Assessment of Chip Breakability during Turning of Stainless Steels Based on Weight Distributions of Chips †


Abstract
1. Introduction
2. Materials and Methods
2.1. Workpiece Materials and Cutting Tool
2.2. Conventional Evaluations of Chip Breakability
2.3. Chip Weight Measurement
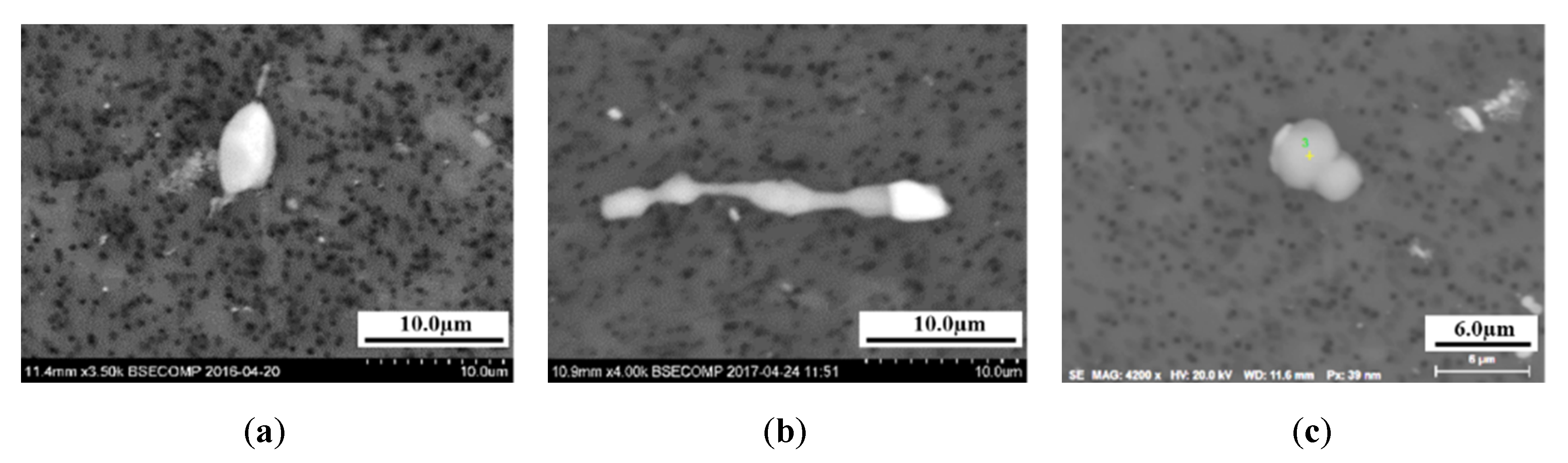
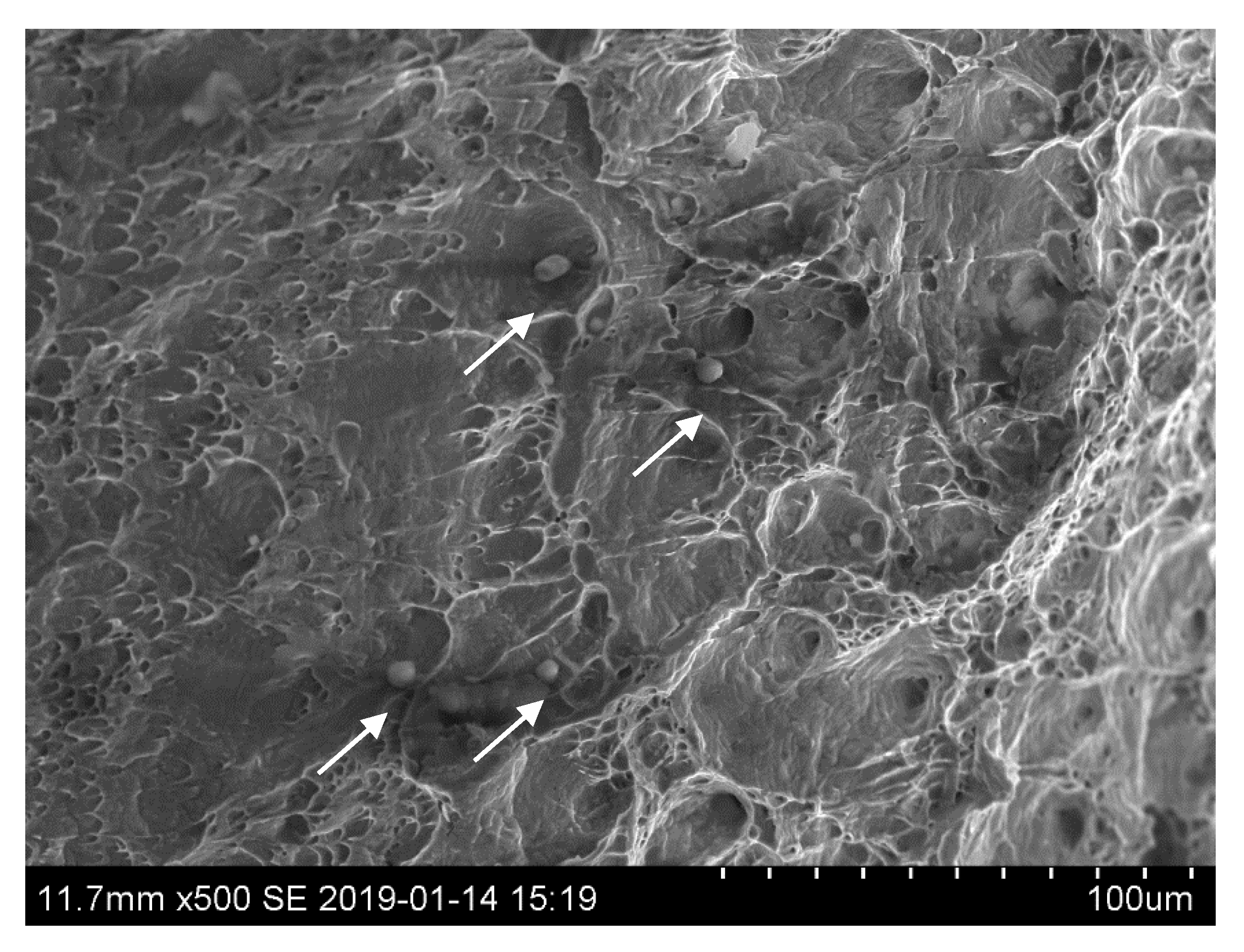
2.4. Investigation of Non-metallic Inclusions
3. Results and Discussion
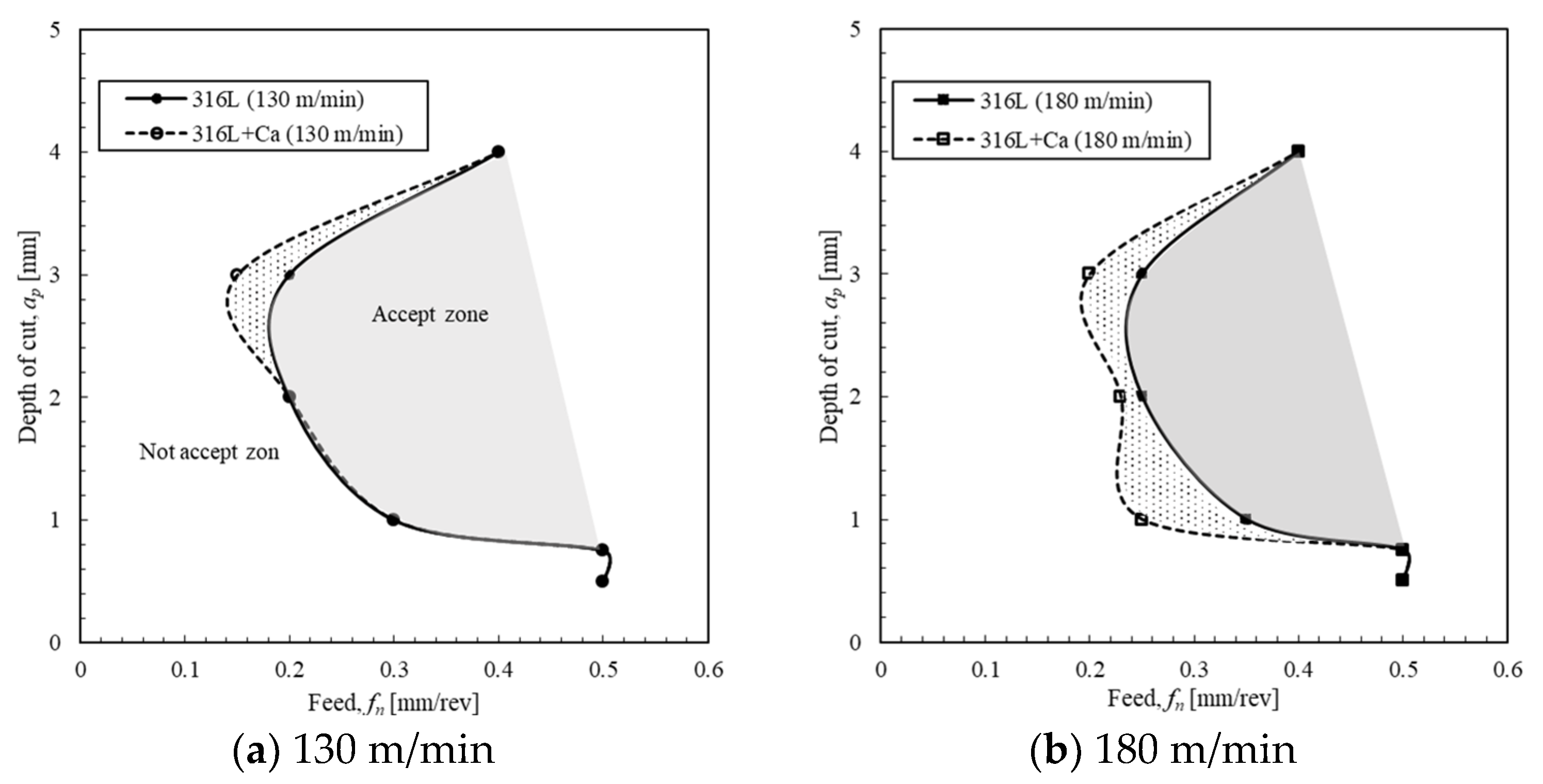
3.1. Evaluations by Conventional Methods
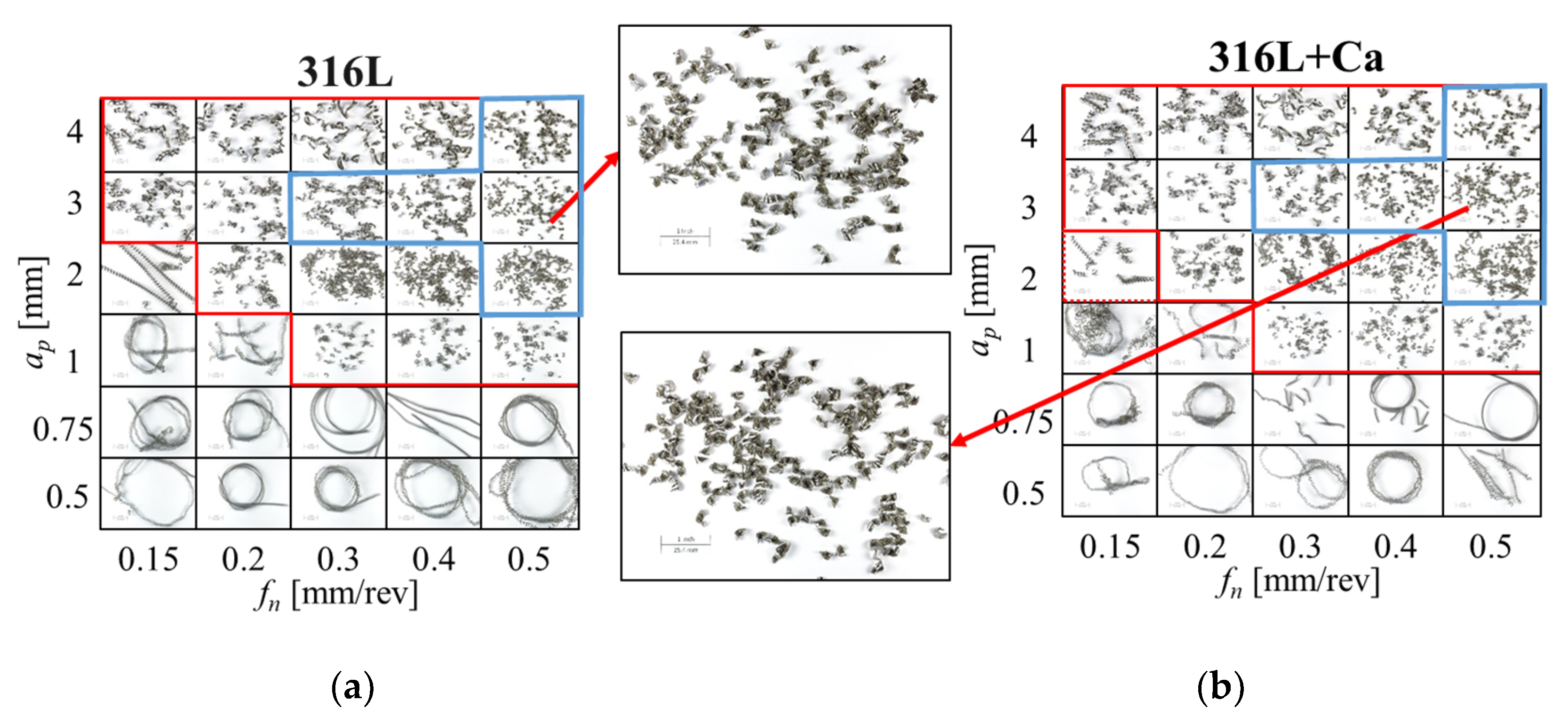
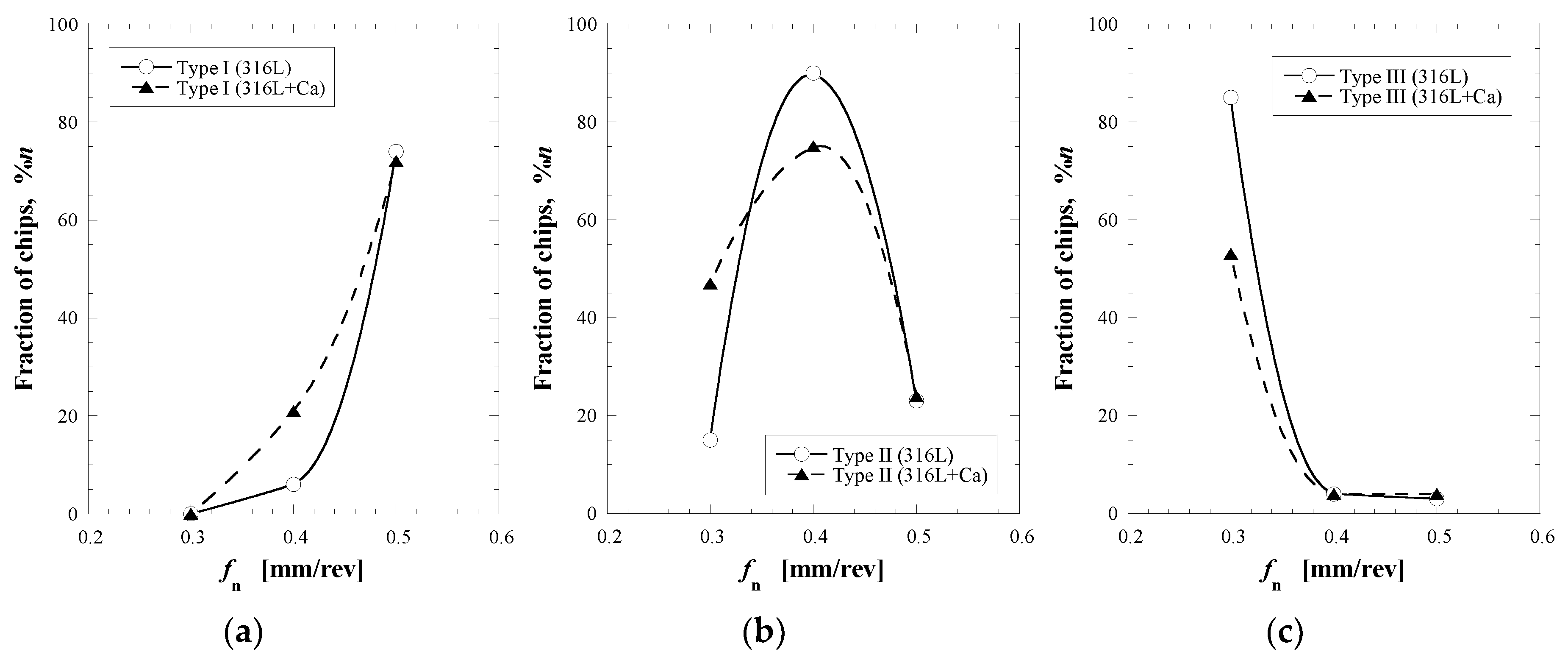
3.2. Classification of Chips
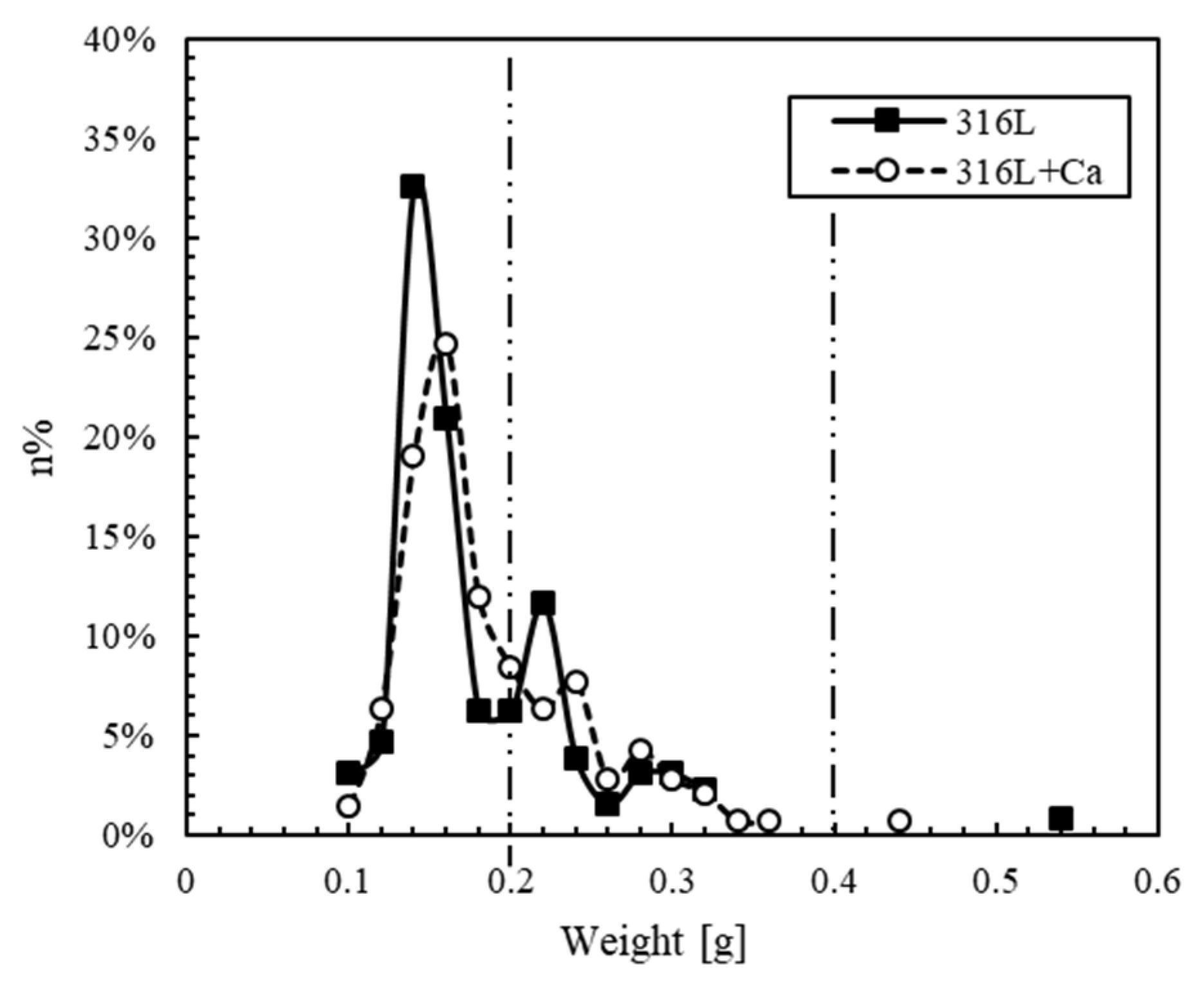
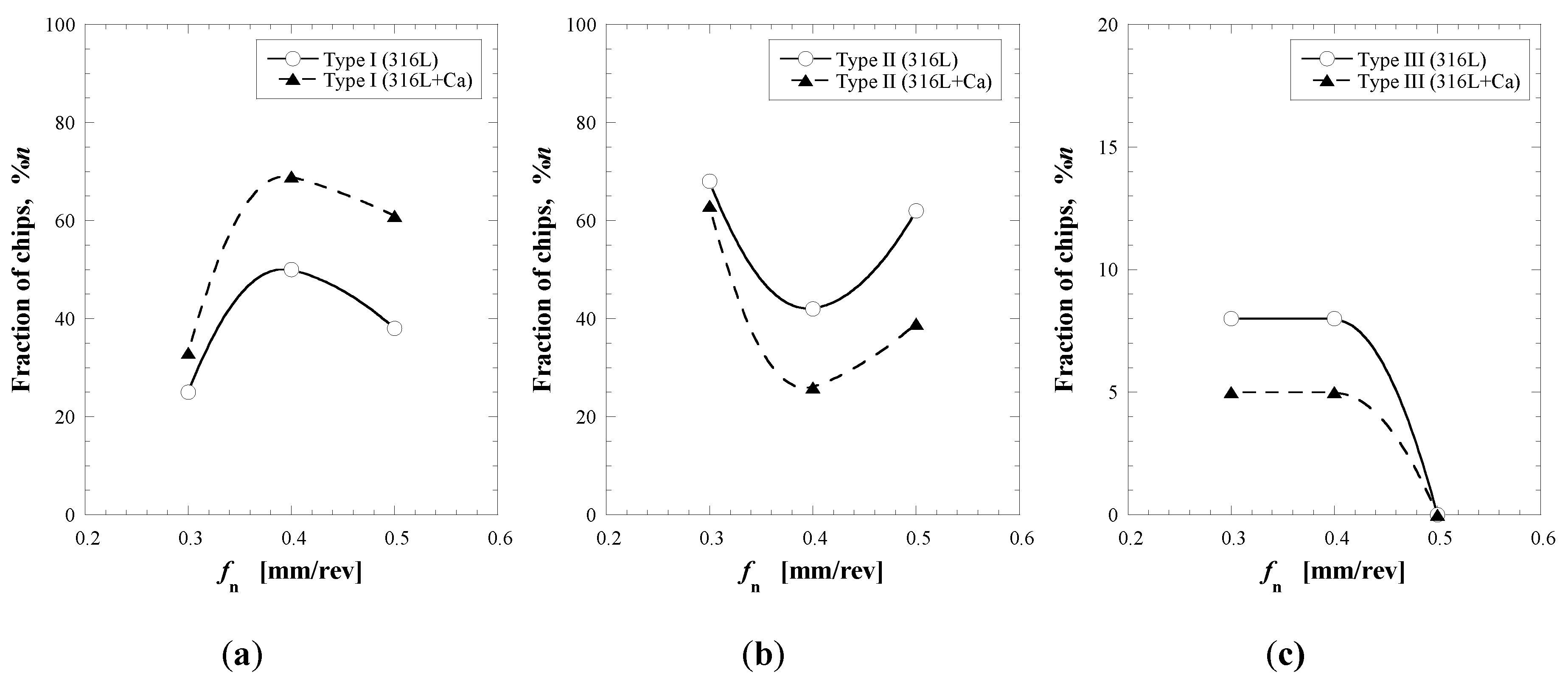
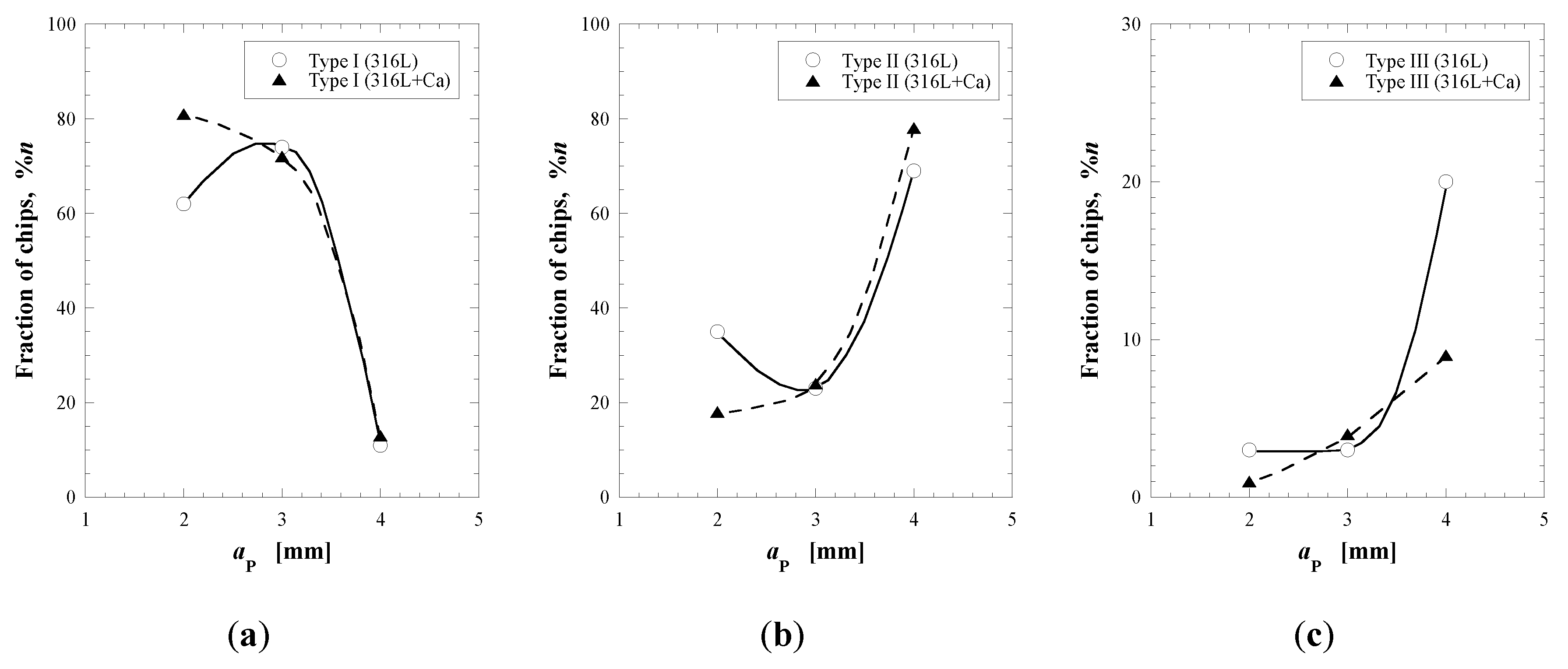
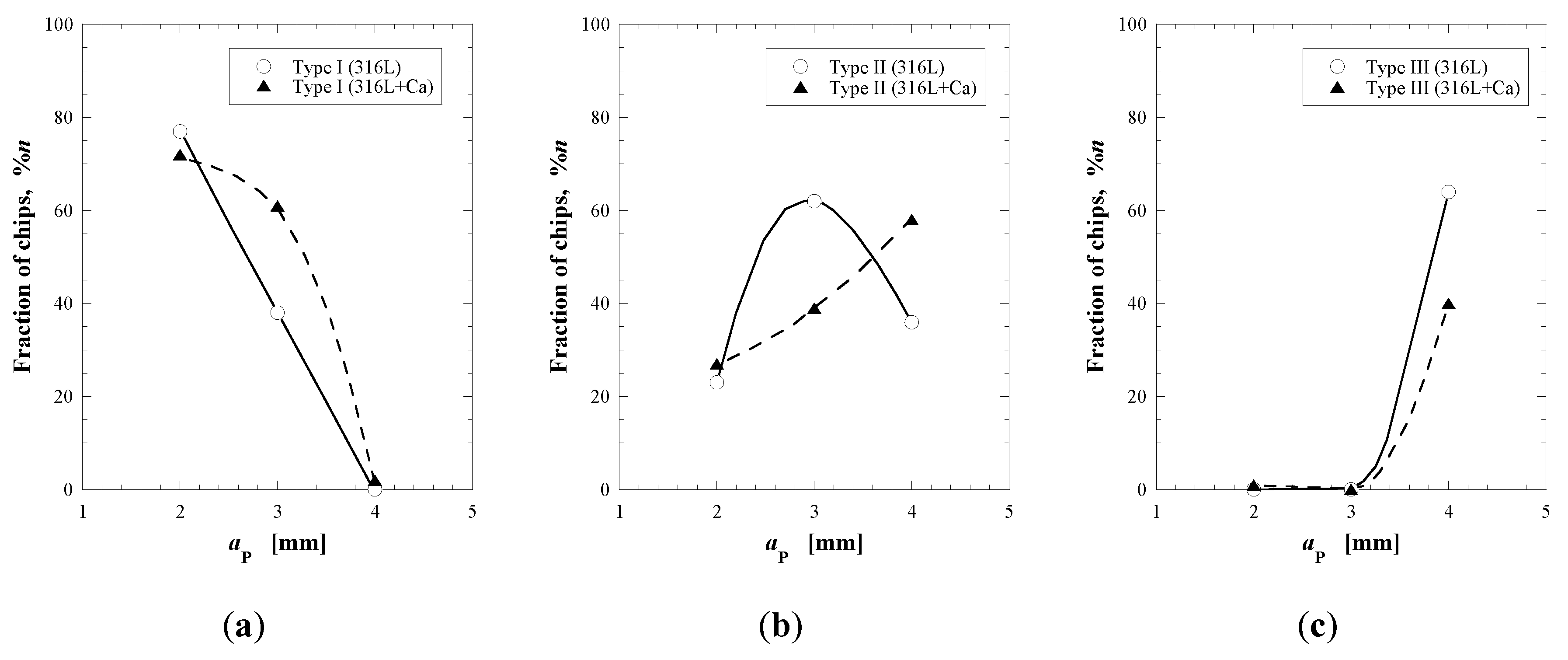
3.3. Chip Distributions
3.4. The Difference of the Non-Metallic Inclusions in Two Steel Grades
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ånmark, N.; Karasev, A.; Jönsson, P.G. The effect of different non-metallic inclusions on the machinability of steels. Materials 2015, 8, 754–783. [Google Scholar] [CrossRef] [PubMed]
- Sousa, V.F.C.; Silva, F.J.G. Recent Advances in Turning Processes Using Coated Tools—A Comprehensive Review. Metals 2020, 10, 170. [Google Scholar] [CrossRef]
- Schäfer, B.J.; Sonnweber-Ribic, P.; ul Hassan, H.; Hartmaier, A. Micromechanical Modeling of Fatigue Crack Nucleation around Non-Metallic Inclusions in Martensitic High-Strength Steels. Metals 2019, 9, 1258. [Google Scholar] [CrossRef]
- Jamil, M.; Khan, A.M.; Hegab, H.; Sarfraz, S.; Sharma, N.; Mia, M.; Gupta, M.K.; Zhao, G.; Moustabchir, H.; Pruncu, C.I. Internal Cracks and Non-Metallic Inclusions as Root Causes of Casting Failure in Sugar Mill Roller Shafts. Materials 2019, 12, 2474. [Google Scholar] [CrossRef] [PubMed]
- Temmel, C.; Ingesten, N.G.; Karlsson, B. Fatigue Anisotropy in Cross-rolled, Hardened Medium Carbon Steel Resulting from MnS Inclusions. Metall. Mater. Trans. A 2006, 37, 2995–3007. [Google Scholar] [CrossRef]
- Akasawa, T.; Sakurai, H.; Nakamura, M.; Tanaka, T.; Takano, K. Effects of free-cutting additives on the machinability of austenitic stainless steels. J. Mater. Process. Technol. 2003, 143–144, 66–71. [Google Scholar] [CrossRef]
- Fang, X.D.; Zhang, D. An investigation of adhering layer formation during tool wear progression in turning of free-cutting stainless steel. Wear 1996, 197, 169–178. [Google Scholar] [CrossRef]
- Wang, Y.; Yang, J.; Bao, Y. Effects of non-metallic inclusions on machinability of free-cutting steels investigated by nano-indentation measurements. Metall. Mater. Trans. A 2015, 46, 281–292. [Google Scholar] [CrossRef]
- Qi, H.S.; Mills, B. On the formation mechanism of adherent layers on a cutting tool. Wear 1996, 198, 192–196. [Google Scholar] [CrossRef]
- Ånmark, N.; Björk, T.; Ganea, A.; Ölund, P.; Hogmark, S.; Karasev, A.; Jönsson, P.G. The effect of inclusion composition on tool wear in hard part turning using PCBN cutting tools. Wear 2015, 334–335, 13–22. [Google Scholar] [CrossRef]
- Gutnichenko, O.; Bushlya, V.; Zhou, J.M.; Stahl, J.E. Tool Wear and Vibrations Generated When Turning High-chromium White Cast Iron with pcBN Tools. Wear 2017, 390–391, 253–269. [Google Scholar] [CrossRef]
- Gouveia, R.M.; Silva, F.; Reis, P.; Baptista, A.M. Machining Duplex Stainless Steel: Comparative Study Regarding End Mill Coated Tools. Coatings 2016, 6, 51. [Google Scholar] [CrossRef]
- Ståhl, J.-E. Metal Cutting—Theories and Models, 1st ed.; Division of Production and Materials Engineering, Lund University: Lund, Sweden, 2012. [Google Scholar]
- Buchkremer, S.; Klocke, F.; Veselovac, D. 3D FEM simulation of chip breakage in metal cutting. Int. J. Adv. Manuf. Tech. 2016, 82, 645–661. [Google Scholar] [CrossRef]
- Fang, X.D.; Fei, J.; Jawahir, I.S. A hybrid algorithm for predicting chip form/chip breakability in machining. Int. J. Mach. Tool Manu. 1996, 36, 1093–1107. [Google Scholar] [CrossRef]
- Du, H.; Karasev, A.; Stavlid, N.; Björk, T.; Lövquist, S.; Jönsson, P.G. Using chip weight distribution as a method to define chip breakability during machining. Procedia Manuf. 2018, 25, 309–315. [Google Scholar] [CrossRef]
- Kara, F.; Aslantaş, K.; Çiçek, A. Prediction of cutting temperature in orthogonal machining of AISI 316L using artificial neural network. Appl. Soft Comput. 2016, 38, 64–74. [Google Scholar] [CrossRef]
- Monkova, K.; Monka, P.P.; Sekerakova, A.; Hruzik, L.; Burecek, A.; Urban, M. Comparative Study of Chip Formation in Orthogonal and Oblique Slow-Rate Machining of EN 16MnCr5 Steel. Metals 2019, 9, 698. [Google Scholar] [CrossRef]
- Du, H.; Karasev, A.; Sundqvist, O.; Jönsson, P.G. Modification of Non-Metallic Inclusions in Stainless Steel by Addition of CaSi. Metals 2019, 9, 74. [Google Scholar] [CrossRef]
- Gove, K.B.; Charles, J.A. The high-temperature hardness of various phases in steel. Met. Tech. 1974, 1, 279–283. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel Grade | Ca-Treated | C | Si | Mn | Cr | Ni | S | O | Ca | Al | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| (mass %) | (mass ppm) | ||||||||||
| 316L | No | 0.02 | 0.38 | 1.60 | 16.82 | 11.18 | 70 | 20 | - | 40 | |
| 316L + Ca | Yes | 0.01 | 0.46 | 1.58 | 16.86 | 11.14 | 90 | 59 | 28 | 40 | |
| Type of Test | Feed Rates (fn) (mm/rev) | Cutting Depths (ap) (mm) | Cutting Speed (m/min) |
|---|---|---|---|
| Chip breakability curves | 0.15, 0.2, 0.3, 0.4, 0.5 | 0.5, 0.75, 1, 2, 3, 4 | 130, 180 |
| Chip chart | 0 → 0.5 (continuous) | 0.5, 0.75, 1, 2, 3, 4 | 130, 180 |
| Type of Chips | I | II | III |
|---|---|---|---|
| Photograph |  |  |  |
| IWchip | <0.13 | 0.13–0.27 | >0.27 |
| Set | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
|---|---|---|---|---|---|---|---|---|---|---|
| Speed (m/min) | 130 | 130 | 130 | 130 | 130 | 180 | 180 | 180 | 180 | 180 |
| ap (mm) | 3 | 3 | 3 | 2 | 4 | 3 | 3 | 3 | 2 | 4 |
| fn (mm/rev) | 0.3 | 0.4 | 0.5 | 0.5 | 0.5 | 0.3 | 0.4 | 0.5 | 0.5 | 0.5 |
| Type I in 316L | - | 6% | 74% | 62% | 11% | 25% | 50% | 38% | 77% | 0% |
| Type I in 316L + Ca | - | 21% | 72% | 81% | 13% | 33% | 69% | 61% | 72% | 2% |
| Δ (Type I) | - | +15% | −2% | +19% | +2% | +8% | +19% | +23% | −5% | +2% |
| Type II in 316L | 15% | 90% | 23% | 35% | 69% | 68% | 42% | 62% | 23% | 36% |
| Type II in 316L + Ca | 47% | 75% | 24% | 18% | 78% | 63% | 26% | 39% | 27% | 58% |
| Δ (Type II) | +32% | −15% | +1% | −17% | +9% | −5% | −16% | −23% | +4% | +22% |
| Type III in 316L | 85% | 4% | 3% | 3% | 20% | 8% | 8% | - | 0% | 64% |
| Type III in 316L + Ca | 53% | 4% | 4% | 1% | 9% | 5% | 5% | - | 1% | 40% |
| Δ (Type III) | −32% | 0% | +1% | −2% | −11% | −3% | −3% | - | +1% | −24% |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Du, H.; Karasev, A.; Björk, T.; Lövquist, S.; Jönsson, P.G. Assessment of Chip Breakability during Turning of Stainless Steels Based on Weight Distributions of Chips. Metals 2020, 10, 675. https://doi.org/10.3390/met10050675
Du H, Karasev A, Björk T, Lövquist S, Jönsson PG. Assessment of Chip Breakability during Turning of Stainless Steels Based on Weight Distributions of Chips. Metals. 2020; 10(5):675. https://doi.org/10.3390/met10050675
Chicago/Turabian StyleDu, Hongying, Andrey Karasev, Thomas Björk, Simon Lövquist, and Pär G. Jönsson. 2020. "Assessment of Chip Breakability during Turning of Stainless Steels Based on Weight Distributions of Chips" Metals 10, no. 5: 675. https://doi.org/10.3390/met10050675
APA StyleDu, H., Karasev, A., Björk, T., Lövquist, S., & Jönsson, P. G. (2020). Assessment of Chip Breakability during Turning of Stainless Steels Based on Weight Distributions of Chips. Metals, 10(5), 675. https://doi.org/10.3390/met10050675