1. Introduction
Recently, various Additive Manufacturing (AM) processes exist. They can be classified either by the properties of the filler material (wire, powder, and flakes) or by the form of energy supply (e.g., electric arc, laser, and gas flame). Laser-based techniques are advantageous as they offer the possibility to combine high precision with a low thermal affection of the base material [
1].
Since Laser Metal Deposition with wire (LMD-w) combines comparatively high deposition rates with a feedstock material which can be handled in a quick and safe way without contaminations, it is a suitable technology for a wide range of applications [
2]. In particular, with regard to recent developments for the transformation towards industry 4.0, LMD offers different possibilities. LMD processes are suitable to be automated and can be accompanied by different sensor systems such as in-situ optical scanning of the welding bead surface or temperature monitoring. This allows the generation of data for the setup of a Digital Twin which helps to make production more transparent and reliable [
3,
4]. A special laser-based process is the dual beam process in which a continuous wave (cw) process laser is combined with an additional pulsed wave (pw) laser beam. The process is schematically represented in
Figure 1. The employed pulsed laser powers are typically small in comparison to the cw power (approximately 5–10%). The process has initially been developed for fluxless laser brazing of aluminum [
5], but recent results show that a transfer to LMD-w can be advantageous. First, the pulsed laser has an influence on the shape of the cladded bead because the pulsed laser-induced evaporation creates a pressure acting on the melt pool. In addition, the thereby created plasma is assumed to improve the absorption conditions for the cw beam. Therefore, as the needed pw power is low compared to the cw power, but supposed to have a strong influence on absorption, it should be possible to reduce the total power required for the process by optimizing the applied pulsed laser parameters. This hypothesis is examined in this contribution.
As the dual beam process is controlled by a coexistence of both effects, the quantification of the magnitude of the influences is crucial. In former works, the authors already demonstrated that the evaporation-induced forces acting on the melt pool are high in comparison to other relevant process forces (e.g., gravity) and strongly depend on the applied pulsed laser frequency and power [
6].
The aim of the present article is therefore to quantify the change in the absorbed process energy and the temperature distribution in the workpiece caused by the pulsed laser plasma. Based on this knowledge, the choice of more suitable process parameters is possible.
In the literature, there exists little information regarding processes with a combination of different types of lasers, the physical phenomena related to their interaction, and the resulting impact on the material. The main reason is that in laser-based processing, typically either a pulsed or a continuous laser is employed. Exemplary processes for pulsed laser use are laser structuring and polishing, while continuous lasers are used for laser welding, Laser Metal Deposition (LMD) or laser alloying among others [
7,
8]. Adding a pulsed laser to a cw process laser, as it is done in the dual beam process, remains an exception and this is the reason why the physical effects have not been exhaustively investigated up to now. Concerning the interaction of lasers and plasmas, several studies have been carried out during the last decades. Baton et al. [
9] examined the propagation of a laser beam in a preformed plasma (i.e., a plasma which exists independently of a laser-material interaction) and saw differences depending on the plasma density. Their most important result is that the higher the density of the plasma, the stronger are its interactions with the laser beam. In a denser plasma, the beam is much more deviated and its divergence decreases. In 2008, Rozman et al. [
10] published another theoretical work, in which they modeled the absorption of a laser beam in plasmas taking into account several physical absorption mechanisms. Among others, Cui et al. [
11] also investigated those effects, especially the transition zones between them by numerical and experimental methods, in 2013. The two main absorption regimes to be considered are collisions in the plasma for low laser intensities and collision-less absorption going along with hot electron (solid electrons with higher energy than the equilibrium energy at the given temperature) formation for higher intensities. In this case, collisional absorption signifies that a laser photon is absorbed by a plasma electron. Its kinetic energy is thereby increased. In contrast, collision-free absorption mechanisms can be related to resonance oscillations of the plasma electrons and ponderomotive forces, i.e., the electric field of the light acting on the charge carriers of the plasma. Those last two effects are accompanied by hot electron emission by the used target. From a process-related point of view, the works of Miller et al. [
12] and Semak et al. [
13] reported interesting results regarding the influence of the plasma plume during laser welding. Cristoforetti [
14] described a shielding effect at high plasma frequencies during the ablation of aluminum targets, for example. It has to be noticed that in all three cases, the examined plasma is induced by the process laser itself, but not by a second laser as it is the case in the two-beam process. In conclusion, the literature sources can deliver some elements for the explanation of the effects occurring during the dual beam process, but due to the complex interaction of both lasers with the workpiece, only special experimental studies can give reliable results.
2. Materials and Methods
In order to measure the change in absorption of the continuous laser beam by the pw plasma and thus the influence on the workpiece temperature, two experimental setups have been employed.
For both of them, the same optical system is applied thanks to which the pw and cw beams can be superposed. The cw spot is circular with a diameter of 2 mm and the pw spot rectangular with a length of 2.5 mm and a width of 50 µm. A diode laser from Laserline GmbH, Mülheim-Kärlich, Germany (model LDF 5000-40) provides the continuous beam with a maximum power of 5 kW and wavelengths of 910, 940, and 980 nm. A diode slab laser from EdgeWave GmbH, Würselen, Germany (model IS20I-ET) generates the pulsed beam with 1064 nm wavelength and pulse lengths between 9 and 32 ns, fixed by the system and depending on the applied diode current and frequency [
15]. The examined materials are S355 J0 steel and EN AW 7075 (AlZn5.5MgCu) aluminum alloy as substrates and a tool steel wire (commercial name QuFe13 from Quada) for the deposition experiments. The respective nominal compositions are given in
Table 1.
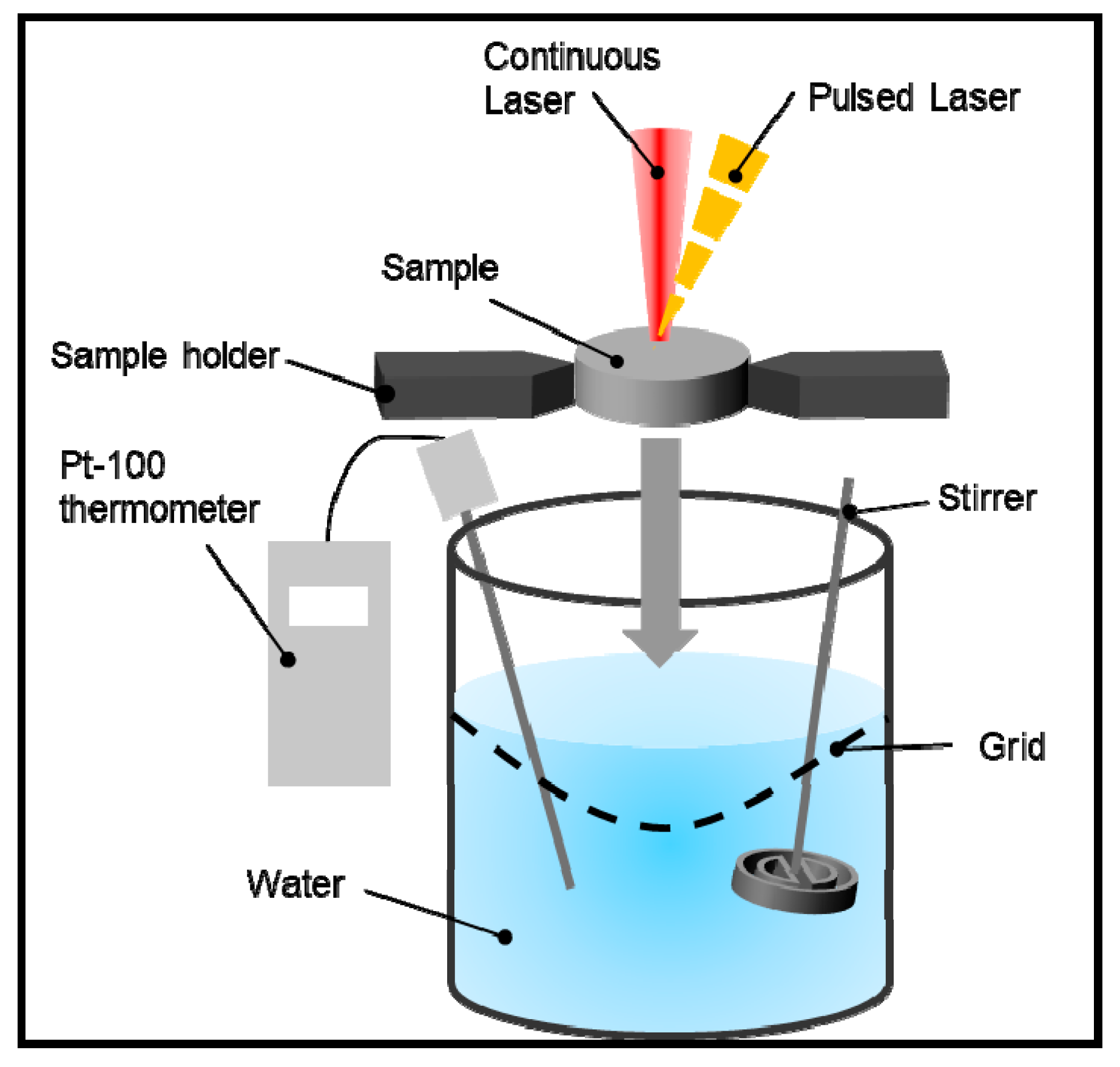
The first setup is a basic research test stand aiming to quantify the change in absorbed energy at different pulsed laser parameters. A schematic of this test stand is shown in
Figure 2. The principle of the setup is similar to a calorimeter. A round sample with a diameter of 30 mm and a thickness of 5 mm is clamped in a holder which is situated above an isolating vessel filled with 600 mL of water at 21 °C. The sample is then processed for 41 s at 400 W continuous laser power and different sets of pulsed laser powers and frequencies.
The values are shown in
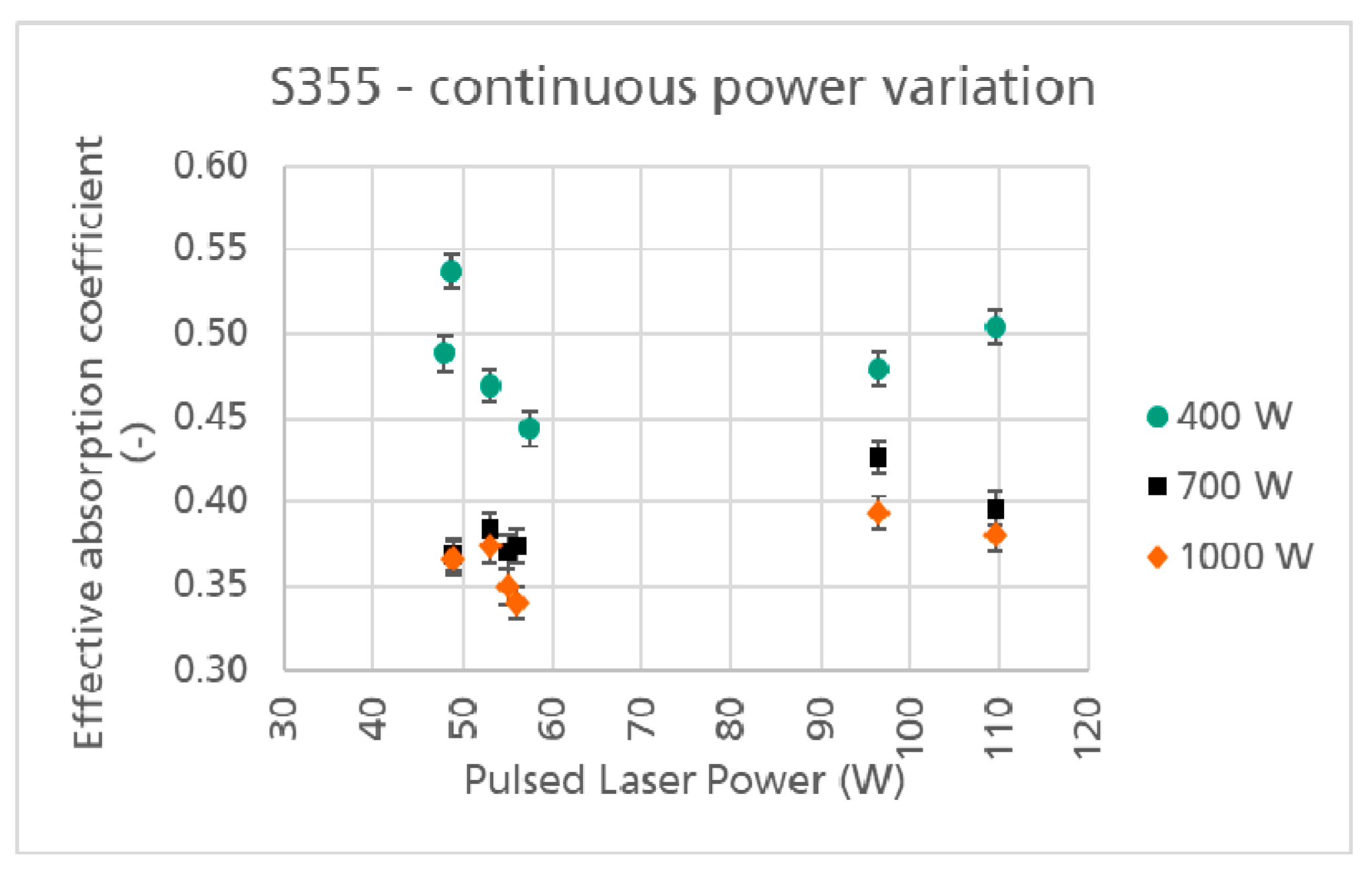
Table 2. Due to the internal laser configuration, the range of applicable diode currents and thereby power is smaller at 5000 W. All the used parameter sets lead to a formation of a pw-induced surface plasma on the substrate. For some of the used pulsed laser parameter sets, the impact of a variation of the cw power is also studied.
After laser treatment, by opening the sample clamping system by a compressed air valve, the sample is dropped into the water where it is held at mid-level by a coarse metallic grid. Directly afterwards, the vessel is closed with a polystyrene cover and a Pt-100 thermometer (TC Mess- und Regeltechnik GmbH, Mönchengladbach, Germany) is inserted into the water. While stirring the water, the temperature raise is measured until a stagnation is observed. The certainty of the used Pt-100 thermometer was evaluated by calibration in an accredited laboratory. In the considered temperature range, the measurement deviation is −0.3 K. As only temperature differences are examined, this deviation can be neglected in the following calculations. The error to be included is therefore the inaccuracy of the display which is ± 0.1 K.
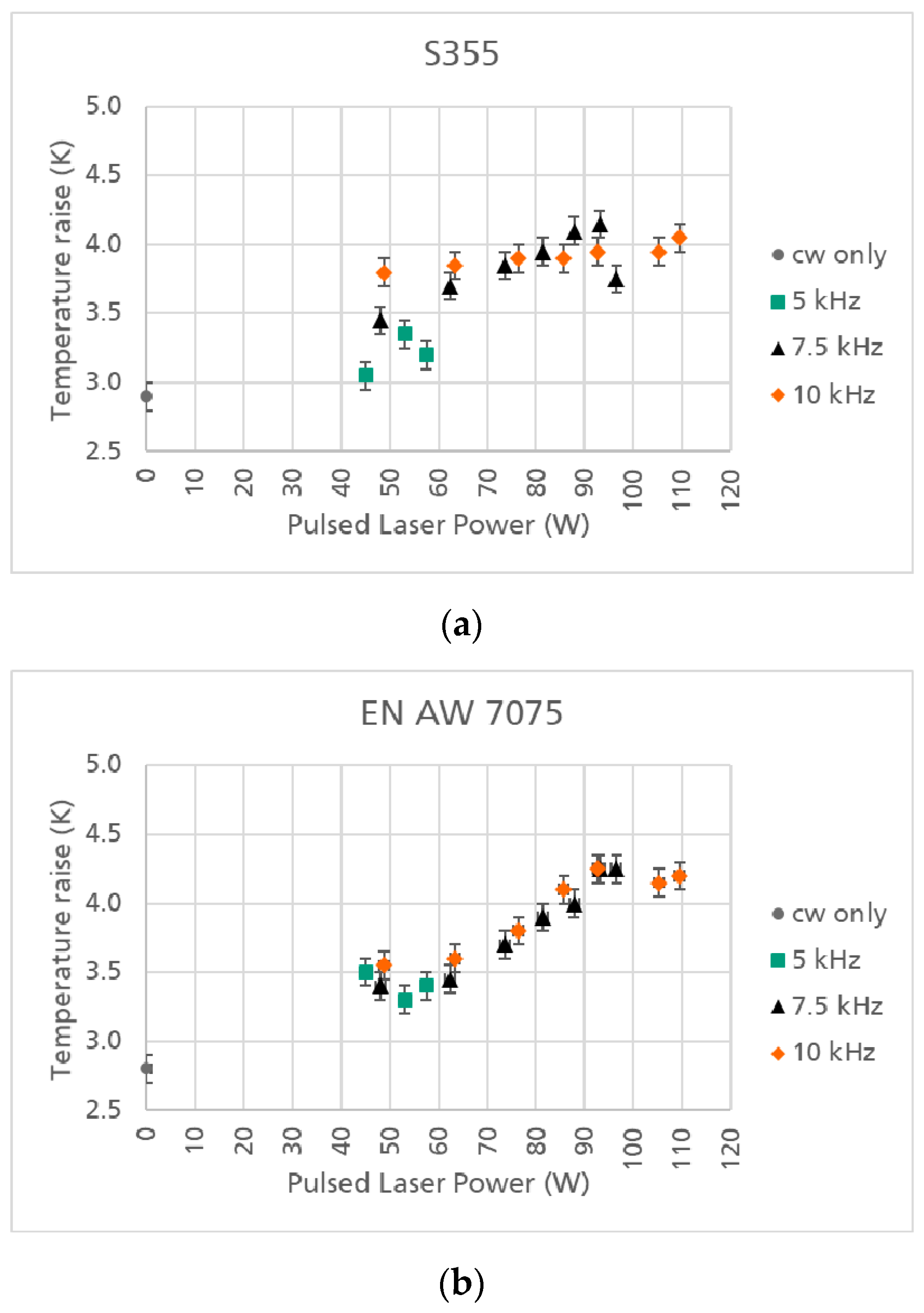
For every measurement, a new sample and fresh water are used to ensure identic initial conditions. Every experiment with a given parameter set is carried out two times. The measurements are realized for S355 steel and EN AW 7075 aluminum samples. In the following, the measured temperatures can be employed to calculate the thermal energy absorbed by the sample by the equation:
where m
L and m
S are the masses of the liquid and the sample, respectively, c
L and c
s the corresponding specific heat capacities, T
0,L and T
0,S the initial temperatures of the liquid and the sample, and T
E the final measured temperature of the water. The material constants have been defined according to [
16,
17]. At the same time, as E
A is transferred to the sample by the laser, it is in relation with the absorption coefficient α, the laser power P
L and the time t
A during which the sample is exposed to the radiation via the following equation:
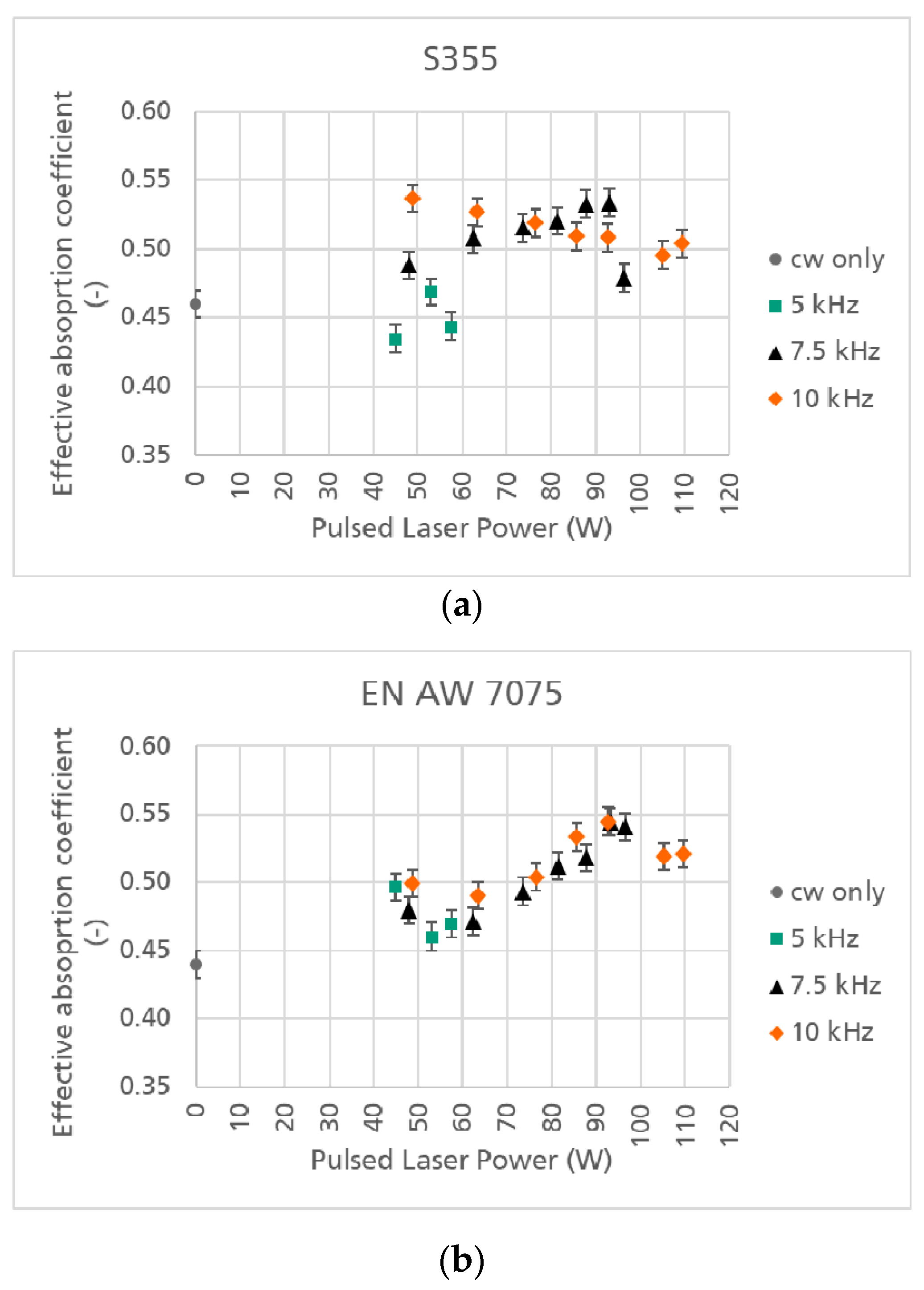
If PL is considered to be the total laser power of pulsed and continuous radiation, the measured temperature can then be used to determine an effective absorption coefficient. As all other parameters are kept constant, variations of αeff can be explained by the pw-induced plasma dynamics. It has to be mentioned that this approach is only valid if energy losses due to evaporation effects and thermal conduction to the surroundings are neglected. In the range of the measured temperatures and the duration of each measurement, differences in thermal conduction (for example to the vessel) are not significant. To exclude an evaporation influence, the respective masses of the samples and of the water were determined before and after the experiments. Significant differences as a function of the applied pulsed laser parameters could not be found, so that evaporation-induced losses can be ignored. Thus, the measured temperatures and related calculated values are comparable among each other.
The second setup is dedicated to evaluate the influence of the pulsed laser on the real dual beam LMD-w process. Welding trials with single welding tracks are realized with a 1.2 mm tool steel wire (commercial name QuFe13 from Quada [
18]) on S355 steel plates. The plate dimensions are 250 × 80 × 15 mm³. The different sample size has been selected as a deposition on the small disks would lead to welding tracks with too short length for the evaluation of process stability. In addition, the process reproducibility can be studied by depositing several welding beads next to each other on the same plate. The parameters are at first selected in such a way that the process works in a stable way with the cw laser only. This is the case at 2500 W continuous laser power, 1000 mm/min machine feed rate, and 1800 mm/min wire velocity for a back feeding setup.
In the following, the change in surface temperature of the workpiece when the pulsed laser is added to the process is studied by means of a two-color pyrometer (Dr. Mergenthaler GmbH & Co. KG, Neu-Ulm, Germany, model LASCON V3.76). The used pw parameters are the same as in the first experiment. The temperature is measured on the cladded bead just behind the deposition zone and the mean temperature during the process is determined for each welding trial. The induced temperature difference as a comparable value is calculated based on the surface temperature recorded before each start of the process.
A final experiment aims to verify the hypothesis of process energy saving thanks to the pulsed laser. Therefore, a pulsed laser beam with a frequency of 7500 Hz and a power of 81 W is added to the continuous laser. Then, the cw power is gradually decreased from 2500 W until the power becomes too low to enable a deposition. The same series is then repeated at continuous laser use only and the threshold values of critical power are compared.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}