Probable Maximum Sizes of Inclusions Predicted by SEV and PSD for BH Steels of Automobile Exposed Panel with Different Sulfur Contents

Abstract
1. Introduction
2. Sampling and Statistical Analysis Methods
2.1. Production Operations and Sampling Methodology
2.2. Statistical Analysis Methods
3. Results and Discussion
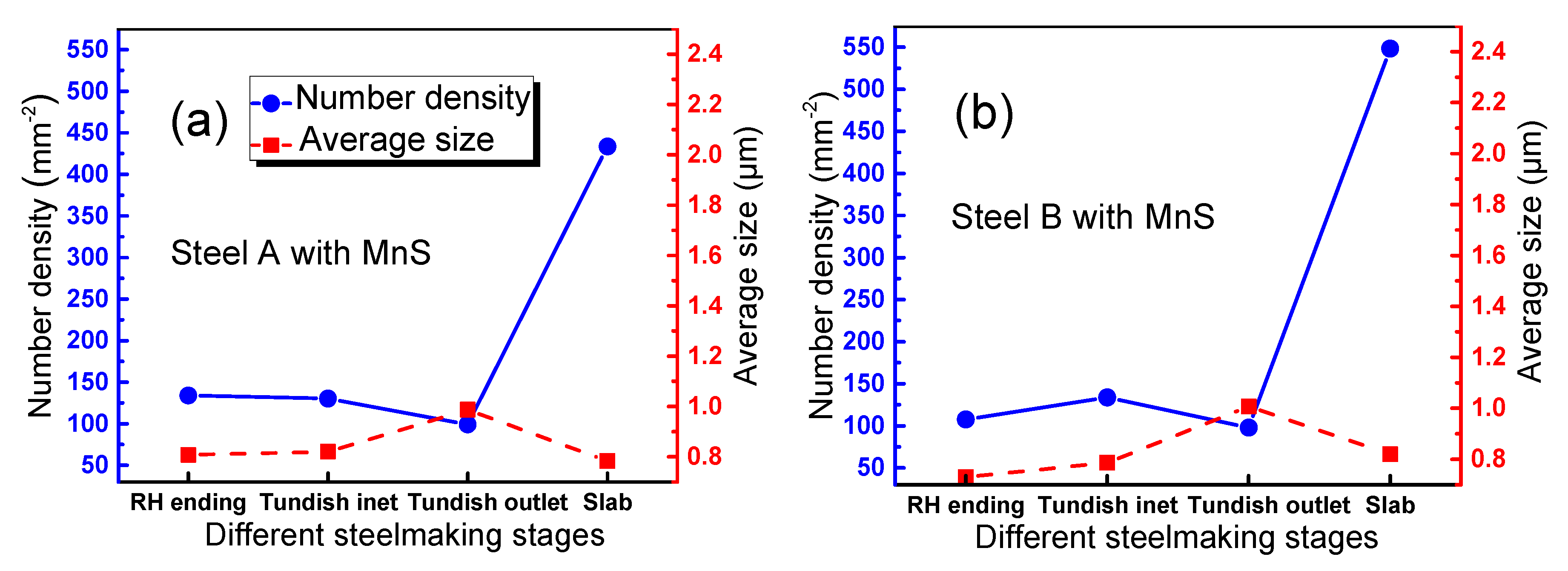
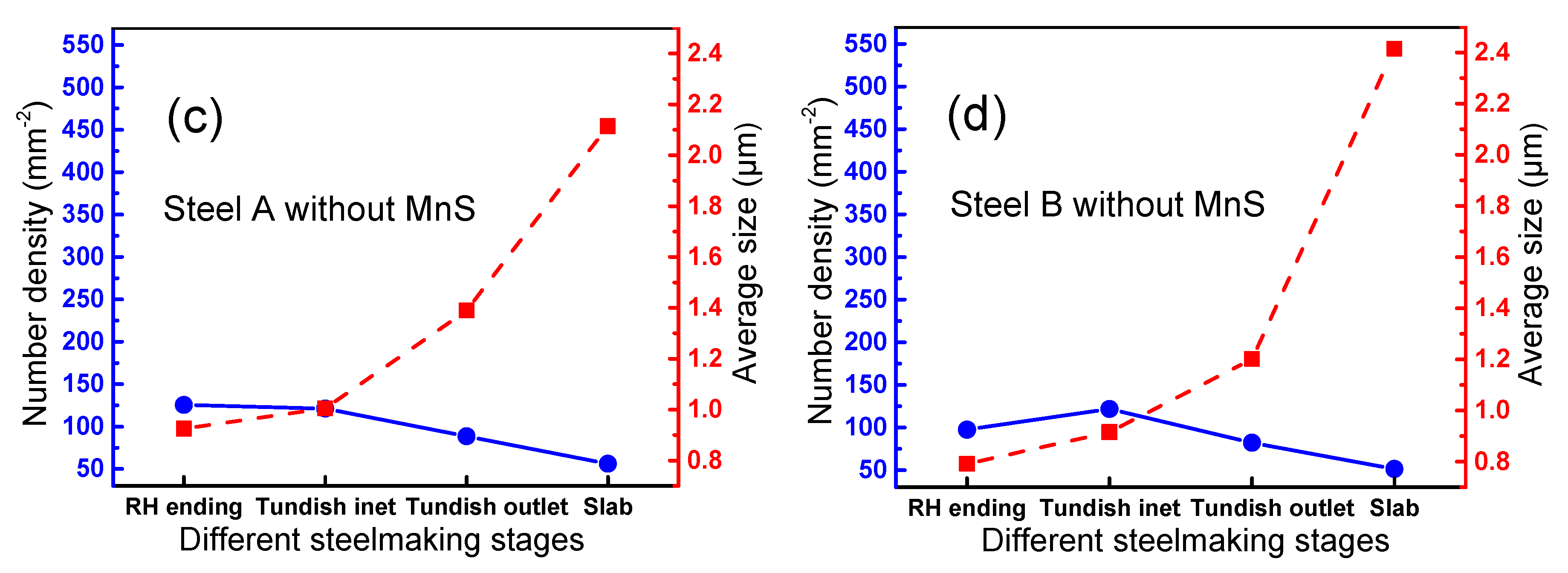
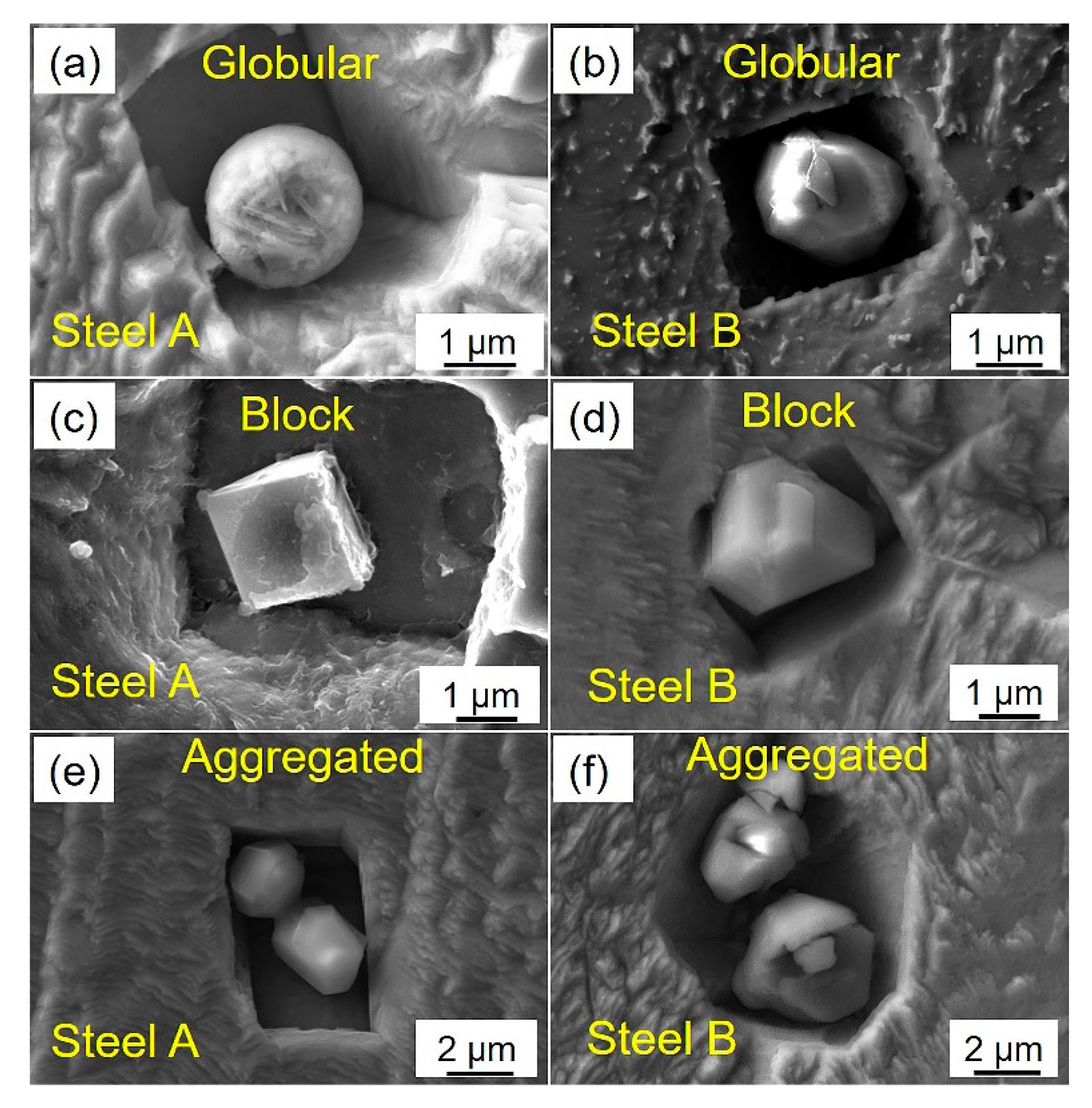
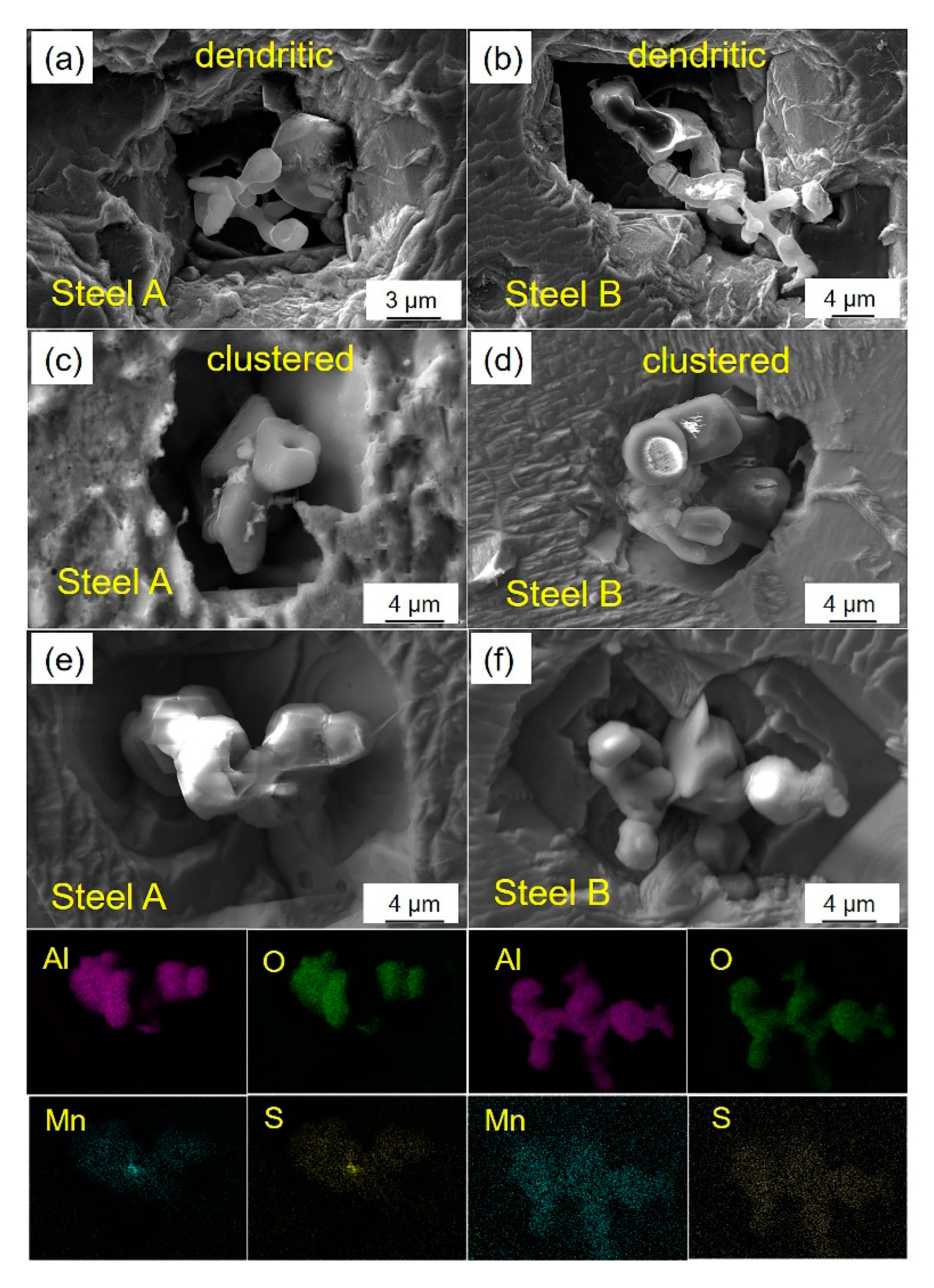
3.1. Observation of Inclusions at Different Steelmaking Stages
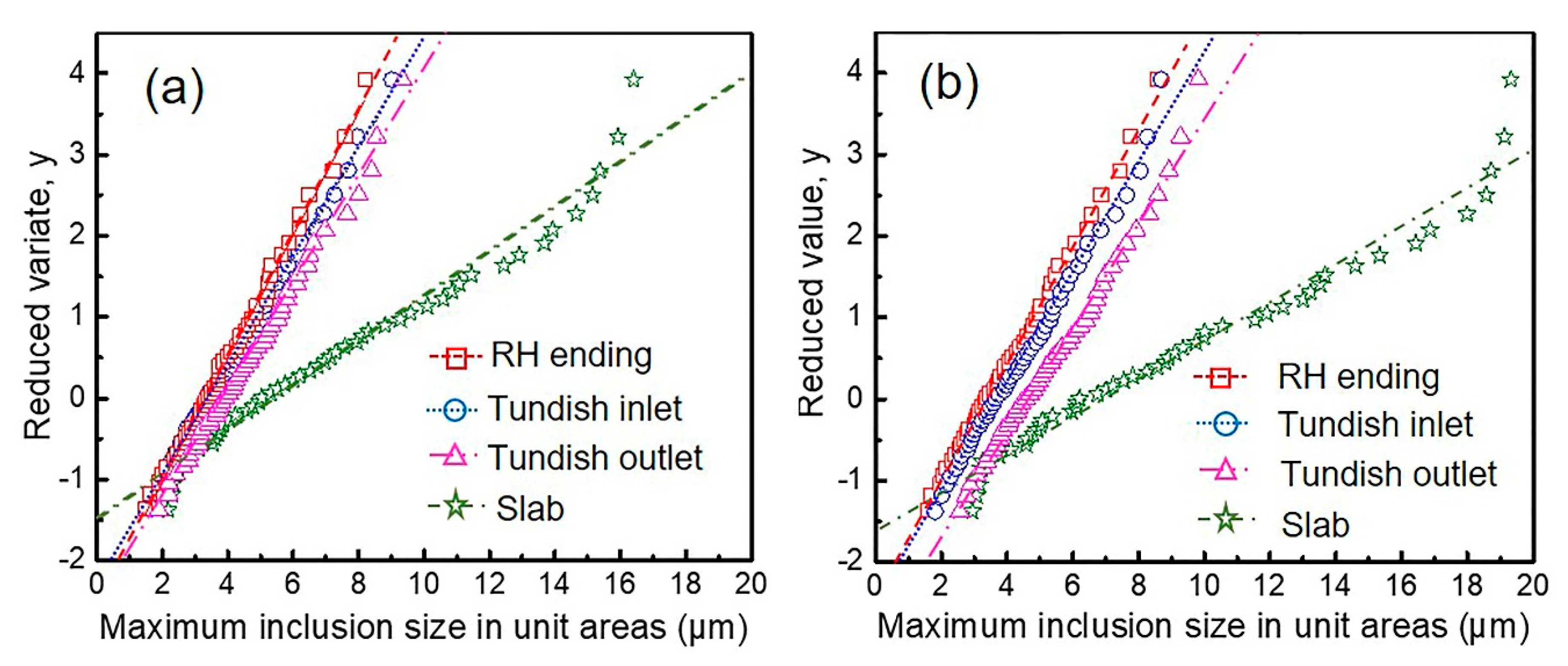
3.2. SEV (Statistics of Extreme Values) of Inclusions from RH Ending to Slab for Two Steels
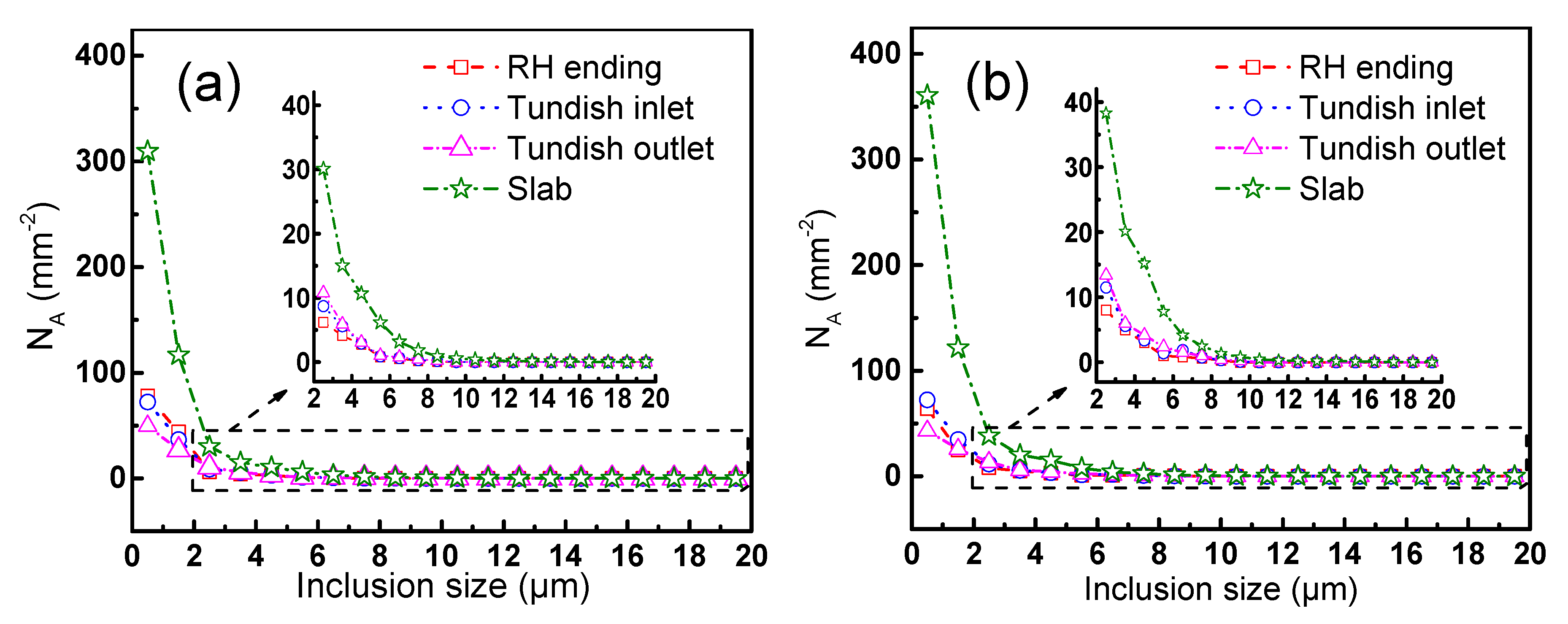
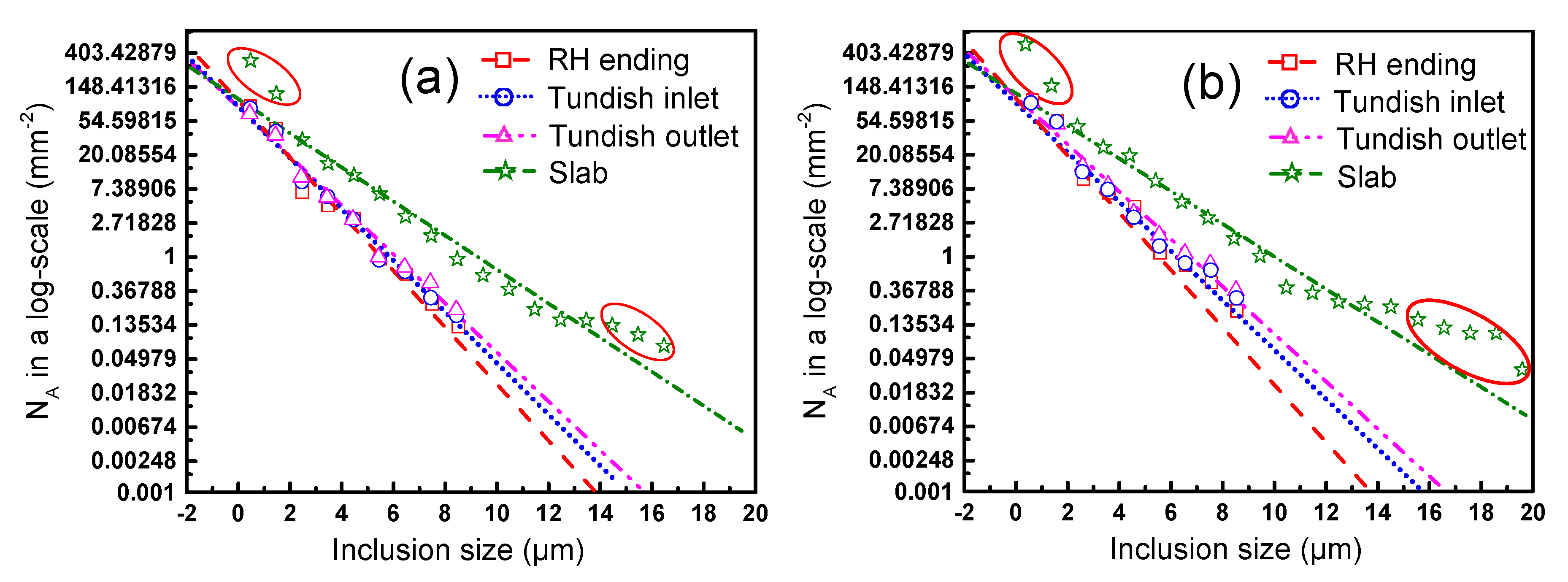
3.3. PSD (Particle Size Distribution) of Inclusions from RH Ending to Slab for Two Steels
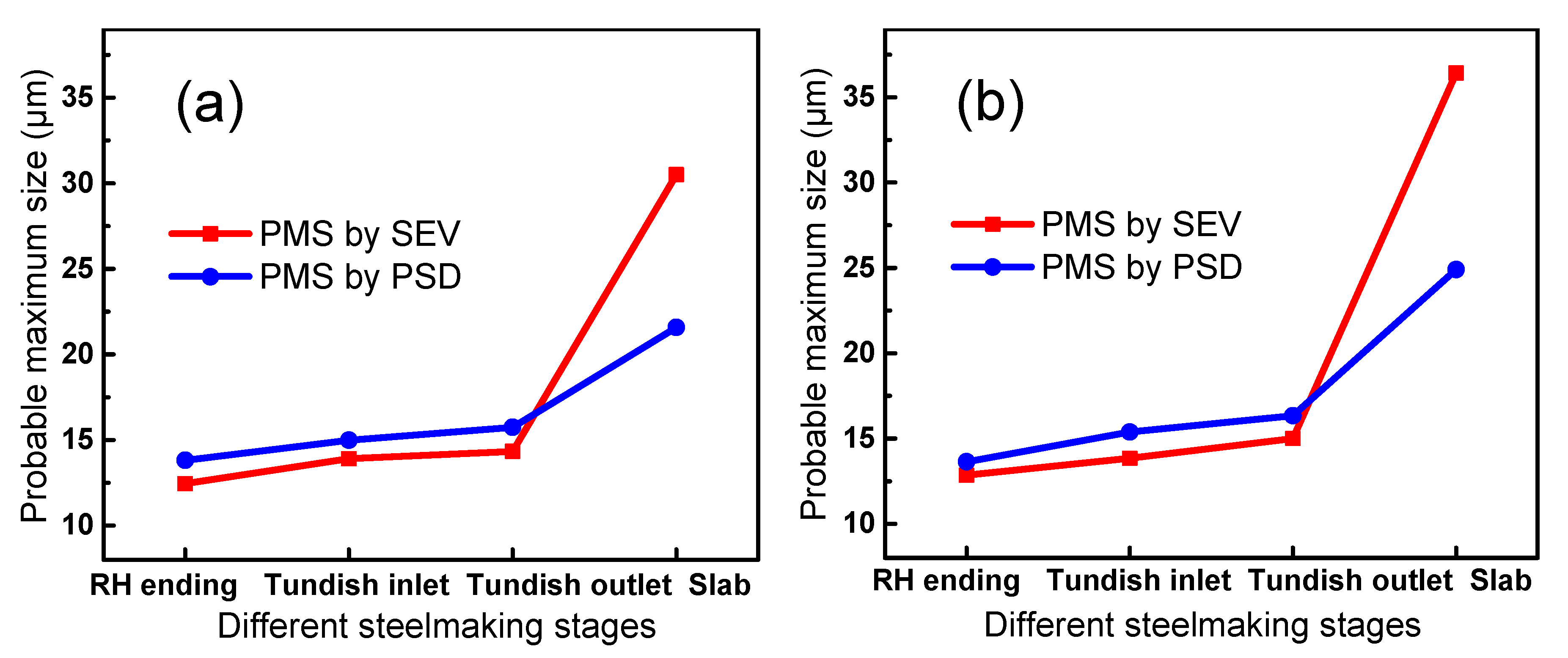
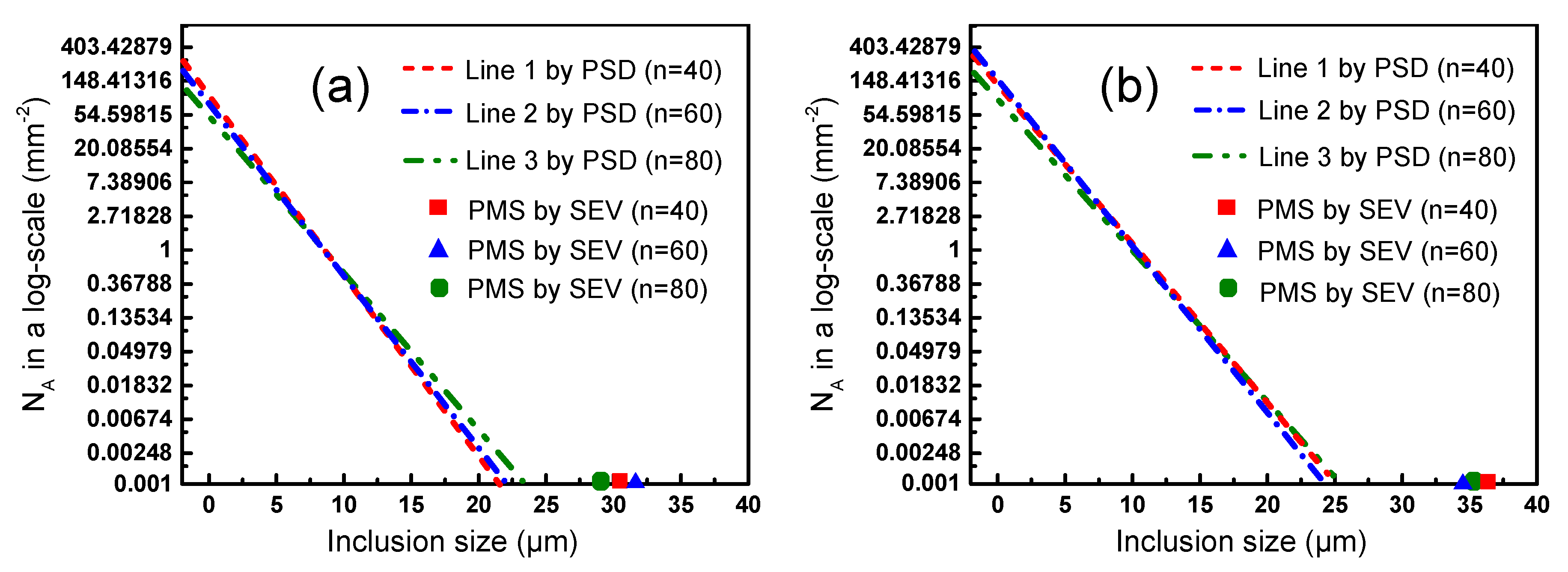
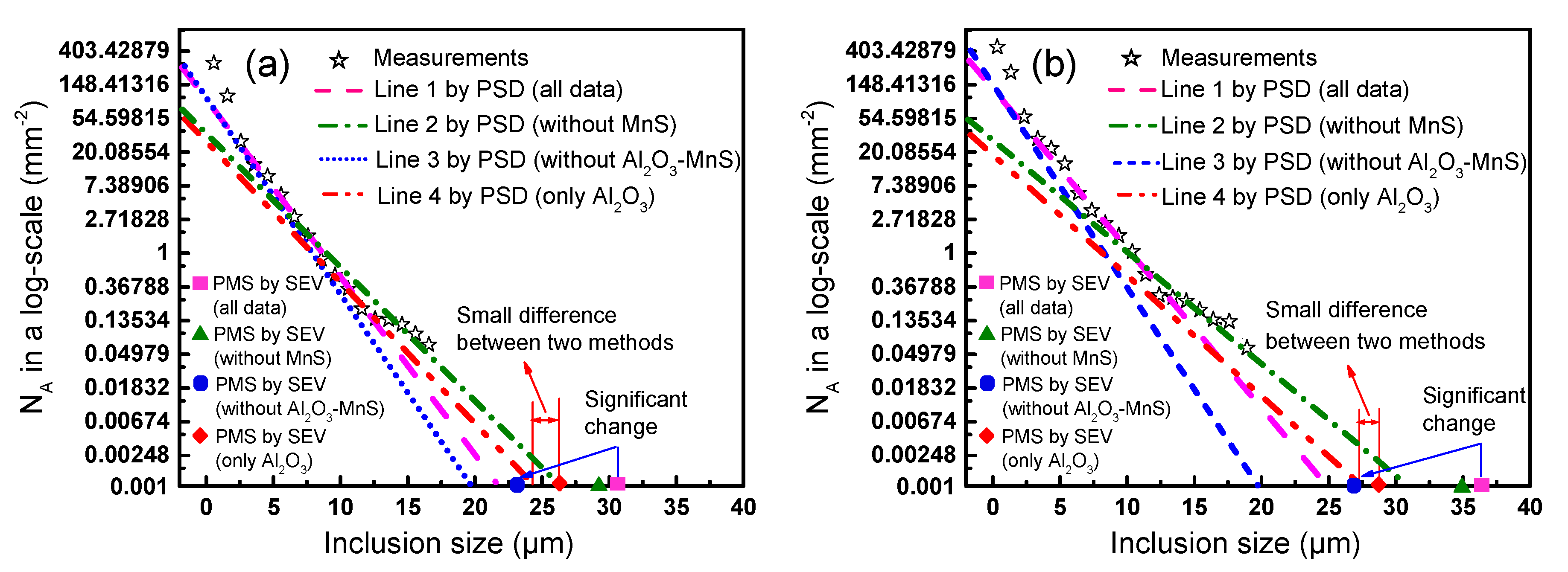
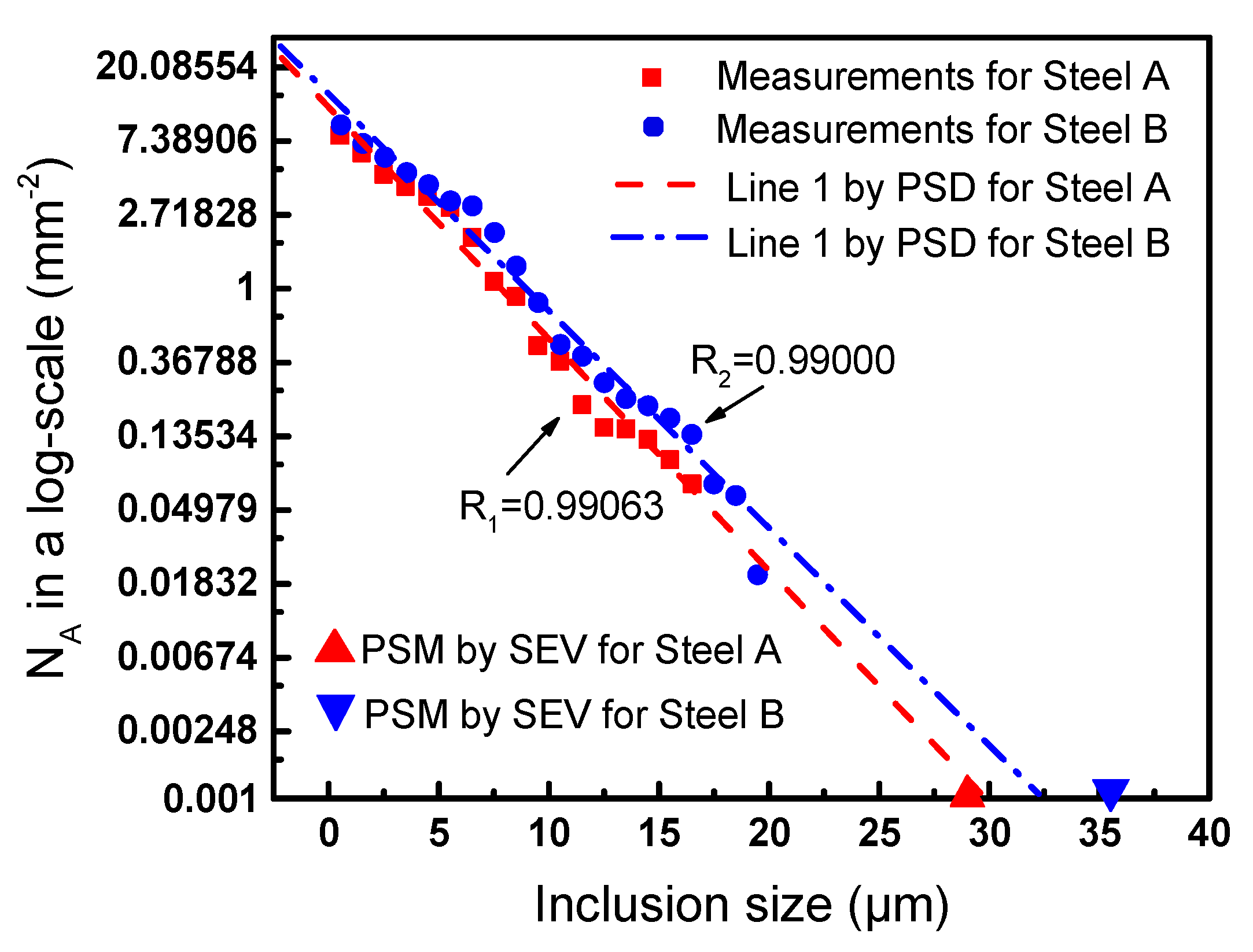
3.4. Comparison of the PMS (Probable Maximum Size) Values Determined by SEV and PSD Methods
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Wang, M.; Bao, Y.-P. Source and negative effects of macro-inclusions in titanium stabilized ultra low carbon interstitial free (Ti-IF) steel. Met. Mater. Int. 2012, 18, 29–35. [Google Scholar] [CrossRef]
- Zhang, Q.; Wang, L.; Wang, X. Influence of Casting Speed Variation during Unsteady Continuous Casting on Non-metallic Inclusions in IF Steel Slabs. ISIJ Int. 2006, 46, 1421–1426. [Google Scholar] [CrossRef]
- Esaka, H.; Kuroda, Y.; Shinozuka, K.; Tamura, M. Interaction between Argon Gas Bubbles and Solidified Shell. ISIJ Int. 2004, 44, 682–690. [Google Scholar] [CrossRef]
- Yasunaka, H.; Yamanaka, R.; Inoue, T.; Saito, T. Pinhole and Inclusion Defects Formed at the Subsurface in Ultra Low Carbon Steel. Tetsu-to-Hagane 1995, 81, 529–534. [Google Scholar] [CrossRef]
- Deng, X.; Li, L.-P.; Wang, X.-H.; Ji, Y.-Q.; Ji, C.-X.; Zhu, G.-S. Subsurface macro-inclusions and solidified hook character in aluminum-killed deep-drawing steel slabs. Int. J. Miner. Met. Mater. 2014, 21, 531–543. [Google Scholar] [CrossRef]
- Murakami, Y.; Uemura, Y.; Kawakami, K. Some problems in the application of statistics of extreme values to estimation of the maximum size of nonmetallic inclusions in metals. Trans. Jpn. Soc. Mech. Eng. Ser. A 1989, 55, 58–62. [Google Scholar] [CrossRef]
- Murakami, Y.; Toriyama, T.; Coudert, E. Instructions for a New Method of Inclusion Rating and Correlations with the Fatigue Limit. J. Test. Eval. 1994, 22, 318. [Google Scholar] [CrossRef]
- Murakami, Y. Inclusion rating by statistics of extreme values and its application to fatigue strength prediction and quality control of materials. J. Res. Natl. Inst. Stand. Technol. 1994, 99, 345. [Google Scholar] [CrossRef]
- Choi, B.-H.; Song, S.-H. Prediction of fatigue limit of induction surface hardened 1.05Cr–0.23Mo steel alloy using extreme value statistics. J. Mater. Sci. 2005, 40, 5427–5433. [Google Scholar] [CrossRef]
- Kato, Y.; Masuda, T.; Kawakami, K.; Hashizume, K. Recent Improvements in Cleanliness in High Carbon Chromium Bearing Steel. ISIJ Int. 1996, 36, 89. [Google Scholar] [CrossRef]
- Zhang, J.; Yang, Z.; Li, G.; Yao, G.; Li, S.; Hui, W.; Weng, Y.; Zhang, J. Estimation of maximum inclusion size and fatigue strength in high-strength ADF1 steel. Mater. Sci. Eng. A 2005, 394, 126–131. [Google Scholar] [CrossRef]
- Beretta, S.; Anderson, C.; Murakami, Y. Extreme value models for the assessment of steels containing multiple types of inclusion. Acta Mater. 2006, 54, 2277–2289. [Google Scholar] [CrossRef]
- Atkinson, H.V.; Shi, G. Characterization of inclusions in clean steels: A review including the statistics of extremes methods. Prog. Mater. Sci. 2003, 48, 457–520. [Google Scholar] [CrossRef]
- Shi, G.; Atkinson, H.; Sellars, C.; Anderson, C. Application of the Generalized Pareto Distribution to the estimation of the size of the maximum inclusion in clean steels. Acta Mater. 1999, 47, 1455–1468. [Google Scholar] [CrossRef]
- Kanbe, Y.; Karasev, A.; Todoroki, H.; Jönsson, P.G. Determination of Size Distribution and Probable Maximum Size of Inclusions in AISI304 Stainless Steel. ISIJ Int. 2013, 53, 1968–1973. [Google Scholar] [CrossRef]
- Kanbe, Y.; Karasev, A.; Todoroki, H.; Jönsson, P.G. Application of Statistics of Extreme Values for Inclusions in Stainless Steel on Different Stages of Steel Making Proces. ISIJ Int. 2011, 51, 2056–2063. [Google Scholar] [CrossRef][Green Version]
- Kanbe, Y.; Karasev, A.; Todoroki, H.; Jönsson, P.G. Analysis of Largest Sulfide Inclusions in Low Carbon Steel by Using Statistics of Extreme Values. Steel Res. Int. 2010, 82, 313–322. [Google Scholar] [CrossRef]
- Kanbe, Y.; Karasev, A.; Todoroki, H.; Jönsson, P.G. Application of Extreme Value Analysis for Two- and Three-Dimensional Determinations of the Largest Inclusion in Metal Samples. ISIJ Int. 2011, 51, 593–602. [Google Scholar] [CrossRef]
- Yang, Z.; Li, S.; Zhang, J.; Zhang, J.; Li, G.; Li, Z.; Hui, W.; Weng, Y. The fatigue behaviors of zero-inclusion and commercial 42CrMo steels in the super-long fatigue life regime. Acta Mater. 2004, 52, 5235–5241. [Google Scholar] [CrossRef]
- Liu, Q.; Jönsson, P.G.; Nakajima, K. Estimation of the Maximum Carbide Size in a Hypereutectic High Chromium Cast Iron Alloyed with Titanium. ISIJ Int. 2013, 53, 2176–2183. [Google Scholar] [CrossRef]
- Zhou, S.; Murakami, Y.; Fukushima, Y.; Beretta, S. Statistics of Extremes Analysis of Nonmetallic Inclusions Based on 3D Inspection. Tetsu-to-Hagane 2001, 87, 748–755. [Google Scholar] [CrossRef]
- Beretta, S.; Murakami, Y. Statistical analysis of defects for fatigue strength prediction and quality control of materials. Fatigue Fract. Eng. Mater. Struct. 1998, 21, 1049–1065. [Google Scholar] [CrossRef]
- Beretta, S.; Murakami, Y. Largest-extreme-value distribution analysis of multiple inclusion types in determining steel cleanliness. Met. Mater. Trans. A 2001, 32, 517–523. [Google Scholar] [CrossRef]
- Atkinson, H.; Shi, G.; Sellars, C.; Anderson, C. Statistical prediction of inclusion sizes in clean steels. Mater. Sci. Technol. 2000, 16, 1175–1180. [Google Scholar] [CrossRef]
- Takahashi, J. Simulation of the Estimation of the Maximum Inclusion Size from 2-Dimensional Observation Data on the Basis of the Extreme Value of Statistics. ISIJ Int. 2009, 49, 1030–1035. [Google Scholar] [CrossRef][Green Version]
- Castro-Cedeño, E.-I.; Herrera-Trejo, M.; Castro-Roman, M.J.; Castro-Uresti, F.; López-Cornejo, M. Evaluation of Steel Cleanliness in a Steel Deoxidized Using Al. Met. Mater. Trans. A 2016, 47, 1613–1625. [Google Scholar] [CrossRef]
- Takahashi, J.; Suito, H. Random dispersion model of two-dimensional size distribution of second-phase particles. Acta Mater. 2001, 49, 711–719. [Google Scholar] [CrossRef]
- Zinngrebe, E.; Van Hoek, C.; Visser, H.; Westendorp, A.; Jung, I.-H. Inclusion Population Evolution in Ti-alloyed Al-killed Steel during Secondary Steelmaking Process. ISIJ Int. 2012, 52, 52–61. [Google Scholar] [CrossRef]
- Balkema, A.A.; De Haan, L. Residual Life Time at Great Age. Ann. Probab. 1974, 2, 792–804. [Google Scholar] [CrossRef]
- Pickands, J., III. Statistical inference using extreme order statistics. Ann. Stat. 1975, 3, 119–131. [Google Scholar]
- Deng, X.; Ji, C.; Cui, Y.; Tian, Z.; Yin, X.; Shao, X.; Yang, Y.; McLean, A. Formation and evolution of macro inclusions in IF steels during continuous casting. Ironmak. Steelmak. 2017, 44, 739–749. [Google Scholar] [CrossRef]
- Wang, M.; Bao, Y.-P.; Cui, H.; Wu, W.-S.; Wu, H.-J.; Chen, B.; Ji, C.-X.; Zhu, G.-S. Surface cleanliness evaluation in Ti stabilised ultralow carbon (Ti-IF) steel. Ironmak. Steelmak. 2011, 38, 386–390. [Google Scholar] [CrossRef]
- Wang, M.; Bao, Y.-P.; Cui, H.; Wu, H.-J.; Wu, W.-S. The Composition and Morphology Evolution of Oxide Inclusions in Ti-bearing Ultra Low-carbon Steel Melt Refined in the RH Process. ISIJ Int. 2010, 50, 1606–1611. [Google Scholar] [CrossRef]
- Murakami, Y. Effects of Small Defects and Nonmetallic Inclusions on the Fatigue Strength of Metals. Key Eng. Mater. 1991, 51, 37–42. [Google Scholar] [CrossRef]
- Brookes, B.C.; Gumbel, E.J. Statistical Theory of Extreme Values and Some Practical Applications. Math. Gaz. 1955, 39, 341. [Google Scholar] [CrossRef]
- ASTM E2283-03. Standard Practice for Extreme Value Analysis of Nonmetallic Inclusions in Steel and other Microstructural Features; American Society for Testing and Materials: Conshohocken, PA, USA, 2003. [Google Scholar]
- Zhang, L.; Pluschkell, W. Nucleation and growth kinetics of inclusions during liquid steel deoxidation. Ironmak. Steelmak. 2003, 30, 106–110. [Google Scholar] [CrossRef]
- Kwon, Y.-J.; Zhang, J.; Lee, H.-G. A CFD-based Nucleation-growth-removal Model for Inclusion Behavior in a Gas-agitated Ladle during Molten Steel Deoxidation. ISIJ Int. 2008, 48, 891–900. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steels | C | Si | Mn | P | S | Al | Als 1 | Ti | O | N | Ca |
|---|---|---|---|---|---|---|---|---|---|---|---|
| A | 0.0020 | 0.0070 | 0.6550 | 0.0363 | 0.0103 | 0.0515 | 0.0425 | 0.0039 | 0.0019 | 0.0018 | 0.0002 |
| B | 0.0021 | 0.0060 | 0.6580 | 0.0363 | 0.0152 | 0.0531 | 0.0504 | 0.0040 | 0.0018 | 0.0018 | 0.0001 |
| Steels | Stage | Slope | Intercept | R1 | PMS |
|---|---|---|---|---|---|
| A | RH ending | 0.75903 | −2.54754 | 0.99755 | 12.45 |
| Tundish inlet | 0.66567 | −2.35154 | 0.99752 | 13.91 | |
| Tundish outlet | 0.65190 | −2.58054 | 0.99747 | 14.33 | |
| Slab | 0.27591 | −1.50867 | 0.98474 | 30.50 | |
| B | RH ending | 0.72763 | −2.45061 | 0.99864 | 12.85 |
| Tundish inlet | 0.67923 | −2.50351 | 0.99605 | 13.84 | |
| Tundish outlet | 0.65061 | −2.87232 | 0.99527 | 15.00 | |
| Slab | 0.23380 | −1.61120 | 0.98341 | 36.42 |
| Steels | Stage | Slope (−b 1) | Intercept (a 1) | R | PMS |
|---|---|---|---|---|---|
| A | RH ending | −0.83288 | 4.60367 | 0.98860 | 13.82 |
| Tundish inlet | −0.75763 | 4.44969 | 0.99257 | 14.99 | |
| Tundish outlet | −0.71951 | 4.41905 | 0.99256 | 15.74 | |
| Slab | −0.51355 | 4.17305 | 0.95785 | 21.58 | |
| B | RH ending | −0.83653 | 4.50499 | 0.98731 | 13.64 |
| Tundish inlet | −0.73693 | 4.43199 | 0.99281 | 15.39 | |
| Tundish outlet | −0.69863 | 4.51202 | 0.99238 | 16.34 | |
| Slab | −0.45341 | 4.38508 | 0.94824 | 24.90 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pan, X.; Yang, J. Probable Maximum Sizes of Inclusions Predicted by SEV and PSD for BH Steels of Automobile Exposed Panel with Different Sulfur Contents. Metals 2020, 10, 637. https://doi.org/10.3390/met10050637
Pan X, Yang J. Probable Maximum Sizes of Inclusions Predicted by SEV and PSD for BH Steels of Automobile Exposed Panel with Different Sulfur Contents. Metals. 2020; 10(5):637. https://doi.org/10.3390/met10050637
Chicago/Turabian StylePan, Xiaoqian, and Jian Yang. 2020. "Probable Maximum Sizes of Inclusions Predicted by SEV and PSD for BH Steels of Automobile Exposed Panel with Different Sulfur Contents" Metals 10, no. 5: 637. https://doi.org/10.3390/met10050637
APA StylePan, X., & Yang, J. (2020). Probable Maximum Sizes of Inclusions Predicted by SEV and PSD for BH Steels of Automobile Exposed Panel with Different Sulfur Contents. Metals, 10(5), 637. https://doi.org/10.3390/met10050637