Influence of Laser-Assisted Fusing on Microstructural Evolution and Tribological Properties of NiWCrSiB Coating



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Thermal Spraying
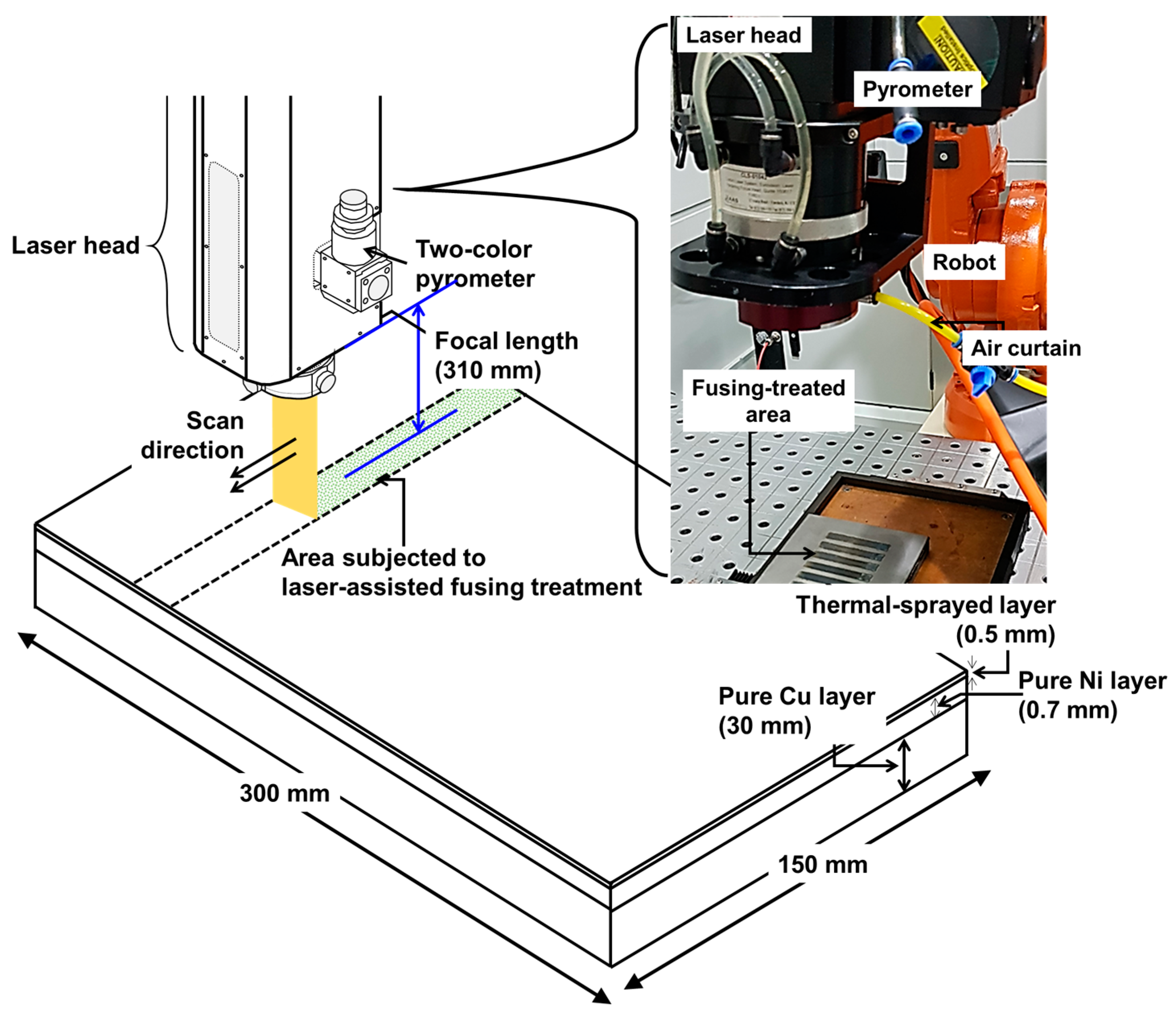
2.2.2. Laser-Assisted Fusing Treatment
2.2.3. Microstructure
2.2.4. Surface Mechanical Properties
3. Metallurgical Basis for Determination of Laser-Assisted Fusing Treatment Conditions
3.1. Thermodynamic Calculations for Phase Fraction of 1276F Alloy
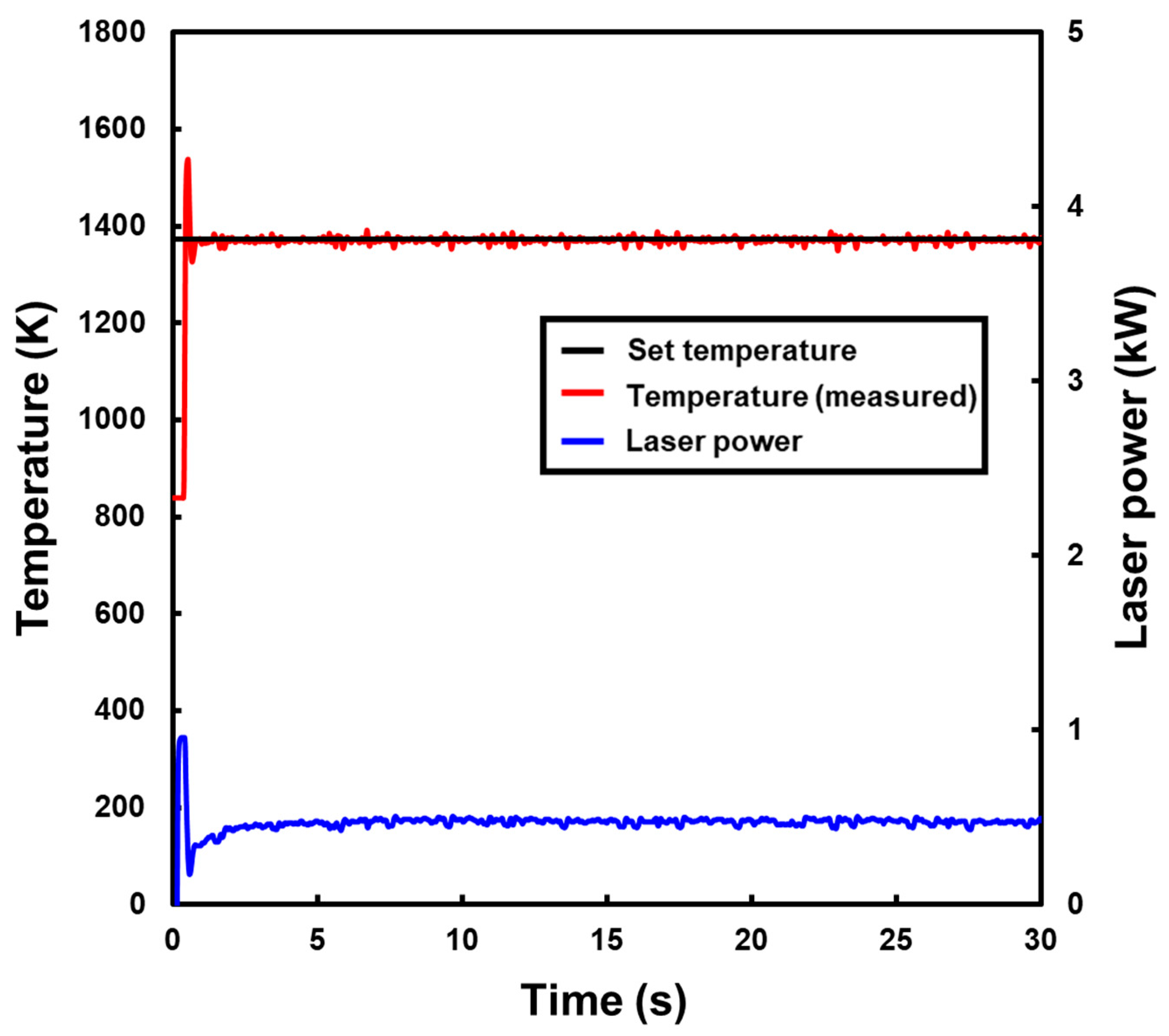
3.2. Control of Surface Temperature and Laser Power during Laser-Assisted Fusing
4. Effect of Laser Irradiation on Fusing Ability for 1276F Coating
4.1. Macrostructure and Element Distribution of As-Sprayed Coating
4.2. Homogenization Behavior upon Laser-Assisted Fusing Temperatures
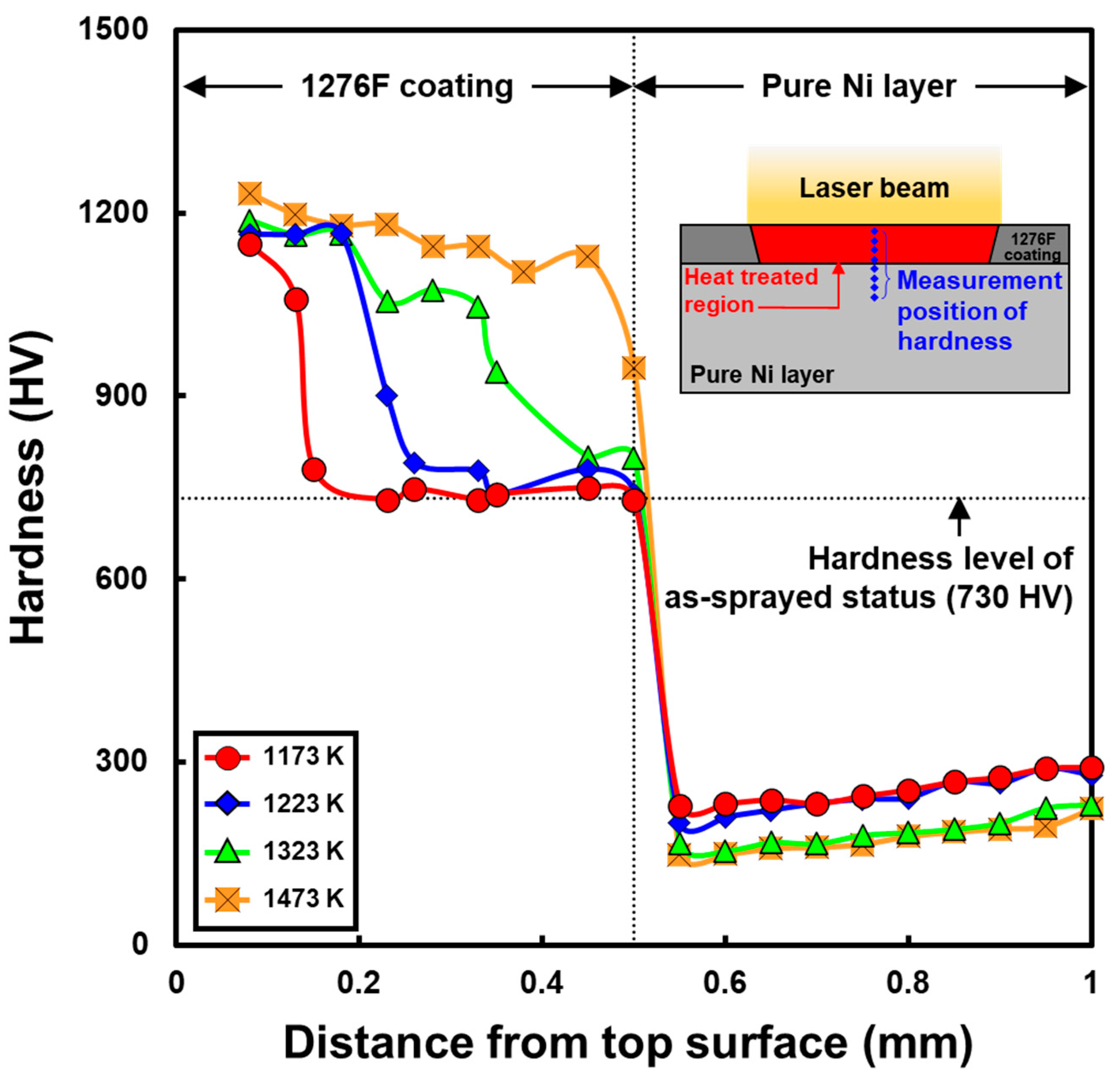
4.3. Relationship between Hardness and Microstructure upon Laser-Assisted Fusing Treatment
5. Influence of Laser-Assisted Fusing on Tribological Properties of 1276F Coating
6. Conclusions
- i.
- Based on the results of thermodynamic calculations, the temperature of the laser-assisted fusing was set to a range of 1173–1473 K; during the fusing treatment, this temperature was maintained using a pyrometer system. After the laser-assisted fusing treatment, imperfections such as the macrosegregation of certain alloying elements and voids were diminished, relative to the as-sprayed sample.
- ii.
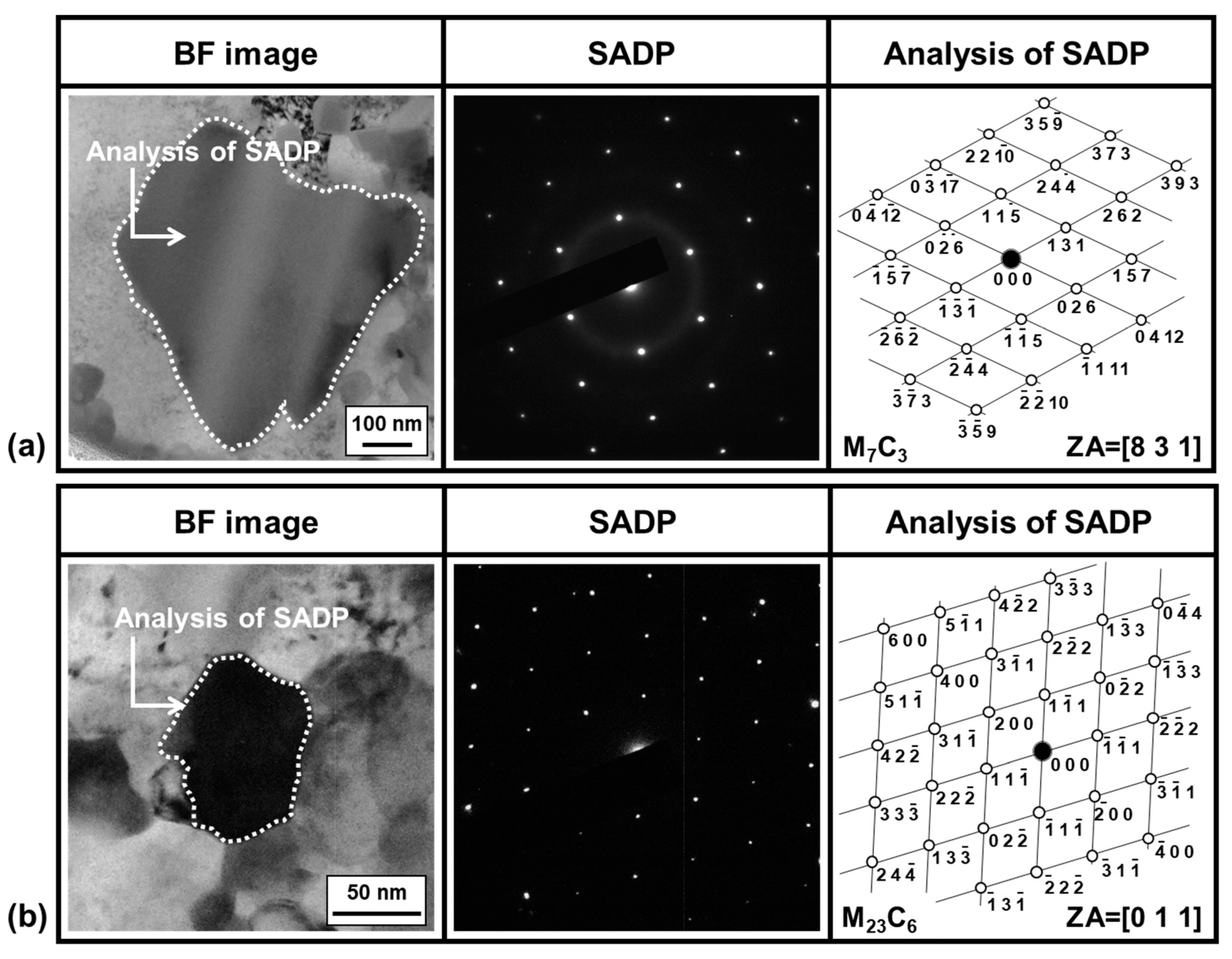
- The zone subjected to fusing exhibited finely distributed secondary phases, which were not observed in the as-sprayed zone. These fine secondary phases (carbides and borides) were identified as M23C6, M7C3 and M5B3, with sizes ranging from 0.05 to 10 μm, approximately. The hardness increment from 730 (as-sprayed status) to 1230 HV (at 1473 K) after the laser-assisted fusing treatment was attributed to the generation of these finely distributed carbides and borides.
- iii.
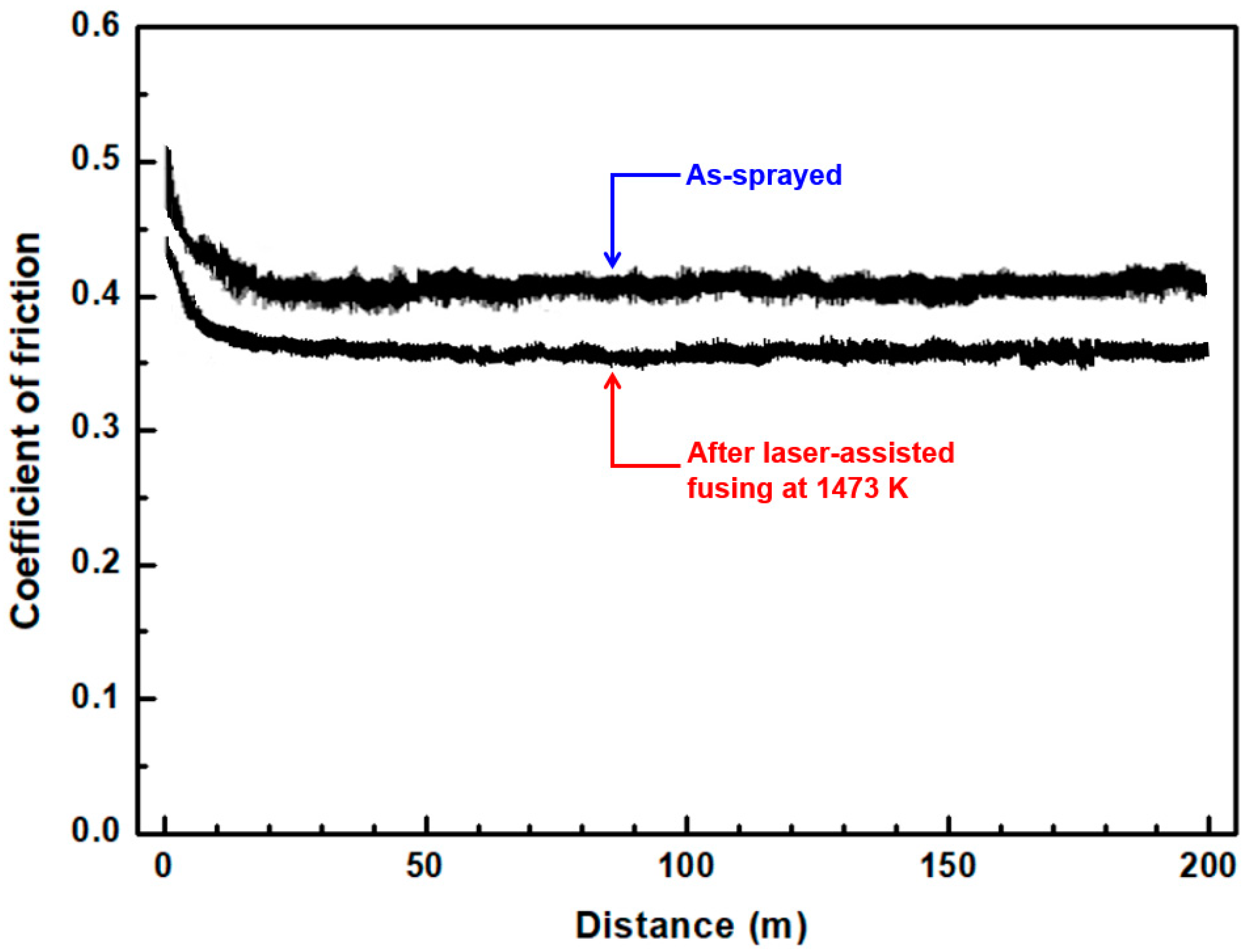
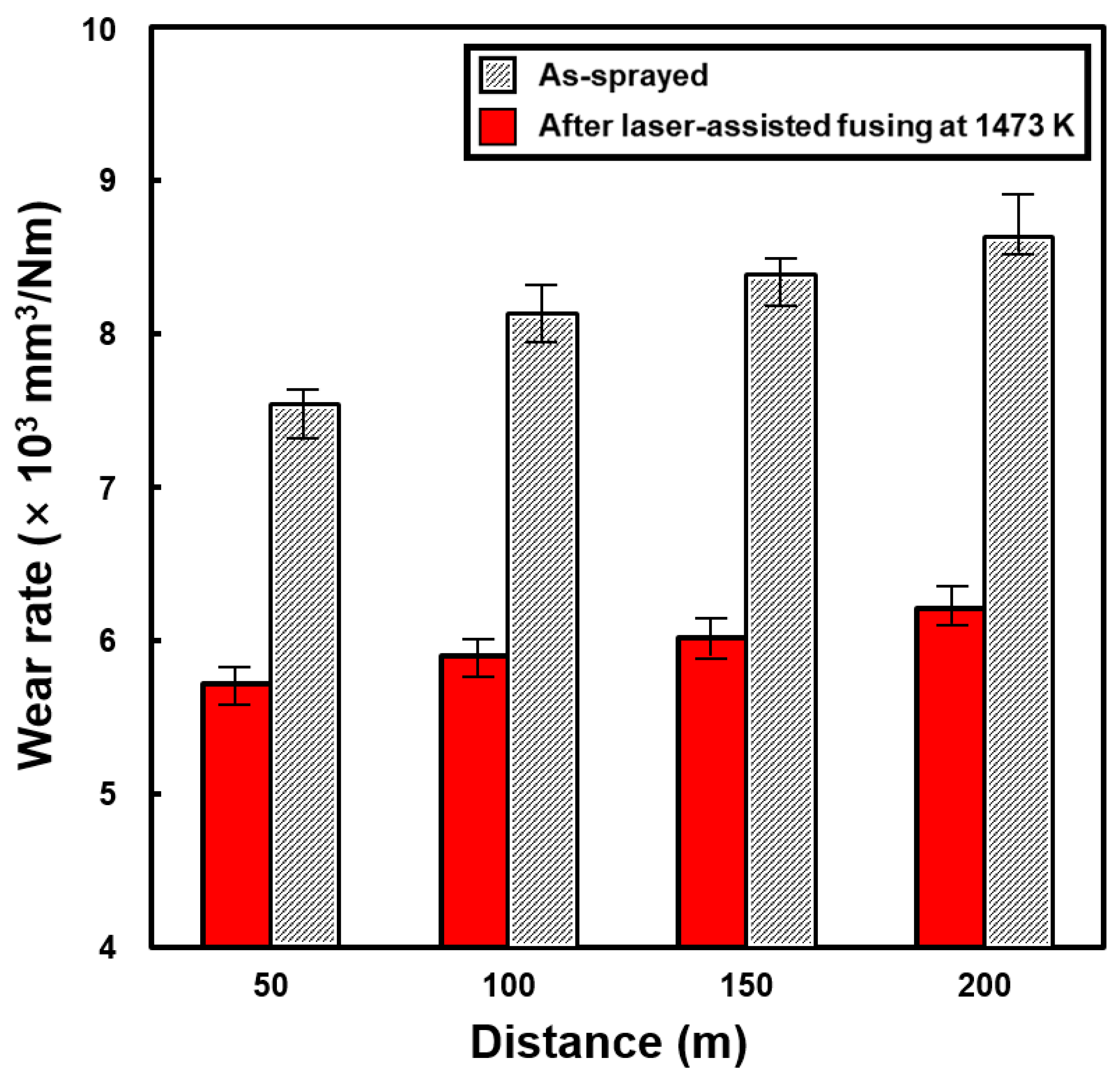
- The coating subjected to laser-assisted fusing exhibited greater wear resistance than that of the as-sprayed coating. The coefficient of friction and wear rate of the as-sprayed coating were both somewhat higher than those of the laser-assisted fusing coating. The superior tribological properties of the laser-assisted fusing coating, relative to the as-sprayed coating, were attributed to the increase in the surface hardness, as well as the microstructural homogeneity.
Author Contributions
Funding
Conflicts of Interest
References
- Hamatani, H.; Ichiyama, Y.; Kobayashi, J. Mechanical and thermal properties of HVOF sprayed Ni based alloys with carbide. Sci. Technol. Adv. Mater. 2002, 3, 319–326. [Google Scholar] [CrossRef]
- Matthews, S.; James, B. Review of thermal spray coating applications in the steel industry: Part 1– hardware in steel making to the continuous annealing process. J. Therm. Spray. Technol. 2010, 19, 1267–1276. [Google Scholar] [CrossRef]
- Chen, H.; Su, L.; Wang, G.; Wan, S.; Zhang, L.; Luo, Z. Fuzzy estimation for heat flux distribution at the slab continuous casting mold surface. Int. J. Therm. Sci. 2014, 83, 80–88. [Google Scholar] [CrossRef]
- Barella, S.; Gruttadauria, A.; Mapelli, C.; Mombelli, D. Investigation of failure and damages on a continuous casting copper mould. Eng. Fail. Anal. 2014, 36, 432–438. [Google Scholar] [CrossRef]
- Shieh, Y.; Wang, J.; Shih, H.; Wu, S. Alloys and post-heat treatment of thermal sprayed coatings of self-fluxing alloys. Surf. Coat. Technol. 1993, 58, 73–77. [Google Scholar] [CrossRef]
- Otsubo, F.; Era, H.; Kishitake, K. Structure and phases in nickel-base self-fluxing alloy coating containing high chromium and boron. J. Therm. Spray Technol. 2000, 9, 107–113. [Google Scholar] [CrossRef]
- Otsubo, F.; Era, H.; Kishitake, K. Interface reaction between nickel-base self-fluxing alloy coating and steel substrate. J. Therm. Spray Technol. 2000, 9, 259–263. [Google Scholar] [CrossRef]
- Sakata, K.; Nakano, K.; Miyahara, H.; Matsubara, Y.; Ogi, K. Microstructure control of thermally sprayed Co-based self-fluxing alloy coatings by diffusion treatment. J. Therm. Spray Technol. 2007, 16, 991–997. [Google Scholar] [CrossRef]
- Houdková, Š.; Pala, Z.; Smazalová, E.; Vostřák, M.; Česánek, Z. Microstructure and sliding wear properties of HVOF sprayed, laser remelted and laser clad Stellite 6 coatings. Surf. Coat. Tech. 2017, 318, 129–141. [Google Scholar] [CrossRef]
- Santhanakrishnan, S.; Kovacevic, R. Hardness prediction in multi-pass direct diode laser heat treatment by on-line surface temperature monitoring. J. Mater. Proc. Technol. 2012, 212, 2261–2271. [Google Scholar] [CrossRef]
- Chun, E.J.; Sim, A.; Kim, M.S.; Kang, N. Microstructural characterization of surface softening behavior for Cu-bearing martensitic steels after laser surface heat treatment. Metals 2018, 8, 470. [Google Scholar] [CrossRef]
- Shariff, S.M.; Pal, T.K.; Padmanabham, G.; Joshi, S.V. Influence of chemical composition and prior microstructure on diode laser hardening of railroad steels. Surf. Coat. Technol. 2013, 228, 14–26. [Google Scholar] [CrossRef]
- Hongchao, Q. Experimental investigation of laser peening on Ti17 titanium alloy for rotor blade applications. Appl. Surf. Sci. 2015, 351, 524–530. [Google Scholar] [CrossRef]
- Li, R.; Jin, Y.; Li, Z.; Qi, K. Comparative study of high-power diode laser and CO2 laser surface hardening of AISI 1045 Steel. J. Mater. Eng. Perform. 2014, 23, 3085–3091. [Google Scholar] [CrossRef]
- Soriano, C.; Leunda, J.; Lambarri, J.; Navas, V.G. Effect of laser surface hardening on the microstructure, hardness and residual stresses of austempered ductile iron grades. Appl. Surf. Sci. 2011, 257, 7101–7106. [Google Scholar] [CrossRef]
- Qiu, F.; Uusitalo, J.; Kujanpaa, V. Laser transformation hardening of carbon steel: Microhardness analysis on microstructural phases. Surf. Eng. 2013, 29, 34–40. [Google Scholar] [CrossRef]
- Giacomantonio, M.; Gulizia, S.; Jahedi, M.; Wong, Y.; Moore, R.; Valimberti, M. Heat treatment of thermally sprayed Ni-based wear and corrosion coatings. Mater. Forum. 2011, 35, 48–55. [Google Scholar]
- Lugscheider, E.; Hofmann, D.; Nicoll, A.R. Optimization of spraying process and laser treatment of CoNiCrAlY. J. Therm. Spray Technol. 1992, 1, 239–247. [Google Scholar] [CrossRef]
- Chun, E.J.; Kim, M.S.; Nishikawa, H.; Park, C.; Suh, J. Laser-assisted selective fusing of thermal sprayed Ni-based self-fluxing alloys by using high-power diode lasers. Opt. Laser Technol. 2018, 100, 317–324. [Google Scholar] [CrossRef]
- Chun, E.J.; Park, C.; Nishikawa, H.; Kim, M.S. Microstructural characterization of Ni-based self-fluxing alloy after selective surface-engineering using diode laser. Appl. Surf. Sci. 2018, 442, 726–735. [Google Scholar] [CrossRef]
- Grützmacher, P.G.; Rammacher, S.; Rathmann, D.; Motz, C.; Mücklich, F.; Suarez, S. Interplay between microstructural evolution and tribo-chemistry during dry sliding of metals. Friction 2019, 7, 637–650. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Ni | C | Cr | W | B | Si | Fe | Mo |
|---|---|---|---|---|---|---|---|---|
| 1276F | Bal. | 0.8 | 14.3 | 16.2 | 2.9 | 3.8 | 3.3 | 5.0 |
| Parameter | Value |
|---|---|
| Thermal spray gun | JP-5000® (TAFA Inc., Concord, CA, USA) |
| Powder flow rate (g/m) | 70–100 |
| Oxygen flow rate (ℓ/m) | 1000–1200 |
| Gasoline flow rate (ℓ/m) | 3–5 |
| Thickness of sprayed layer (mm) | 0.17–0.2 |
| Parameter | Value |
|---|---|
| Oscillator | 4-kW diode laser (TeraBlade Laser, TeraDiode Inc.) |
| Wavelength of laser beam (nm) | 900–1070 |
| Beam dimensions (mm) | 6 × 4 |
| Direction of laser beam irradiation | Perpendicular to specimen surface |
| Focal length (mm) | 310 |
| Defocus distance (mm) | 0 |
| Scan speed of laser beam (mm/s) | 1.0 |
| Fusing temperature (K) | 1173–1473 |
| Pre-heating temperature (K) | 573 K |
| Parameter | Value |
|---|---|
| Tribometer | Pin-on-disk type |
| Abrasive media | SiC abrasive paper (#320 grit) |
| Load (N) | 30 |
| Rotational speed (rpm) | 5 |
| Distance (m) | 200 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, C.; Chun, E.-J. Influence of Laser-Assisted Fusing on Microstructural Evolution and Tribological Properties of NiWCrSiB Coating. Metals 2020, 10, 548. https://doi.org/10.3390/met10040548
Park C, Chun E-J. Influence of Laser-Assisted Fusing on Microstructural Evolution and Tribological Properties of NiWCrSiB Coating. Metals. 2020; 10(4):548. https://doi.org/10.3390/met10040548
Chicago/Turabian StylePark, Changkyoo, and Eun-Joon Chun. 2020. "Influence of Laser-Assisted Fusing on Microstructural Evolution and Tribological Properties of NiWCrSiB Coating" Metals 10, no. 4: 548. https://doi.org/10.3390/met10040548
APA StylePark, C., & Chun, E.-J. (2020). Influence of Laser-Assisted Fusing on Microstructural Evolution and Tribological Properties of NiWCrSiB Coating. Metals, 10(4), 548. https://doi.org/10.3390/met10040548