Predicting Continuous Chip to Segmented Chip Transition in Orthogonal Cutting of C45E Steel through Damage Modeling


Abstract
1. Introduction
2. Modified Johnson–Cook Model Development Incorporating DSA
2.1. Modified Johnson–Cook Model
2.2. Fitting of Flow Stress Curves Using the Modified JC Model
3. Flow Stress Modification due to Damage:
3.1. Fracture Initiation Strain
3.2. Flow Stress Modification Factor
4. Experimental Investigation of Chip Formation in Orthogonal Turning
5. FE Modeling of Chip Formation in Orthogonal Turning Process
6. Results
6.1. Validation of Material Model under Continuous Chip Formation Conditions
6.2. Experimental and FE Modeling of Continuous Chip–Segmented Chip Transition for Varying Rake Angle and Feed
6.3. Prediction of Chip Segmentation Using MJC Model and Two Different Fracture Initiation Strain Models
6.4. Autenrieth Fracture Initiation Strain Model Predicted Chip Segmentation Continuous Chip Transition
6.5. Fracture Strain Through Shear Compression Disk (SCD) Experiments Predicted Chip Segmentation Continuous Chip Transition
7. Discussion
8. Conclusions
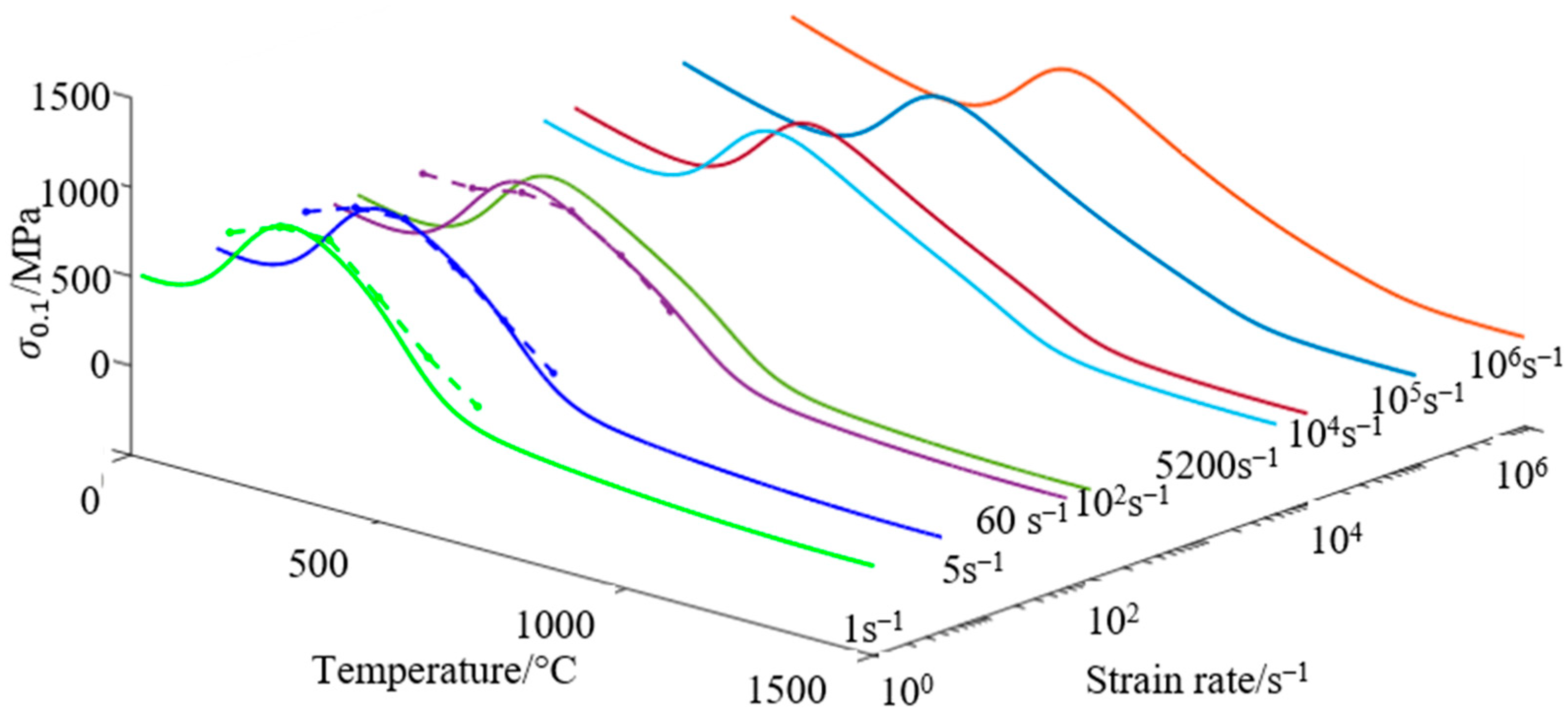
- The modified JC model can incorporate the DSA influence on flow stress curves of normalized C45E steel for varying temperatures and strain rates with reasonable accuracy.
- The strain hardening behavior modeling of the modified JC model can predict the temperature’s influence on strain hardening accurately when compared to the JC model.
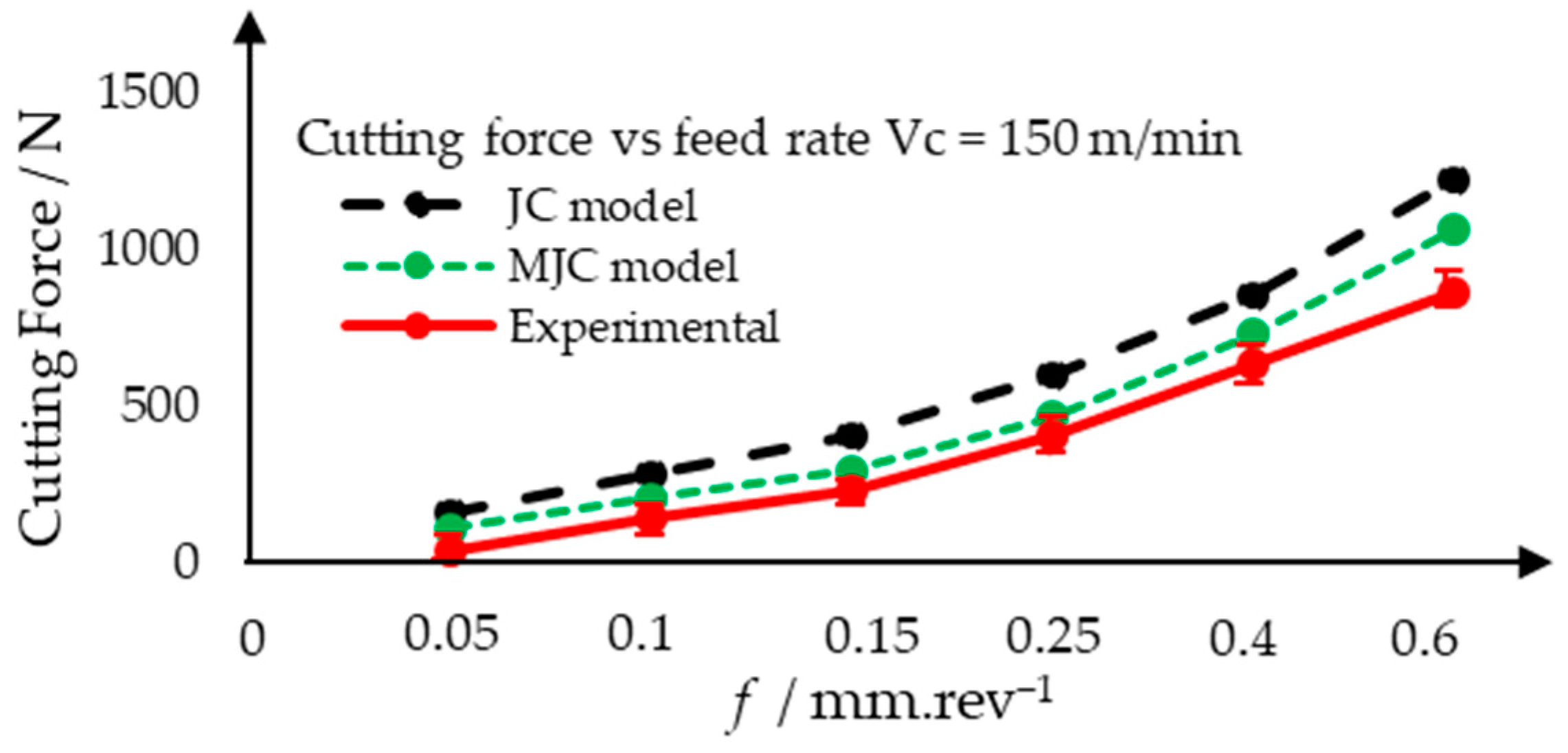
- The strong influence of DSA in the simulation of chip formation in machining of C45E steel is established with an improvement of cutting force prediction accuracy.
- The transition from continuous chip to segmented chip is established to be a function of normal rake angle and feed at a constant cutting speed in orthogonal cutting.
- The Autenrieth fracture initiation strain model can predict the chip segmentation boundary better as compared to the Karp fracture initiation strain model.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| Symbol | Description | Unit |
| Initial yield stress | MPa | |
| Initial yield stress at room temperature and reference strain rate | MPa | |
| Flow stress increase function in DSA range in modified JC model | MPa | |
| Damage function parameter (Childs damage function) | - | |
| Strain hardening coefficient | MPa | |
| C | Strain rate hardening coefficient | - |
| Damage | - | |
| Steady-state damage value | - | |
| Fracture initiation parameter | - | |
| Strain rate component coefficient of fracture initiation function | - | |
| Temperature component coefficient of fracture initiation function | - | |
| f | Feed rate | mm.rev−1 |
| Lower temperature bound function in DSA range (MJC Model) | °C | |
| DSA range’s lower temperature bound at room temperature and reference strain rate (MJC Model) | °C | |
| Upper-temperature bound function of DSA range | °C | |
| Upper temperature bound of DSA range at room temperature and reference strain rate (MJC Model) | °C | |
| Temperature | °C | |
| Reference temperature | °C | |
| Melting temperature | °C | |
| Lower bound healing temperature (Childs damage function) | °C | |
| Upper bound healing temperature (Childs damage function) | °C | |
| Homologous temperature | - | |
| DSA regime fitting parameter of MJC Model | ||
| m | Thermal softening coefficient | - |
| n | Strain hardening exponent | - |
| α | Rake angle | ° |
| Temperature dimensioned parameter of the VAR model | - | |
| Flow stress increase of DSA range in MJC model at room temperature and reference strain rate | MPa | |
| Fracture initiation strain | - | |
| Equivalent plastic strain | - | |
| Fracture initiation strain | - | |
| Strain rate | s−1 | |
| Reference strain rate | s−1 | |
| Stress triaxiality | - | |
| Lode angle parameter | - | |
| Internal Coulomb friction coefficient (Childs damage function) | - | |
| Flow stress | MPa | |
| Abbreviation | ||
| FE | Finite element | |
| DSA | Dynamic strain aging | |
| VAR | Voyiadjis–Abed–Rusinek model | |
| JC | Johnson-Cook model | |
| MJC | Modified Johnson-Cook model | |
| SCD | Shear compression disk specimen | |
References
- Schulz, H. High-speed machining. In Manufacturing Technologies for Machines of the Future: 21st Century Technologies; Dashchenko, A.I., Ed.; Springer: Berlin/Heidelberg, Germany, 2003; ISBN 978-3-642-62822-1. [Google Scholar]
- Childs, T.; Maekawa, K.; Obikawa, T.; Yamane, Y. Metal Machining–Theory and Applications; Arnold: London, UK, 2000; ISBN 9780470392454. [Google Scholar]
- Zahavi, E.; Torbilo, V. Fatigue Design: Life Expectancy of Machine Parts, 1st ed.; CRC Press: Boca Raton, FL, USA, 2019; ISBN 9780203756133. [Google Scholar]
- Arrazola, P.J.; Ozel, T.; Umbrello, D.; Davies, M.; Jawahir, I.S. Recent advances in modelling of metal machining processes. CIRP Ann. 2013, 62, 695–718. [Google Scholar] [CrossRef]
- Tasan, C.C.; Diehl, M.; Yan, D.; Bechtold, M.; Roters, F.; Schemmann, L.; Zheng, C.; Peranio, N.; Ponge, D.; Koyama, M.; et al. An Overview of Dual-Phase Steels: Advances in microstructure-oriented processing and micromechanically guided design. Annu. Rev. Mater. Res. 2015, 45, 391–431. [Google Scholar] [CrossRef]
- El-Magd, E.; Treppman, C.; Korthäuer, M. Description of flow curves over wide ranges of strain rate and temperature. Int. J. Mater. Res. 2006, 97, 1453–1459. [Google Scholar] [CrossRef]
- Hokka, M.; Rämö, J.; Mardoukhi, A.; Vuoristo, T.; Roth, A.; Kuokkala, V.-T. Effects of microstructure on the Dynamic Strain Aging in Ferritic-Pearlitic Steels. J. Dyn. Behav. Mater. 2018, 4, 452–463. [Google Scholar] [CrossRef]
- Voyiadjis, G.Z.; Song, Y.; Rusinek, A.; Rusinek, Y.S.A. Constitutive model for metals with dynamic strain aging. Mech. Mater. 2019, 129, 352–360. [Google Scholar] [CrossRef]
- Childs, T.H. Revisiting flow stress modelling for simulating chip formation of carbon and low alloy steels. Procedia CIRP 2019, 82, 26–31. [Google Scholar] [CrossRef]
- Buchkremer, S.; Wu, B.; Lung, D.; Münstermann, S.; Klocke, F.; Bleck, W. FE-simulation of machining processes with a new material model. J. Mater. Process. Technol. 2014, 214, 599–611. [Google Scholar] [CrossRef]
- Jaspers, S.; Dautzenberg, J. Material behaviour in metal cutting: Strains, strain rates and temperatures in chip formation. J. Mater. Process. Technol. 2002, 121, 123–135. [Google Scholar] [CrossRef]
- Childs, T.H.C.; Otieno, A.W. Simulations and experiments on machining carbon and low alloy steels at rake face temperatures upto 1200 °C. Mach. Sci. Technol. 2012, 16, 96–110. [Google Scholar] [CrossRef]
- Nemat-Nasser, S.; Guo, W.-G. Thermomechanical response of HSLA-65 steel plates: Experiments and modeling. Mech. Mater. 2005, 37, 379–405. [Google Scholar] [CrossRef]
- Devotta, A.M.; Sivaprasad, P.; Beno, T.; Eynian, M.; Hurtig, K.; Magnevall, M.; Lundblad, M. A Modified Johnson-Cook Model for Ferritic-Pearlitic Steel in Dynamic Strain Aging Regime. Metals 2019, 9, 528. [Google Scholar] [CrossRef]
- Calamaz, M.; Coupard, D.; Girot, F.; Mata, F.A.G. A new material model for 2D numerical simulation of serrated chip formation when machining titanium alloy Ti–6Al–4V. Int. J. Mach. Tools Manuf. 2008, 48, 275–288. [Google Scholar] [CrossRef]
- Childs, T.H.C. Ductile shear failure damage modelling and predicting built-up edge in steel machining. J. Mater. Process. Technol. 2013, 213, 1954–1969. [Google Scholar] [CrossRef]
- Liu, J.; Bai, Y.; Xu, C. Evaluation of Ductile fracture models in finite element simulation of metal cutting processes. J. Manuf. Sci. Eng. 2013, 136, 011010. [Google Scholar] [CrossRef]
- Nasr, M.N.; Ammar, M.M. An evaluation of different damage models when simulating the cutting process using FEM. Procedia CIRP 2017, 58, 134–139. [Google Scholar] [CrossRef]
- Vaziri, M.R.; Salimi, M.; Mashayekhi, M. Evaluation of chip formation simulation models for material separation in the presence of damage models. Simul. Model. Pr. Theory 2011, 19, 718–733. [Google Scholar] [CrossRef]
- Wojciechowski, S.; Matuszak, M.; Powałka, B.; Madajewski, M.; Maruda, R.W.; Krolczyk, G.M. Prediction of cutting forces during micro end milling considering chip thickness accumulation. Int. J. Mach. Tools Manuf. 2019, 147, 103466. [Google Scholar] [CrossRef]
- Sima, M.; Ozel, T. Modified material constitutive models for serrated chip formation simulations and experimental validation in machining of titanium alloy Ti–6Al–4V. Int. J. Mach. Tools Manuf. 2010, 50, 943–960. [Google Scholar] [CrossRef]
- Atlati, S.; Haddag, B.; Nouari, M.; Zenasni, M. Analysis of a new Segmentation Intensity Ratio “SIR” to characterize the chip segmentation process in machining ductile metals. Int. J. Mach. Tools Manuf. 2011, 51, 687–700. [Google Scholar] [CrossRef]
- Pan, H.; Liu, J.; Choi, Y.; Xu, C.; Bai, Y.; Atkins, A. Zones of material separation in simulations of cutting. Int. J. Mech. Sci. 2016, 115, 262–279. [Google Scholar] [CrossRef]
- Wang, B.; Liu, Z. Serrated chip formation mechanism based on mixed mode of ductile fracture and adiabatic shear. Proc. Inst. Mech. Eng. Part B: J. Eng. Manuf. 2013, 228, 181–190. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W.H. A constitutive model and data for metals subjected to large strains, high strain rates and high temperatures. In Proceedings of the 7th International Symposium on Ballistics, The Hague, The Netherlands, 19–21 April 1983; Volume 21, pp. 541–547. [Google Scholar]
- Childs, T.H.; Arrazola, P.J.; Aristimuño, P.X.; Garay, A.; Sacristan, I. Ti6Al4V metal cutting chip formation experiments and modelling over a wide range of cutting speeds. J. Mater. Process. Technol. 2018, 255, 898–913. [Google Scholar] [CrossRef]
- Zhang, W.; Cai, Y. Continuum Damage Mechanics and Numerical Applications; Advanced Topics in Science and Technology in China; Springer: Berlin/Heidelberg, Germany, 2010; ISBN 978-3-642-04707-7. [Google Scholar]
- Bai, Y.; Teng, X.; Wierzbicki, T. On the application of stress triaxiality formula for plane strain fracture testing. J. Eng. Mater. Technol. 2009, 131, 021002. [Google Scholar] [CrossRef]
- Bridgman, P.W. Effects of high hydrostatic pressure on the plastic properties of metals. Rev. Mod. Phys. 1945, 17, 3–14. [Google Scholar] [CrossRef]
- Autenrieth, H.; Schulze, V.; Herzig, N.; Meyer, L.W. Ductile failure model for the description of AISI 1045 behavior under different loading conditions. Mech. Time-Depend. Mater. 2009, 13, 215–231. [Google Scholar] [CrossRef]
- Karp, B.; Shapira, G.; Rittel, D. Experimental investigation of fracture under controlled stress triaxiality using shear-compression disk specimen. Int. J. Fract. 2017, 209, 171–185. [Google Scholar] [CrossRef]
- Bai, Y.; Wierzbicki, T. A new model of metal plasticity and fracture with pressure and Lode dependence. Int. J. Plast. 2008, 24, 1071–1096. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W. a Fracture characteristic of three metals subjected to various strains, strain rates, temperatures and pressures. Eng. Fract. Mech. 1985, 21, 31–48. [Google Scholar] [CrossRef]
- Devotta, A.; Beno, T.; Löf, R.; Espes, E. Quantitative characterization of chip morphology using computed tomography in orthogonal turning process. Procedia CIRP 2015, 33, 299–304. [Google Scholar] [CrossRef]
- Thirdwave Systems. Available online: www.thirdwavesys.com/advantedge/ (accessed on 1 March 2020).
- Marusich, T.D.; Ortiz, M. Modelling and simulation of high-speed machining. Int. J. Numer. Methods Eng. 1995, 38, 3675–3694. [Google Scholar] [CrossRef]
- Jaspers, S.; Dautzenberg, J. Material behaviour in conditions similar to metal cutting: Flow stress in the primary shear zone. J. Mater. Process. Technol. 2002, 122, 322–330. [Google Scholar] [CrossRef]
- Abushawashi, Y.; Xiao, X.; Astakhov, V. A novel approach for determining material constitutive parameters for a wide range of triaxiality under plane strain loading conditions. Int. J. Mech. Sci. 2013, 74, 133–142. [Google Scholar] [CrossRef]
- Kouadri, S.; Necib, K.; Atlati, S.; Haddag, B.; Nouari, M. Quantification of the chip segmentation in metal machining: Application to machining the aeronautical aluminium alloy AA2024-T351 with cemented carbide tools WC-Co. Int. J. Mach. Tools Manuf. 2013, 64, 102–113. [Google Scholar] [CrossRef]
- Fernandez-Zelaia, P.; Melkote, S.N. Statistical calibration and uncertainty quantification of complex machining computer models. Int. J. Mach. Tools Manuf. 2019, 136, 45–61. [Google Scholar] [CrossRef]
- Laakso, S.V.A. Heat matters when matter heats—The effect of temperature-dependent material properties on metal cutting simulations. J. Manuf. Process. 2017, 27, 261–275. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| (-) | (-) | (-) | (-) | (-) | ||||
|---|---|---|---|---|---|---|---|---|
| 500.0 | 80.0 | 0.0001 | 200.0 | 500 | 0.1 | 100 | 0.0018 | 1.0 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moris Devotta, A.; Sivaprasad, P.V.; Beno, T.; Eynian, M. Predicting Continuous Chip to Segmented Chip Transition in Orthogonal Cutting of C45E Steel through Damage Modeling. Metals 2020, 10, 519. https://doi.org/10.3390/met10040519
Moris Devotta A, Sivaprasad PV, Beno T, Eynian M. Predicting Continuous Chip to Segmented Chip Transition in Orthogonal Cutting of C45E Steel through Damage Modeling. Metals. 2020; 10(4):519. https://doi.org/10.3390/met10040519
Chicago/Turabian StyleMoris Devotta, Ashwin, P. V. Sivaprasad, Tomas Beno, and Mahdi Eynian. 2020. "Predicting Continuous Chip to Segmented Chip Transition in Orthogonal Cutting of C45E Steel through Damage Modeling" Metals 10, no. 4: 519. https://doi.org/10.3390/met10040519
APA StyleMoris Devotta, A., Sivaprasad, P. V., Beno, T., & Eynian, M. (2020). Predicting Continuous Chip to Segmented Chip Transition in Orthogonal Cutting of C45E Steel through Damage Modeling. Metals, 10(4), 519. https://doi.org/10.3390/met10040519