Effect of Mg–Ti Treatment on Nucleation Mechanism of TiN Inclusions and Ferrite





Abstract
1. Introduction
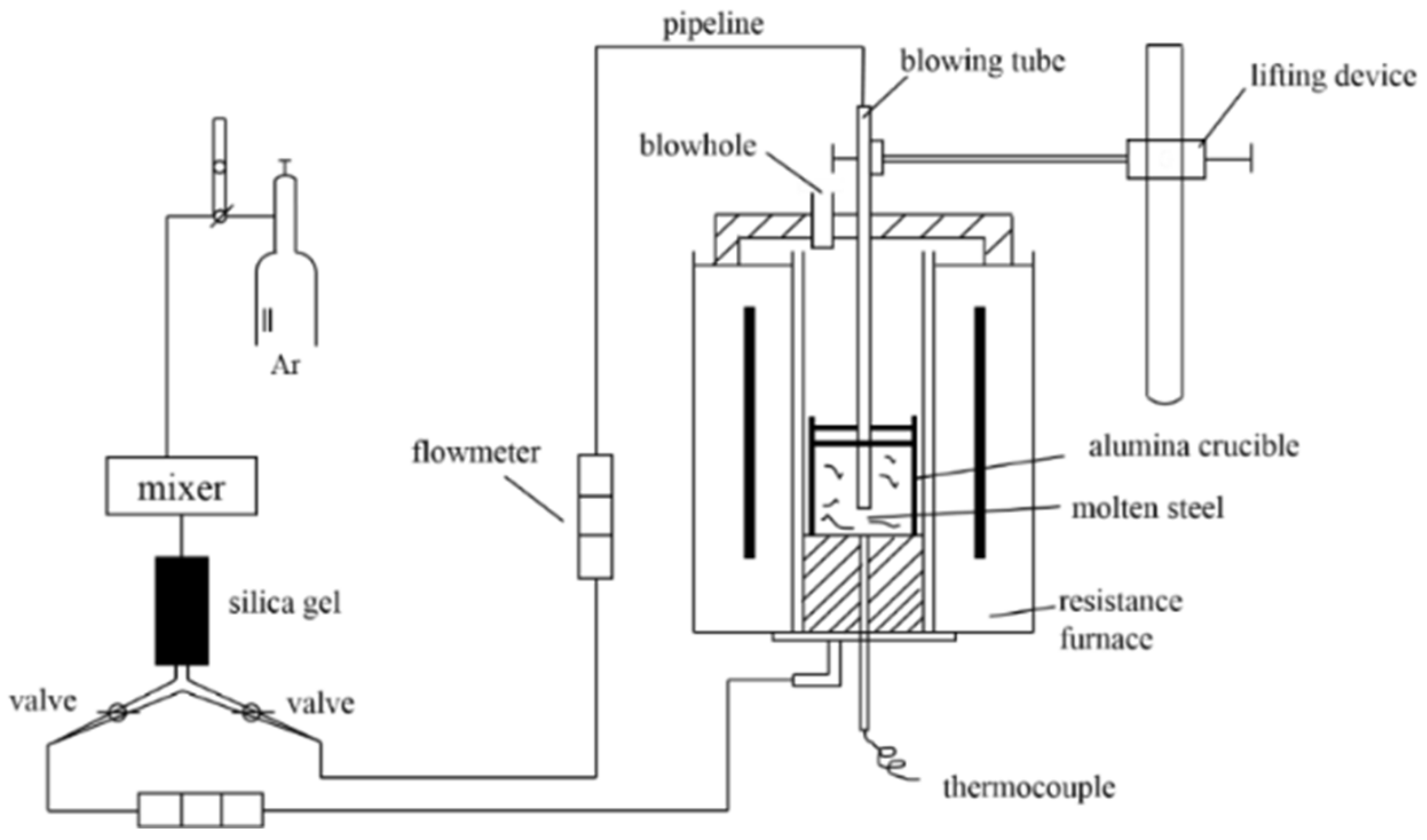
2. Materials and Methods
3. Results
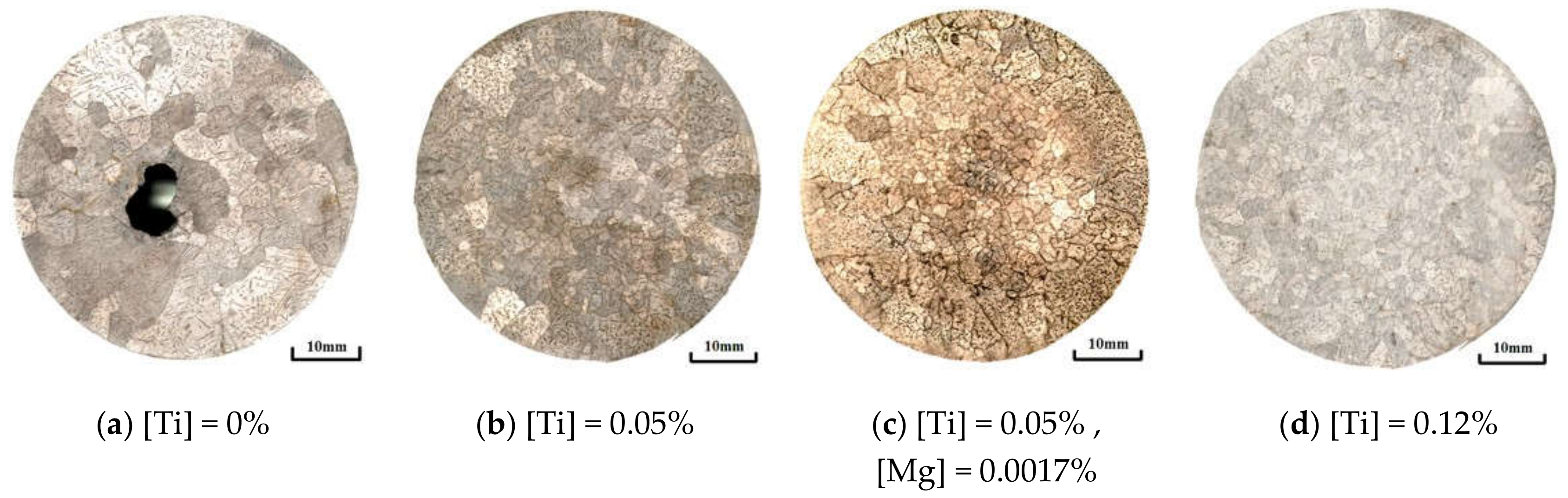
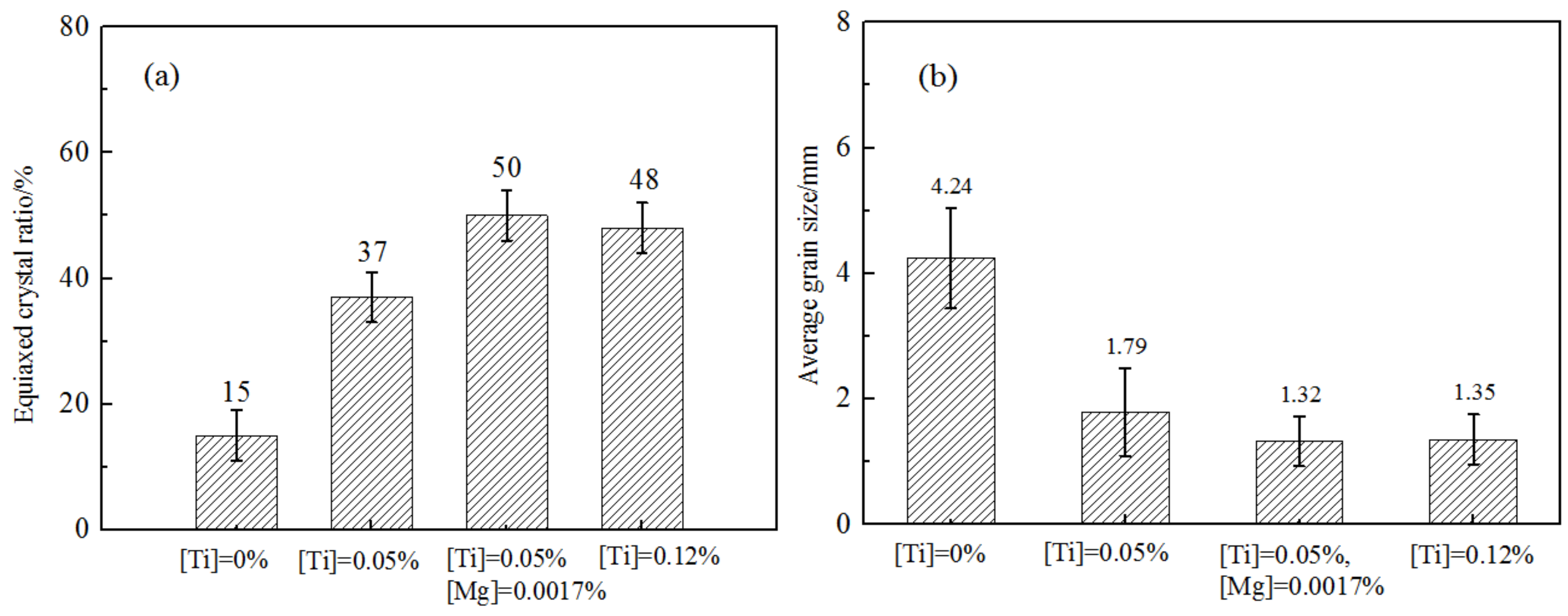
3.1. Solidification Structure
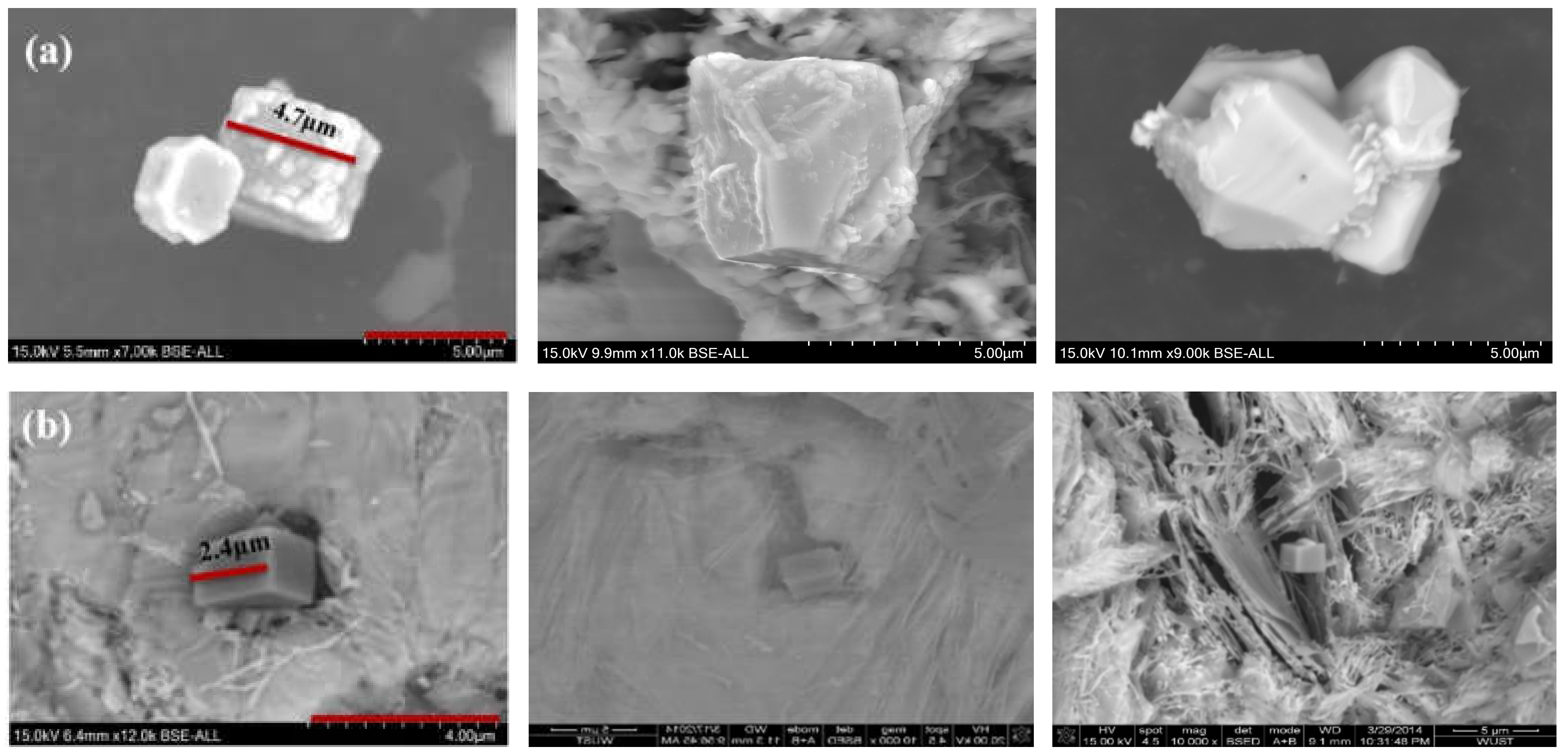
3.2. The Characteristic and Composition of TiN Inclusions
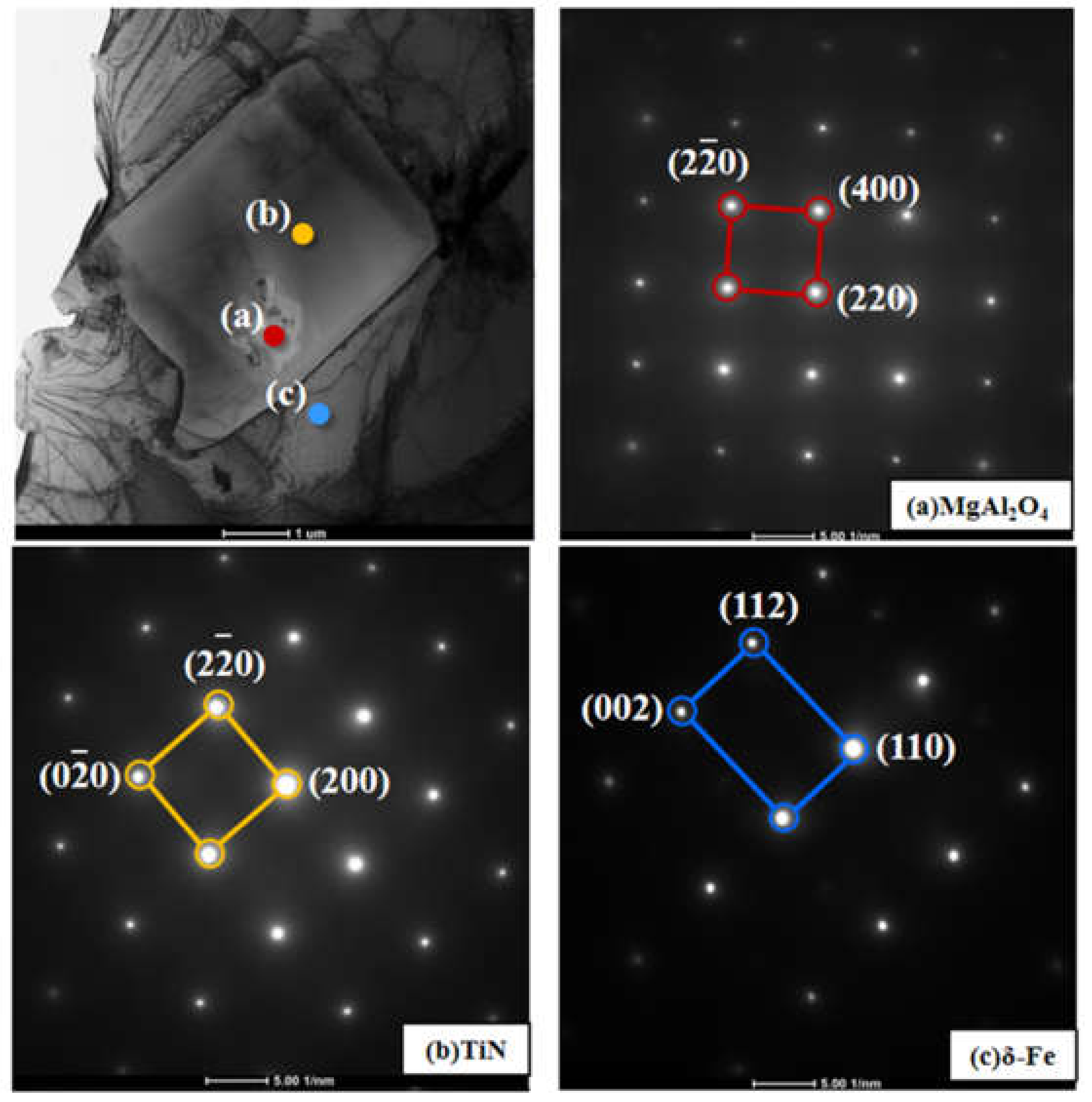
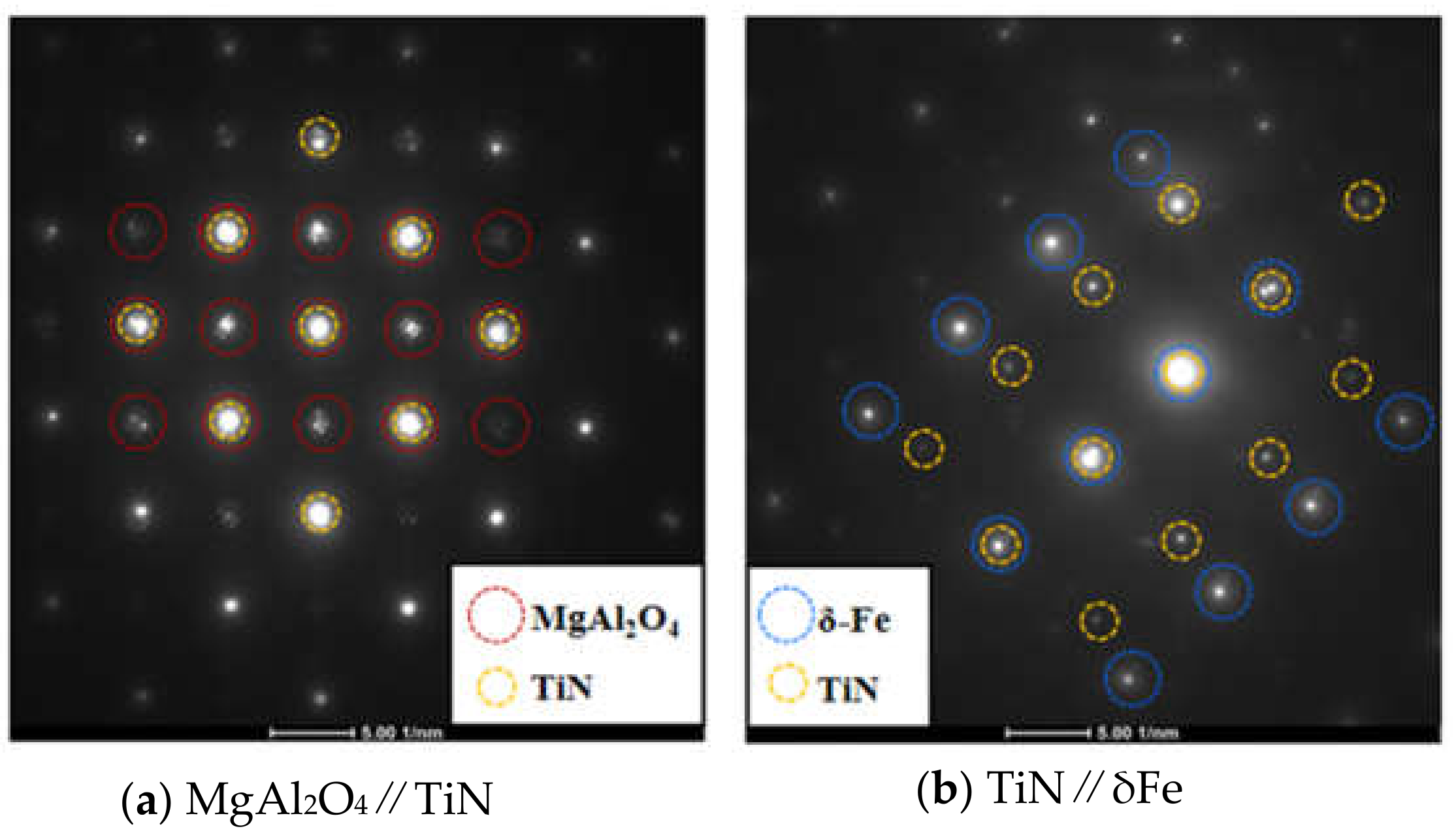
3.3. The Formation Mechanism of Complex Nucleus
4. Discussion
4.1. The Nucleation Effect
4.2. Relationship between Undercooling and TiN Formation
5. Conclusions
- (1)
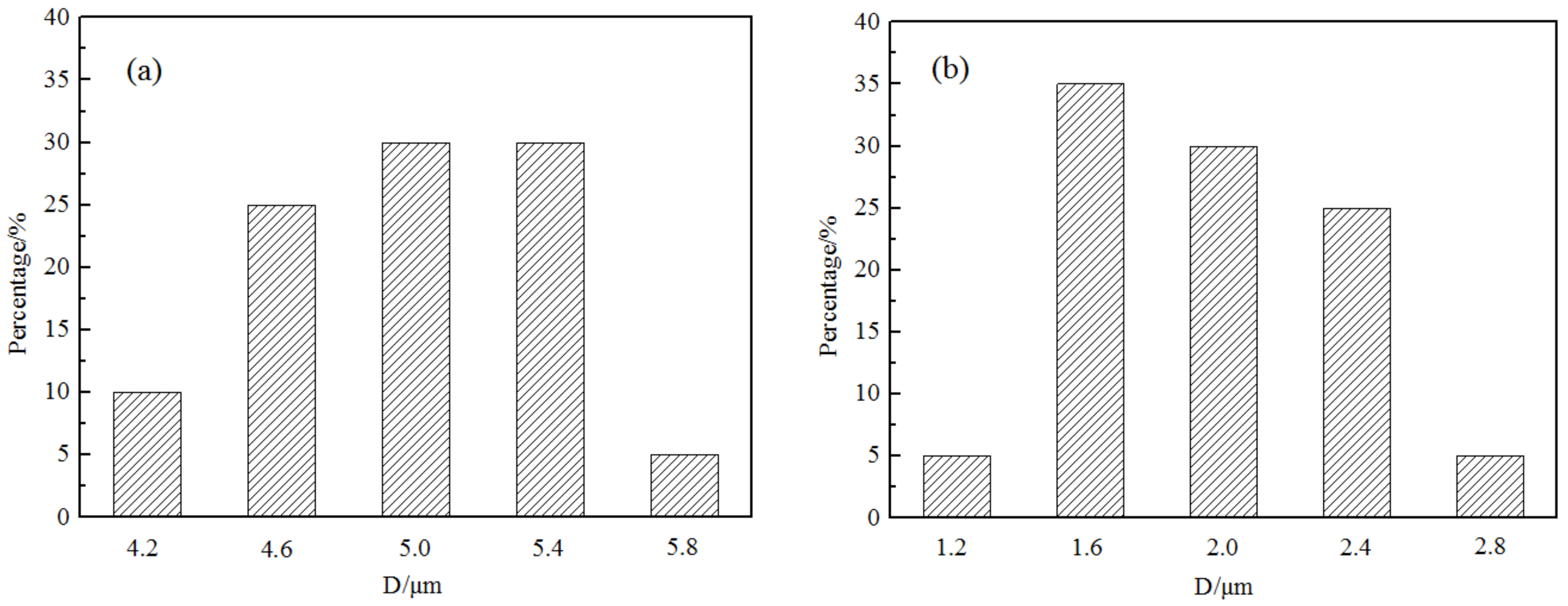
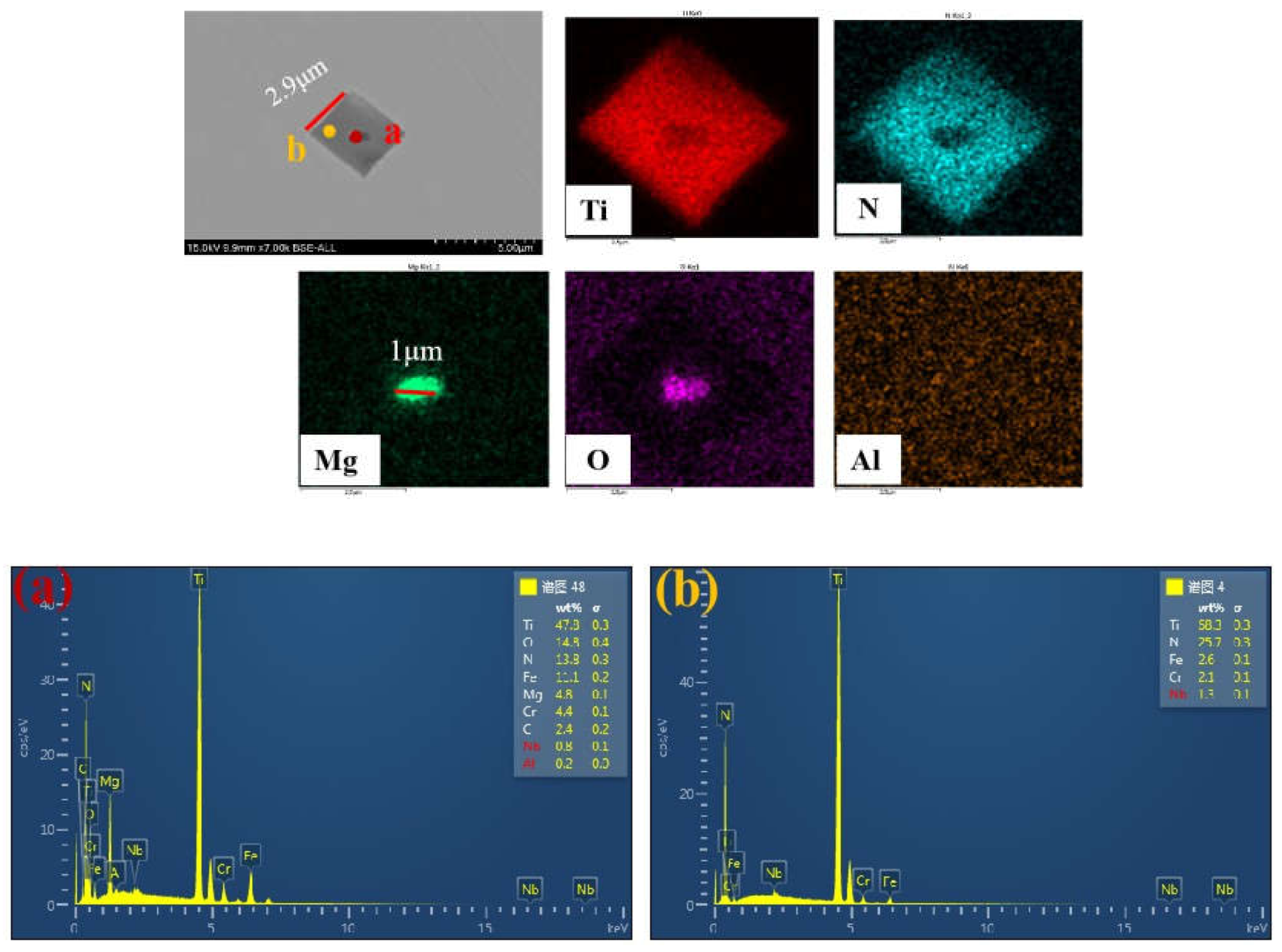
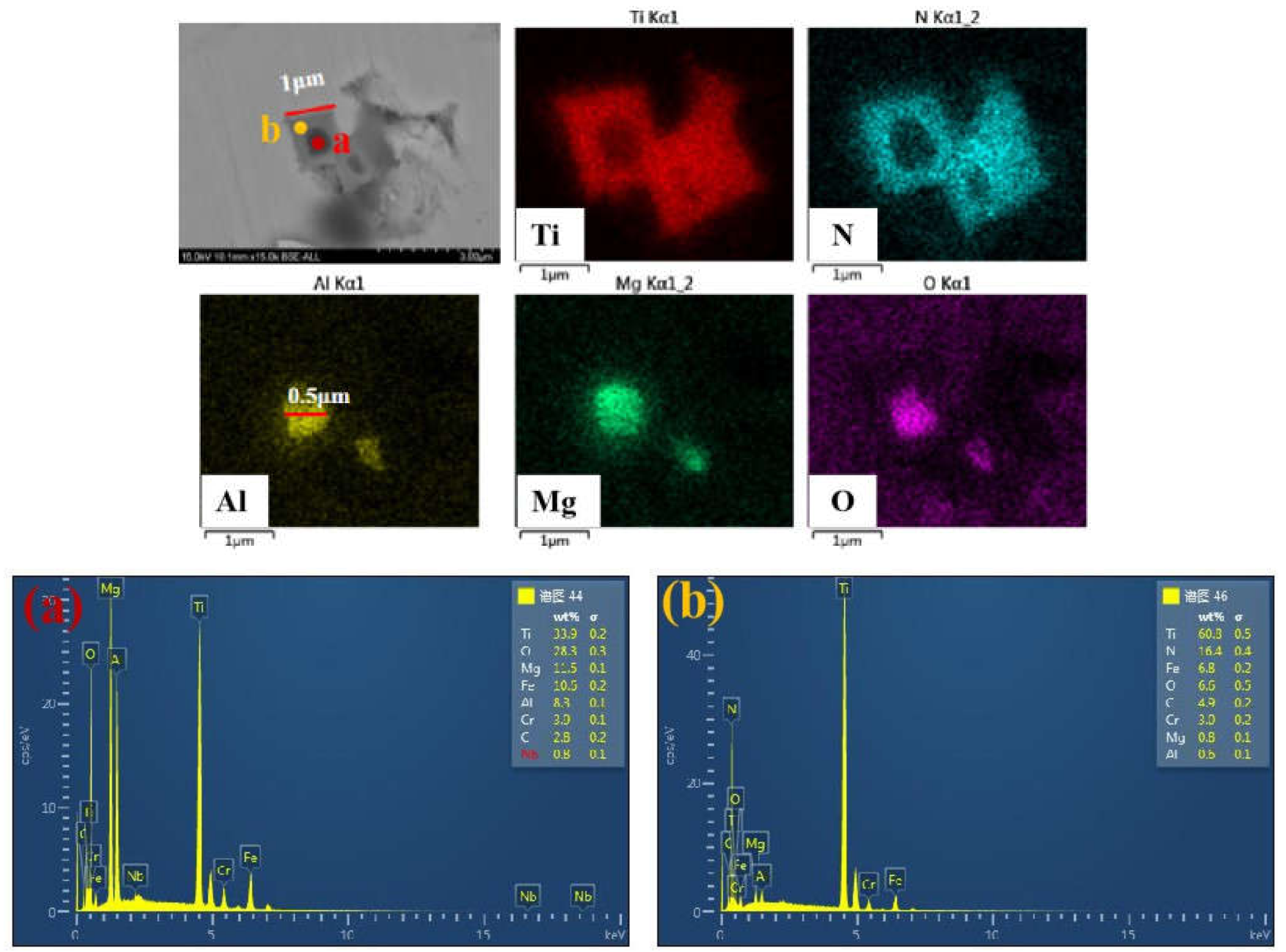
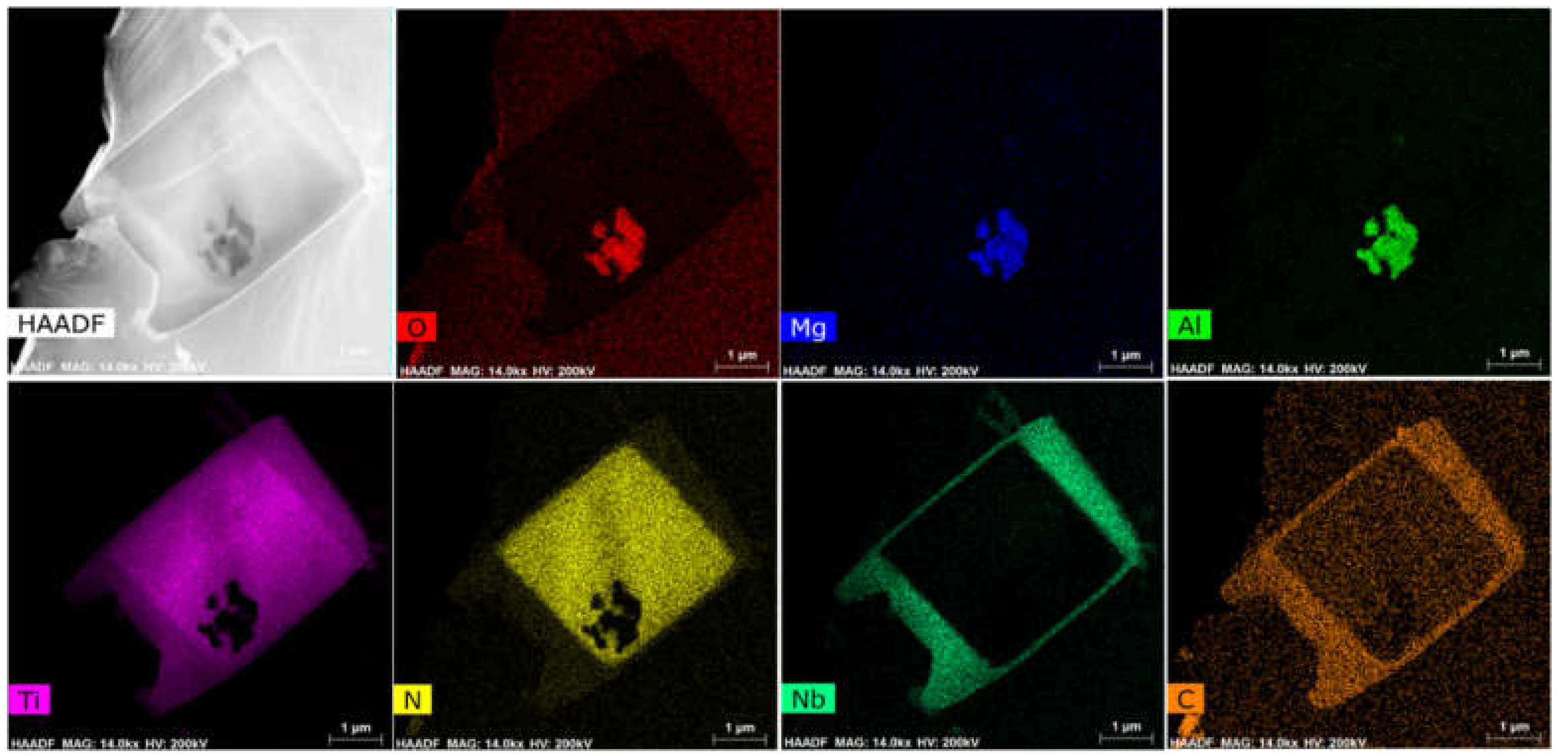
- Addition of Ti element is beneficial to refining microstructure. The equiaxed crystal ratio increased from 15% to 37% after adding only 0.05% Ti. Based on this, the equiaxed crystal ratio was improved from 37% to 50% with an additional 17 ppm of Mg element. TiN particles could promote nucleation of the δ-Fe phase to refine the ferrite structure. After the addition of Mg element, the size of TiN particles decreased. Moreover, TiN had a core of MgO or MgAl2O4 in this case, which promoted formation of TiN particles.
- (2)
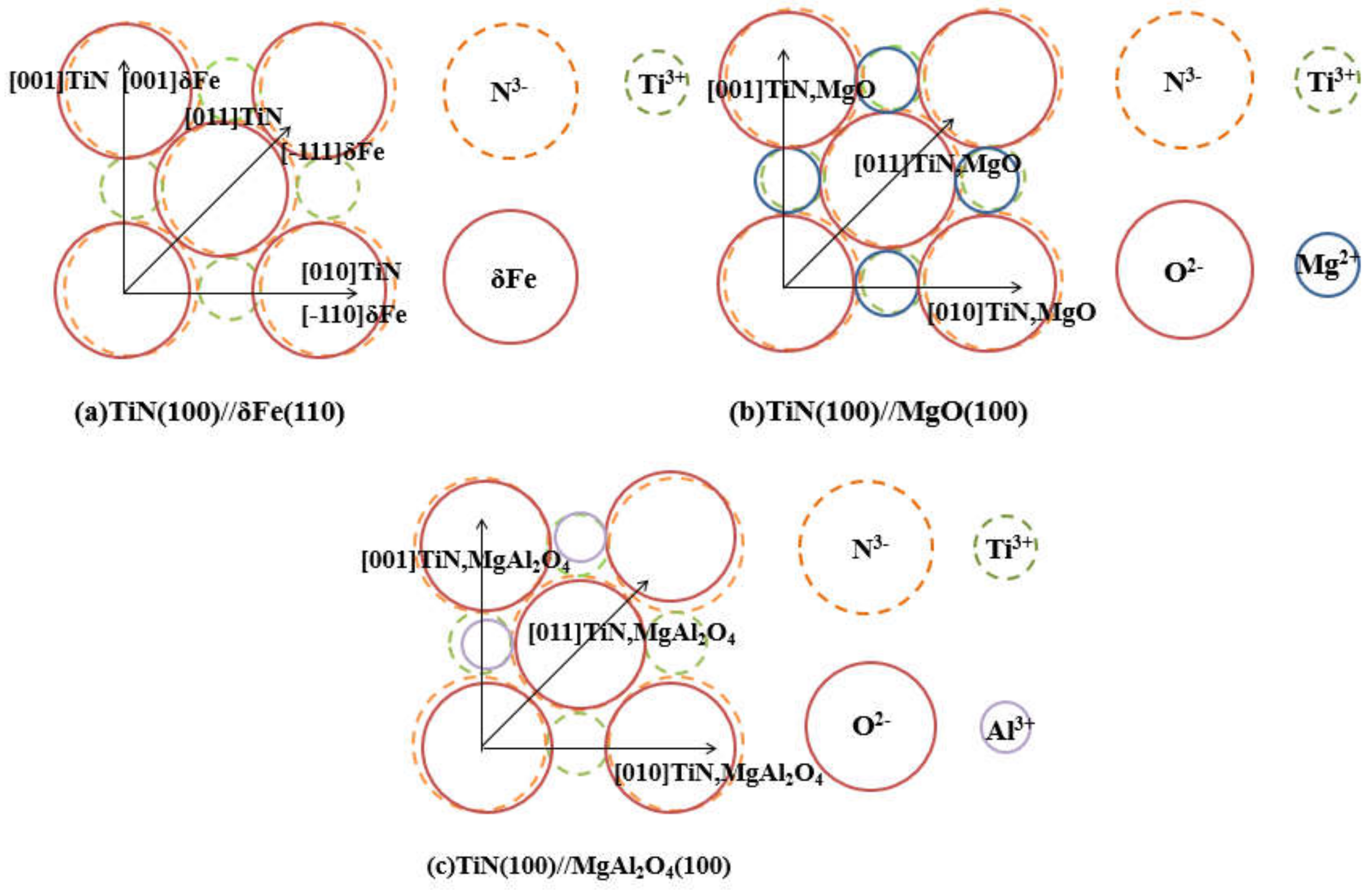
- The crystal relationships is (200)TiN//(110)δ-Fe and (400)MgAl2O4//(200)TiN among TiN δ-Fe and MgAl2O4. According to the interface coherence theory, the disregistry between MgO and TiN is 0.068 and that between MgAl2O4 and TiN is 5.02. Similarly, the disregistry between TiN and δ-Fe is 4.41. All of them belong to the effective nucleation range.
- (3)
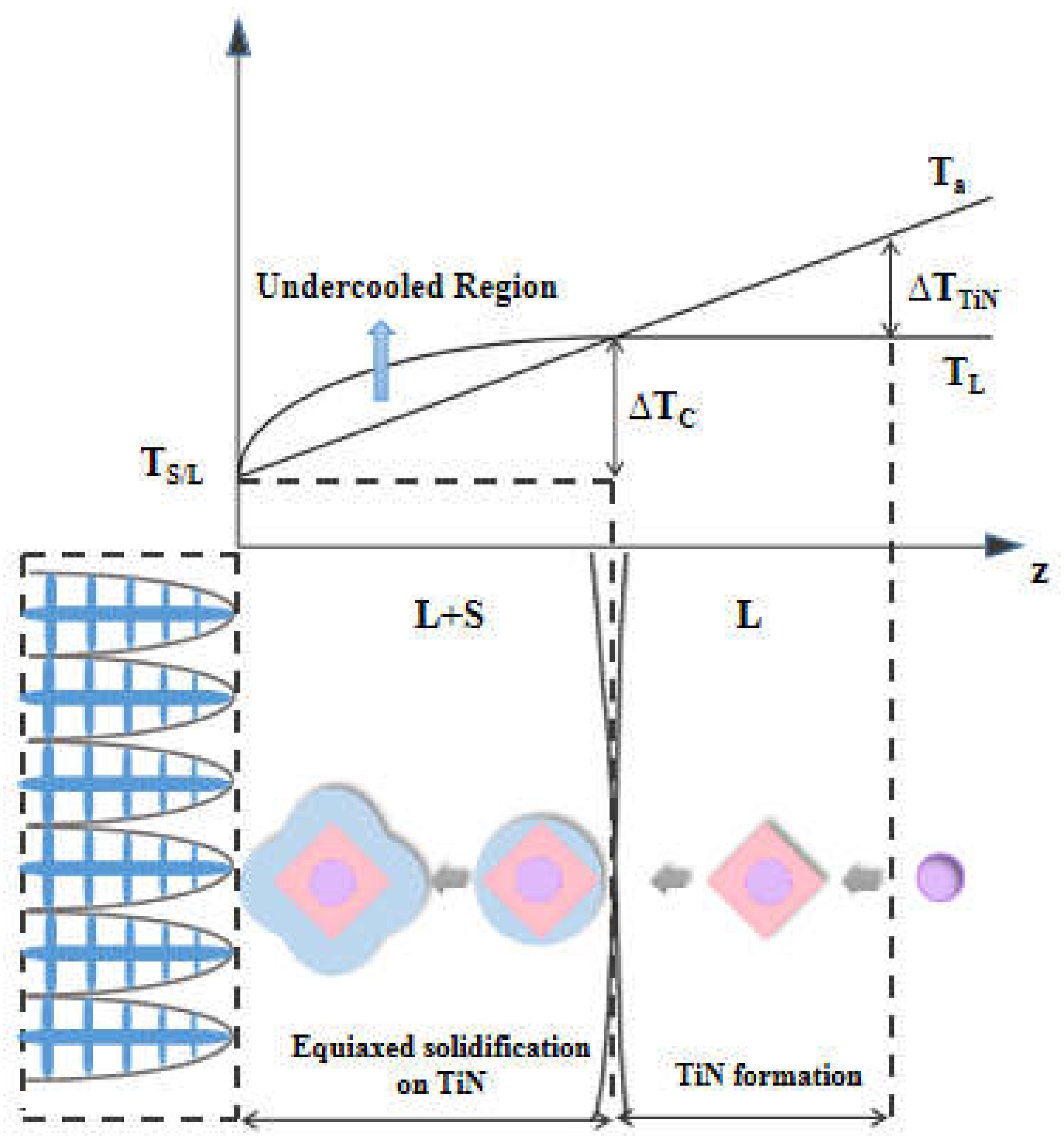
- The presence of MgO and MgAl2O4 in the molten steel enhanced the nucleation of TiN particles. A large amount of TiN prticles begin to formed which distributed uniformly produced the maximum of constitutional undercooling before the solid–liquid interface exceeding the subcooling of heterogeneous nucleation. A new nucleation has occurred which inhibits the growth of the columnar crystal and enhanced the equiaxed crystal ratio.
Author Contributions
Funding
Conflicts of Interest
References
- Suzuki, K.; Asami, S.; Suzuki, K. Formation of Ridging Related to the Banded Segregation Pattern of Cr and C on Ferritic Stainless-Steel Sheet. ISIJ Int. 1983, 23, 731–737. [Google Scholar]
- Fujimura, H.; Tsuge, S.; Komizo, Y.; Nishizawa, A. Effect of Oxide Composition on Solidification Structure of Ti Added Ferritic Stainless Steel. Tetsu Hagane 2001, 87, 707–712. [Google Scholar]
- Koseki, T.; Inoue, H.; Fukuda, Y.; Nogami, A. Numerical simulation of equiaxed grain formation in weld solidification. Sci. Technol. Adv. Mat. 2003, 4, 183–195. [Google Scholar]
- Nakajima, K.; Hasegawa, H.; Khumkoa, S.; Huang, K. Effect of catalyst on heterogeneous nucleation in Fe-Ni-Cr alloys. ISIJ Int. 2006, 46, 801–806. [Google Scholar]
- Nakajima, K.; Ohta, H.; Suito, H.; Jonsson, P. Effect of Oxide Catalyst on Heterogeneous Nucleation in Fe-10mass%Ni Alloys. ISIJ Int. 2006, 46, 807–813. [Google Scholar] [CrossRef]
- Park, J.S.; Park, J.H. Effect of Mg-Ti deoxidation on the formation behavior of equiaxed crystals during rapid solidification of iron alloys. Steel. Res. Int. 2014, 85, 1303–1309. [Google Scholar]
- Janis, J.; Karasev, A.; Nakajima, K. Effect of Secondary Nitride Particles on Grain Growth in a Fe-20 mass% Cr Alloy Deoxidised with Ti and Zr. ISIJ Int. 2013, 53, 476–483. [Google Scholar] [CrossRef][Green Version]
- Kim, S.K.; Suito, H.; Inoue, R. Effect of multi-phase oxide particles on TiN crystallization and solidification structure in Ti-added ferritic stainless steel. ISIJ Int. 2012, 52, 1935–1944. [Google Scholar]
- Park, J.H. Effect of inclusions on the solidification structures of ferritic stainless steel: Computational and experimental study of inclusion evolution. Calphad 2011, 35, 455–462. [Google Scholar] [CrossRef]
- Kang, Y.; Mao, W.-M.; Chen, Y.; Jing, J.; Cheng, M. Influence of Nb content on grain size and mechanical properties of 18wt% Cr ferritic stainless steel. Mater. Sci. Eng. A 2016, 677, 453–464. [Google Scholar] [CrossRef]
- Fu, J.; Nie, Q.; Qiu, W.; Sun, J.; Li, F. Crystallography, and growth mechanism of TiN in Fe-17Cr stainless steel during solidification. J. Mater. Process. Tech. 2018, 253, 43–50. [Google Scholar]
- Pervushin, G.V.; Suito, H. Precipitation behavior of TiN in Fe-10mass%Ni alloy during solidification and isothermal holding at 1400 °C. ISIJ Int. 2001, 41, 728–737. [Google Scholar]
- Pervushin, G.V.; Suito, H. Effect of primary deoxidation products of Al2O3, ZrO2, Ce2O3 and MgO on TiN precipitation in Fe-10mass%Ni alloy. ISIJ Int. 2001, 41, 748–756. [Google Scholar]
- Ohta, H.; Suito, H. Effects of N, C and Si Contents and MgO on Dispersion of TiN Particles in Fe-1.5%Mn-0.05(0.15) %C Alloy. ISIJ Int. 2007, 47, 197–206. [Google Scholar] [CrossRef]
- Hultman, L.; Sundgren, J.-E.; Hesse, D. Mg–Ti–spinel formation by interfacial solid-state reaction at the TiN/MgO interface. J. Mater. Res. 1989, 4, 1266–1271. [Google Scholar] [CrossRef]
- Hou, Y.Y.; Chen, G.G. Formation Mechanism and Nucleation Effect of Ti2O3-TiN Complex Nucleus at Solidification Front of 18Cr Ferritic Stainless Steel. Metall. Mater. Trans. B 2019, 50, 1351–1364. [Google Scholar]
- Kimura, K.; Fukumoto, S.; Shigesato, G.; Takahashi, A. Effect of Mg Addition on Equiaxed Grain Formation in Ferritic Stainless Steel. ISIJ Int. 2013, 53, 2167–2175. [Google Scholar]
- Kang, Y.; Mao, W.-M.; Chen, Y.; Jing, J.; Cheng, M. Effect of Ti content on grain size and mechanical properties of UNS S44100 ferritic stainless steel. Mater. Sci. Eng. A 2016, 677, 211–221. [Google Scholar] [CrossRef]
- Yin, X.; Sun, Y.; Yang, Y.; Bai, X.; Barati, M. Formation of Inclusions in Ti-Stabilized 17Cr Austenitic Stainless Steel. Metall. Mater. Trans. B 2016, 47, 3274–3284. [Google Scholar]
- Descotes, V.; Migot, S.; Robaut, F.; Belot, J.P.; Perrin-Guérin, V.; Witzke, S.; Jardy, A. TEM characterization of a titanium nitride (TiN) inclusion in a Fe-Ni-Co maraging steel. Metall. Mater. Trans. A 2015, 46, 2793–2795. [Google Scholar]
- Park, J.; Kim, D.; Park, J.H. TEM characterization of a TiN-MgAl2O4 epitaxial interface. J. Alloy. Compd. 2017, 695, 476–481. [Google Scholar] [CrossRef]
- Kim, J.Y.; Oh, N.R.; Oh, Y.H.; Cho, Y.T.; Lee, W.B.; Kim, S.K.; Hong, H.U. Hetero-epitaxial nucleation of ferrite at a TiN encapsulating MgAl2O4 during rapid solidification in a newly developed ferritic stainless steel. Mater. Charact. 2017, 132, 348–353. [Google Scholar]
- Storms, E.K.; Krikorian, N.H. The Variation of Lattice Parameter with Carbon Content of Niobium Carbide. J. Phys. Chem. 1959, 63, 1747–1749. [Google Scholar]
- Brauer, G.; Esselborn, R. Nitridphasen des Niobs. Z. Anorg. Chem. 1961, 309, 151–170. [Google Scholar]
- Houska, C. Thermal expansion and atomic vibration amplitudes for TiC, TiN, ZrC, ZrN, and pure tungsten. J. Phys. Chem. Solids 1964, 25, 359–366. [Google Scholar] [CrossRef]
- Hultman, L.; Hesse, D.; Chiou, W.A. Mg-Ti-spinel formation at the TiN/MgO interface by solid state reaction: Confirmation by high-resolution electron microscopy. J. Mater. Res. 1991, 6, 1744–1749. [Google Scholar]
- Bramfitt, B.L. The effect of carbide and nitride additions on the heterogeneous nucleation behavior of liquid iron. Metall. Mater. Trans. B 1970, 1, 2958. [Google Scholar]
- Lee, M.H.; Park, J.H. Effect of Nitrogen and Refractory Material on TiN Formation and Equiaxed Grain Structure of Ferritic Stainless Steel. Metall. Mater. Trans. B 2018, 49, 877–893. [Google Scholar]
- Wang, L.; Yang, L.; Zhang, D.; Xia, M.; Wang, Y.; Li, J. The Role of Lattice Misfit on Heterogeneous Nucleation of Pure Aluminum. Met. Mater. Trans. A 2016, 47, 5012–5022. [Google Scholar] [CrossRef]
- Park, J.S.; Lee, C.; Park, J.H. Effect of Complex Inclusion Particles on the Solidification Structure of Fe-Ni-Mn-Mo Alloy. Metall. Mater. Trans. A 2012, 43, 1550–1564. [Google Scholar]
- Zarif, M.; Mckay, B.; Schumacher, P. Study of Heterogeneous Nucleation of Eutectic Si in High-Purity Al-Si Alloys with Sr Addition. Metall. Mater. Trans. A 2011, 42, 1684–1691. [Google Scholar]
- Li, J.H.; Barrirero, J.; Engstler, M.; Aboulfadl, H.; Mücklich, F.; Schumacher, P. Nucleation and Growth of Eutectic Si in Al-Si Alloys with Na Addition. Met. Mater. Trans. A 2014, 46, 1300–1311. [Google Scholar] [CrossRef]
- Stjohn, D.H.; Prasad, A.; Easton, M.A.; Quian, M. The Contribution of Constitutional Supercooling to Nucleation and Grain Formation. Metall. Mater. Trans. A 2015, 46, 4868–4885. [Google Scholar]
- Stjohn, D.H.; Qian, M.; Easton, M.A.; Cao, P. The Interdependence Theory: The relationship between grain formation and nucleant selection. Acta Mater. 2011, 59, 4907–4921. [Google Scholar]
- Prasad, A.; Yuan, L.; Lee, P.D.; John, D. The Interdependence model of grain nucleation: A numerical analysis of the Nucleation-Free Zone. Acta Mater. 2013, 61, 5914–5927. [Google Scholar] [CrossRef]
- Cramb, A.W. The Making, Shaping and Treating of Steel: Continuous Casting Volume; AISE Steel Foundation: Pittsburgh, PA, USA, 2003. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | Ni | Cr | Ti | Mg | N |
|---|---|---|---|---|---|---|---|---|
| Sample 1 | 0.05 | 0.41 | 0.45 | 0.30 | 16.4 | 0 | 0 | 0.040 |
| Sample 2 | 0.06 | 0.46 | 0.41 | 0.38 | 15.7 | 0.05 | 0 | 0.053 |
| Sample 3 | 0.06 | 0.45 | 0.43 | 0.39 | 16.1 | 0.05 | 0.0017 | 0.048 |
| Sample 4 | 0.05 | 0.47 | 0.45 | 0.35 | 16.5 | 0.12 | 0 | 0.056 |
| Substance | Structure | Lattice Constant/(10−8 cm) | Lattice Constant (1773 K)/(10−8 cm) |
|---|---|---|---|
| TiN | fcc | 4.2419 | 4.3055 |
| δ-Fe | bcc | 2.8664 | 2.9396 |
| MgO | fcc | 4.216 | 4.302 |
| MgAl2O4 | fcc | 8.0887 | 8.1778 |
| Case | [uvw]s | [uvw]n | d[uvw]s | d[uvw]n | θ(deg) | δ (%) |
|---|---|---|---|---|---|---|
| (100)TiN//(110)δ-Fe | [001] | [−111] | 4.305 | 4.156 | 45 | 4.41 |
| [011] | [001] | 3.044 | 2.939 | 45 | ||
| [010] | [−110] | 4.305 | 4.156 | 0 | ||
| (100)MgO//(100)TiN | [001] | [001] | 4.302 | 4.305 | 0 | 0.068 |
| [011] | [011] | 3.042 | 3.044 | 0 | ||
| [010] | [010] | 4.302 | 4.305 | 0 | ||
| (100)MgAl2O4//(100)TiN | [001] | [001] | 4.089 | 4.305 | 0 | 5.02 |
| [011] | [011] | 2.891 | 3.044 | 0 | ||
| [010] | [010] | 4.089 | 4.305 | 0 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qu, T.; Zhang, C.; Wang, D.; Zhan, J.; Tian, J.; Hou, D. Effect of Mg–Ti Treatment on Nucleation Mechanism of TiN Inclusions and Ferrite. Metals 2020, 10, 755. https://doi.org/10.3390/met10060755
Qu T, Zhang C, Wang D, Zhan J, Tian J, Hou D. Effect of Mg–Ti Treatment on Nucleation Mechanism of TiN Inclusions and Ferrite. Metals. 2020; 10(6):755. https://doi.org/10.3390/met10060755
Chicago/Turabian StyleQu, Tianpeng, Caiwei Zhang, Deyong Wang, Jie Zhan, Jun Tian, and Dong Hou. 2020. "Effect of Mg–Ti Treatment on Nucleation Mechanism of TiN Inclusions and Ferrite" Metals 10, no. 6: 755. https://doi.org/10.3390/met10060755
APA StyleQu, T., Zhang, C., Wang, D., Zhan, J., Tian, J., & Hou, D. (2020). Effect of Mg–Ti Treatment on Nucleation Mechanism of TiN Inclusions and Ferrite. Metals, 10(6), 755. https://doi.org/10.3390/met10060755