Microstructural and Mechanical Characterization of a Nanostructured Bainitic Cast Steel


Abstract
1. Introduction
2. Materials and Methods
3. Results and Analysis
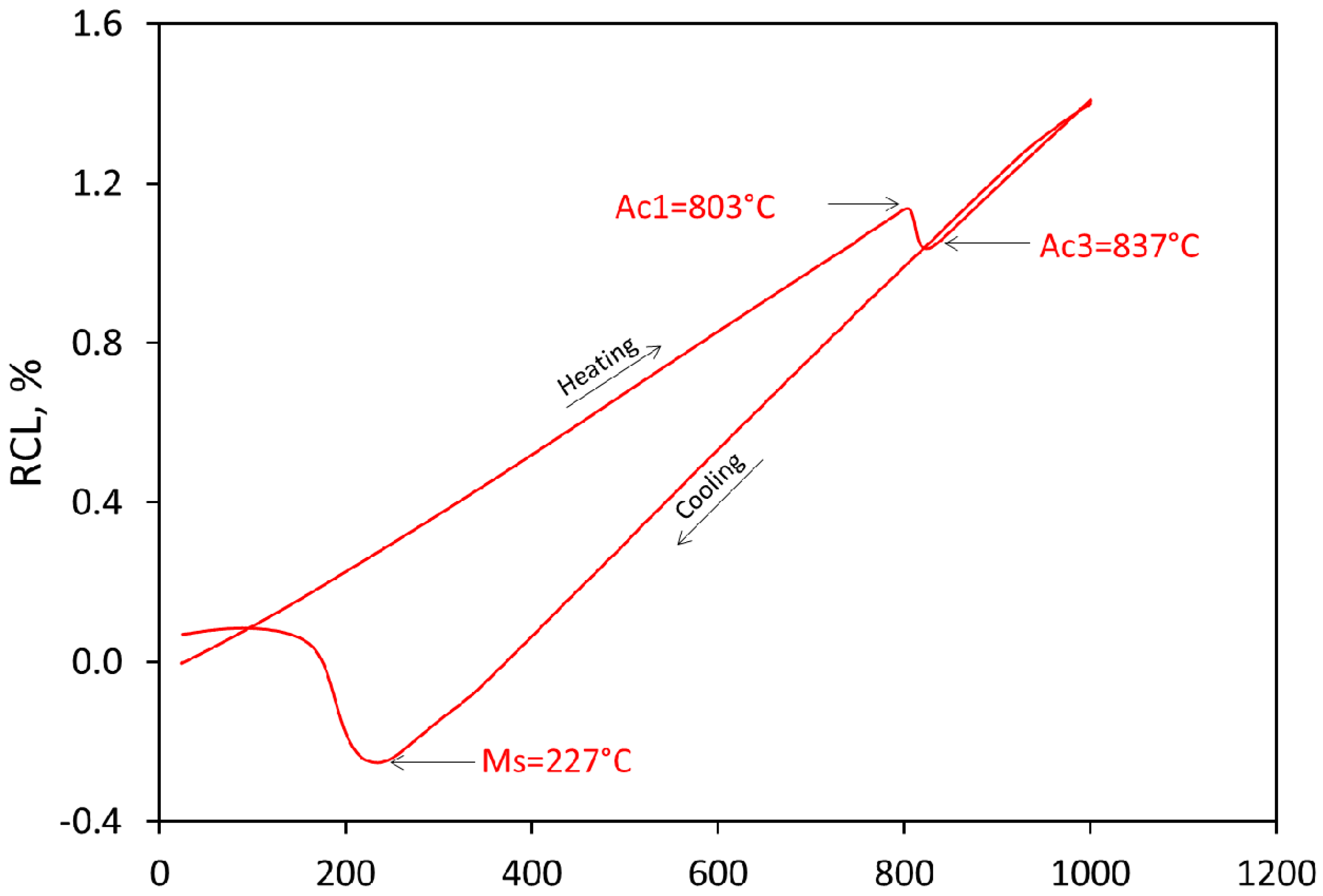
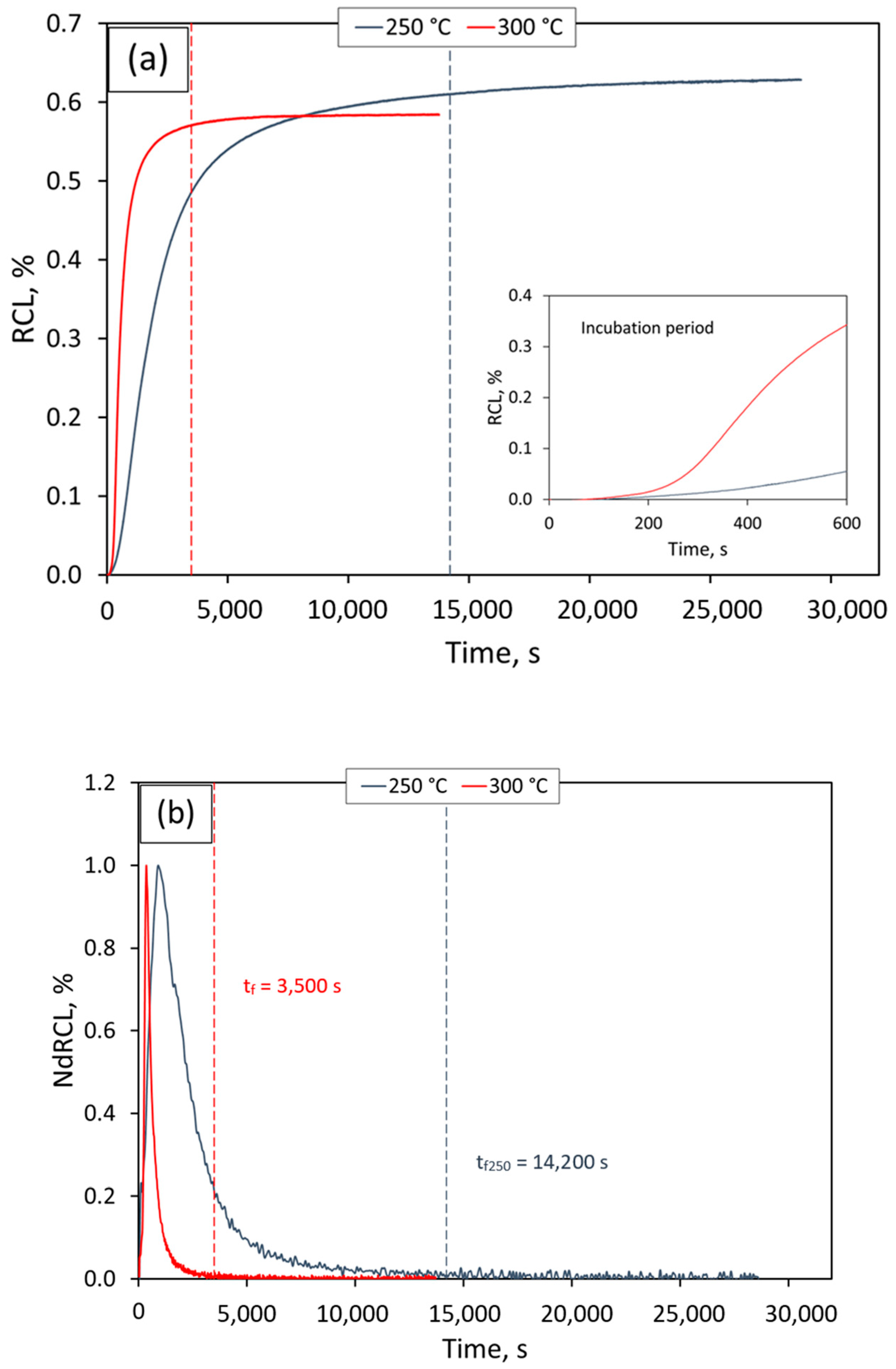
3.1. Establishing Heat Treatment Conditions
3.2. Microstructural Characterization
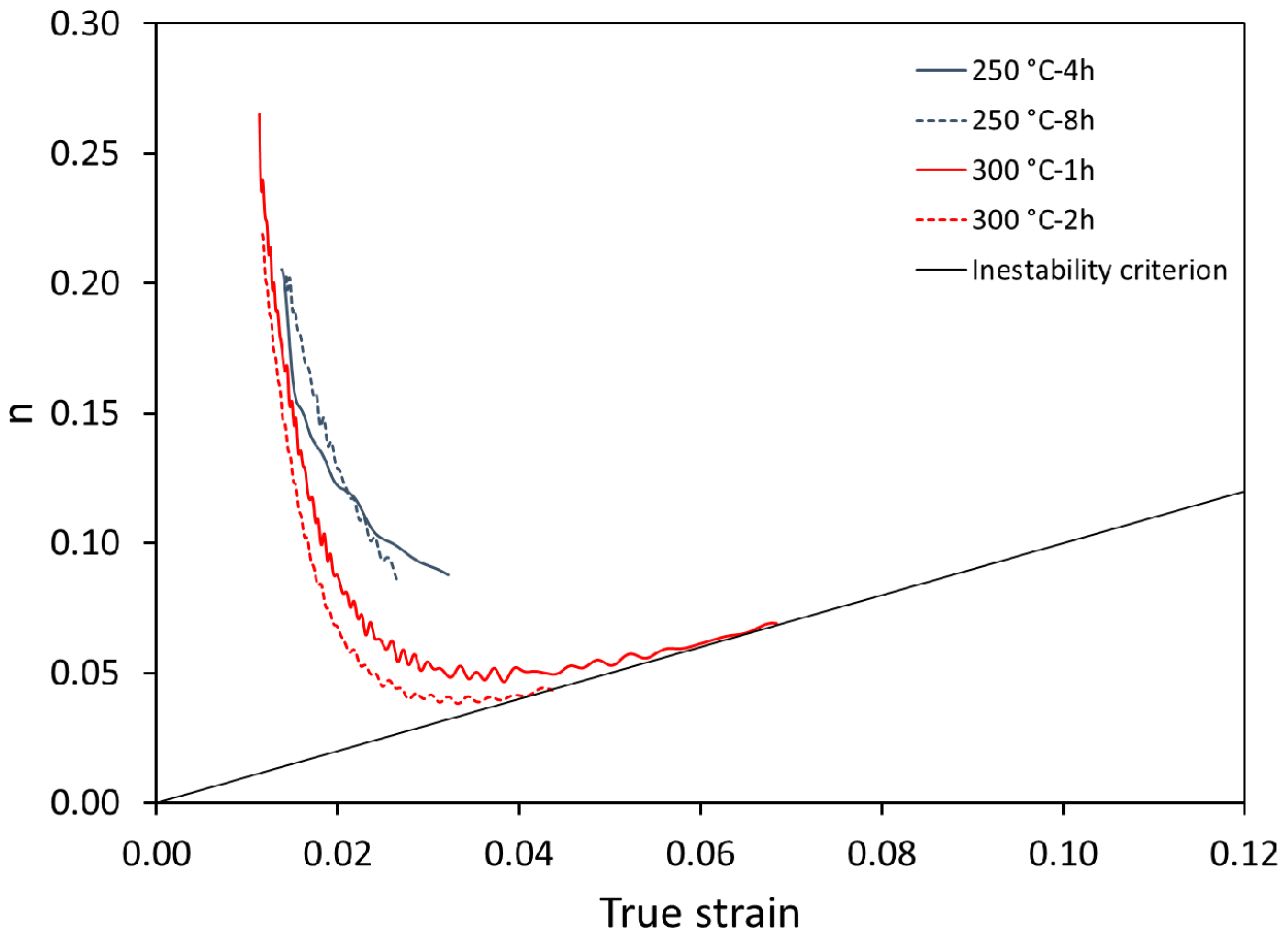
3.3. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Folgarait, P.; Saccocco, A.; De Ro, A.; Eisenkolb, B. Bainitic steels for new rail materials; Publications Office of the EU: Luxemburg, 2006; ISSN 1018-5593.
- Caballero, F.; Santofimia, M.; Capdevila, C.; Garcia de Andres, C.; Zajac, S.; Allain, S.; Iung, T.; Couturier, A.; Drillet, J.; Quidort, D.; et al. Novel high strength, high toughness carbide-free bainitic steels. In Technical Steel Research Publications; Publications Office of the EU: Luxembourg, 2007; p. 137, ISSN 1018-5593. [Google Scholar]
- Caballero, F.; Garcia-Mateo, C.; Cornide, J.; Allain, S.; Puerta, J.; Crouvizier, M.; Mastrorillo, T.; Jantzen, L.; Vuorinen, E.; Lindgren, L.; et al. New advanced ultra-high strength bainitic steels: Ductility and formability. In Research Found for Coal and Steel, Technical Steel Research; Publications Office of the EU: Luxembourg, 2013; p. 123, ISSN 1831-9424. [Google Scholar]
- Sourmail, T.; Smanio, V.; Ziegler, C.; Heuer, V.; Kuntz, M.; Caballero, F.; Garcia-Mateo, C.; Cornide, J.; Elvira, R.; Leiro, A.; et al. Novel nanostructured bainitic steel grades to answer the need for high-performance steel components (Nanobain). In Research Found for Coal and Steel, Technical Steel Research; Publications Office of the EU: Luxembourg, 2013; p. 123, ISSN 1831-9424. [Google Scholar]
- Janisch, R.; Rementiera, R.; Caballero, F.; Garcia-Mateo, C.; Danoix, F.; Pizarro-Sanz, R.; Sampath, S.; Morales-Rivas, L.; Sourmail, T.; Kuntz, M.; et al. Understanding basic mechanism to optimize and predict in service properties of nanobainitic steels (MECBAIN). In Research Found for Coal and Steel, Technical Steel Research; Publications Office of the EU: Luxembourg, 2017; p. 167, ISSN 1831-9424. [Google Scholar] [CrossRef]
- Pujante, J.; Casellas, D.; Sourmail, T.; Caballero, F.; Rementeria, R.; Soto, A.; Llanos, J.; Vuorinen, E.; Prakash, B.; Hardell, J.; et al. Novel Nano-Structured Bainitic Steels for Enhanced Durability of Wear Resistant Components: Microstructural Optimisation through Simulative Wear and Field Tests (BAINWEAR). In Research Found for Coal and Steel, Technical Steel Research; Publications Office of the EU: Luxembourg, 2019; p. 147, ISSN 1831-9424. [Google Scholar] [CrossRef]
- Bhadeshia, H. Bainite in Steels: Theory and Practice; Maney Publishing: Leeds, UK, 2015. [Google Scholar]
- Garcia-Mateo, C.; Sourmail, T.; Caballero, F. Bainitic Steel: Nanostructured. In Encycplopedia of Iron Steel and Their Alloys; CRC Press Inc: Boca Raton, FL, USA, 2016; pp. 271–290. [Google Scholar] [CrossRef]
- Cornide, J.; Garcia-Mateo, C.; Capdevila, C.; Caballero, F. An assessment of the contributing factors to the nanoscale structural refinement of advanced bainitic steels. J. Alloy. Compd. 2013, 577, S43–S47. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Caballero, F. Nanocrystalline Bainitic Steels for Industrial Applications. In Nanotechnology for Energy Sustainability; Wiley-VCH: Weinheim, Germany, 2017; pp. 707–724. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Sourmail, T.; Caballero, F.; Smanio, V.; Kuntz, M.; Ziegler, C.; Leiro, A.; Vuorinen, E.; Elvira, R.; Teeri, T. Nanostructured steel industrialization: Plausible reality. Mater. Sci. Technol. 2014, 30, 1071–1078. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Caballero, F.; Bhadeshia, H. Development of hard bainite. ISIJ Int. 2003, 43, 1238–1243. [Google Scholar] [CrossRef]
- Avishan, B.; Yazdani, S.; Caballero, F.; Wang, T.; Garcia-Mateo, C. Characterization of microstructure and mechanical properties in two different nanostructured bainitic steels. Mater. Sci. Technol. 2015, 31, 1508–1520. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Caballero, F. Ultra-high-strength bainitic steels. ISIJ Int. 2005, 45, 1736–1740. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Caballero, F. Advanced High Strength Bainitic Steels. In Comprehensive Materials Processing; Elsevier Ltd: Amsterdam, The Netherland, 2014; Chapter 9; pp. 165–190. [Google Scholar]
- Garcia-Mateo, C.; Caballero, F.; Sourmail, T.; Kuntz, M.; Cornide, J.; Smanio, V.; Elvira, R. Tensile behaviour of a nanocrystalline bainitic steel containing 3 wt% silicon. Mater. Sci. Eng. A 2012, 549, 185–192. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Caballero, F.; Sourmail, T.; Smanio, V.; Garcia de Andres, C. Industrialized nanocrystalline bainitic steels. Design approach. Int. J. Mater. Res. 2014, 105, 725–734. [Google Scholar] [CrossRef]
- Morales-Rivas, L.; Garcia-Mateo, C.; Sourmail, T.; Kuntz, M.; Rementeria, R.; Caballero, F. Ductility of Nanostructured Bainite. Metals 2016, 6, 302. [Google Scholar] [CrossRef]
- Morales-Rivas, L.; Yen, h.; Huang, B.; Kuntz, M.; Caballero, F.; Yang, J.; Garcia-Mateo, C. Tensile Response of Two Nanoscale Bainite Composite-Like Structures. J. Miner. Met. Mater. Soc. 2015, 67, 2223–2235. [Google Scholar] [CrossRef]
- Leiro, A.; Vuorinen, E.; Sundin, K.; Prakash, B.; Sourmail, T.; Smanio, V.; Caballero, F.; Garcia-Mateo, C.; Elvira, R. Wear of nano-structured carbide-free bainitic steels under dry rolling-sliding conditions. Wear 2013, 298, 42–47. [Google Scholar] [CrossRef]
- Rementeria, R.; Aranda, M.; Garcia-Mateo, C.; Caballero, F. Improving wear resistance of steels through nanocrystalline structures obtained by bainitic transformation. Mater. Sci. Technol. 2016, 32, 308–312. [Google Scholar] [CrossRef]
- Voigt, R.; Bendaly, R.; Janowak, J.; Park, Y. Development of Austempered High Silicon Cast Steels. AFS Trans. 1985, 93, 453–462. [Google Scholar]
- Putatunda, S. Austempering of a Silicon Manganese Cast Steel. Mater. Manuf. Process. 2001, 16, 743–762. [Google Scholar] [CrossRef]
- Chen, X.; Li, Y. Effects of Ti, V, and rare earth on the mechanical properties of austempered high silicon cast steel. Met. Mater. Trans. A 2006, 37, 3215–3220. [Google Scholar] [CrossRef]
- Son, J.; Kim, J.; Kim, W.; Ye, B. Effects of austempering conditions on the microstructures and mechanical properties in Fe-0.9%C-2.3%Si-0.3%Mn steel. Met. Mater. Int. 2010, 16, 357–361. [Google Scholar] [CrossRef]
- Xiang, C.; Yanxiang, L. Microstructure and mechanical properties of a new type of austempered boron alloyed high silicon cast steel. China Foundry 2013, 10, 156–161. [Google Scholar]
- Caballero, F.; Capdevila, C.; Garcia De Andrés, C. Modelling of kinetics of austenite formation in steels with different initial microstructures. ISIJ Int. 2000, 41, 1093–1102. [Google Scholar] [CrossRef]
- Sourmail, T.; Smanio, V. Determination of Ms temperature: Methods, meaning and influence of slow start phenomenon. Mater. Sci. Technol. 2013, 29, 883–888. [Google Scholar] [CrossRef]
- Trzaska, J. Empirical Formula for the calculation of austenite supercooled transformation temperatures. Arch. Met. Mater. 2015, 60, 181–185. [Google Scholar] [CrossRef]
- Santajuana, M.; Eres-Castellanos, A.; Ruiz-Jimenez, V.; Allain, S.; Geandier, G.; Caballero, F.; Garcia-Mateo, C. Quantitative Assessment of the Time to End Bainitic Transformation. Metals 2019, 9, 925. [Google Scholar] [CrossRef]
- ASTM E8/E8M-16ae1. Standard Test Methods for Tension Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2016; Available online: www.astm.org (accessed on 10 October 2019). [CrossRef]
- ASTM E23–18. Standard Test Methods for Notched Bar Impact Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2018; Available online: www.astm.org (accessed on 9 August 2019). [CrossRef]
- Garcia-Mateo, C.; Jimenez, J.; Lopez-Ezquerra, B.; Rementeria, R.; Morales-Rivas, L.; Kuntz, M.; Caballero, F. Analyzing the scale of the bainitic ferrite plates by XRD, SEM and TEM. Mater. Charact. 2016, 122, 83–89. [Google Scholar] [CrossRef]
- Singh, B.; Bhadeshia, H. Estimation of bainite plate-thickness in low-alloy steels. Mater. Sci. Eng. A 1998, 245, 72–79. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Caballero, F.; Miller, M.; Jimenez, J. On measurement of carbon content in retained austenite in a nanostructured bainitic steel. J. Mater. Sci. 2012, 47, 1004–1010. [Google Scholar] [CrossRef]
- Balzar, D.; Audebrand, N.; Daymond, M.R.; Fitch, A.; Hewat, A.; Langford, J.I.; Le Bail, A.; Louer, D.; Masson, O.; McCowan, C.N.; et al. Size-Strain Line-Broadening Analysis of the Ceria Round-Robin Sample. J. Appl. Cryst. 2004, 37, 911–924. [Google Scholar] [CrossRef]
- Tenaglia, N.E.; Massone, J.M.; Boeri, R.E.; Speer, J.G. Effect of microsegregation on carbide-free bainitic transformation in a high-silicon cast steel. Mater. Sci. Tech. 2020, 36, 690–698. [Google Scholar] [CrossRef]
- Strangwood, M.; Bhadeshia, H. The mechanism of acicular ferrite formation in steel weld deposits. In Advances in Welding Science and Technology; ASM International: Park, OH, USA, 1987; pp. 209–213. [Google Scholar]
- Yang, J.; Bhadeshia, H. Thermodynamics of the acicular ferrite transformation in alloy-steel weld deposits. In Advances in Welding Science and Technology; ASM International: Metals Park, OH, USA, 1987; pp. 187–191. [Google Scholar]
- Zhang, S.; Hattori, N.; Enomoto, M.; Tarui, T. Ferrite nucleation at ceramic/austenite interfaces. ISIJ Int. 1996, 36, 1301–1309. [Google Scholar] [CrossRef]
- Sarma, D.; Karasev, A.; Jönsson, P. On the role of non-metallic inclusions in the nucleation of acicular ferrite in steels. ISIJ Int. 2009, 49, 1063–1074. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Jimenez, J.; Yen, H.; Miller, M.; Morales-Rivas, L.; Kuntz, M.; Ringer, S.; Yang, J.; Caballero, F. Low temperature bainitic ferrite: Evidence of carbon super-saturation and tetragonality. Acta Mater. 2015, 91, 162–173. [Google Scholar] [CrossRef]
- Santajuana, M.A.; Rementeria, R.; Kuntz, M.; Jimenez, J.A.; Caballero, F.G.; Garcia-Mateo, C. Low-temperature bainite: A thermal stability study. Met. Mater. Trans. A 2018, 49, 2026–2036. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Caballero, F. Understanding the Mechanical Properties of Nanostructured Bainite. Handb. Mech. Nanostructuring 2015, 1, 35–65. [Google Scholar]
- Pierce, D.T.; Jiménez, J.A.; Bentley, J.; Raabe, D.; Wittig, J.E. The influence of stacking fault energy on the microstructural and strain-hardening evolution of Fe-Mn-Al-Si steels during tensile deformation. Acta Mater. 2015, 100, 178–190. [Google Scholar] [CrossRef]
- Bäumer, A.; Jiménez, J.A.; Bleck, W. Effect of temperature and strain rate on strain hardening and deformation mechanisms of high manganese austenitic steels. Int. J. Mater. Res. 2010, 101, 705–714. [Google Scholar] [CrossRef]
- Jacques, P.J.; Girault, E.; Harlet, P.; Delanny, F. The developments of cold-rolled trip-assisted multiphase steels. Low silicon trip-assisted multiphase steels. ISIJ Int. 2001, 41, 1061–1067. [Google Scholar] [CrossRef]
- Chatterjee, S.; Wang, H.S.; Yang, J.R.; Bhadeshia, H. Mechanical stabilization of austenite. Mater. Sci. Technol. 2006, 22, 641–644. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H.; Edmonds, D.V. The bainite transformation in a silicon steel. Met. Mater. Trans. A 1979, 10, 895–907. [Google Scholar] [CrossRef]
- Sherif, M.Y.; Garcia-Mateo, C.; Sourmail, T.; Bhadeshia, H.K.D.H. Stability of retained austenite in TRIP-assisted steels. Mater. Sci. Technol. 2004, 20, 319–322. [Google Scholar] [CrossRef]
- Stringfellow, R.G.; Parks, D.M.; Olson, G.B.A. Constitutive model for transformation plasticity accompanying strain-induced martensitic transformations in metastable austenitic steels. Acta Met. Mater. 1992, 40, 1703–1716. [Google Scholar] [CrossRef]
- Lani, F.; Furnemont, Q.; Van Rompaey, T.; Delannay, F.; Jacques, P.J.; Pardoen, T. Multiscale mechanics of TRIP- assisted multiphase steels: II micromechanical modelling. Acta Mater. 2007, 55, 3695–3705. [Google Scholar] [CrossRef]
- Caballero, F.G.; Morales-Rivas, L.; Garcia-Mateo, C. Retained Austenite: Stability in a Nanostructured Bainitic Steel. In Encyclopedia of Iron, Steel, and Their Alloys; CRC Press Inc: Boca Raton, FL, USA, 2016; pp. 3077–3087. [Google Scholar] [CrossRef]
- Hu, F.; Wu, K. Isothermal transformation of low temperature super bainite. Adv. Mater. Res. 2011, 146–147, 1843–1848. [Google Scholar] [CrossRef]
- Morales-Rivas, L.; Garcia-Mateo, C.; Kuntz, M.; Sourmail, T.; Caballero, F.G. Induced martensitic transformation during tensile test in nanostructured bainitic steels. Mater. Sci. Eng. A 2016, 662, 169–177. [Google Scholar] [CrossRef]
- Morales-Rivas, L.; Gonzalez-Orive, A.; Garcia-Mateo, C.; Hernandez-Creus, A.; Caballero, F.G.; Vazquez, L. Nanomechanical characterization of nanostructured bainitic steel: Peak force microscopy and nanoindentation with AFM. Sci. Rep. 2015, 5, 17164. [Google Scholar] [CrossRef] [PubMed]
- García-Mateo, C.; Caballero, F. The Role of Retained Austenite on Tensile Properties of Steels with Bainitic Microstructures. Mater. Trans. 2005, 46, 1839–1846. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tiso, °C | 250 | 300 | |||
|---|---|---|---|---|---|
| Time, h | 4 (tf) | 8 (2 × tf) | 1 (tf) | 2 (2 × tf) | |
| Bainitic ferrite, αb | Tetragonality, c/a | 1.0088 | 1.0085 | 1.0083 | 1.0077 |
| Volume %, ± 3% | 86.2 | 87.3 | 83.6 | 85.5 | |
| Microstrain, εα, % | 0.0022 | 0.0023 | 0.0022 | 0.0021 | |
| Blocks of austenite, γb | Lattice parameter, Å | 3.610 | 3.613 | 3.616 | 3.620 |
| Carbon concentration, wt %, ± 0.12% | 0.94 | 1.03 | 1.12 | 1.24 | |
| Volume %, ± 3% | 6.8 | 5.1 | 7.7 | 6.6 | |
| Microstrain, εγ, % | 0.0031 | 0.0029 | 0.0021 | 0.0020 | |
| Austenite films, γf | Lattice parameter, Å | 3.632 | 3.631 | 3.633 | 3.632 |
| Carbon concentration, wt %, ± 0.12% | 1.60 | 1.57 | 1.63 | 1.60 | |
| Volume %, ± 3% | 7.0 | 7.6 | 8.7 | 7.9 | |
| Crystallite size, Dγ, nm | 8 | 8 | 11 | 12 | |
| Tiso, °C | Time, h | Hardness, HRC | UTS, MPa | YS, MPa | TE, % | IT, J |
|---|---|---|---|---|---|---|
| 250 | 4 (tf) | 55.2 ± 0.7 | 1897 ± 83 | 1807 ± 47 | 3 ± 1 | 9.8 ± 1.7 |
| 8 (2 × tf) | 55.4 ± 0.4 | 1918 ± 121 | 1859 ± 85 | 2 ± 1 | 8.6 ± 0.6 | |
| 300 | 1 (tf) | 51.6 ± 0.3 | 1786 ± 18 | 1618 ± 3 | 7 ± 2 | 17.7 ± 0.6 |
| 2 (2 × tf) | 51.5 ± 0.3 | 1749 ± 6 | 1629 ± 12 | 9 ± 3 | 17.4 ± 2.1 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Santacruz-Londoño, A.F.; Rios-Diez, O.; Jiménez, J.A.; Garcia-Mateo, C.; Aristizábal-Sierra, R. Microstructural and Mechanical Characterization of a Nanostructured Bainitic Cast Steel. Metals 2020, 10, 612. https://doi.org/10.3390/met10050612
Santacruz-Londoño AF, Rios-Diez O, Jiménez JA, Garcia-Mateo C, Aristizábal-Sierra R. Microstructural and Mechanical Characterization of a Nanostructured Bainitic Cast Steel. Metals. 2020; 10(5):612. https://doi.org/10.3390/met10050612
Chicago/Turabian StyleSantacruz-Londoño, Andrés Felipe, Oscar Rios-Diez, José A. Jiménez, Carlos Garcia-Mateo, and Ricardo Aristizábal-Sierra. 2020. "Microstructural and Mechanical Characterization of a Nanostructured Bainitic Cast Steel" Metals 10, no. 5: 612. https://doi.org/10.3390/met10050612
APA StyleSantacruz-Londoño, A. F., Rios-Diez, O., Jiménez, J. A., Garcia-Mateo, C., & Aristizábal-Sierra, R. (2020). Microstructural and Mechanical Characterization of a Nanostructured Bainitic Cast Steel. Metals, 10(5), 612. https://doi.org/10.3390/met10050612