Wear Behaviour of High Strength Tool Steel 90MnCrV8 in Contact with Si3N4


Abstract
1. Introduction
2. Materials and Methods
2.1. Hardness Test
2.2. Dry Sliding Test
2.3. Roughness of Counterpart Balls and Tool Steel
3. Results and Discussions
3.1. Wear Behaviour
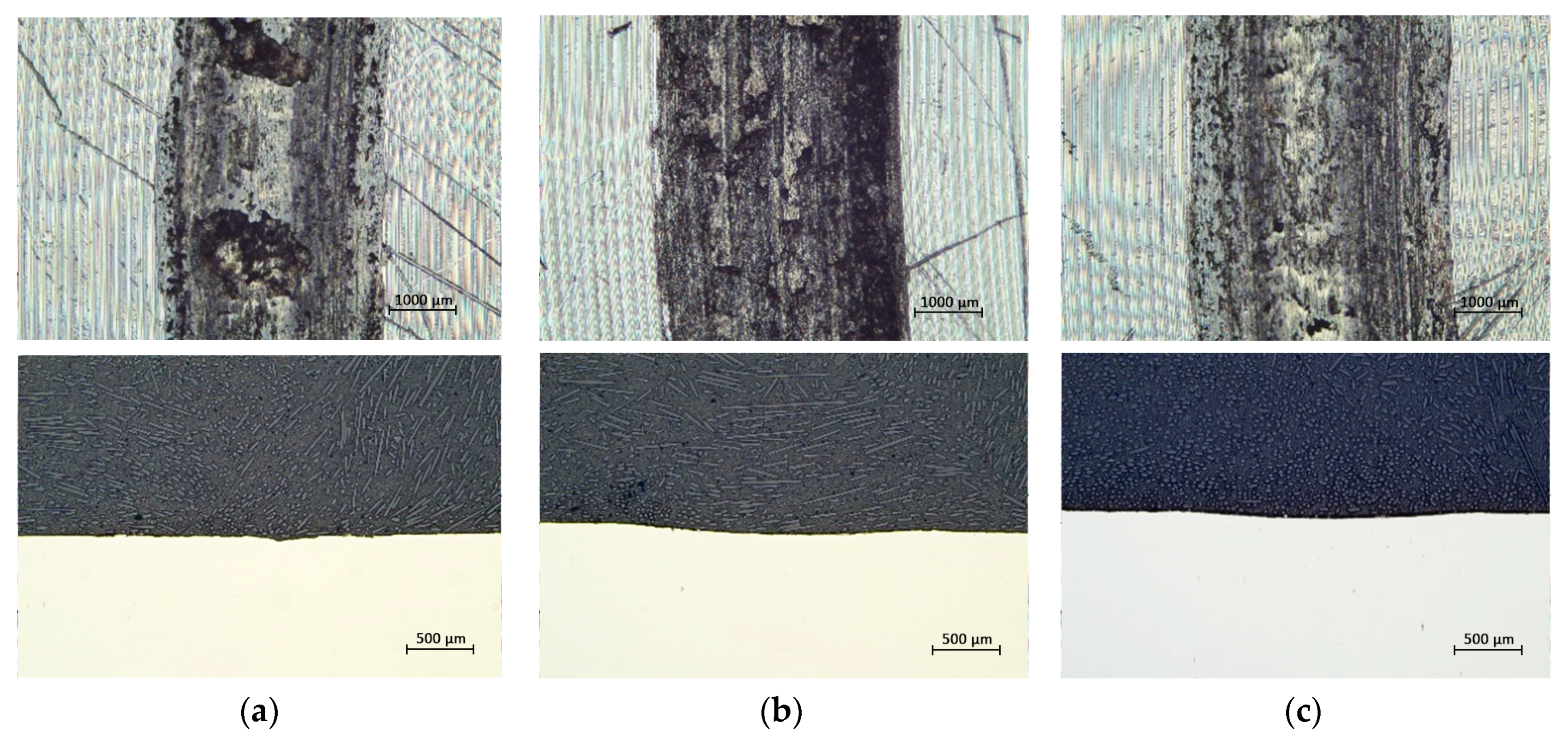
3.2. Wear Mechanisms
3.3. Analysis of Surface Roughness
4. Conclusions
- (1)
- Tool steels that also belong to high strength steels can successfully represent wear resistant steels. Because their chemical composition positively supports the resulting mechanical properties.
- (2)
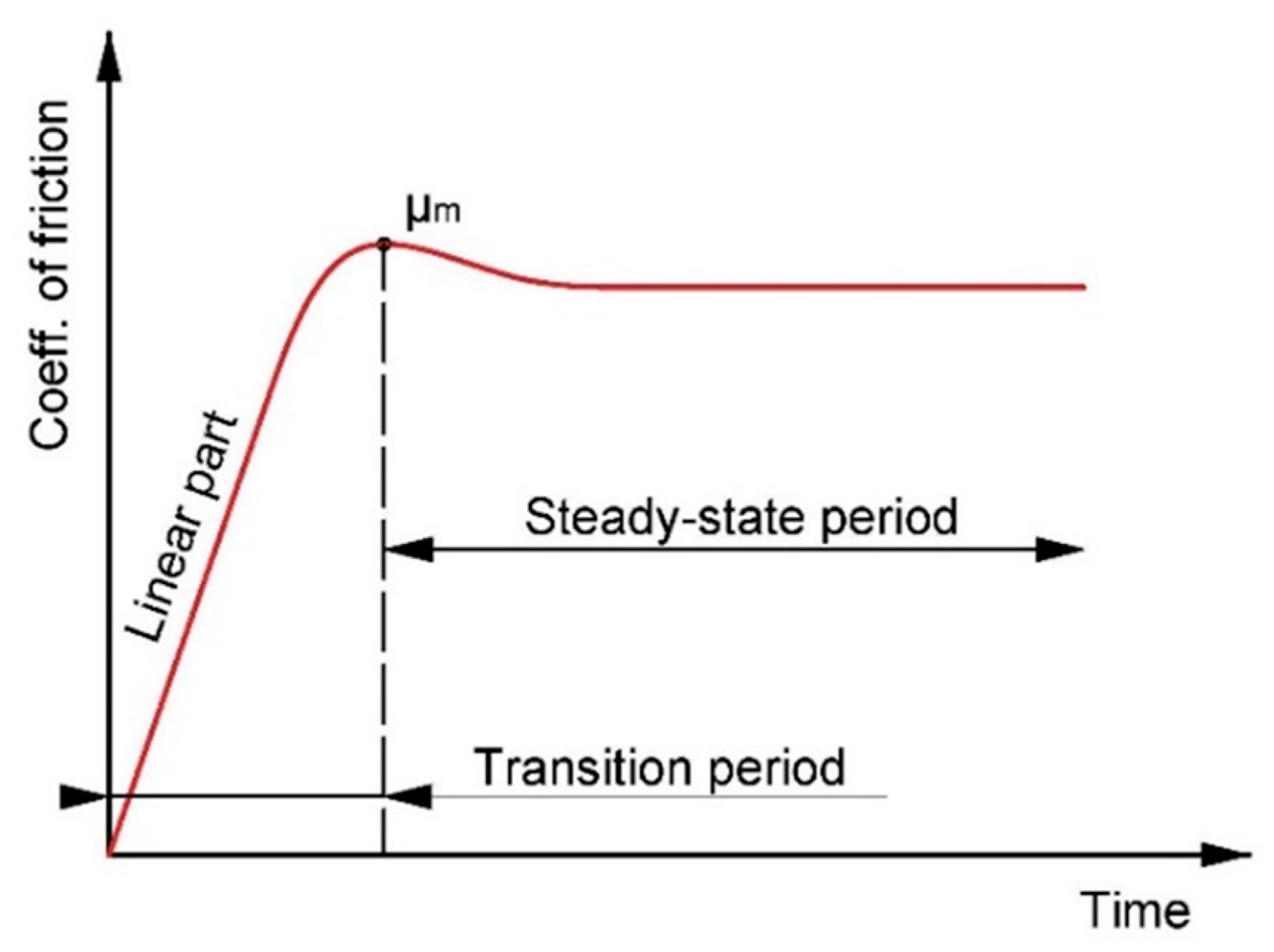
- In the case of tool steel, this hardness is closely linked to the microstructure. The hardness of the ceramic ball is nine times higher and therefore behaves like an abrasive, thus removing microspheres from the 90MnCrV8 steel surface. This is reflected in a sharp increase in the coefficient of friction in the early stages of the friction process.
- (3)
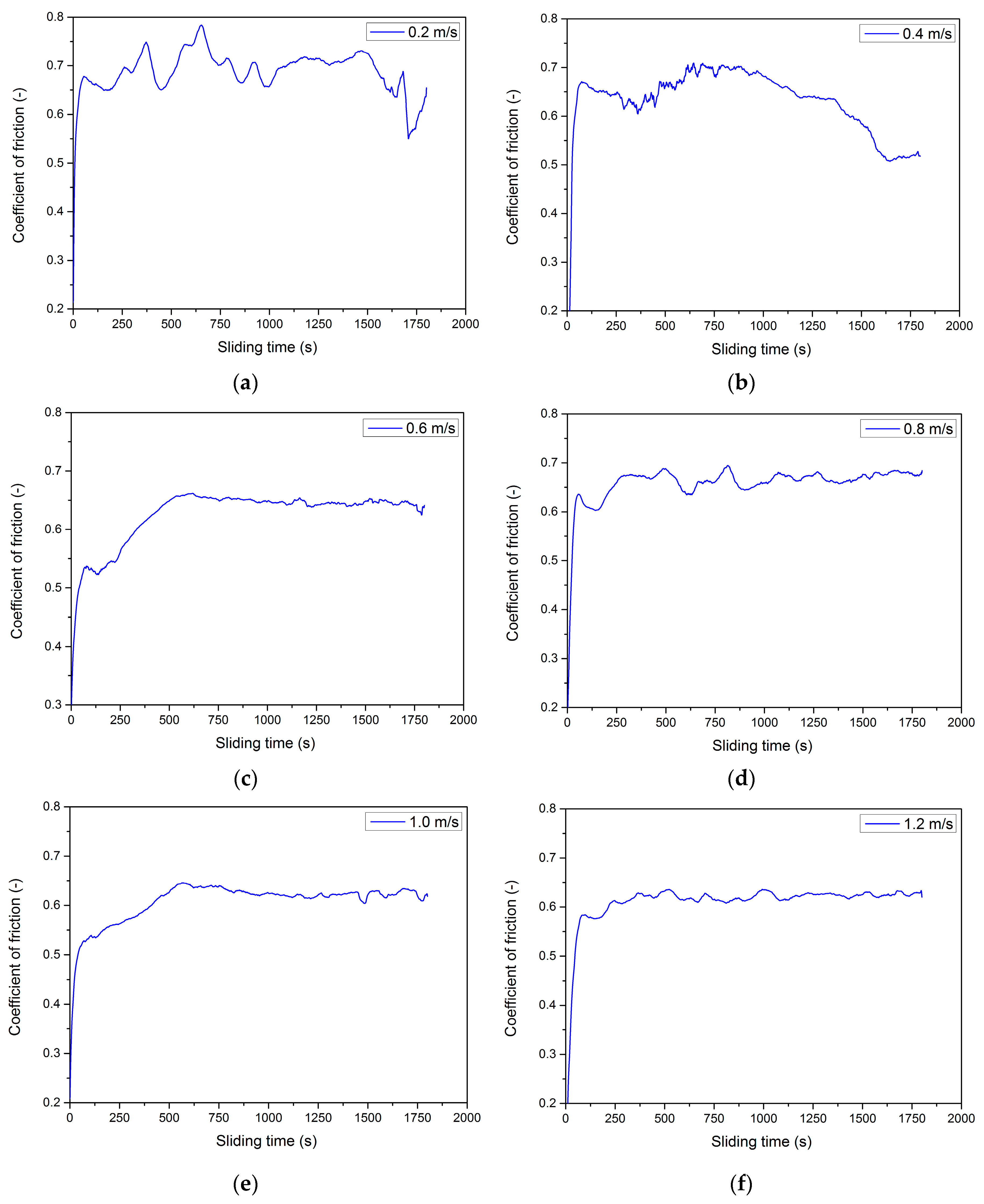
- Another important factor that plays one of the most important roles is the friction speed in tribological testing. Increasing of the friction speed leads to a significant degradation of the material on the sample surface. However, when comparing the specific wear rate at different speeds, it was shown to decrease with increasing speed. This decrease was up to 80% in the case of tool steel and about 50 % in the case of a ceramic ball. This is related to a reduction in the coefficient of friction and an increase in temperature at higher friction speeds.
- (4)
- The roughness of the worn grooves on the experimental samples was improved by increasing of the friction speed. At the highest applied speed of 1.4 m/s, the same roughness of the worn groove as well as the contact surface of the ceramic ball was achieved at Sa = 41 nm.
- (5)
- The coefficient of friction was decreasing due to the increasing of friction speed. This result is associated with increasing of temperature due to increasing of friction speed. Because the increasing temperature positively affects the coefficient of friction due to the change in friction energy on heat, this heat is associated by the vibrational movement of the atoms, which are looser and create less friction resistance.
- (6)
- The friction speed is also closely related to the resulting type of wear on the friction surface of the tool steel. Abrasive as well as adhesive wear occurs at a lower speed. As the friction speed gradually increases, the abrasive wear disappears and only the adhesive wear remains.
Author Contributions
Funding
Conflicts of Interest
References
- Bourithis, L.; Papadimitriou, G.D.; Sideris, J. Comparison of wear properties of tool steels AISI D2 and O1 with the same hardness. Tribol. Int. 2006, 39, 479–489. [Google Scholar] [CrossRef]
- Omer, N.C.; Muammer, K. Experimental investigations on wear resistance characteristics of alternative die materials for stamping of advanced high-strength steels (AHSS). Int. J. Mach. Tools Manuf. 2009, 49, 897–905. [Google Scholar]
- Miloradović, N.; Vujanac, R.; Mitrović, S.; Miloradović, D. Dry Sliding Wear Performance of ZA27/SiC/GraphiteComposites. Metals 2019, 9, 717. [Google Scholar] [CrossRef]
- Ekinovića, S.; Dolinšek, S.; Begovića, E. Machinability of 90MnCrV8 steel during high-speed machining. J. Mater. Process. Technol. 2005, 162, 603–608. [Google Scholar] [CrossRef]
- Dubovská, R.; Majerík, J. The research analysis of surface finish and wear on the special tribological device. Procedia Eng. 2015, 100, 730–736. [Google Scholar] [CrossRef]
- Dobrocky, D.; Pokorný, Z.; Studený, Z.; Van Doan, T. Analyse of tribological properties of layers created by plasma nitriding + DLC. Manuf. Technol. 2018, 18, 379–386. [Google Scholar] [CrossRef]
- Jaros, A.; Sedlak, J.; Vondra, J. Investigation of the influence of pvd coatings for dry groove milling. MM Sci. J. 2018, 2516–2520. [Google Scholar] [CrossRef]
- Balasundar, I.; Raghu, T. Effect of friction model in numerical analysis of equal channel angular pressing process. Mater. Des. 2010, 31, 449–457. [Google Scholar] [CrossRef]
- Djavanroodi, F.; Ebrahimi, M. Effect of die channel angle, friction and back pressure in the equal channel angular pressing using 3d finite element simulation. Mater. Sci. Eng. 2010, 527, 1230–1235. [Google Scholar] [CrossRef]
- Dumoulin, S.; Roven, H.J.; Werenskiold, J.C.; Valberg, H.S. Finite element modeling of equal channel angular pressing: Effect of material properties, friction and die geometry. Mater. Sci. Eng. 2005, 410, 248–251. [Google Scholar] [CrossRef]
- Yang, Y.L.; Lee, S. Finite element analysis of strain conditions after equal channel angular extrusion. J. Mater. Process. Technol. 2003, 140, 583–587. [Google Scholar] [CrossRef]
- Krbaťa, M.; Majerík, J.; Barényi, I.; Mikušová, I.; Kusmič, D. Mechanical and tribological features of the 90MnCrV8 steel after plasma nitriding. Manuf. Technol. 2019, 19, 238–242. [Google Scholar] [CrossRef]
- Barrena, M.I.; Gómez de Salazar, J.M.; Matesanz, L. Interfacial microstructure and mechanical strength of WC-Co/90MnCrV8 cold work tool steel diffusion bonded joint with Cu/Ni electroplated interlayer. Mater. Des. 2010, 31, 3389–3394. [Google Scholar] [CrossRef]
- Kusmic, D.; Doan, T.V.; Pilch, O.; Krbaťa, M. Corrosion resistance and tribological properties of plasma nitrided and tenifered 42CrMo4 steel. In Proceedings of the 25th Anniversary International Conference on Metallurgy and Materials, Brno, Czech Republic, 25–27 May 2016; pp. 47–81. [Google Scholar]
- Park, J.Y.; Kim, C.H. The α- to β-Si3N4 Transformation in the Presence of Liquid Silicon. J. Mater. Sci. 1988, 23, 233049–233054. [Google Scholar] [CrossRef]
- Pearson, R.; Shipway, P.H.; Abere, J.O.; Hewitt, R.A.A. The effect of temperature on wear and friction of a high strength steel in fretting. Wear 2013, 303, 622–631. [Google Scholar] [CrossRef]
- Obata, F.; Konishi, D.; Yamamoto, K.; Hashimoto, N.; Aoishi, M. Effects of surface roughness on friction coefficient of plate bricks (Part 2): Sliding characteristics at elevated temperature. Jpn. J. Tribol. 2001, 47, 384–391. [Google Scholar]
- Wanga, Y.; Yanga, Q.; Chenb, J.; Zhoub, J. Graphite and nickel containing tin Bronze-steel bimetals as lead free bearing materials. Mater. Res. 2016, 19, 770–775. [Google Scholar] [CrossRef]
- Jiang, J.; Ma, A.; Song, D.; Yang, D.; Shi, J.; Wang, K. Anticorrosion behavior of ultrafine-grained Al-26 wt% Si alloy fabricated by ECAP. J. Mater. Sci. 2012, 47, 7744–7750. [Google Scholar] [CrossRef]
- Srivastava, A.K.; Das, D. Microstructural characterization of Hadfield austenitic manganese steel. J. Mater. Sci. 2008, 43, 5654–5658. [Google Scholar] [CrossRef]
- Dong, H. Tribological properties of titanium-based alloys. In Surface Engineering of Light Alloys; Woodhead Publishing: Boca Raton, FL, USA, 2010; pp. 58–80. [Google Scholar]
- Ogata, S.; Hirosaki, N.; Koce, C.; Shibutani, Y. A comparative ab initio study of the ‘ideal’ strength of single crystal α- and β-Si3N4. Acta Mater. 2004, 52, 233–238. [Google Scholar] [CrossRef]
- O’Hare, P.A.G.; Tomaszkiewicz, I.; Beck, C.M.; Seifertd, H.J. Thermodynamics of silicon nitride. I. Standard molar enthalpies of formation ΔfHmoat the temperature 298.15 K of α-Si3N4and β-Si3N4. J. Chem. Thermodyn. 1999, 31, 303–322. [Google Scholar] [CrossRef]
- Ewais, E.M.M.; Attia, M.A.A.; Abousree-Hegazy, A.; Bordia, R.K. Investigation of the effect of ZrO2 and ZrO2/Al2O3 additions on the hot-pressing and properties of equimolecular mixtures of α- and β-Si3N4. Ceram. Int. 2010, 36, 1327–1338. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | Cr | V | P |
|---|---|---|---|---|---|---|
| min-max | 0.85–0.95 | 0.10–0.40 | 1.20–2.10 | 0.20–0.50 | 0.05–0.15 | 0.00–0.03 |
| Spectral analysis | 0.92 | 0.35 | 1.95 | 0.40 | 0.112 | 0.02 |
| Material | Hardness (HRC) | Modulus of Elasticity (GPa) | Tensile Strength (MPa) | Proof Strength Rp0.2 (MPa) | Thermal Conductivity (W/m °C) | Specific Heat (J/kg °C) |
|---|---|---|---|---|---|---|
| X153CrMoV12 | 62–68 | 210 | 839 | 322 | 23 | 43 |
| Sample | Sliding Speed (m/s) | Load (N) | Rotation Radius (mm) | Time of Rotation (s) |
|---|---|---|---|---|
| 1. | 0.2 | 50 | 19 | 1800 |
| 2. | 0.4 | |||
| 3. | 0.6 | |||
| 4. | 0.8 | |||
| 5. | 1.0 | |||
| 6. | 1.2 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krbata, M.; Eckert, M.; Majerik, J.; Barenyi, I. Wear Behaviour of High Strength Tool Steel 90MnCrV8 in Contact with Si3N4. Metals 2020, 10, 756. https://doi.org/10.3390/met10060756
Krbata M, Eckert M, Majerik J, Barenyi I. Wear Behaviour of High Strength Tool Steel 90MnCrV8 in Contact with Si3N4. Metals. 2020; 10(6):756. https://doi.org/10.3390/met10060756
Chicago/Turabian StyleKrbata, Michal, Maros Eckert, Jozef Majerik, and Igor Barenyi. 2020. "Wear Behaviour of High Strength Tool Steel 90MnCrV8 in Contact with Si3N4" Metals 10, no. 6: 756. https://doi.org/10.3390/met10060756
APA StyleKrbata, M., Eckert, M., Majerik, J., & Barenyi, I. (2020). Wear Behaviour of High Strength Tool Steel 90MnCrV8 in Contact with Si3N4. Metals, 10(6), 756. https://doi.org/10.3390/met10060756