Investigation on Strength and Microstructural Evolution of Porous Cu/Cu Brazed Joints Using Cu-Ni-Sn-P Filler

Abstract
1. Introduction
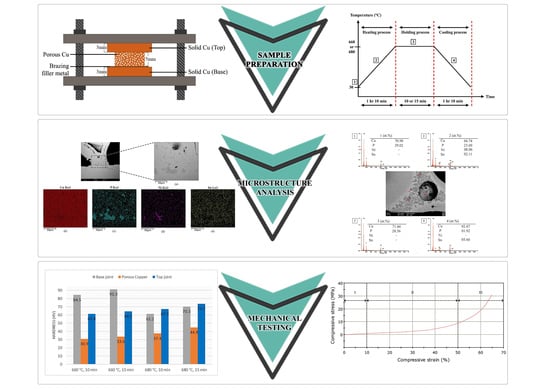
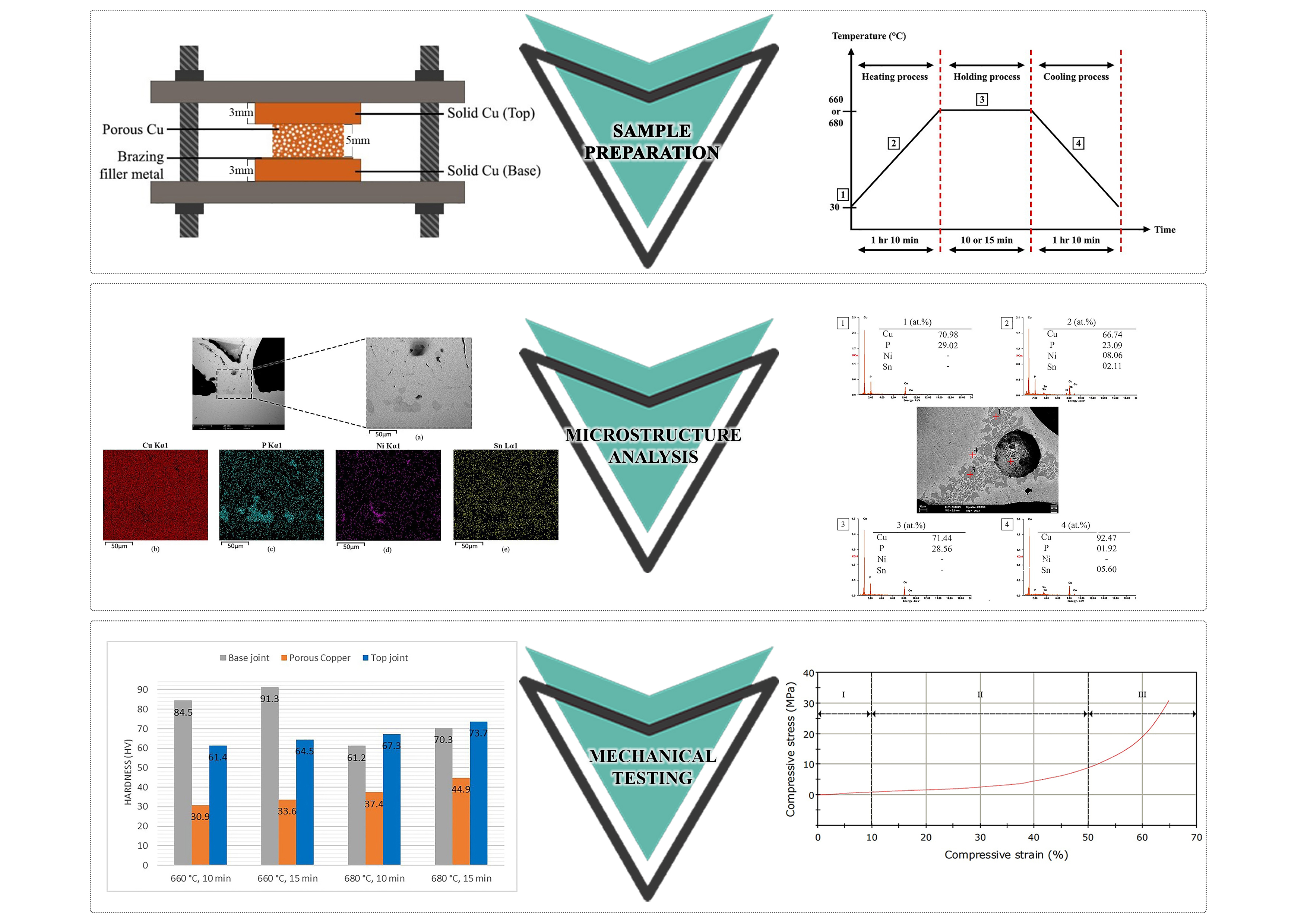
2. Materials and Methods
3. Results
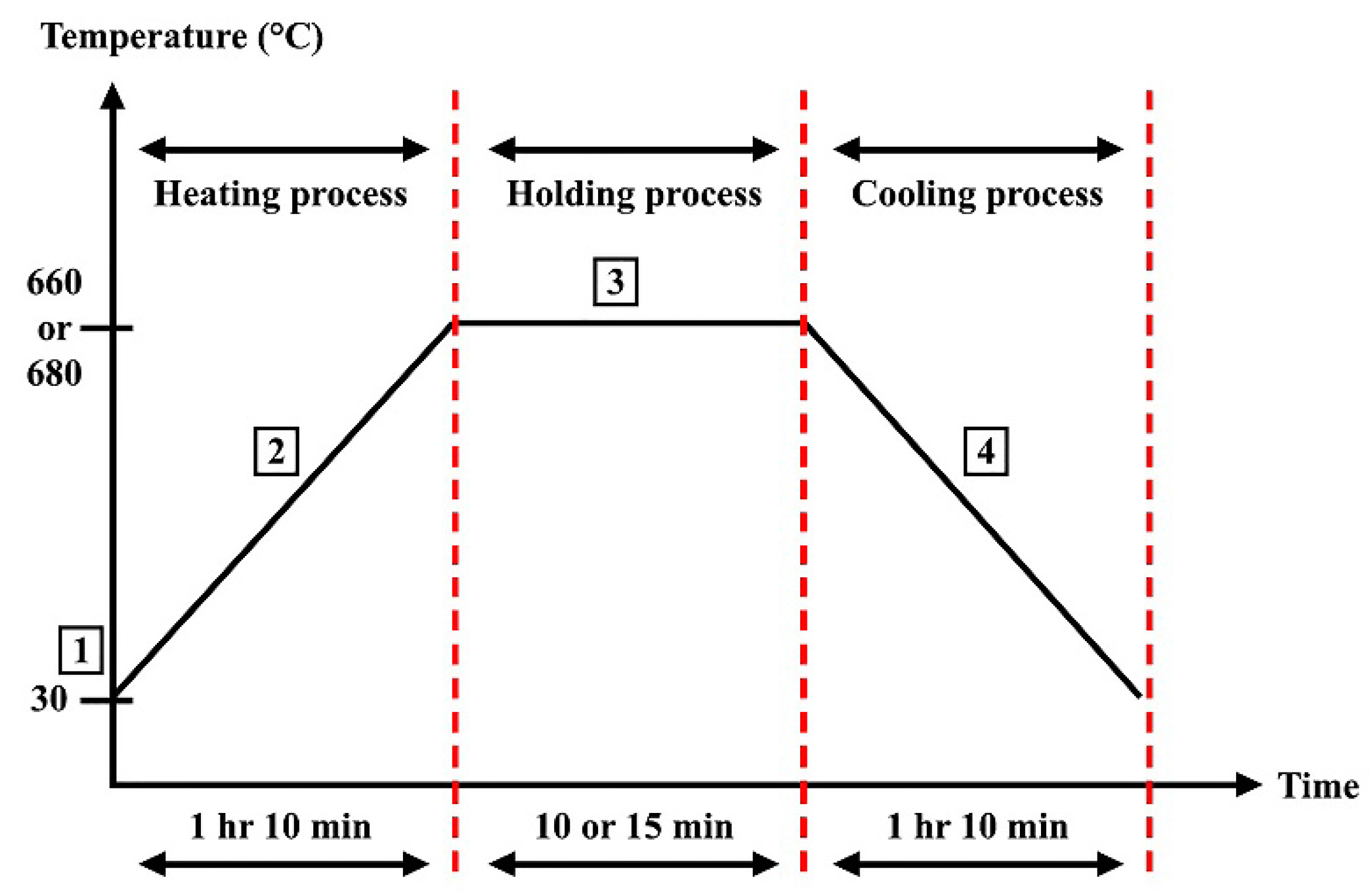
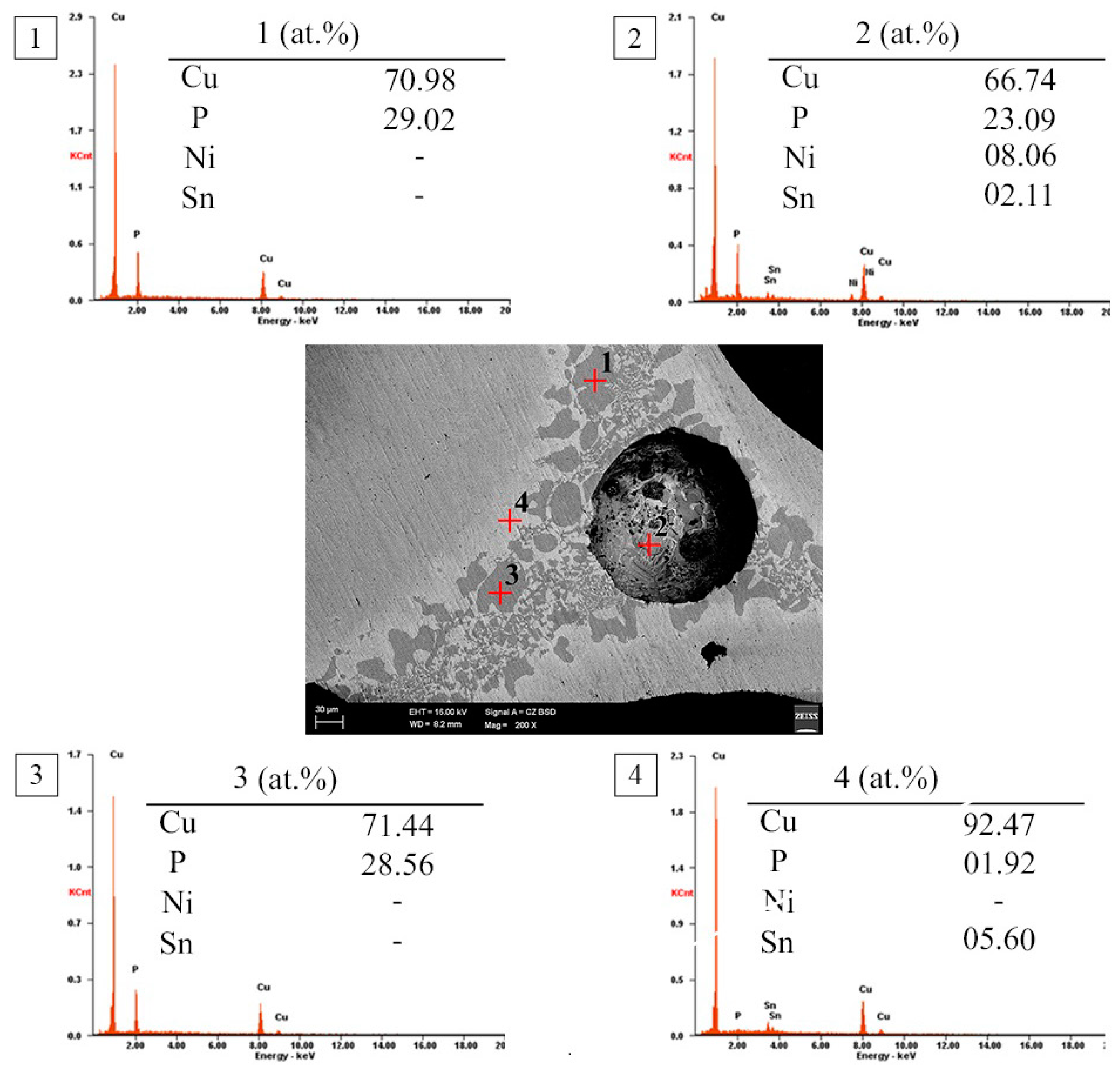
3.1. Effect of Brazing Parameters on the Microstructure of the Brazed Joints
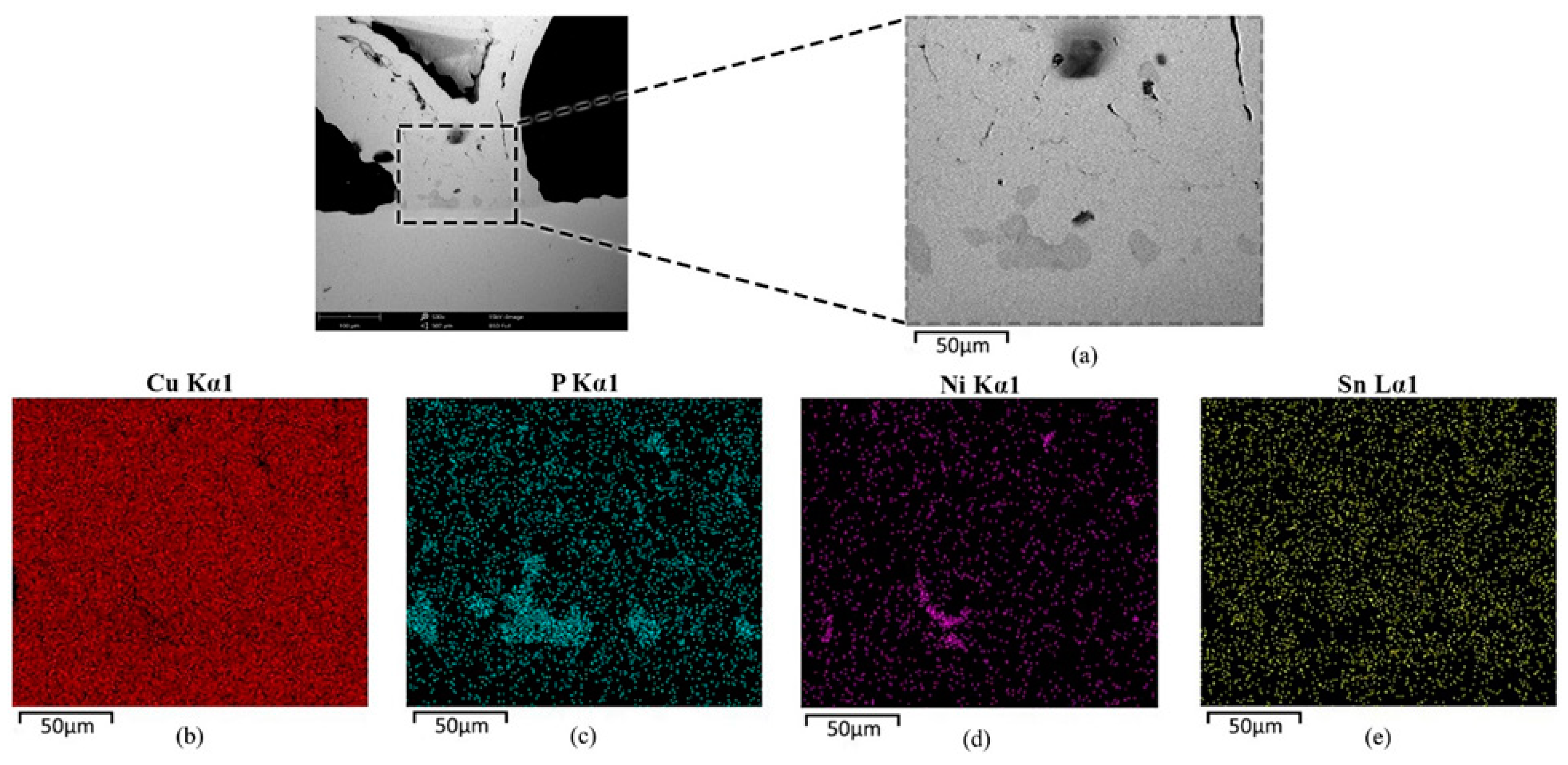
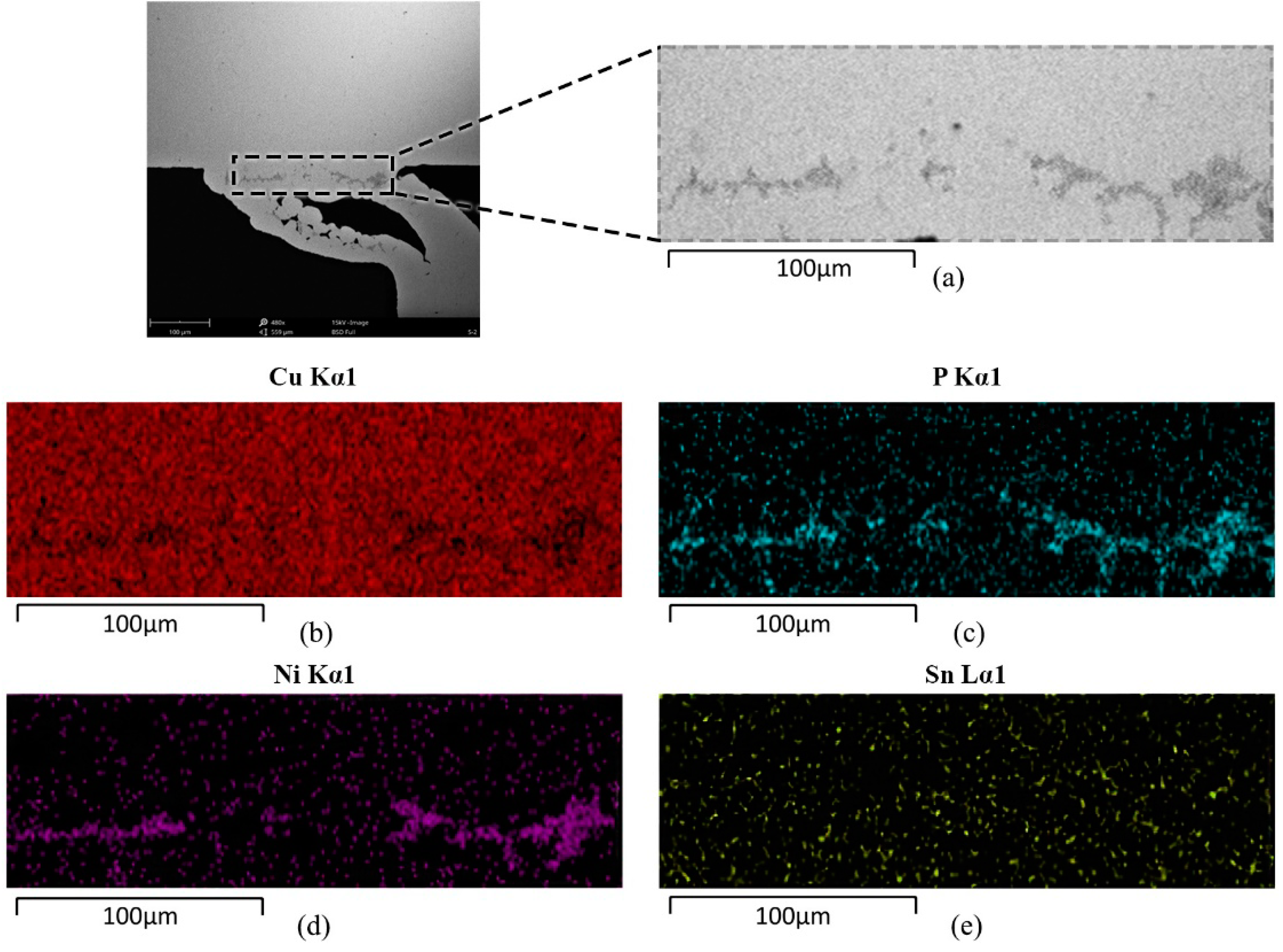
3.2. Microstructural Analysis of Porous Copper Surface
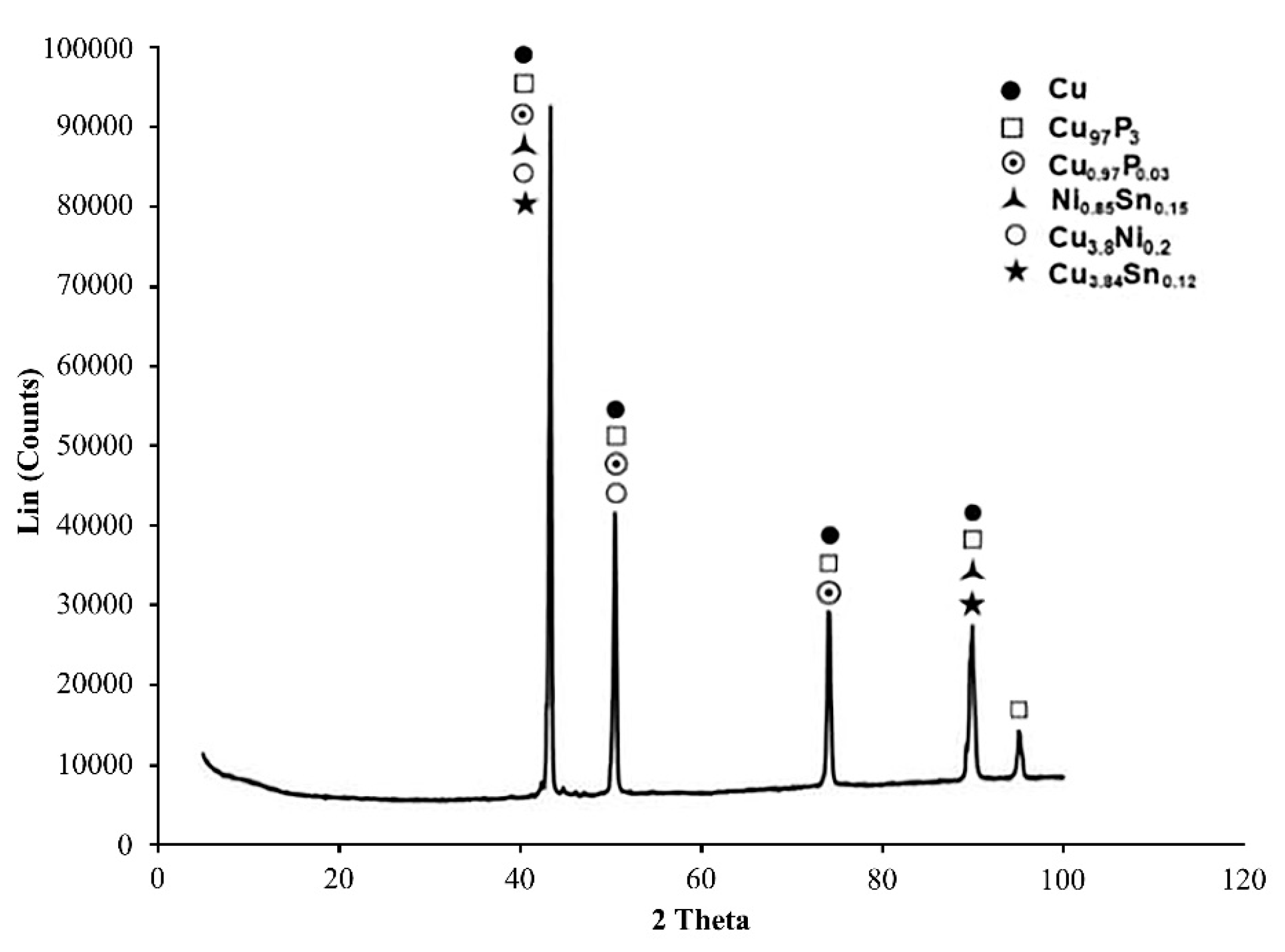
3.3. Phase Identification of the Brazed Samples
3.4. Effect of Brazing Parameters on the Mechanical Properties of the Brazed Joints
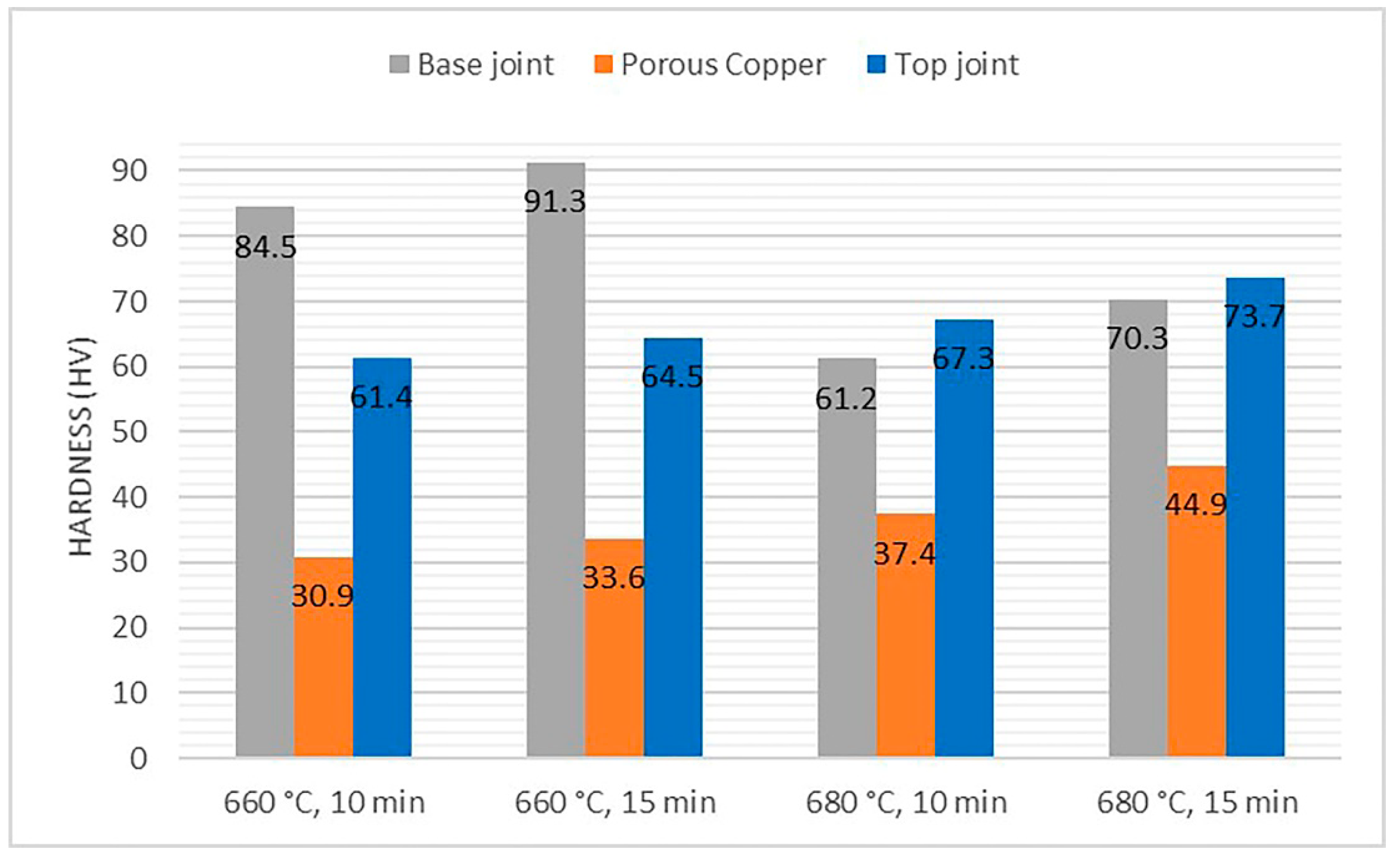
3.4.1. Microhardness Test
3.4.2. Compression Testing
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lee, K.S.; Kim, W.S.; Si, J.M. Optimal shape and arrangement of staggered pins in the channel of a plate heat exchanger. Int. J. Heat Mass Trans. 2001, 44, 3223–3231. [Google Scholar] [CrossRef]
- Tanda, G. Heat transfer and pressure drop in rectangular channel with diamond-shaped elements. Int. J. Heat Mass Trans. 2001, 44, 3529–3541. [Google Scholar] [CrossRef]
- Pongsoi, P.; Pikulkajorn, S.; Wang, C.C.; Wongwises, S. Effect of fin pitches on the air-side performance of crimped spiral fin-and-tube heat exchangers with a multipass parallel and counter cross-flow configuration. Int. J. Heat Mass Trans. 2011, 54, 2234–2240. [Google Scholar] [CrossRef]
- Sayed, A.E.; Mesalhy, O.M.; Abdelatief, M.A. Flow and heat transfer enhancement in tube heat exchangers. Heat Mass Transf. 2015, 51, 1607–1630. [Google Scholar] [CrossRef]
- Zhang, L.; Mullen, D.; Lynn, K.; Zhao, Y. Heat Transfer Performance of Porous Copper Fabricated by Lost Carbonate Sintering Process. Mater. Res. Soc. Proc. 2009, 1188, LL04-07. [Google Scholar] [CrossRef]
- Xiao, Z.; Zhao, Y. Heat transfer coefficient of porous copper with homogeneous and hybrid structures in active cooling. J. Mater. Res. 2013, 28, 2545–2553. [Google Scholar] [CrossRef]
- Singh, R.; Akbarzadeh, A.; Mochizuki, M. Sintered porous heat sink for cooling of high-powered microprocessors for server applications. Int. J. Heat Mass Trans. 2009, 52, 2289–2299. [Google Scholar] [CrossRef]
- Liu, P.S.; Liang, K.M. Review Functional materials of porous metals made by P/M, electroplating and some other techniques. J. Mater. Sci. 2001, 36, 5059–5072. [Google Scholar] [CrossRef]
- Tuchinskiy, L. Novel fabrication technology for metal foams. J. Adv. Mater. 2005, 37, 60–65. [Google Scholar]
- Feng, S.; Li, F.; Zhang, F.; Lu, T.J. Natural convection in metal foam heat sinks with open slots. Exp. Therm. Fluid Sci. 2018, 91, 354–362. [Google Scholar] [CrossRef]
- Shen, B.; Yan, H.; Sunden, B.; Xue, H.; Xie, G. Forced convection and heat transfer of water-cooled microchannel heat sinks with various structured metal foams. Int. J. Heat Mass Transf. 2017, 113, 1043–1053. [Google Scholar] [CrossRef]
- Qu, Z.; Wang, T.; Tao, W.; Lu, T. Experimental study of air natural convection on metallic foam-sintered plate. Int. J. Heat Fluid Flow 2012, 38, 126–132. [Google Scholar] [CrossRef]
- Ogushi, T.; Chiba, H.; Nakajima, H. Development of Lotus-Type Porous Copper Heat Sink. Mater. Trans. 2006, 47, 2240–2247. [Google Scholar] [CrossRef]
- Zhang, H.; Chen, L.; Liu, Y.; Li, Y. Experimental study on heat transfer performance of lotus-type porous copper heat sink. Int. J. Heat Mass Transf. 2013, 56, 172–180. [Google Scholar] [CrossRef]
- Boomsma, K.; Poulikakos, D.; Zwick, F. Metal foams as compact high performance heat exchangers. Mech. Mater. 2003, 35, 1161–1176. [Google Scholar] [CrossRef]
- Bastarows, A.F.; Evans, A.G.; Stone, H.A. Evaluation of Cellular Metal Heat Dissipation Media; Division of Engineering and Applied Sciences: Cambridge, MA, USA, 1998. [Google Scholar]
- Nawaz, K.; Bock, J.; Dai, Z.; Jacobi, A.M. Experimental studies to evaluate the use of metal foams in highly compact air-cooling heat exchangers. In Proceedings of the Paper presented at the International Refrigeration and Air Conditioning Conference, West Lafayette, IN, USA, 12–15 July 2010. [Google Scholar]
- Shirzadi, A.A.; Kocak, M.; Wallach, E.R. Joining stainless steel metal foams. Sci. Technol. Weld. Join. 2004, 9, 277–279. [Google Scholar] [CrossRef]
- Bangash, M.; Ubertalli, G.; Saverio, D.D.; Ferraris, M.; Jitai, N. Joining of Aluminium Alloy Sheets to Aluminium Alloy Foam Using Metal Glasses. Metals 2018, 8, 614. [Google Scholar] [CrossRef]
- Sekulic, D.P.; Dakhoul, Y.M.; Zhao, H.; Liu, W. Aluminum Foam Compact Heat Exchangers: Brazing Technology Development vs. Thermal Performance. In Proceedings of the Cellmet Conference, Dresden, Germany, 8–10 October 2008. [Google Scholar]
- European Patent Application. Available online: http://patentimages.storage.googleapis.com/b1/96/3a/33cbb50daba87d/EP0429026A1.pdf (accessed on 15 February 2020).
- Yu, W.; Lu, W.; Xia, T. Formation Process of Joints Brazing with Amorphous Filler Metal. Rare Met. Mater. Eng. 2013, 42, 688–691. [Google Scholar] [CrossRef]
- Schwartz, M. Brazing: For the Engineering Technologist, 1st ed.; Chapman and Hall: London, UK, 1995; p. 296. [Google Scholar]
- Committee, A.C. Brazing Handbook, 5th ed.; American Welding Society: Miami, FL, USA, 2007. [Google Scholar]
- Predel, B. Cu-P (Copper-Phosphorus). In Cr-Cs–Cu-Zr; Springer: Berlin/Heidelberg, Germany, 1994; pp. 1–3. [Google Scholar] [CrossRef]
- Miettinen, J. Thermodynamic description of Cu-Sn-P system in the Copper-rich corner. Calphad 2001, 25, 67–78. [Google Scholar] [CrossRef]
- Jattakul, P.; Kanlayasiri, K. Effects of brazing parameters on the microstructure and tensile shear force of Copper sheets using amorphous filler metal. In Proceedings of the 4th International Conference on Engineering, Applied Sciences and Technology (ICEAST 2018), Phuket, Thailand, 4–7 July 2018. [Google Scholar]
- Zhang, J.; Yu, W.; Lu, W. Mechanical Properties and Microstructure of Pure Copper Joints Brazed with Amorphous Cu68.5Ni15.7Sn9.3P6.5 Filler Metal. Int. J. Simul. Syst. Sci. Technol. 2016, 17, 15–19. [Google Scholar] [CrossRef]
- Hissyam, W.N.W.M.N.; Halil, A.M.; Kurniawan, T.; Ishak, M.; Ariga, T. Effect of Copper-based Fillers Composition on Spreading and Wetting Behaviour. IOP Conf. Ser. Mater. Sci. Eng. 2017, 238, 012020. [Google Scholar] [CrossRef]
- Schmetterer, C.; Vizdal, J.; Ipser, H. A new investigation of the system Ni–P. Intermetallics 2009, 17, 826–834. [Google Scholar] [CrossRef]
- Zorc, B.; Kosec, L. Comparison of brazed joints made with BNi-1 and BNi-7 nickel-base brazing alloys. Rev. Metal. 2000, 36, 100–107. [Google Scholar] [CrossRef]
- Sim, R.F. Copper Phosphorus Based (Self-fluxing) Brazing Alloys used for Joining Copper and its Alloys. FWP J. 1987, 27, 33–42. [Google Scholar]
- Jacobson, D.M.; Humpston, G. Principles of Brazing; ASM International: Materials Park, OH, USA, 2005. [Google Scholar]
- Ghosh, R.; Kanjilal, A.; Kumar, P. Effect of type of thermo-mechanical excursion on growth of interfacial intermetallic compounds in Cu/Sn-Ag-Cu solder joints. Microelectron. Reliab. 2017, 74, 44–51. [Google Scholar] [CrossRef]
- Liu, P.; Gu, X.; Liu, X.; Jin, X.; Zhang, Y.; Long, Z. Interfacial reaction of SnAgCu-xNi composite solders on Cu and Ni substrate. In Proceedings of the 5th International Brazing and Soldering Conference, Las Vegas, NV, USA, 22–25 April 2012; pp. 207–212. [Google Scholar]
- Cui, J.; Zhai, Q.; Xu, J.; Wang, Y.; Ye, J. Adding Sn on the Performance of Amorphous Brazing Fillers Applied to Brazing TA2 and Q235. J. Surf. Eng. Mater. Adv. Technol. 2014, 4, 342–347. [Google Scholar] [CrossRef][Green Version]
- Kay, D. Liquation of Brazing filler metals—Good or Bad? In Proceedings of the 5th International Brazing and Scoldering Conference, Las Vegas, NV, USA, 22–25 April 2012; p. 402. [Google Scholar]
- Hasap, A.N.; Noraphaiphipaksa, N.; Kanchanomai, C. The Microstructure and Strength of Copper Alloy Brazing Joints. Weld. J. 2014, 93, 116–123. [Google Scholar]
- Nakajima, H. Fabrication, properties and application of porous metals with directional pores. Prog. Mater. Sci. 2007, 52, 1091–1173. [Google Scholar] [CrossRef]
- Gibson, L.J.; Ashby, M.F. Cellular Solids: Structure and Properties. Cambridge Solid State Science Series, 2nd ed.; Cambridge University Press: Cambridge, UK, 1997. [Google Scholar] [CrossRef]
- Ashby, M.F.; Evans, A.G.; Fleck, N.A.; Gibson, L.J. Properties of Metal Foams; Hutchinson, J.W., Wadley, H.N.G., Eds.; Butterworth-Heinemann: Oxford, UK, 2000; Volume 40, pp. 40–54. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Point | BASE OF JOINT 3f | TOP OF JOINT 3b | ||||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | |
| Cu | 78.4 | 89.1 | 65.7 | 71.22 | 61.26 | 76.74 |
| P | 20.0 | 6.5 | 7.9 | 24.46 | 23.36 | 19.12 |
| Ni | 0.9 | 1.5 | 25.2 | 4.33 | 15.18 | 3.67 |
| Sn | 0.6 | 2.9 | 1.1 | - | 0.19 | 0.47 |
| Point | BASE OF JOINT 3g | TOP OF JOINT 3c | ||||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | |
| Cu | 75.90 | 76.87 | 84.04 | 39.82 | 45.42 | 68.16 |
| P | 21.86 | 21.06 | 13.71 | 21.02 | 18.36 | 11.56 |
| Ni | 1.65 | 1.54 | 1.12 | 38.87 | 35.81 | 19.84 |
| Sn | 0.59 | 0.52 | 1.13 | 0.29 | 0.41 | 0.44 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sami, M.M.; Zaharinie, T.; Yusof, F.; Ariga, T. Investigation on Strength and Microstructural Evolution of Porous Cu/Cu Brazed Joints Using Cu-Ni-Sn-P Filler. Metals 2020, 10, 416. https://doi.org/10.3390/met10030416
Sami MM, Zaharinie T, Yusof F, Ariga T. Investigation on Strength and Microstructural Evolution of Porous Cu/Cu Brazed Joints Using Cu-Ni-Sn-P Filler. Metals. 2020; 10(3):416. https://doi.org/10.3390/met10030416
Chicago/Turabian StyleSami, Mian Muhammad, Tuan Zaharinie, Farazila Yusof, and Tadashi Ariga. 2020. "Investigation on Strength and Microstructural Evolution of Porous Cu/Cu Brazed Joints Using Cu-Ni-Sn-P Filler" Metals 10, no. 3: 416. https://doi.org/10.3390/met10030416
APA StyleSami, M. M., Zaharinie, T., Yusof, F., & Ariga, T. (2020). Investigation on Strength and Microstructural Evolution of Porous Cu/Cu Brazed Joints Using Cu-Ni-Sn-P Filler. Metals, 10(3), 416. https://doi.org/10.3390/met10030416