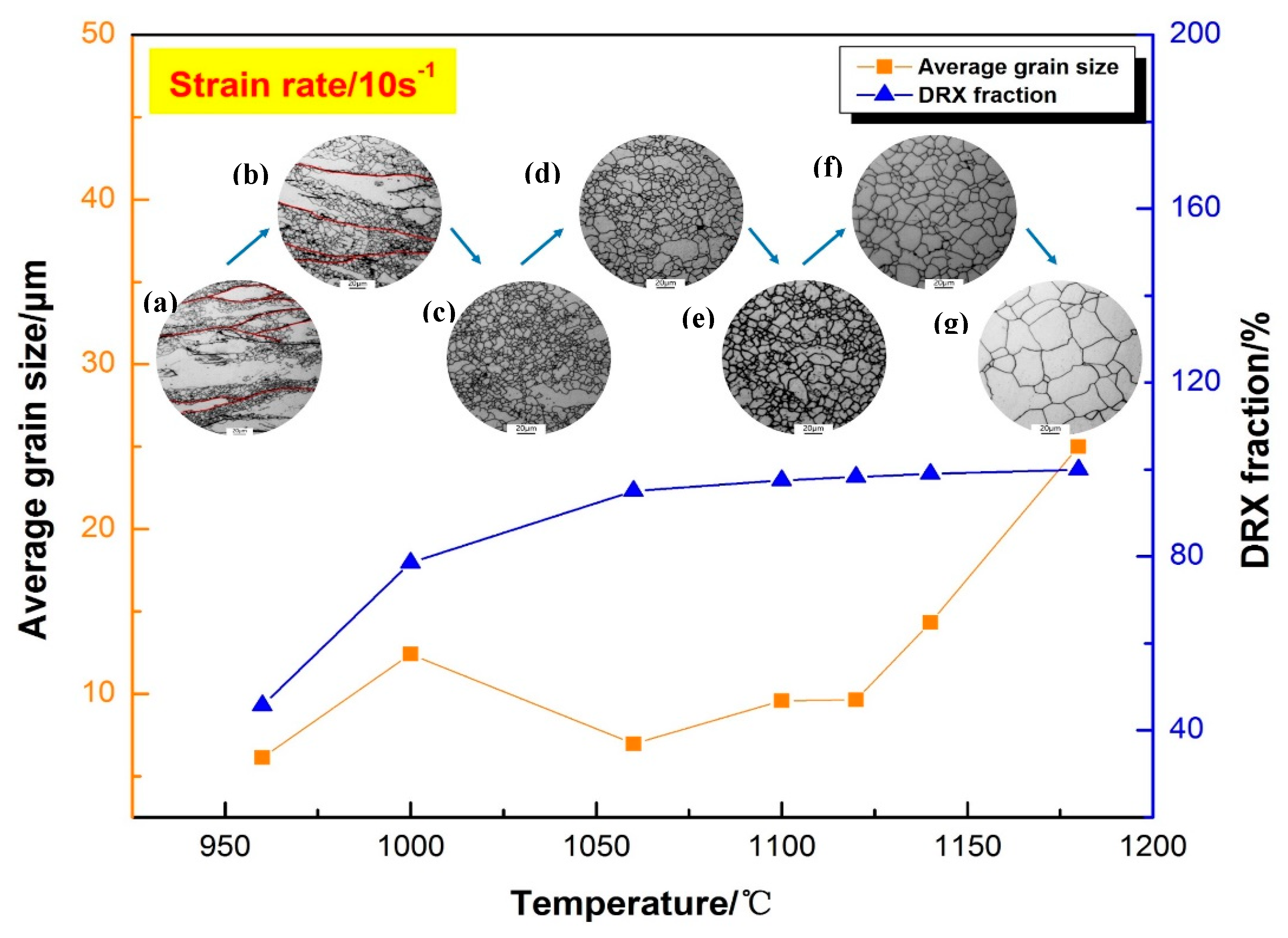
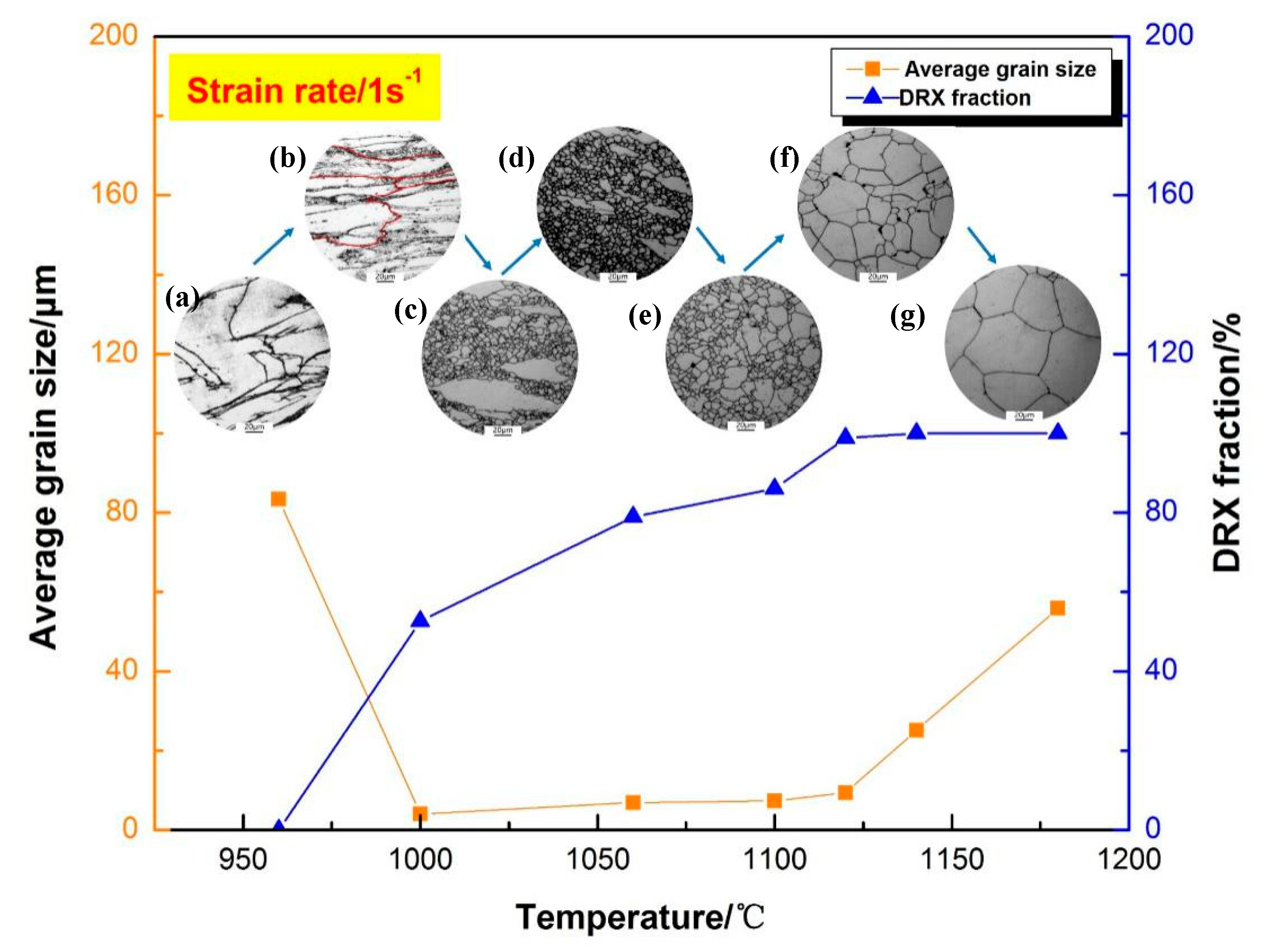
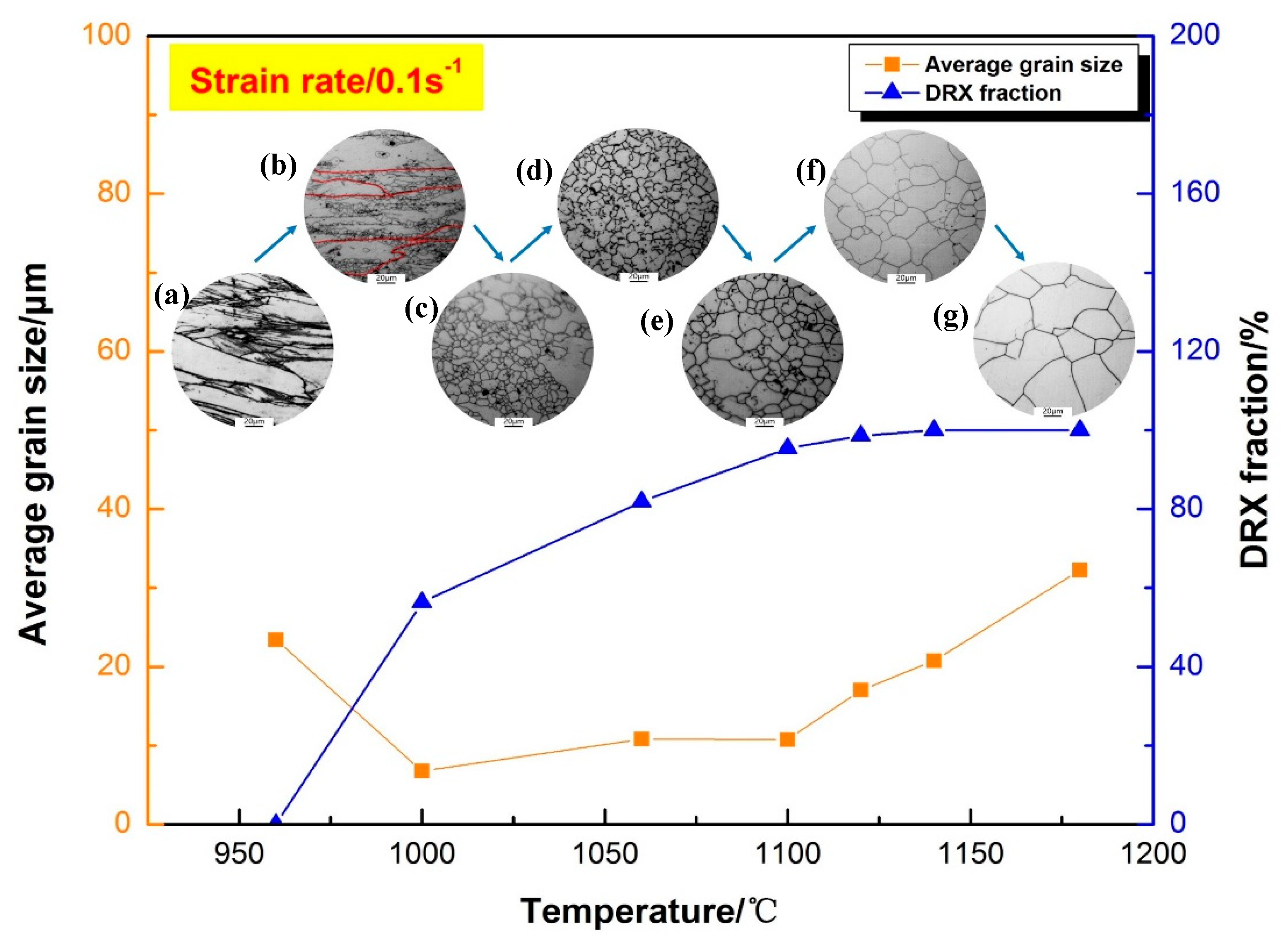
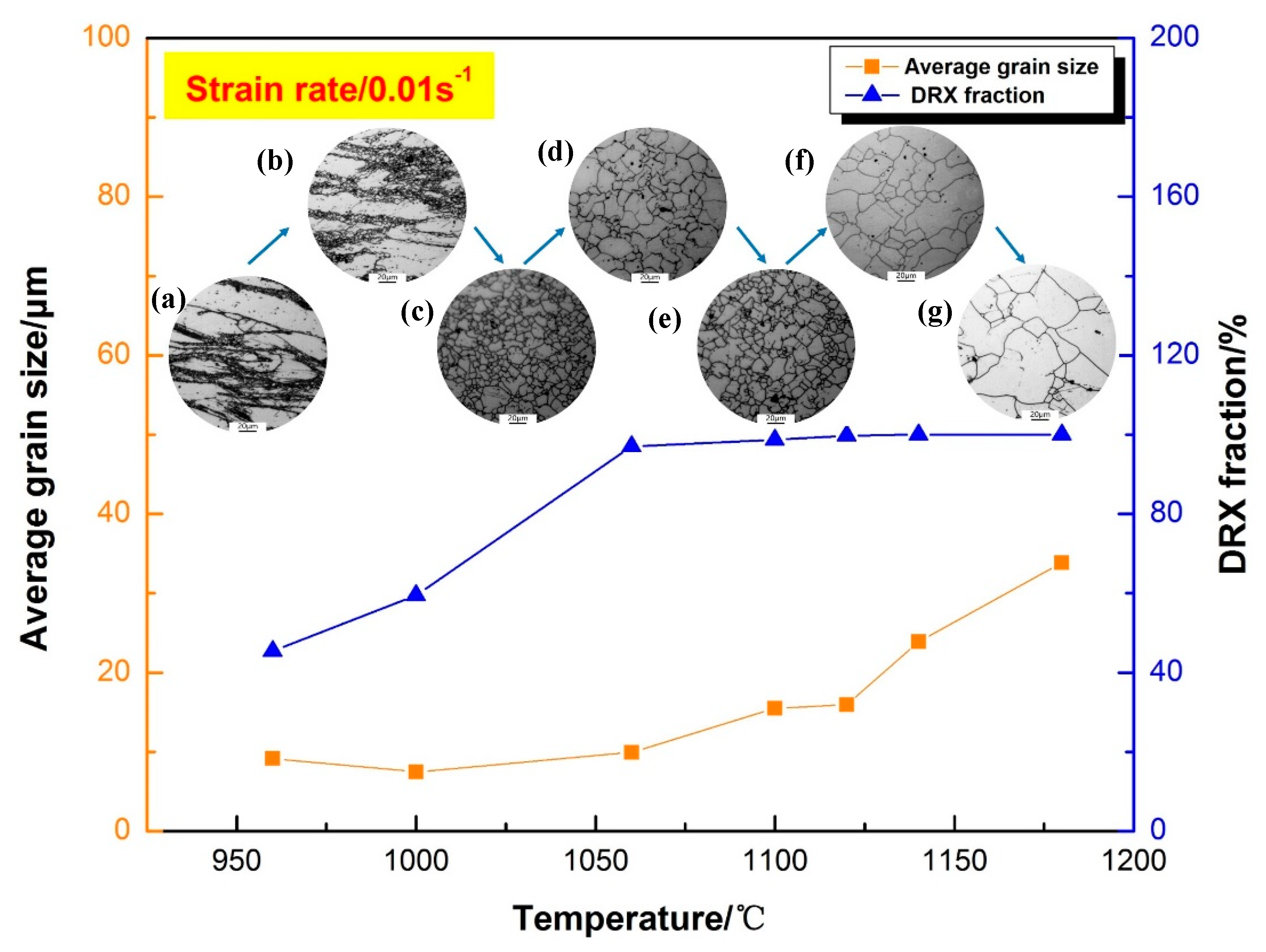
3.5. Optical Microstructure Analysis
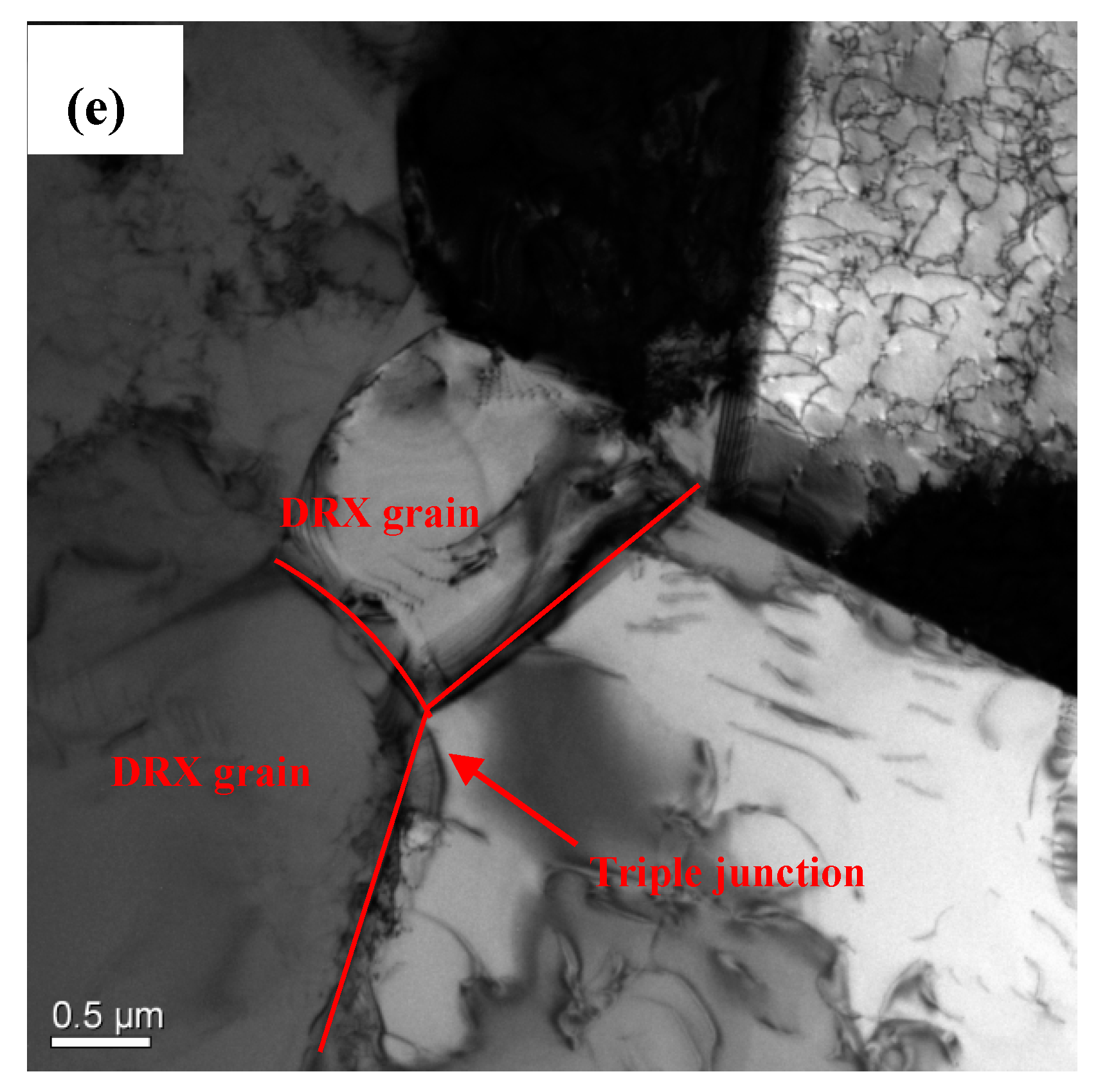
3.6. TEM Microstructure Observation
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Data Availability
References
- Shi, Z.; Yan, X.; Duan, C.; Tang, C.; Pu, E. Characterization of the hot deformation behavior of a newly developed nickel-based superalloy. J. Mater. Eng. Perform. 2018, 27, 1763–1776. [Google Scholar]
- Brooks, J.W. Forging of superalloys. Mater. Des. 2000, 21, 297–303. [Google Scholar]
- Sims, C.T.; Stoloff, N.S.; Hagel, W.C. Superalloys II: High-Temperature Materials for Aerospace and Industrial Power; John Wiley & Sons Tnc: Hoboken, NJ, USA, 1987. [Google Scholar]
- Wang, J.; Dong, J.; Zhang, M.; Xie, X. Hot working characteristics of nickel-base superalloy 740H during compression. Mater. Sci. Eng. A 2013, 566, 61–70. [Google Scholar]
- Momeni, A.; Abbasi, S.M.; Morakabati, M.; Badri, H.; Wang, X. Dynamic recrystallization behavior and constitutive analysis of Incoloy 901 under hot working condition. Mater. Sci. Eng. A 2014, 615, 51–60. [Google Scholar]
- Detrois, M.; Antonov, S.; Tin, S.; Jablonski, P.D.; Hawk, J.A. Hot deformation behavior and flow stress modeling of a Ni-based superalloy. Mater. Charact. 2019, 157, 109915. [Google Scholar]
- Wen, D.X.; Lin, Y.C.; Li, H.B.; Chen, X.M.; Deng, J.; Li, L.T. Hot deformation behavior and processing map of a typical Ni-based superalloy. Mate. Sci. Eng. A 2014, 591, 183–192. [Google Scholar]
- Liu, Y.; Hu, R.; Li, J.; Kou, H.; Li, H.; Chang, H.; Fu, H. Characterization of hot deformation behavior of Haynes230 by using processing maps. J. Mater. Process. Technol. 2009, 209, 4020–4026. [Google Scholar]
- Sajjadi, S.A.; Chaichi, A.; Ezatpour, H.R.; Maghsoudlou, A.; Kalaie, M.A. Hot deformation processing map and microstructural evaluation of the ni-based superalloy IN-738LC. J. Mater. Eng. Perform. 2016, 25, 1269–1275. [Google Scholar]
- Shi, Z.X.; Yan, X.F.; Duan, C.H.; Song, J.G.; Zhao, M.H.; Wang, J. Hot deformation behavior of GH4945 superalloy using constitutive equation and processing map. J. Iron Steel Res. Int. 2017, 24, 625–633. [Google Scholar]
- Zhang, H.; Zhang, K.; Lu, Z.; Zhao, C.; Yang, X. Hot deformation and processing map of a γ´-hardened nickel-based superalloy. Mater. Sci. Eng. A 2014, 604, 1–8. [Google Scholar]
- Guo, S.; Li, D.; Pen, H.; Guo, Q.; Hu, J. Hot deformation and processing maps of Inconel 690 superalloy. J. Nucl. Mater. 2011, 410, 52–58. [Google Scholar]
- Sun, C.; Liu, G.; Zhang, Q.; Li, R.; Wang, L. Determination of hot deformation behavior and processing maps of IN 028 Alloy using isothermal hot compression test. Mater. Sci. Eng. A 2014, 595, 92–98. [Google Scholar]
- Li, Z.; Fu, S.H.; Wang, T.; Zhao, Y.X.; Zhang, Y.; Zhang, M.C. Microstructure evolution and processing map of superalloy GH720Li during isothermal compression. Mater. Sci. For. 2013, 747–748, 588–593. [Google Scholar]
- Luo, J.; Li, M.Q.; Ma, D.W. The deformation behavior and processing maps in the isothermal compression of 7A09 aluminum alloy. J. Mater. Sci. Eng. A 2012, 532, 548–557. [Google Scholar]
- Sui, F.L.; Xu, L.X.; Chen, L.Q.; Liu, X.H. Processing map for hot working of Inconel 718 alloy. J. Mater. Proc. Technol. 2011, 211, 433–440. [Google Scholar]
- Galindo-Nava, E.I.; Rivera-Dı´az-del-Castillo, P.E.J. Thermostatistical modelling of hot deformation in FCC metals. Int. J. Plast. 2013, 47, 202–221. [Google Scholar]
- Medeiros, S.C.; Prasad, Y.V.R.K.; Frazier, W.G.; Srinivasan, R. Microstructural modeling of metadynamic recrystallization in hot working of IN 718 superalloy. Mater. Sci. Eng. A 2000, 293, 198–207. [Google Scholar]
- Zhou, G.; Ding, H.; Cao, F.; Zhang, B. A comparative study of various flow instability criteria in processing map of superalloy GH4742. J. Mater. Sci. Technol. 2014, 30, 217–222. [Google Scholar]
- Xiong, M.; Weidong, Z.; Yu, S.; Yongqing, Z.; Shaoli, W.; Yigang, Z. A comparative study of various flow instability criteria in processing map. Rare Metal Mate. Eng. 2010, 39, 756–761. [Google Scholar]
- Yi, L.; Kun, X.; Ximing, L.; Dengquan, C.; Wei, L.; Rui, H.; Jinshan, L. Microstructure evolution of Haynes230 superalloy during hot deformation. Rare Metal Mate. Eng. 2013, 42, 1820–1825. [Google Scholar]
- Zhong, X.T.; Wang, L.; Liu, F. Study on formation mechanism of necklace structure in discontinuous dynamic recrystallization of Incoloy 028. Acta Metal. Sinica 2018, 54, 569–580. [Google Scholar]
- Bahador, A.; Kariya, S.; Umeda, J.; Hamzah, E.; Kondoh, K. Tailoring microstructure and properties of a superelastic Ti–Ta alloy by incorporating spark plasma sintering with thermomechanical processing. J. Mater. Eng. Perform. 2019, 28, 3012–3020. [Google Scholar] [CrossRef]
- Monajati, H.; Taheri, A.K.; Jahazi, M.; Yue, S. Deformation characteristics of isothermally forged UDIMET 720 nickel-base superalloy. Metal. Mater. Trans. A 2005, 36, 895–905. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Sergeev, V.I.; Khalikov, A.M.; Shvetsova, E.V. The influence of grain boundaries on the kinetics of solid-phase reactions in a nickel-based superalloy. J. Mater. Sci. Lett. 1989, 8, 433–435. [Google Scholar] [CrossRef]
- Tong, H.; Jinghong, T.; Zhihua, L.; Qingan, T. Effect of deformation parameters on microstructure evolution of hot deformed superalloy GH4169. Applied Mec. Mater. 2015, 744–746, 1382–1385. [Google Scholar]
- Jiang, H.; Dong, J.; Zhang, M.; Yao, Z. A study on the effect of strain rate on the dynamic recrystallization mechanism of alloy 617B. Metal. Mater. Trans. A 2016, 47, 5071–5087. [Google Scholar] [CrossRef]
- Jin, Y.; Bernacki, M.; Rohrer, G.S.; Rollett, A.D.; Lin, B.; Bozzolo, N. Formation of annealing twins during recrystallization and grain growth in 304L austenitic stainless steel. Mater. Sci. For. 2013, 753, 113–116. [Google Scholar] [CrossRef] [Green Version]
- Xie, B.C.; Yu, H.; Sheng, T. DDRX and CDRX of an as-cast nickel-based superalloy during hot compression at γ´ sub-/super-solvus temperatures. J. Alloys Compd. 2019, 803, 16–29. [Google Scholar] [CrossRef]
- Prithiv, T.S.; Bhuyan, P.; Pradhan, S.K.; Sarma, V.S.; Mandal, S. A critical evaluation on efficacy of recrystallization vs. strain induced boundary migration in achieving grain boundary engineered microstructure in a Ni-base superalloy. Acta Mater. 2018, 146, 187–207. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | B | C | Si | Mn | Fe | Al | Ti | Mo | Co | Cr | Ni |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Mass fraction | 0.005 | 0.06 | 0.15 | 0.3 | 1.5 | 1.5 | 2.1 | 8.5 | 10.1 | 20.2 | 54.08 |
| Temperature/°C | Strain Rate/s−1 | True Strain |
|---|---|---|
| 960, 1000, 1040, 1060, 1080, 1100, 1120, 1140, 1180 | 0.01, 0.1, 1, 10 | 0.7 |
| Symbols | Interpretation |
|---|---|
| The strain rate (s−1) | |
| T | The absolute temperature (K) |
| R | The gas constant is 8.314 J/(mol K) |
| Q | The thermal deformation activation energy (KJ/mol) |
| A, α | The material constants |
| n1, β, n | The stress exponent, and there is a relationship of α = β/n1 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yao, Z.; Wang, H.; Dong, J.; Wang, J.; Jiang, H.; Zhou, B. Characterization of Hot Deformation Behavior and Dislocation Structure Evolution of an Advanced Nickel-Based Superalloy. Metals 2020, 10, 920. https://doi.org/10.3390/met10070920
Yao Z, Wang H, Dong J, Wang J, Jiang H, Zhou B. Characterization of Hot Deformation Behavior and Dislocation Structure Evolution of an Advanced Nickel-Based Superalloy. Metals. 2020; 10(7):920. https://doi.org/10.3390/met10070920
Chicago/Turabian StyleYao, Zhihao, Hongying Wang, Jianxin Dong, Jinglin Wang, He Jiang, and Biao Zhou. 2020. "Characterization of Hot Deformation Behavior and Dislocation Structure Evolution of an Advanced Nickel-Based Superalloy" Metals 10, no. 7: 920. https://doi.org/10.3390/met10070920
APA StyleYao, Z., Wang, H., Dong, J., Wang, J., Jiang, H., & Zhou, B. (2020). Characterization of Hot Deformation Behavior and Dislocation Structure Evolution of an Advanced Nickel-Based Superalloy. Metals, 10(7), 920. https://doi.org/10.3390/met10070920