Secondary Recrystallization Behavior in Fe-3%Si Grain-oriented Silicon Steel Produced by Twin-roll Casting and Simplified Secondary Annealing


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Experimental Procedure
3. Results and Discussions
3.1. The Microstructure, Texture, and Precipitates in Intermediate Annealed Sheets
3.2. The Magnetic Properties and Secondary Recrystallization
4. Conclusions
- (1).
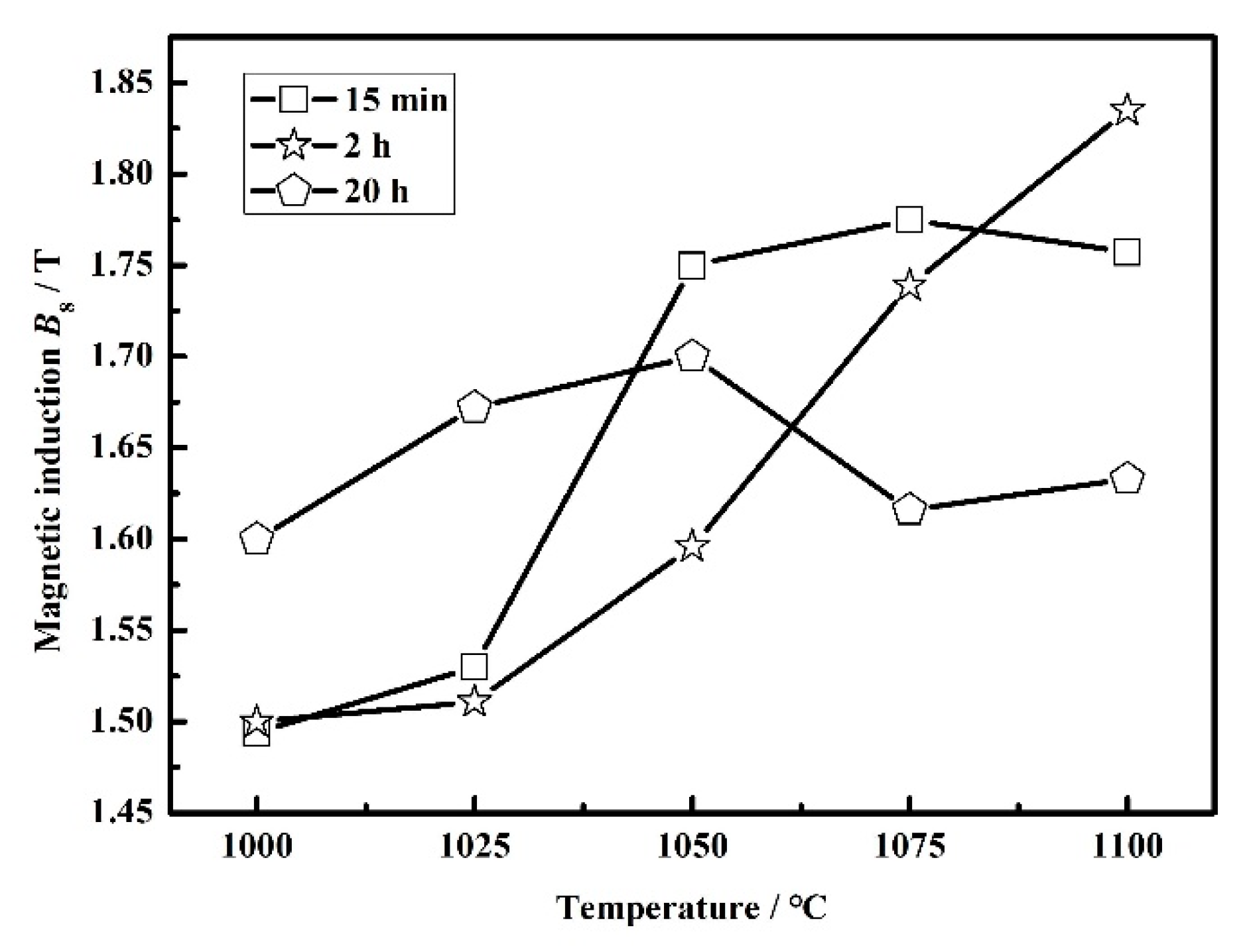
- Three inhibition states of grain-oriented silicon steel can be obtained by intermediate annealing in strip casting routes. In the case of weak inhibition conditions, the optimum secondary recrystallization temperature was 1050 °C. After continuous annealing for 392 s, secondary recrystallization occurred. It took ~685 s to complete the secondary recrystallization. The growth rates of secondary recrystallized grains were in the range of 1400–60 min/μm. In the case of strong inhibition conditions, although the onset of secondary recrystallization was relatively late, the total time of the secondary recrystallization was shortened to ~479 s, and the optimum magnetic induction (B8 was 1.85 T) was obtained.
- (2).
- After the secondary annealing, two types of residual grains were found. One was coarse primary grains with γ-fiber located at the secondary grain boundaries. The other was island grains in the interior of secondary recrystallized grains. It was not easy for the larger primary recrystallized grain size to be consumed by the secondary recrystallized grains, although it had an ideal texture. The boundaries of island grains not only met the inference of HE theory, but also presented a special feature of CSL grain boundary, which is of certain significance in further understanding of the formation of island grains.
Author Contributions
Funding
Conflicts of Interest
References
- Moses, A.J. Energy efficient electrical steels: Magnetic performance prediction and optimization. Scr. Mater. 2012, 67, 560–565. [Google Scholar] [CrossRef]
- Xia, Z.; Kang, Y.; Wang, Q. Developments in the production of grain-oriented electrical steel. J. Magn. Magn. Mater. 2008, 320, 3229–3233. [Google Scholar] [CrossRef]
- Belyaevskikh, A.S.; Lobanov, M.L.; Rusakov, G.M.; Redikul’tsev, A.A. Improving the production of super thin anisotropic electrical steel. Steel Transl. 2015, 45, 982–986. [Google Scholar] [CrossRef][Green Version]
- Choi, G.S.; San Lee, C.; Woo, J.S.; Hong, B.D. Method for Manufacturing Oriented Electrical Steel Sheet by Heating Slab at Low Temperature. U.S. Patent 5,653,821, 5 August 1997. [Google Scholar]
- Kumano, T.; Haratani, T.; Fujii, N. Effect of nitriding on grain oriented silicon steel bearing aluminum. ISIJ Int. 2005, 45, 95–100. [Google Scholar] [CrossRef]
- Fang, F.; Zhang, Y.; Lu, X.; Wang, Y.; Cao, G.; Yuan, G.; Xu, Y.; Wang, G.; Misra, R.D.K. Inhibitor induced secondary recrystallization in thin-gauge grain oriented silicon steel with high permeability. Mater. Des. 2016, 105, 398–403. [Google Scholar] [CrossRef]
- Ushigami, Y.; Abe, N.; Kousaka, S.; Nozawa, T.; Honjo, O.; Nakayama, T. Very Thin Electrical Steel Strip Having Low Core Loss and High Magnetic Flux Density and a Process for Producing the Same. U.S. Patent 5,415,703, 16 May 1995. [Google Scholar]
- Wang, Y.; Zhang, Y.X.; Lu, X.; Fang, F.; Xu, Y.B.; Cao, G.M.; Li, C.G.; Misra, R.D.K.; Wang, G.D. A novel ultra-low carbon grain oriented silicon steel produced by twin-roll strip casting. J. Magn. Magn. Mater. 2016, 419, 225–232. [Google Scholar] [CrossRef]
- Song, H.Y.; Liu, H.T.; Lu, H.H.; An, L.Z.; Zhang, B.G.; Liu, W.Q.; Cao, G.M.; Cheng-Gang, L.; Liu, Z.Y.; Wang, G.D. Fabrication of grain-oriented silicon steel by a novel way: Strip casting process. Mater. Lett. 2014, 137, 475–478. [Google Scholar] [CrossRef]
- Park, J.Y.; Oh, K.H.; Ra, H.Y. The effects of superheating on texture and microstructure of Fe-4.5wt%Si steel strip by twin-roll strip casting. ISIJ Int. 2001, 41, 70–75. [Google Scholar] [CrossRef]
- Park, J.Y.; Oh, K.H.; Ra, H.Y. Texture and deformation behavior through thickness direction in strip-cast 4.5 wt%Si steel sheet. ISIJ Int. 2000, 40, 1210–1215. [Google Scholar] [CrossRef]
- Birosca, S.; Nadoum, A.; Hawezy, D.; Robinson, F.; Kockelmann, W. Mechanistic approach of Goss abnormal grain growth in electrical steel: Theory and argument. Acta Mater. 2020, 185, 370–381. [Google Scholar] [CrossRef]
- Fortunati, S.; Cicale, S.; Abbruzzese, G. Process for the Production of Grain Oriented Electrical Steel Strips. U.S. Patent 6,488,784, 3 December 2002. [Google Scholar]
- Klaus, G. Recent technology development in the production of grain oriented electrical steel. Steel Res. Int. 2005, 76, 413–421. [Google Scholar]
- Kovac, F.; Petryshynets, I.; Marcin, J.; Skorvanek, I. Effect of VC nano-inhibitors and dynamic continuous annealing on the magnetic properties of GO steels. IEEE Trans. Magn. 2013, 49, 4196–4199. [Google Scholar] [CrossRef]
- Jiao, Y.; Yang, P.; Zhang, N.; Mao, W. Low-Cost Grain Oriented Silicon Steels Manufactured by Continuous Annealing. Steel Res. Int. 2016, 87, 1417–1425. [Google Scholar] [CrossRef]
- Lu, X.; Fang, F.; Zhang, Y.X.; Wang, Y.; Yuan, G.; Misra, R.D.K.; Zhang, W.N.; Wang, G.D. Secondary recrystallization behavior in strip-cast grain-oriented silicon steel processed by isothermal secondary annealing. Mater. Charact. 2018, 142, 68–76. [Google Scholar] [CrossRef]
- Matsuo, M.; Sakai, T.; Suga, Y. Origin and development of through-the-thickness variations of texture in the processing of grain-oriented silicon steel. Metall. Trans. A Phys. Metall. Mater. Ence 1986, 17, 1313–1322. [Google Scholar] [CrossRef]
- Wang, Y.; Xu, Y.B.; Zhang, Y.X.; Fang, F.; Lu, X.; Liu, H.T.; Wang, G.D. Development of microstructure and texture in strip casting grain oriented silicon steel. J. Magn. Magn. Mater. 2015, 379, 161–166. [Google Scholar] [CrossRef]
- Liu, J.L.; Sha, Y.H.; Zhang, F.; Li, J.C.; Yao, Y.C.; Zuo, L. Development of {2 1 0} <001> recrystallization texture in Fe-6.5 wt.% Si thin sheets. Scr. Mater 2011, 65, 292–295. [Google Scholar] [CrossRef]
- Yan, M.; Qian, H.; Yang, P.; Mao, W.; Jian, Q.; Jin, W. Analysis of micro-texture during secondary recrystallization in a Hi-B electrical steel. J. Mater. Sci. Technol. 2011, 27, 1065–1071. [Google Scholar] [CrossRef]
- He, Z.Z.; Zhao, Y.; Luo, H.W. Electrical Steel; Metallurgical Industry Press: Beijing, China, 2012. (In Chinese) [Google Scholar]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena; Elsevier: Amsterdam, The Netherlands, 2012. [Google Scholar]
- Suwas, S.; Ray, R.K. Crystallographic Texture of Materials; Springer: London, UK, 2014. [Google Scholar]
- Tsai, M.C.; Hwang, Y.S. The quenching effects of hot band annealing on grain-oriented electrical steel. J. Magn. Magn. Mater. 2010, 322, 2690–2695. [Google Scholar] [CrossRef]
- Cardoso, A.V.D.M.; Paolinelli, S.D.C.; Silveira, C.C.; Cota, A.B. Secondary recrystallization characteristics of 3%Si grain-oriented electrical steel. J. Mater. Res. Technol. 2018, 8, 217–221. [Google Scholar] [CrossRef]
- Chang, S.K.; Hong, B.D. Secondary Recrystallization Behavior in 3% Si Grain Oriented Steels. ISIJ Int. 2004, 44, 1086–1092. [Google Scholar] [CrossRef]
- Maazi, N.; Rouag, N.; Etter, A.L.; Penelle, R.; Baudin, T. Influence of neighbourhood on abnormal Goss grain growth in Fe–3% Si steels: Formation of island grains in the large growing grain. Scr. Mater. 2006, 55, 641–644. [Google Scholar] [CrossRef]
- Liu, Z.; Yang, P.; Li, X.; Wang, X.; Ma, J.; Liu, G. Formation of island grains in high-permeability grain-oriented silicon steel manufactured by the acquired inhibitor method. J. Phys. Chem. Solids 2020, 136, 109165. [Google Scholar] [CrossRef]
- Shimizu, R.; Harase, J. Coincidence grain boundary and texture evolution in Fe-3% Si. Acta Metall. 1989, 37, 1241–1249. [Google Scholar] [CrossRef]
- Kumano, T.; Ushigami, Y. Grain boundary characteristics of isolated grains in conventional grain oriented silicon steel. ISIJ Int. 2007, 47, 890–897. [Google Scholar] [CrossRef][Green Version]







© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Zhang, Y.; Fang, F.; Lu, X.; Yuan, G.; Wang, G. Secondary Recrystallization Behavior in Fe-3%Si Grain-oriented Silicon Steel Produced by Twin-roll Casting and Simplified Secondary Annealing. Metals 2020, 10, 660. https://doi.org/10.3390/met10050660
Wang Y, Zhang Y, Fang F, Lu X, Yuan G, Wang G. Secondary Recrystallization Behavior in Fe-3%Si Grain-oriented Silicon Steel Produced by Twin-roll Casting and Simplified Secondary Annealing. Metals. 2020; 10(5):660. https://doi.org/10.3390/met10050660
Chicago/Turabian StyleWang, Yang, Yuanxiang Zhang, Feng Fang, Xiang Lu, Guo Yuan, and Guodong Wang. 2020. "Secondary Recrystallization Behavior in Fe-3%Si Grain-oriented Silicon Steel Produced by Twin-roll Casting and Simplified Secondary Annealing" Metals 10, no. 5: 660. https://doi.org/10.3390/met10050660
APA StyleWang, Y., Zhang, Y., Fang, F., Lu, X., Yuan, G., & Wang, G. (2020). Secondary Recrystallization Behavior in Fe-3%Si Grain-oriented Silicon Steel Produced by Twin-roll Casting and Simplified Secondary Annealing. Metals, 10(5), 660. https://doi.org/10.3390/met10050660