The Thermomechanical Finite Element Analysis of 3003-H14 Plates Joined by the GMAW Process



Abstract
:1. Introduction
2. Materials and Methods
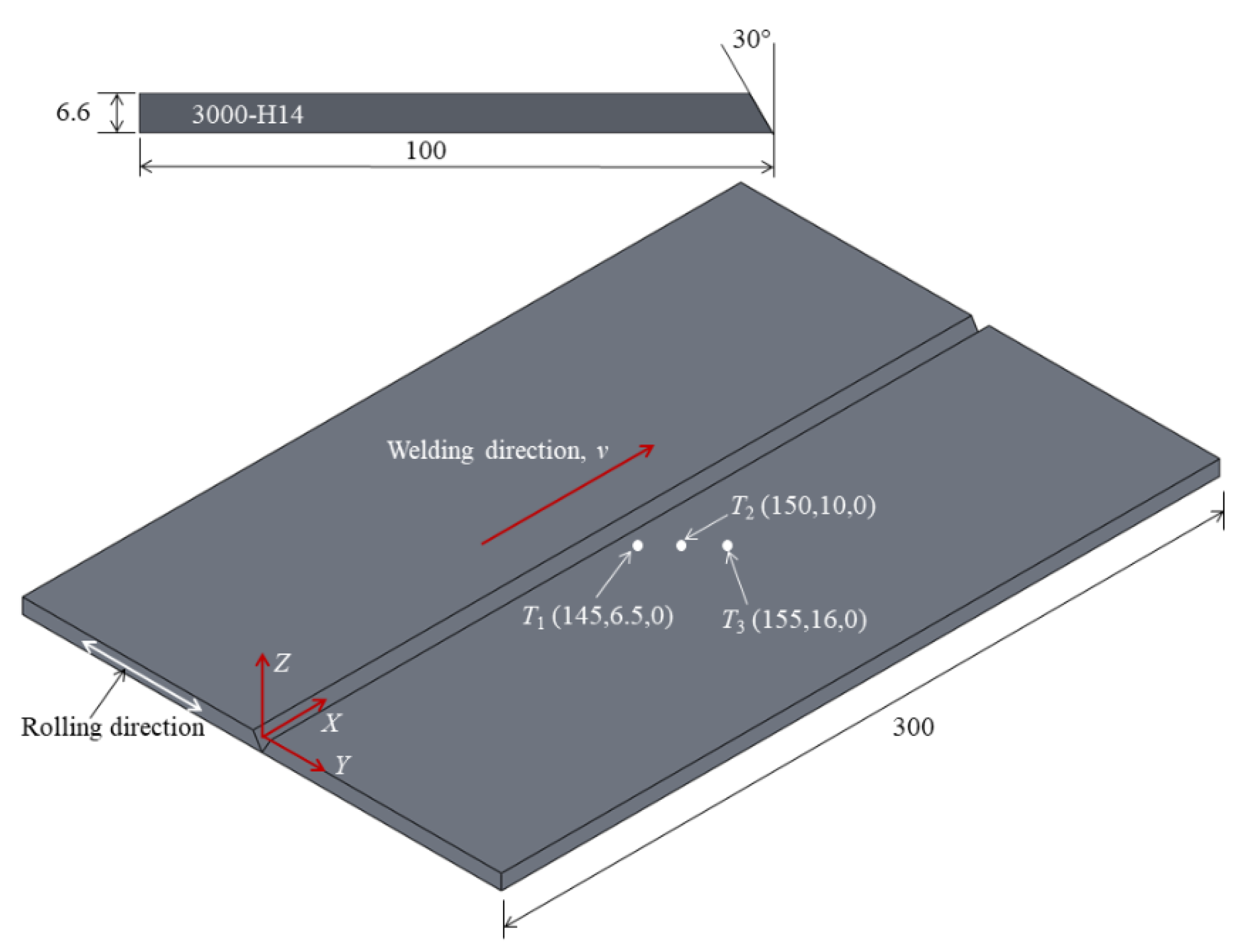
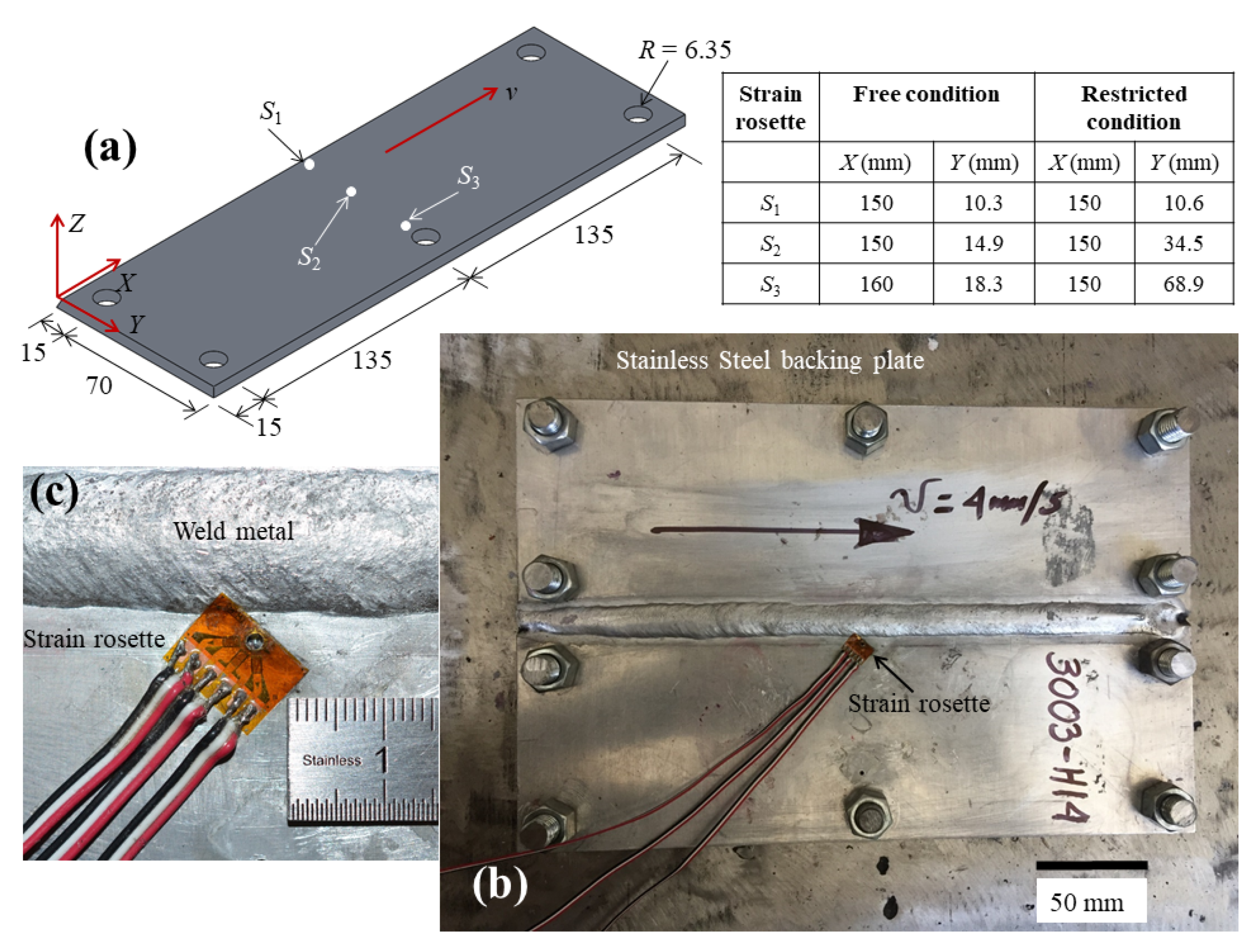
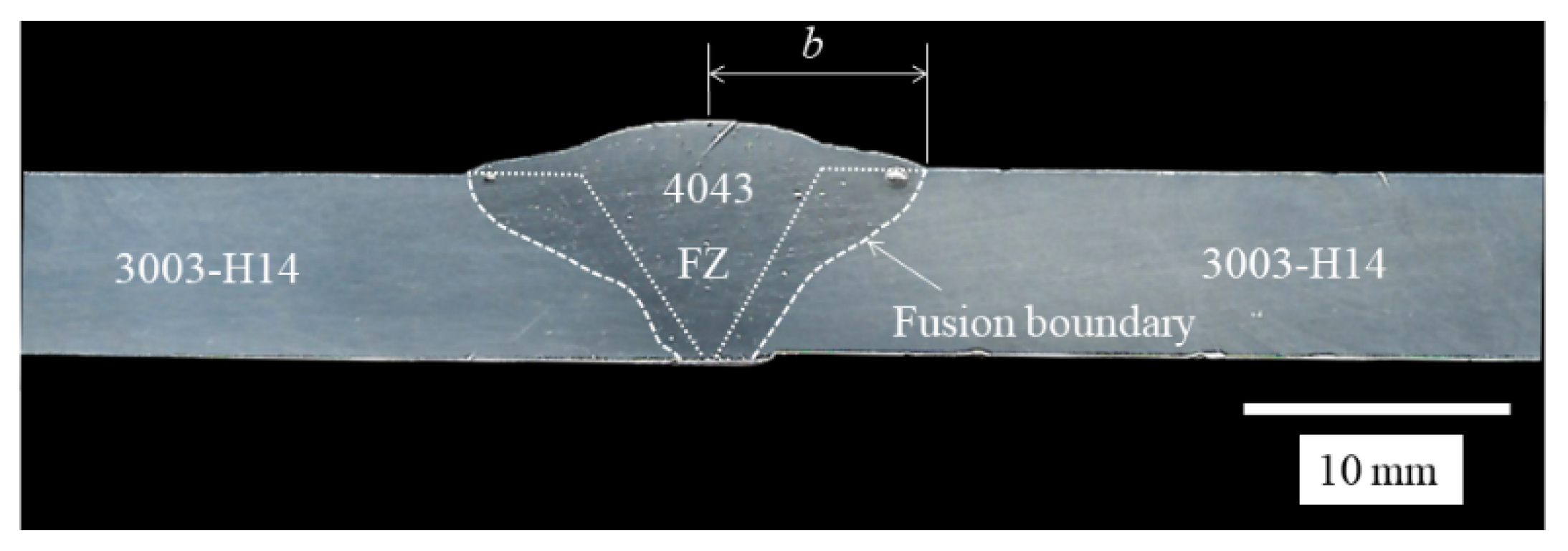
2.1. Materials, Welding, and Experimental Measurements
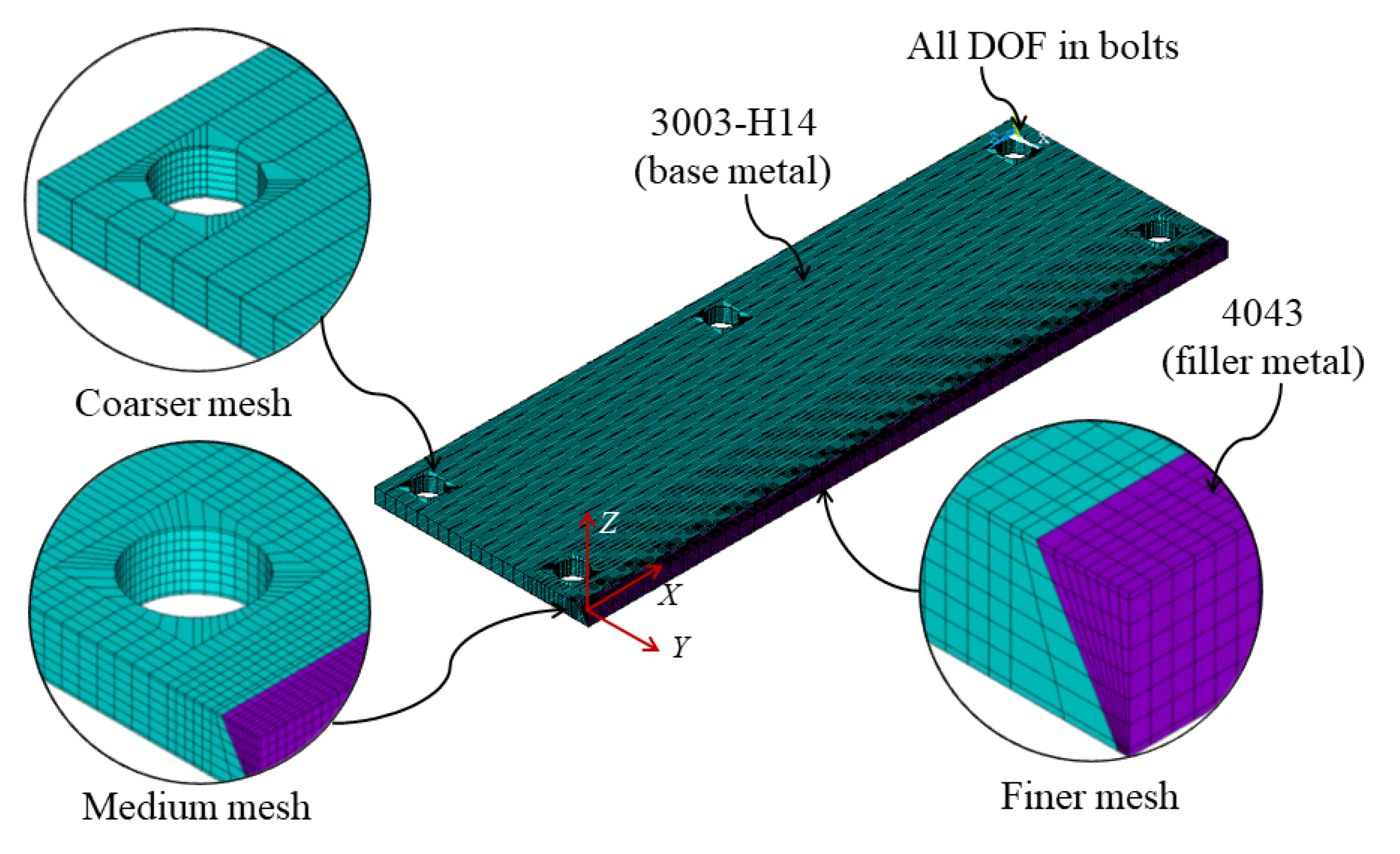
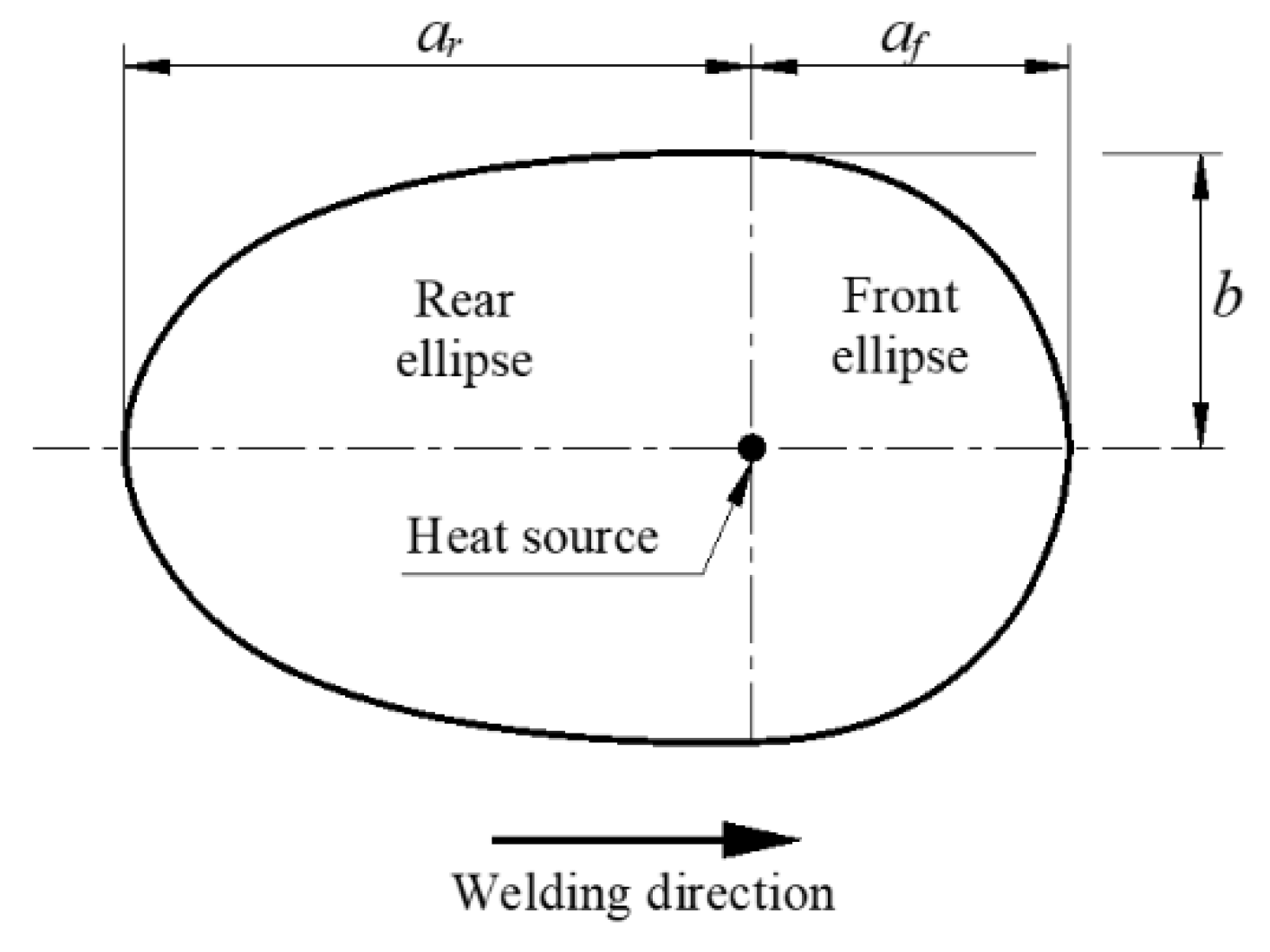
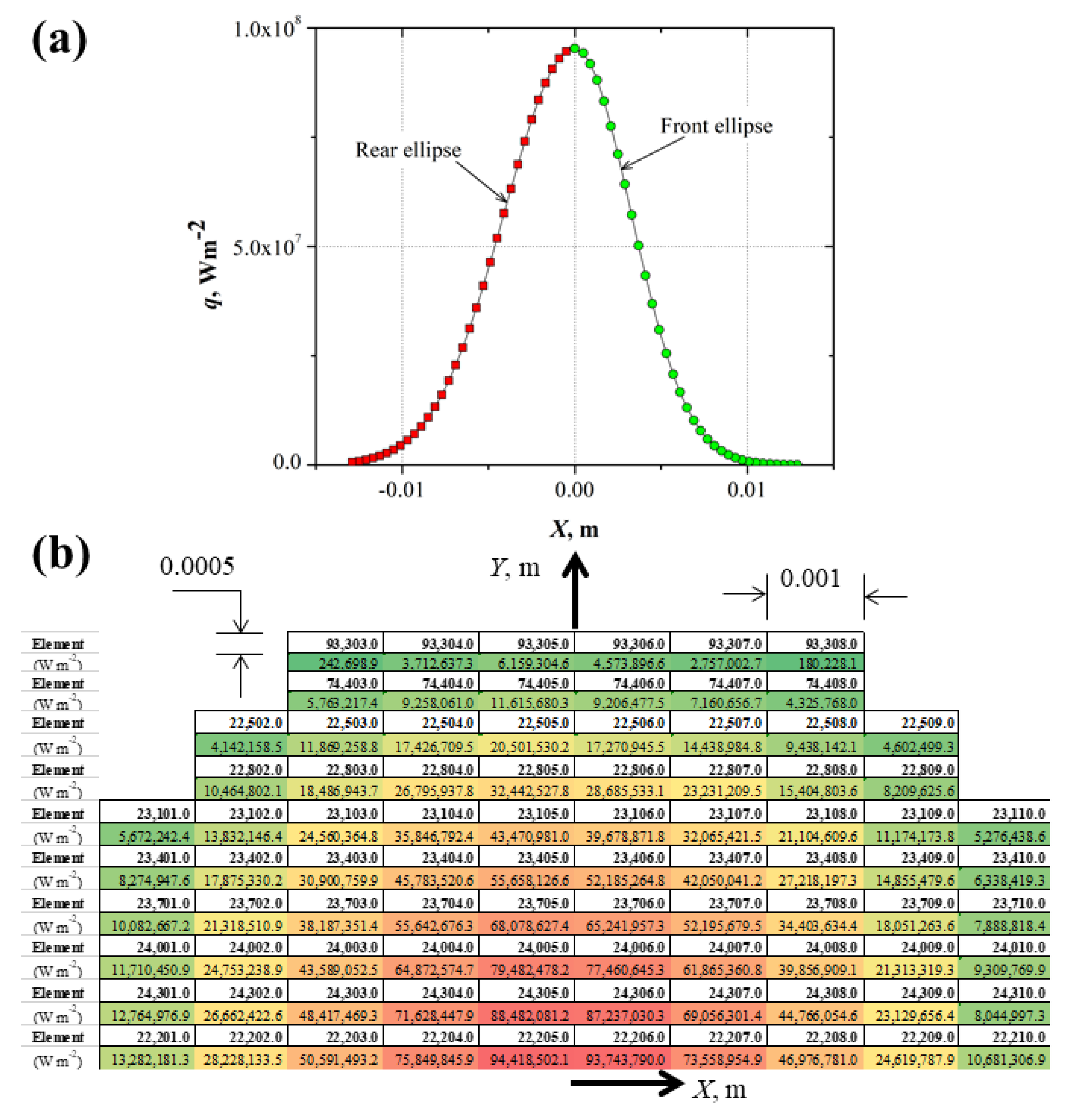
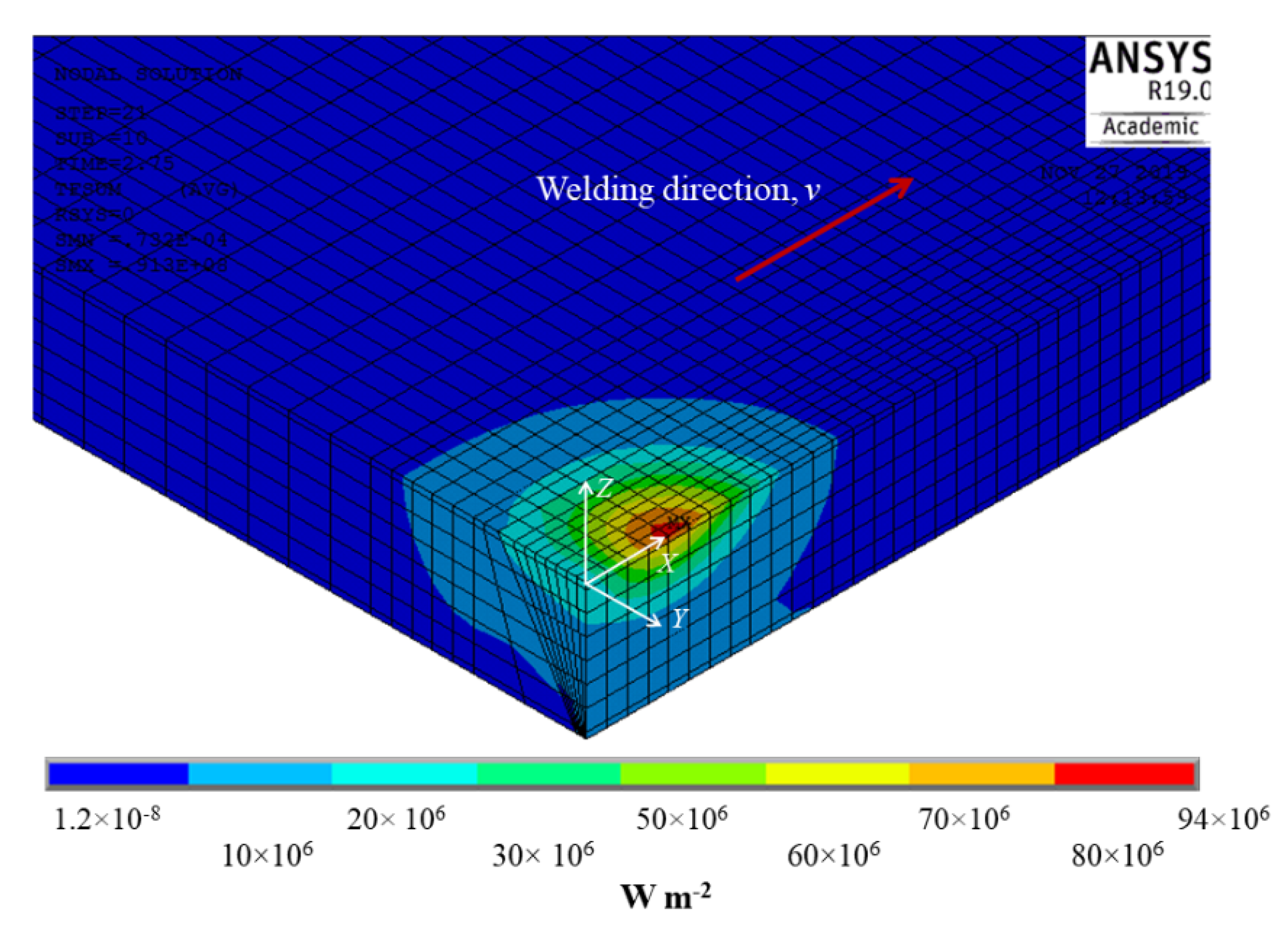
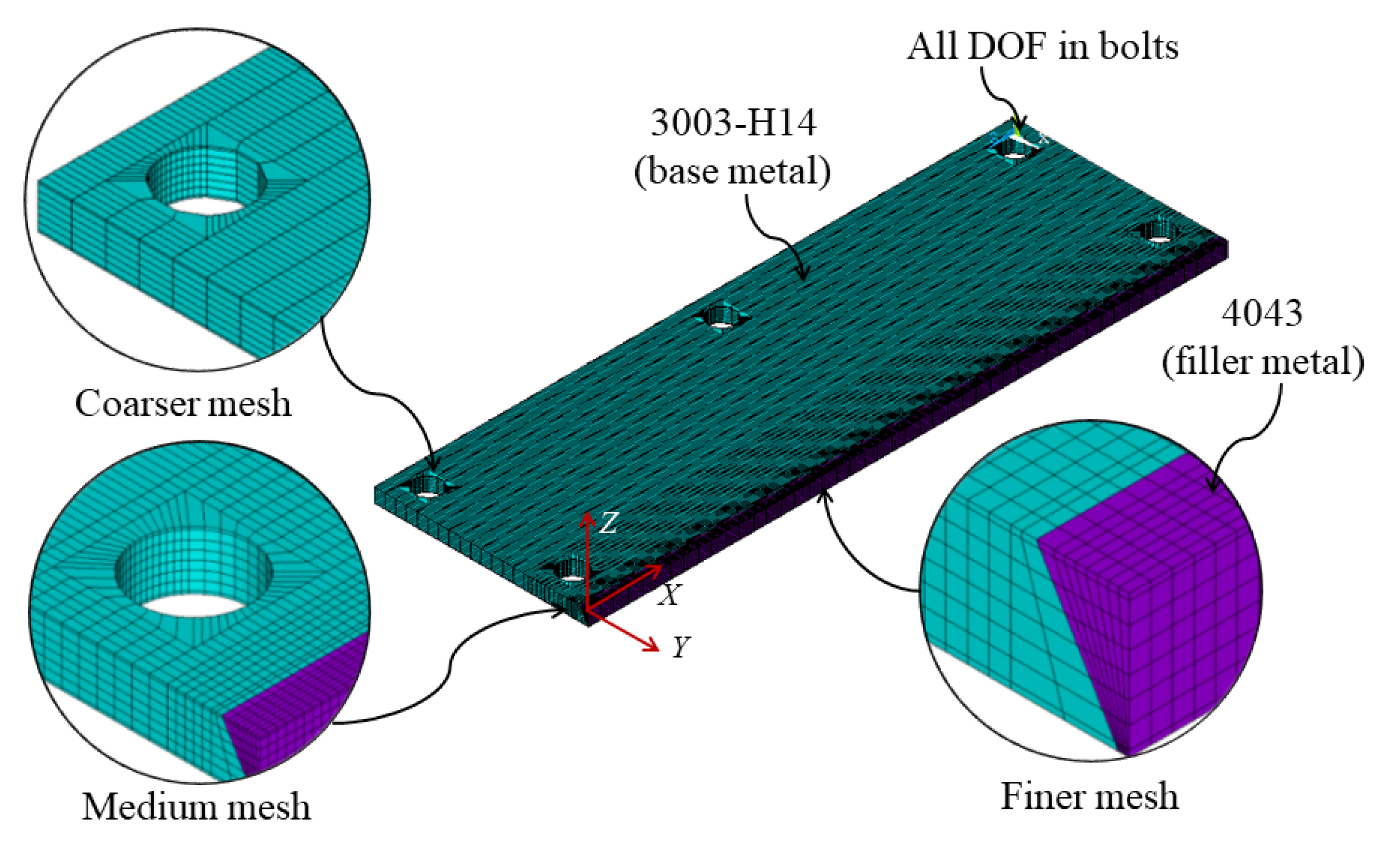
2.2. Finite Element Model
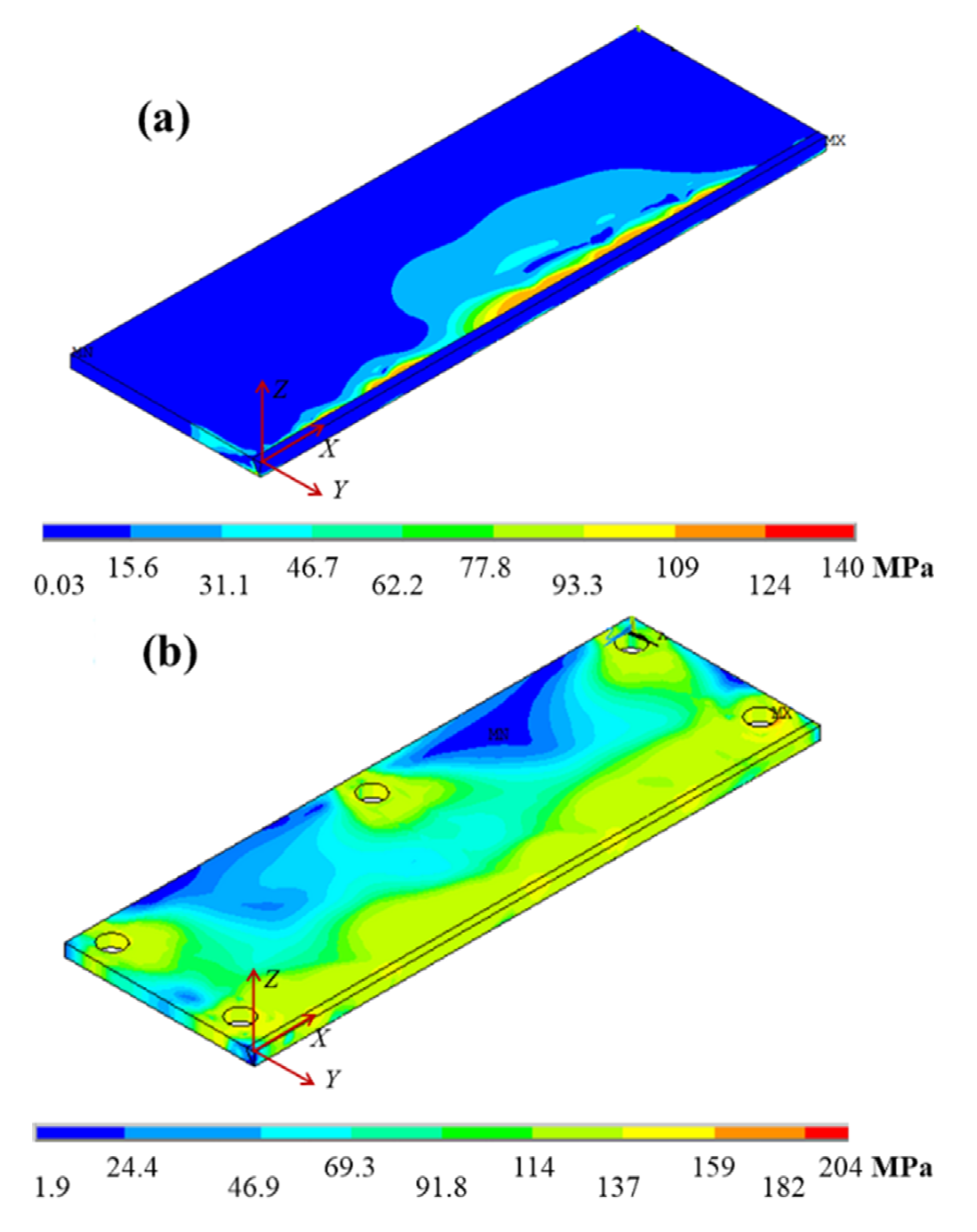
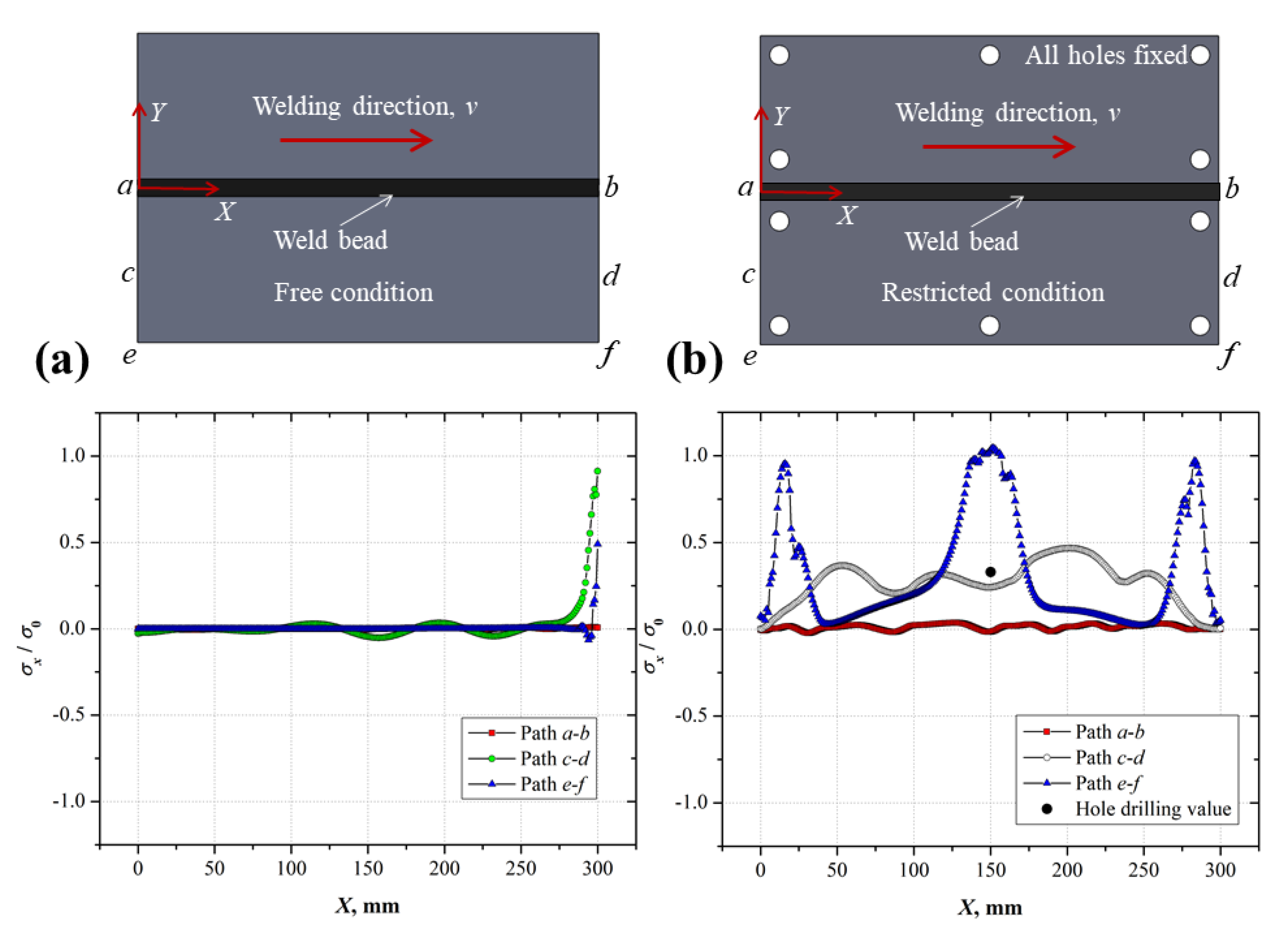
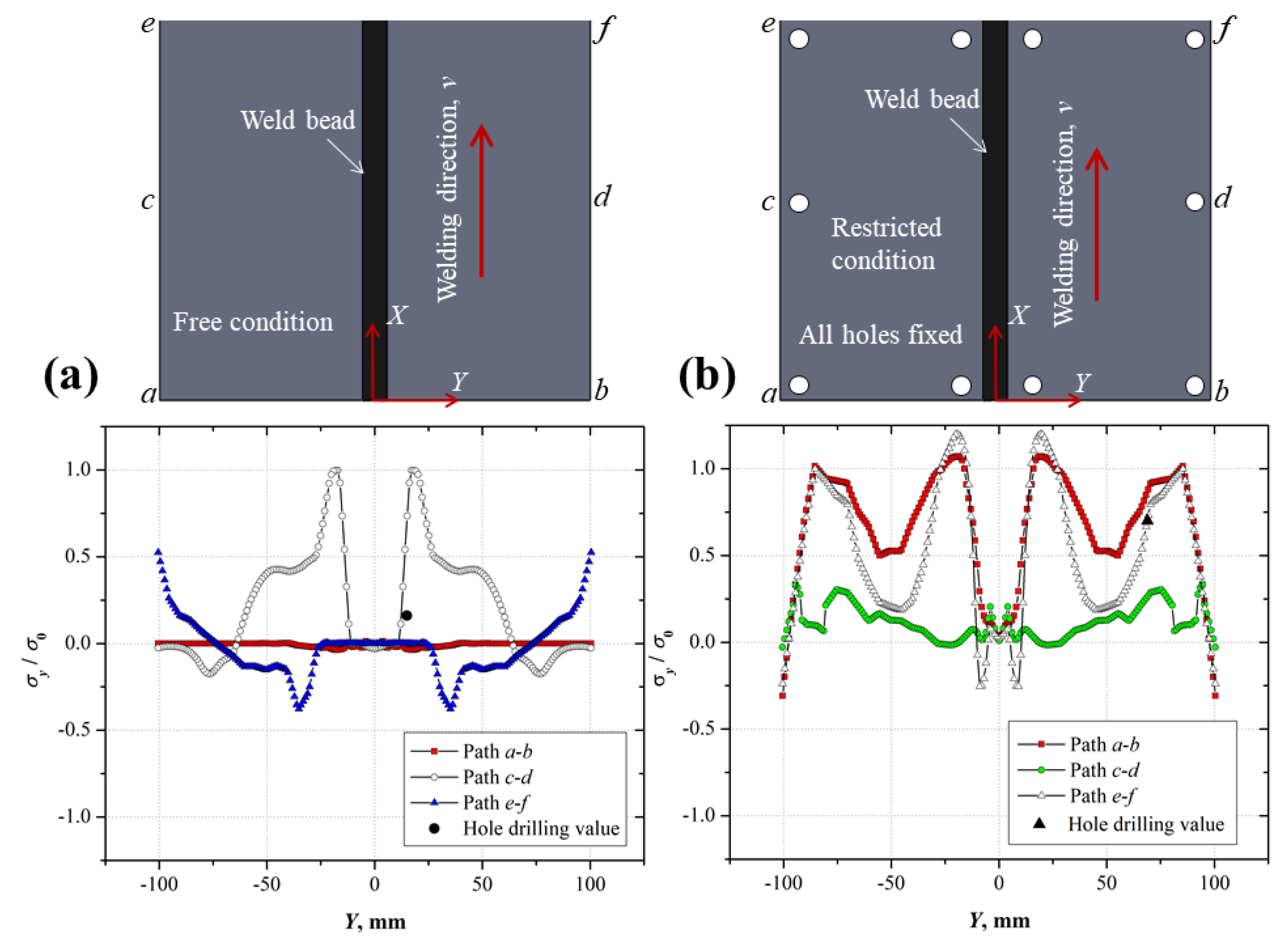
3. Results and Discussion
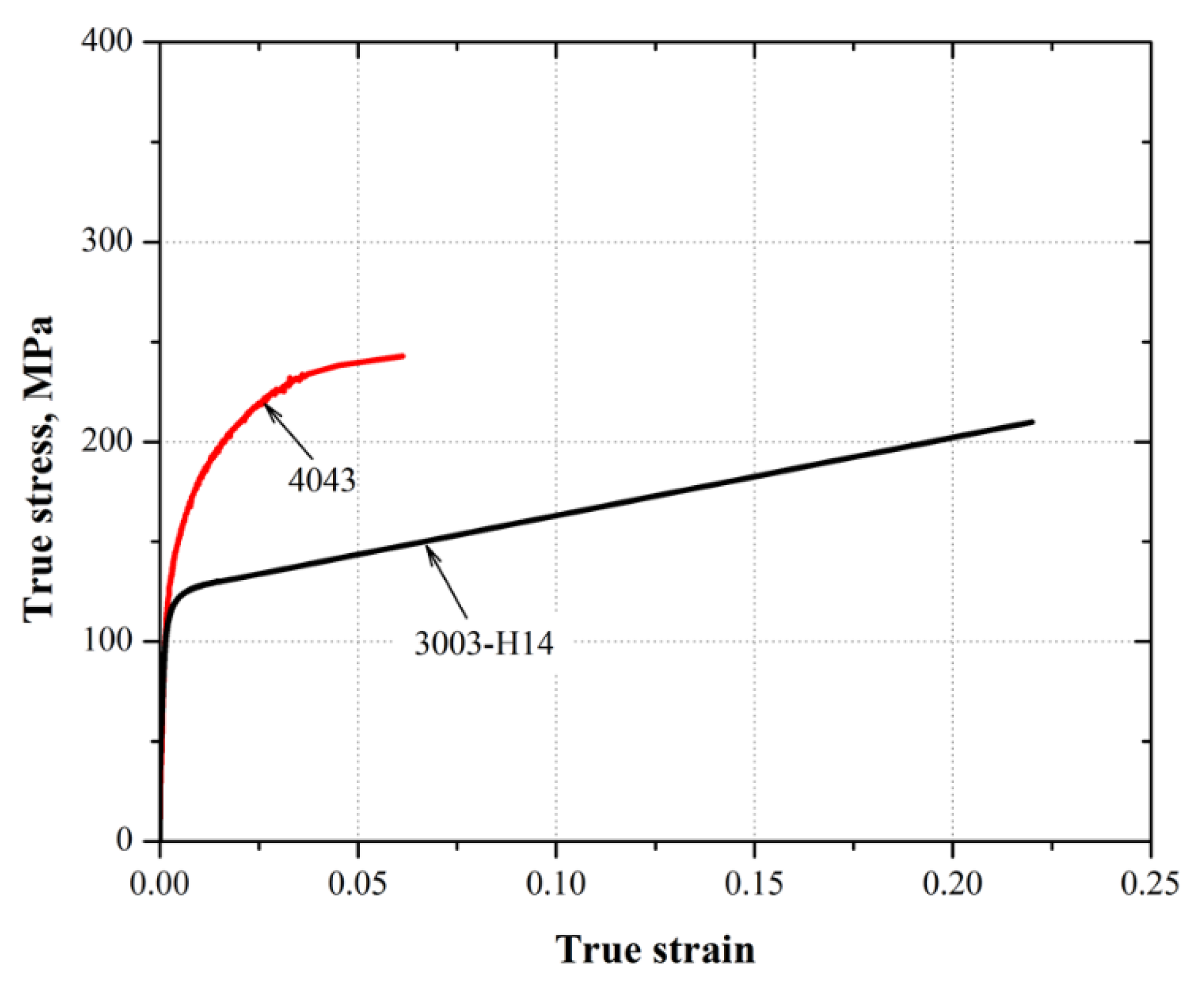
3.1. Materials and Welding
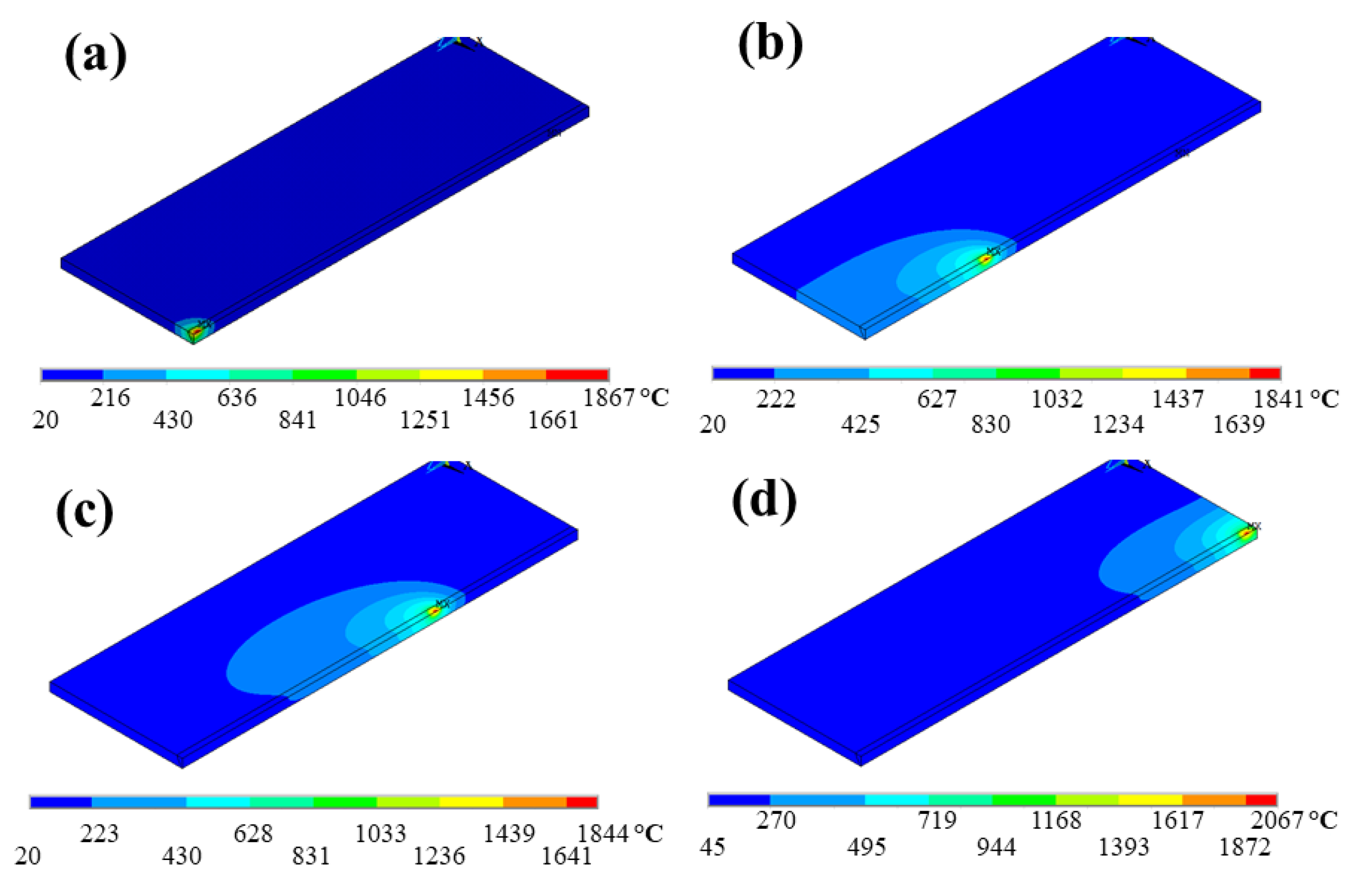
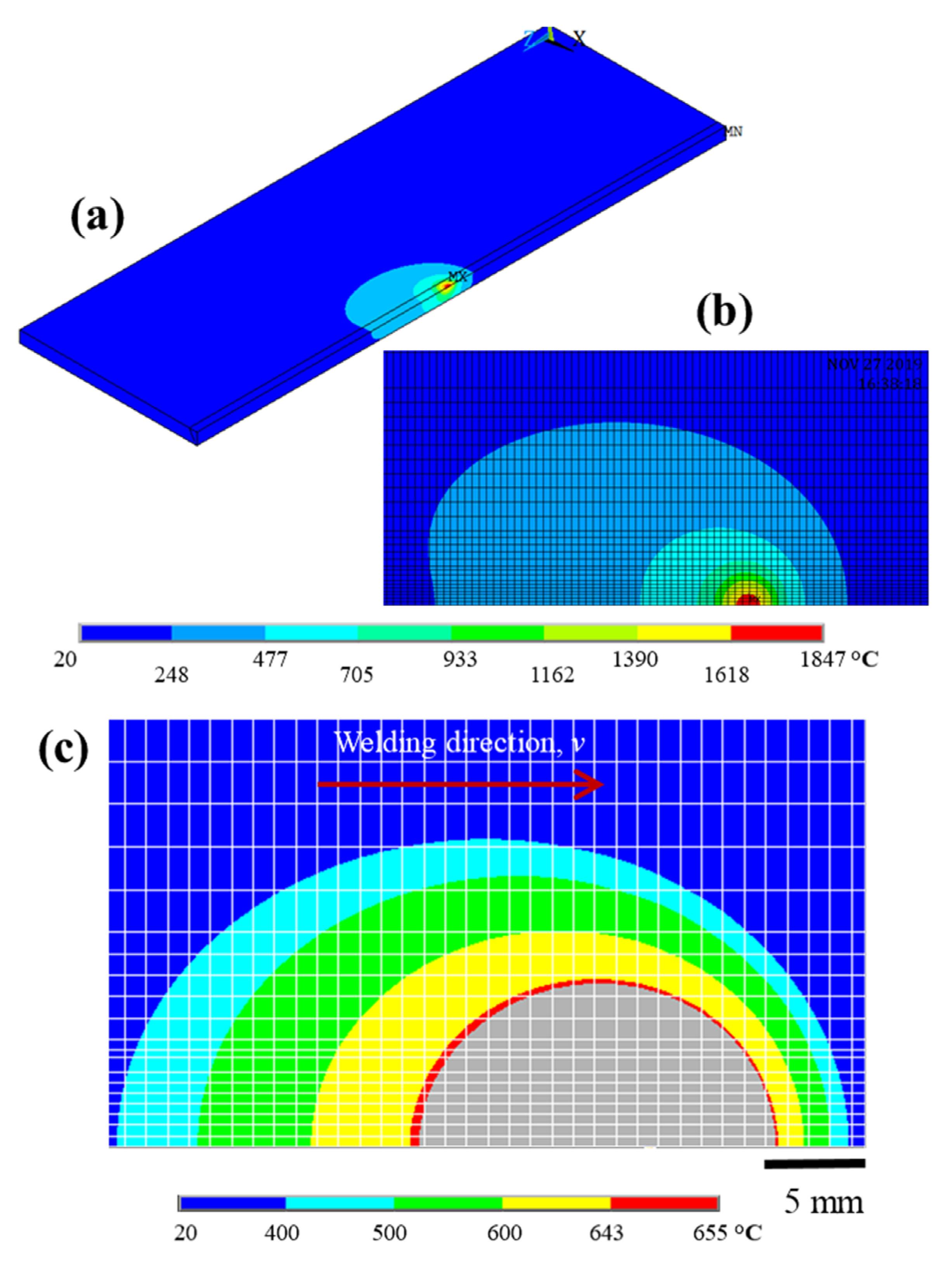
3.2. Finite Element Model
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Hatch, J.E. Aluminum Properties and Physical Metallurgy; ASM International: Ohio, OH, USA, 1984; p. 358. [Google Scholar]
- ASTM. Standard Specification for Aluminum and Aluminum-Alloy Sheet and Plate; ASTM: West Conshohocken, PA, USA, 2014; pp. 1–26. [Google Scholar]
- Rosenthal, D. Mathematical theory of the heat distribution during welding and cutting. Weld. J. 1941, 20, 220–234. [Google Scholar]
- Rosenthal, D. The theory of moving sources of heat and its application to metal treatments. Trasn. ASME 1946, 68, 849–866. [Google Scholar]
- Grong, O. Metallurgical Modelling of Welding, 2nd ed.; The University Press: Cambridge, UK, 1997; pp. 1–115. [Google Scholar]
- Goldak, J.; Chakravarti, A.; Bibby, M. A new finite element model for welding heat sources. Met. Mater. Trans. A 1984, 15, 299–305. [Google Scholar] [CrossRef]
- Pavelic, V.; Tanbakuchi, R.; Uyehara, O.A.; Myers, P.S. Experimental and computed temperature histories in gas tungsten arc welding of thin plates. Weld. J. 1969, 48, 295–305. [Google Scholar]
- Withers, P.J.; Bhadeshia, H. Residual stress. Part 1—Measurement techniques. Mater. Sci. Technol. 2001, 17, 355–365. [Google Scholar] [CrossRef]
- ASTM. Materials, Standard Test Method for Determining Residual Stresses by the Hole-Drilling Strain-Gage Method; ASTM: West Conshohocken, PA, USA, 2013; pp. 1–16. [Google Scholar]
- Cañas, J.; Picon, R.; Pariís, F.; Blázquez, A.; Marin, J. A simplified numerical analysis of residual stresses in aluminum welded plates. Comput. Struct. 1996, 58, 59–69. [Google Scholar] [CrossRef]
- Shu, F.; Lv, Y.; Liu, Y.; Xu, F.; Sun, Z.; He, P.; Xu, B. Residual stress modeling of narrow gap welded joint of aluminum alloy by cold metal transferring procedure. Constr. Build. Mater. 2014, 54, 224–235. [Google Scholar] [CrossRef]
- Shu, F.; Tian, Z.; Lü, Y.-H.; He, W.-X.; Lü, F.-Y.; Lin, J.; Zhao, H.-Y.; Xu, B.-S. Prediction of vulnerable zones based on residual stress and microstructure in CMT welded aluminum alloy joint. Trans. Nonferrous Met. Soc. China 2015, 25, 2701–2707. [Google Scholar] [CrossRef]
- Bajpai, T.; Chelladurai, H.; Ansari, M.Z. Mitigation of residual stresses and distortions in thin aluminium alloy GMAW plates using different heat sink models. J. Manuf. Process. 2016, 22, 199–210. [Google Scholar] [CrossRef]
- Khoshroyan, A.; Darvazi, A.R. Effects of welding parameters and welding sequence on residual stress and distortion in Al6061-T6 aluminum alloy for T-shaped welded joint. Trans. Nonferrous Met. Soc. China 2020, 30, 76–89. [Google Scholar] [CrossRef]
- Lu, Y.; Zhu, S.; Zhao, Z.; Chen, T.; Zeng, J. Numerical simulation of residual stresses in aluminum alloy welded joints. J. Manuf. Process. 2020, 50, 380–393. [Google Scholar] [CrossRef]
- AWS. Specification for Bare Aluminum and Aluminum-Alloy Welding Electrodes and Rods; AWS: Miami, FL, USA, 1999; pp. 1–38. [Google Scholar]
- Jaques, A.; (Fermi National Accelerator Laboratory, Batavia, IL). Personal communication, 1988.
- Sriraman, M.R.; Gonser, M.; Foster, D.; Fujii, H.T.; Babu, S.S.; Bloss, M. Thermal Transients During Processing of 3003 Al-H18 Multilayer Build by Very High-Power Ultrasonic Additive Manufacturing. Met. Mater. Trans. A 2011, 43, 133–144. [Google Scholar] [CrossRef]
- Xu, G.; Hu, J.; Tsai, H.L. Modeling Three-Dimensional Plasma Arc in Gas Tungsten Arc Welding. J. Manuf. Sci. Eng. 2012, 134, 031001. [Google Scholar] [CrossRef]
- ASM. Properties and Selection: Nonferrous Alloys and Special-Purpose Materials; ASM: Batavia, IL, USA, 1988; pp. 322–330. [Google Scholar]
- Mills, K.C. Recommended Values of Thermophysical Properties for Selected Commercial Alloys; ASM: Cambridge, UK, 2002; pp. 58–63. [Google Scholar]
- Hernández, M.; Ambriz, R.R.; Cortés, R.; Gómora, C.M.; Plascencia, G.; Jaramillo, D. Assessment of gas tungsten arc welding thermal cycles on inconel 718 alloy. Trans. Nonferrous Met. Soc. China 2019, 3, 579–587. [Google Scholar] [CrossRef]
- Ambriz, R.R.; Mesmacque, G.; Ruiz, A.; Amrouche, A.; López, V. Effect of the welding profile generated by the modified indirect electric arc technique on the fatigue behavior of 6061-T6 aluminum alloy. Mater. Sci. Eng. A 2010, 527, 2057–2064. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Si | Fe | Cu | Mn | Zn | Mg | Ti | Others | Al |
|---|---|---|---|---|---|---|---|---|---|
| 3003-H14 [2] | 0.6 | 0.7 | 0.05–0.20 | 1.0–1.5 | 0.10 | - | - | 0.15 | Balance |
| ER4043 [16] | 4.5–6.0 | 0.8 | 0.30 | 0.05 | 0.10 | 0.05 | 0.20 | 0.15 | Balance |
| Aluminum | ||||||
|---|---|---|---|---|---|---|
| T, °C | Cp J kg−1 °C−1 | k W m−1 °C−1 | ρ kg m−3 | α × 10−6 m2 s−1 | αt × 10−6 °C−1 | Pr |
| 25 | 900 | 141 | 2720 | 57.5 | 23.2 | - |
| 100 | 940 | 148 | 2706 | - | 23.2 | - |
| 200 | 990 | 156 | 2685 | 58.5 | 24.1 | - |
| 300 | 1004 | 158 | 2662 | 59.0 | 25.1 | - |
| 400 | 1066 | 167 | 2638 | 59.5 | - | - |
| 500 | 1111 | 174 | 2611 | 60.0 | - | - |
| 617 | - | 183 | 2583 | 61.0 | - | - |
| 656 | 1220 | 61 | 2572 | 21.0 | - | - |
| 700 | 1220 | 61 | 2388 | 21.0 | - | - |
| Filler Metal | ||||||
| T, °C | Cp J kg−1 °C−1 | k W m−1 °C−1 | ρ kg m−3 | α × 10−6 m2 s−1 | αt × 10−6 °C−1 | Pr |
| 25 | 860 | 139 | 2690 | 60.0 | 22.1 | - |
| 100 | 910 | 152 | 2679 | 62.0 | 22.1 | - |
| 200 | 960 | 164 | 2662 | 64.0 | 23.7 | - |
| 300 | 980 | 169 | 2643 | 65.0 | - | - |
| 400 | 1100 | 161 | 2622 | 59.0 | - | - |
| 500 | - | - | 2600 | - | - | - |
| 573 | 1190 | 147 | 2482 | 50.0 | - | - |
| 600 | 1190 | 64.5 | 2473 | 21.7 | - | - |
| 700 | 1190 | 66.5 | 2417 | 23.0 | - | - |
| Ar | ||||||
| T, °C | Cp J kg−1 °C−1 | k W m−1 °C−1 | ρ kg m−3 | α ×10−6 m2 s−1 | ν × 10−6 m2 s−1 | Pr |
| 25 | 521.2 | 0.0178 | 1.622 | 21.5 | - | 0.69 |
| 100 | 520.9 | 0.0225 | 1.218 | 35.46 | - | 0.69 |
| 500 | 520.0 | 0.0265 | 0.973 | 52.37 | 33.7 | 0.66 |
| 800 | 520.0 | 0.0369 | 0.608 | 116.7 | 46.6 | 0.66 |
| 1000 | 520.0 | 0.0427 | 0.487 | 168.6 | 42.7 | 0.66 |
| 1500 | 520.0 | 0.0551 | 0.324 | 327.0 | 54.2 | 0.67 |
| Material | E (GPa) | σ0.2 (MPa) | ET (MPa) | H (MPa) | n | ν |
|---|---|---|---|---|---|---|
| 3003-H14 | 64 | 126 | 464 | 510 | 0.586 | 0.33 |
| 4043 [23] | 68 | 151 | 379 | 463 | 0.200 | 0.33 |
| Hole Drilling Measurements (MPa) | ||||
|---|---|---|---|---|
| Strain Rosette | Free Condition | Restricted Condition | ||
| σx (longitudinal) | σy (transverse) | σx (longitudinal) | σy (transverse) | |
| S1 | 76.35 | −17.72 | 112.93 | 133.19 |
| S2 | −5.19 | 20.87 | 42.00 | 88.00 |
| S3 | 25.87 | 19.64 | −0.21 | 121.00 |
| Finite Element Results | ||||
| Position | Free Condition | Restricted Condition | ||
| σx (longitudinal) | σy (transverse) | σx (longitudinal) | σy (transverse) | |
| S1 | 73.00 | −10.56 | 112.00 | 103.00 |
| S2 | −4.73 | 21.10 | 42.00 | 96.00 |
| S3 | 25.88 | 9.79 | −0.19 | 145.00 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hernández, M.; Ambriz, R.R.; García, C.; Jaramillo, D. The Thermomechanical Finite Element Analysis of 3003-H14 Plates Joined by the GMAW Process. Metals 2020, 10, 708. https://doi.org/10.3390/met10060708
Hernández M, Ambriz RR, García C, Jaramillo D. The Thermomechanical Finite Element Analysis of 3003-H14 Plates Joined by the GMAW Process. Metals. 2020; 10(6):708. https://doi.org/10.3390/met10060708
Chicago/Turabian StyleHernández, Maribel, Ricardo R. Ambriz, Christian García, and David Jaramillo. 2020. "The Thermomechanical Finite Element Analysis of 3003-H14 Plates Joined by the GMAW Process" Metals 10, no. 6: 708. https://doi.org/10.3390/met10060708
APA StyleHernández, M., Ambriz, R. R., García, C., & Jaramillo, D. (2020). The Thermomechanical Finite Element Analysis of 3003-H14 Plates Joined by the GMAW Process. Metals, 10(6), 708. https://doi.org/10.3390/met10060708