Improvement of Longitudinal Performance Uniformity of Hot-Rolled Coils for Cold-Rolled DP980 Steel



Abstract
1. Introduction
2. Experimental Method and FEM Simulation to Obtain the Temperature Field of Hot-Rolled Coil
2.1. Material and Experimental Method
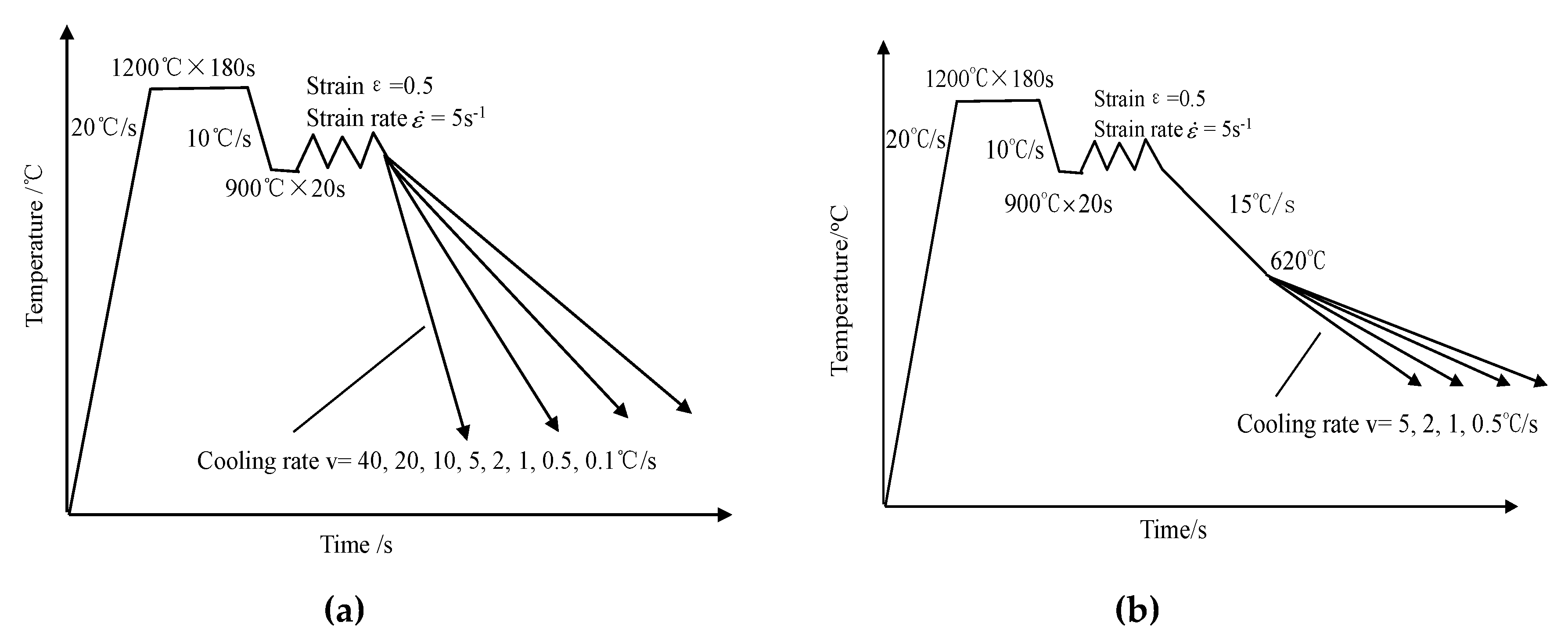
2.1.1. Thermal Simulation Experiments
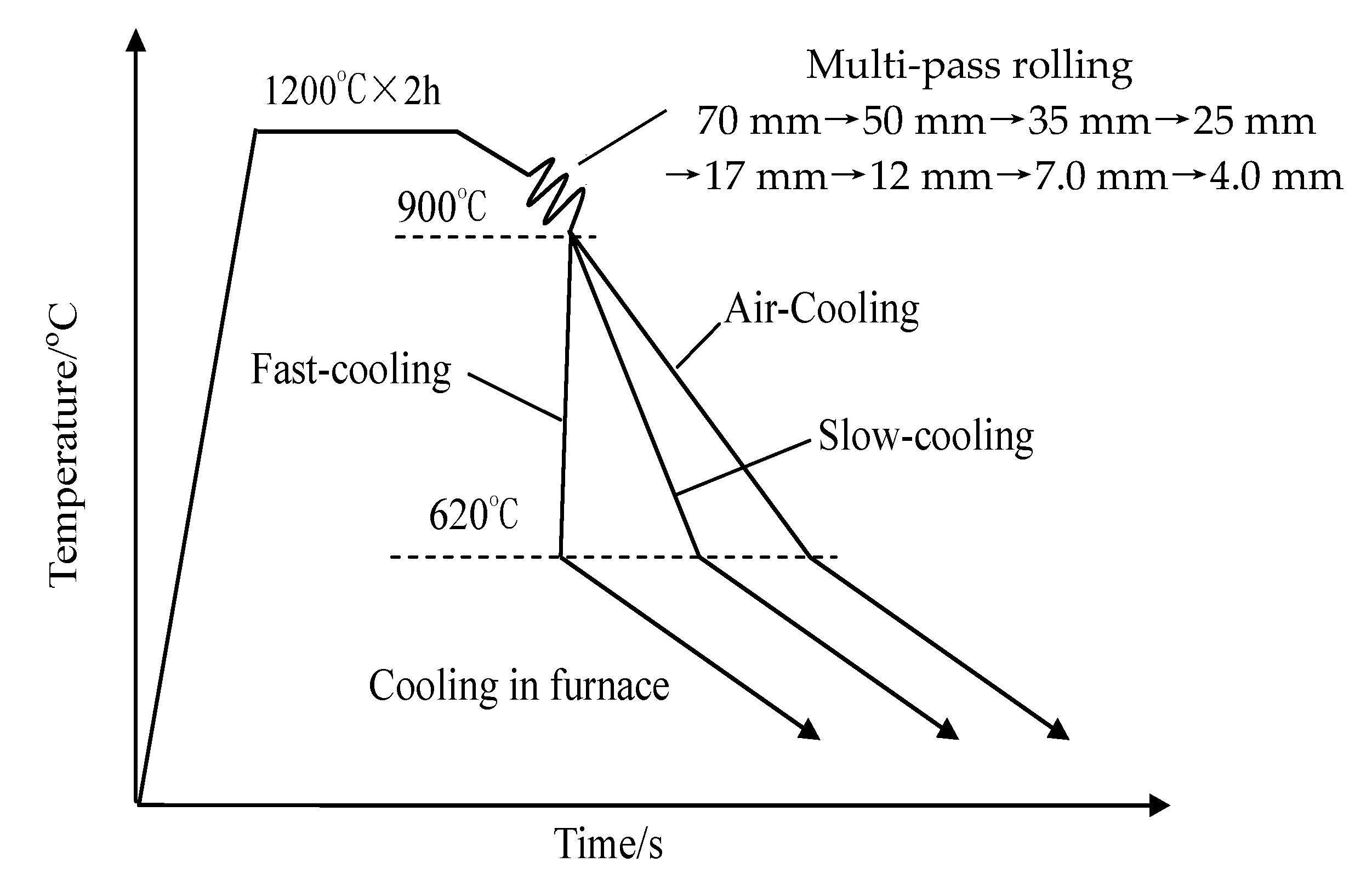
2.1.2. Hot Rolling Experiments
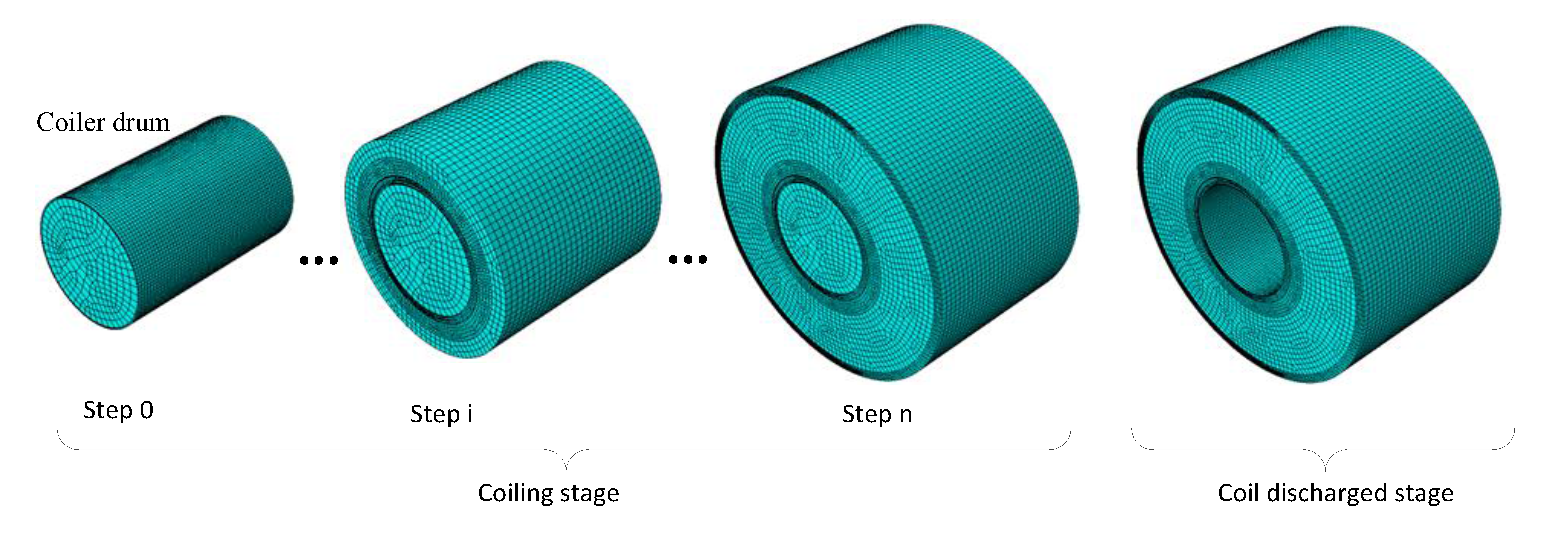
2.2. FEM Simulation to Obtain the Temperature Field of Hot-Rolled Coil
3. Results and Discussion
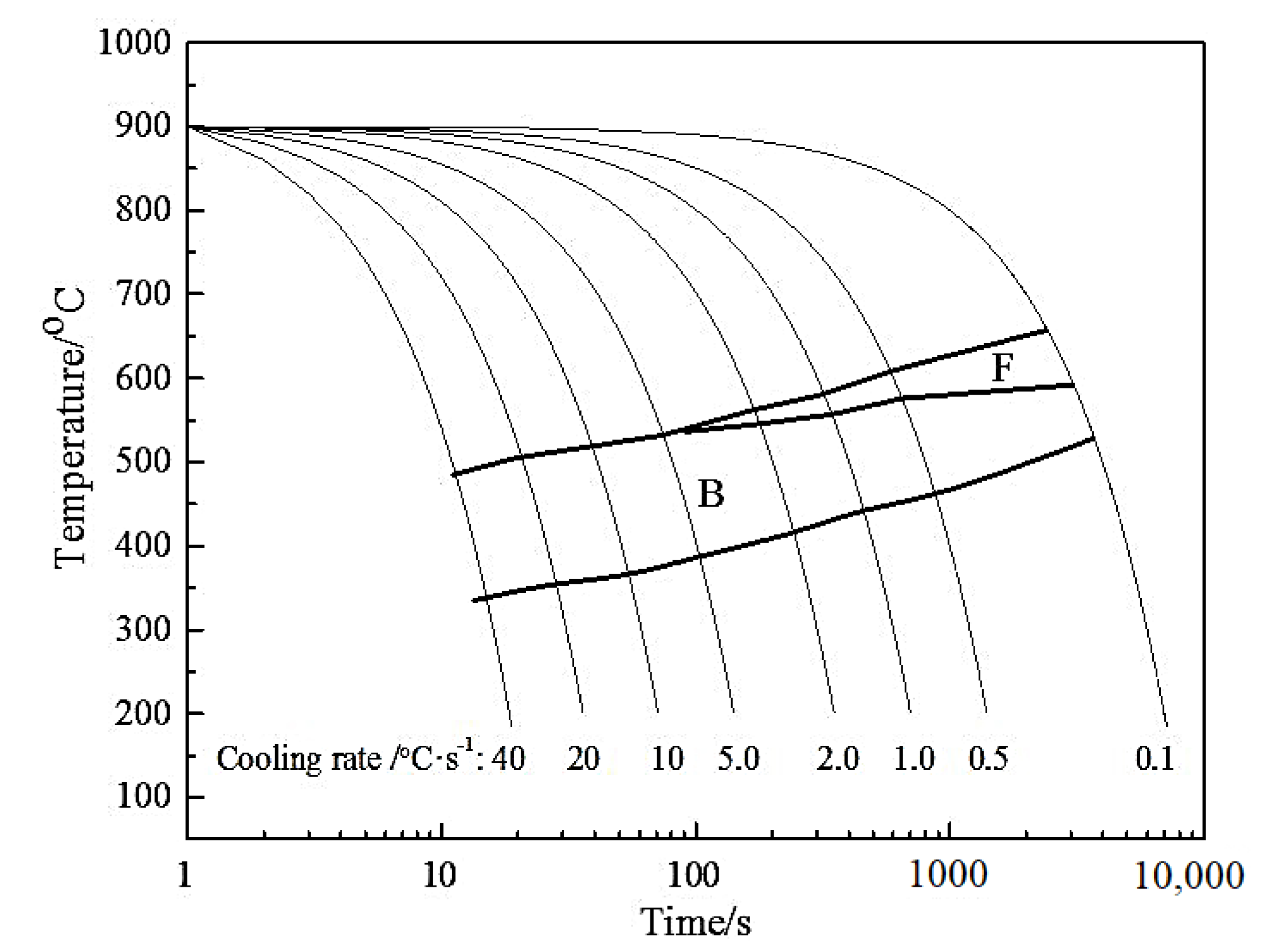
3.1. Dynamic Continuous Cooling Transformation of DP980
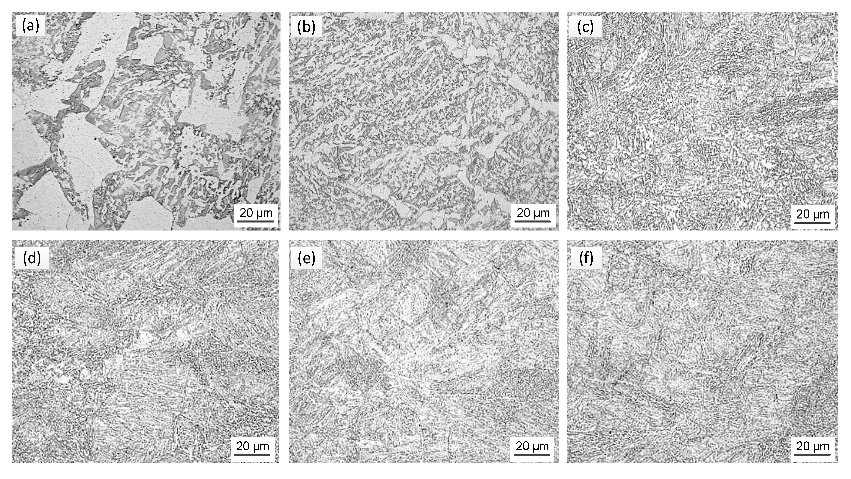
3.2. Influence of the Cooling Rate before Coiling on the Microstructure and Properties of the Strip
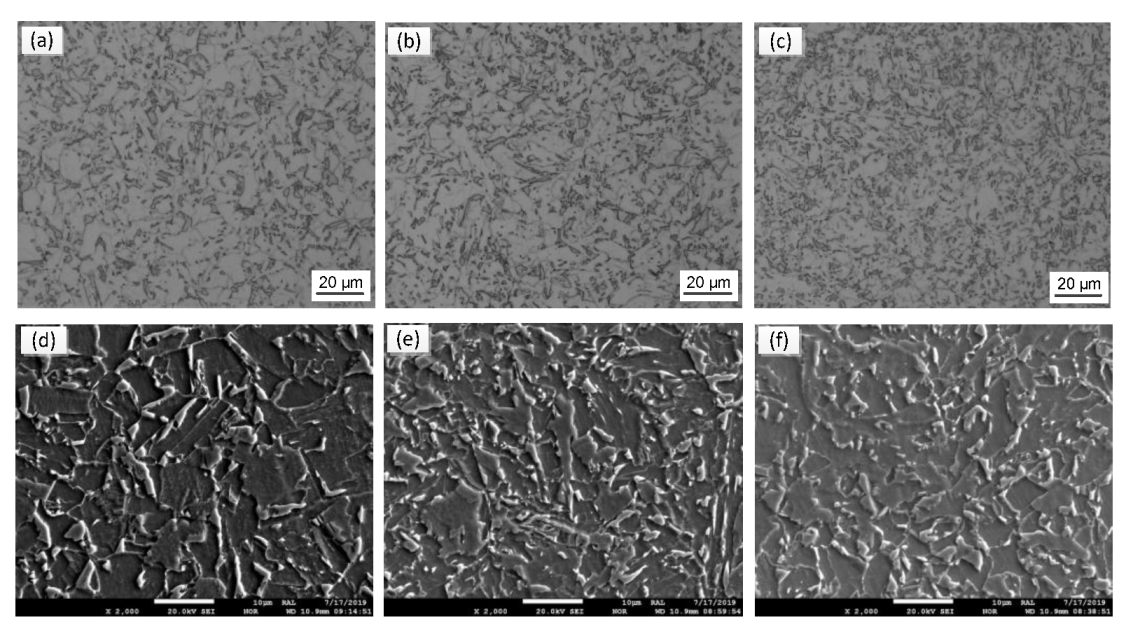
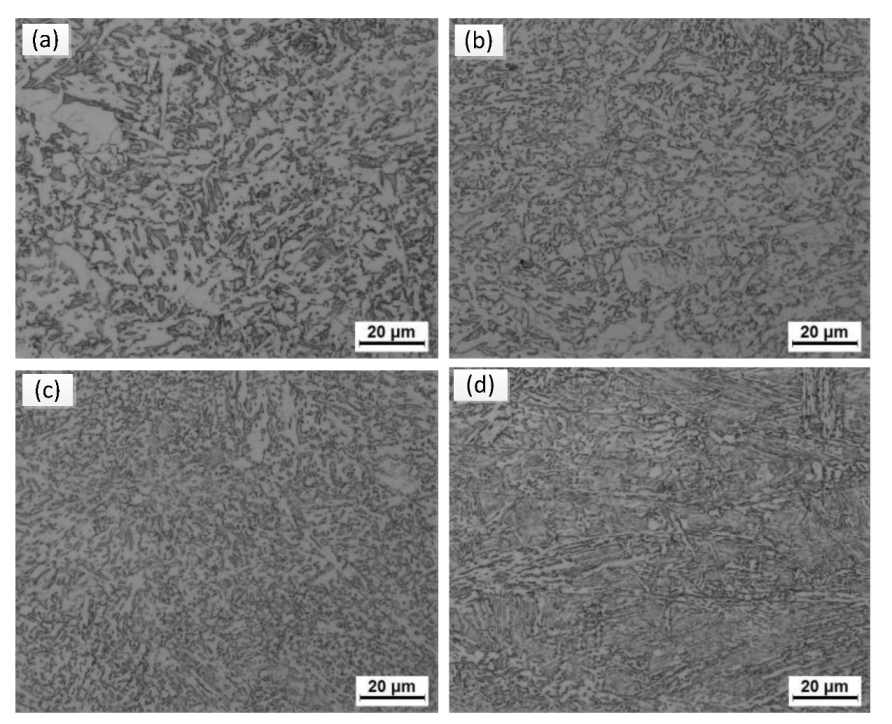
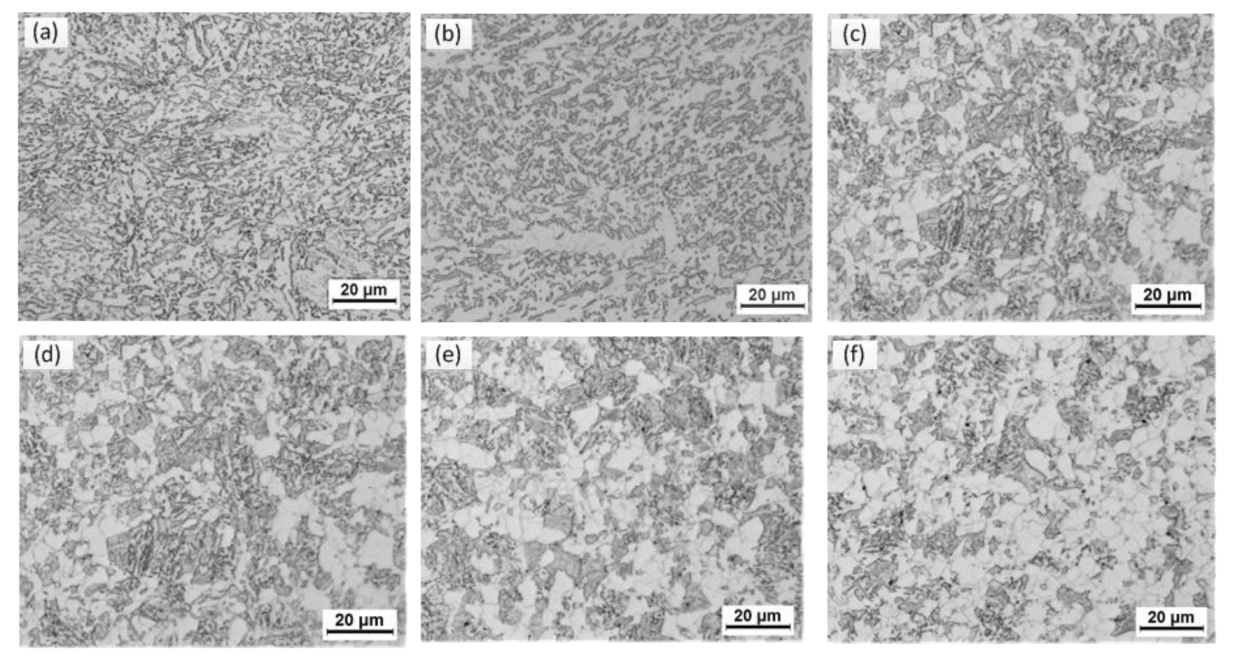
3.3. Influence of the Cooling Rate during and after Coiling on the Microstructure and Properties of Hot-Rolled Coil
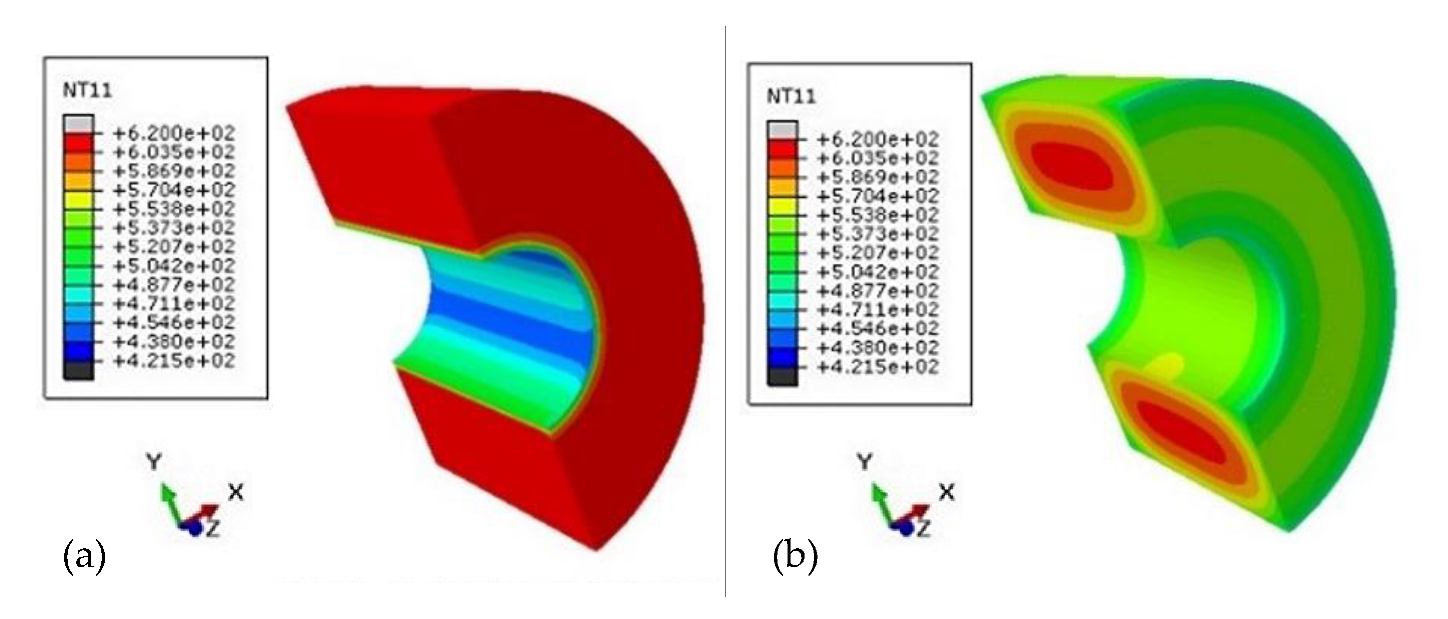
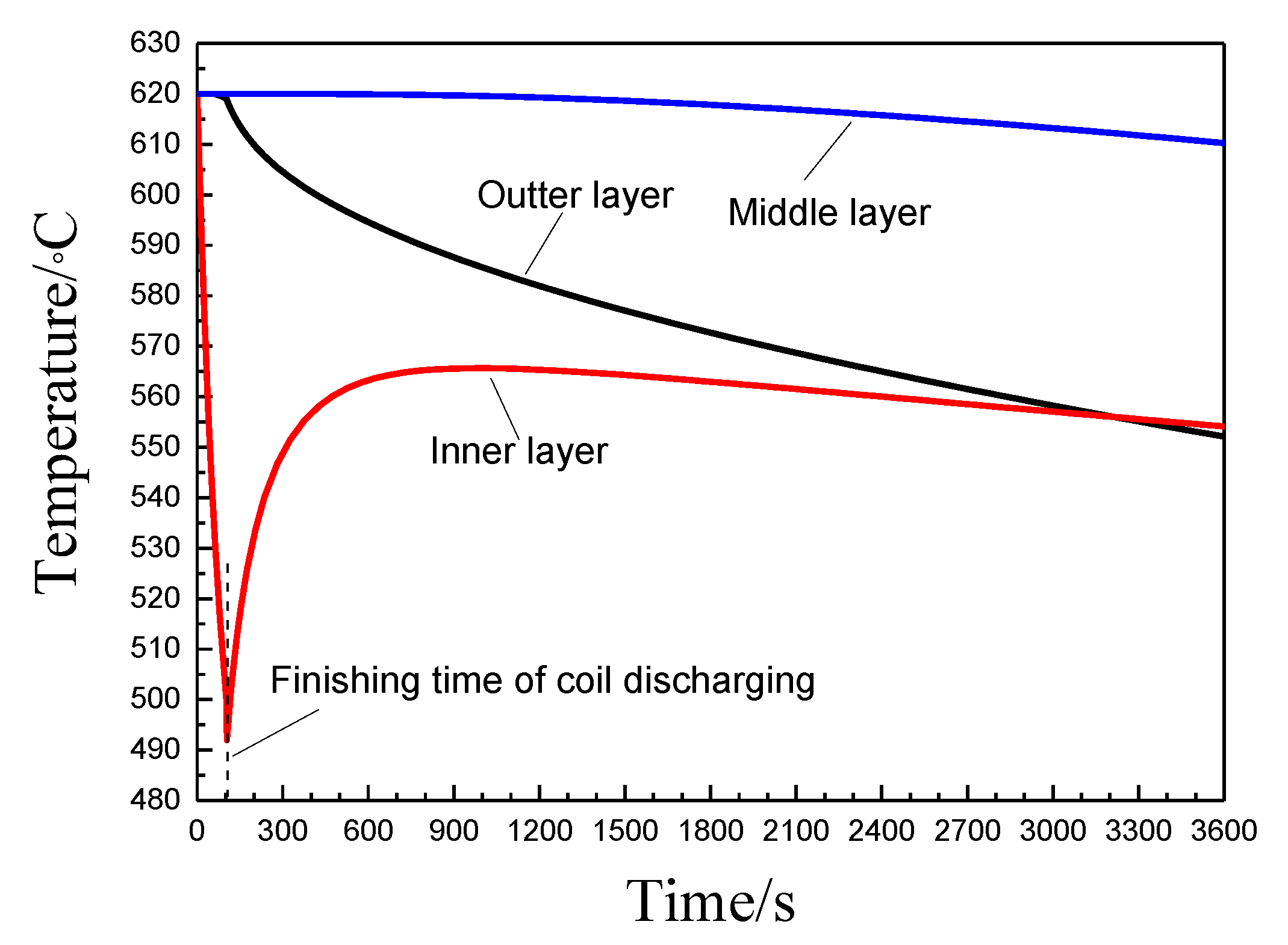
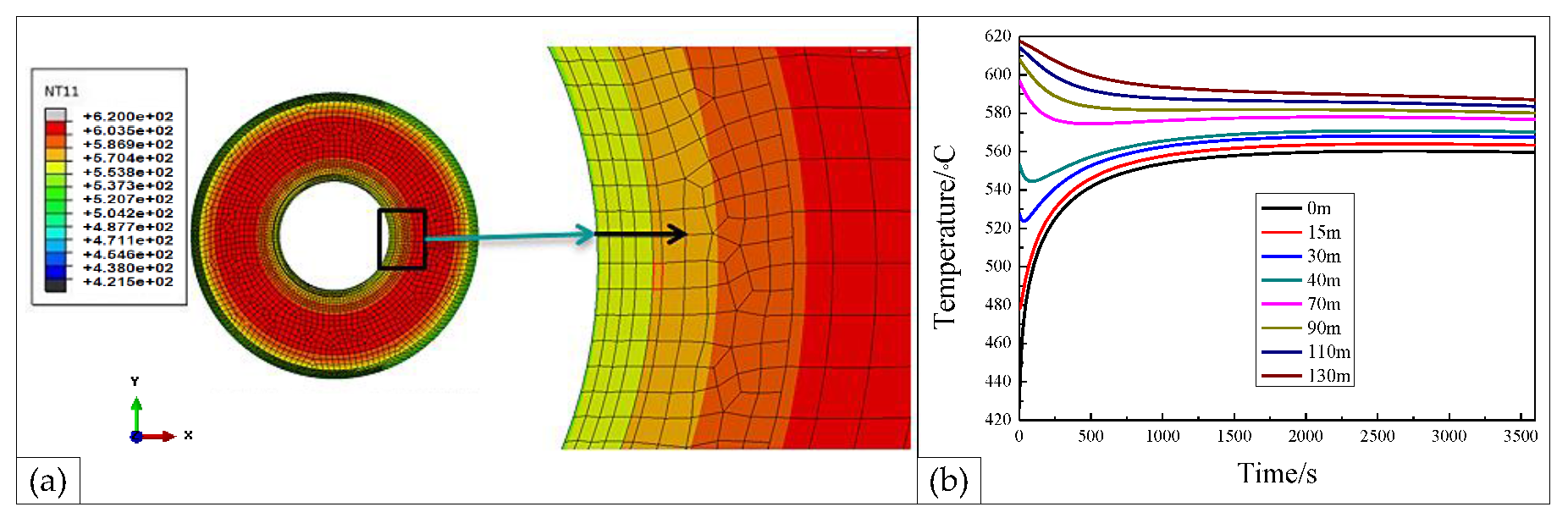
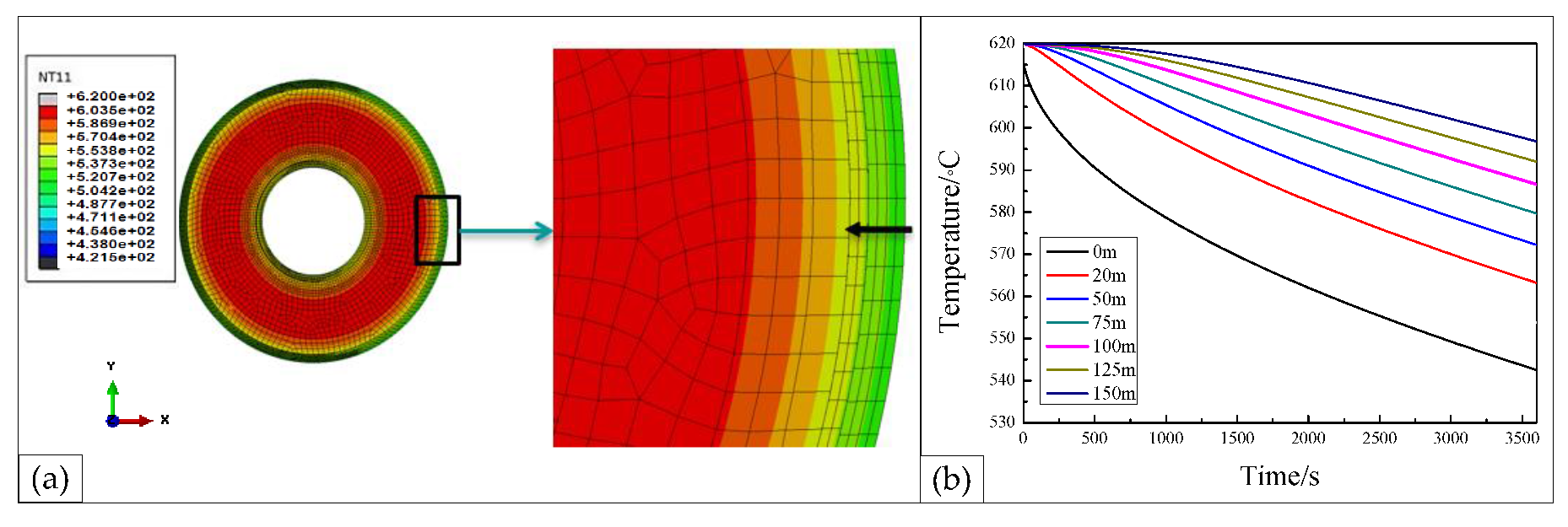
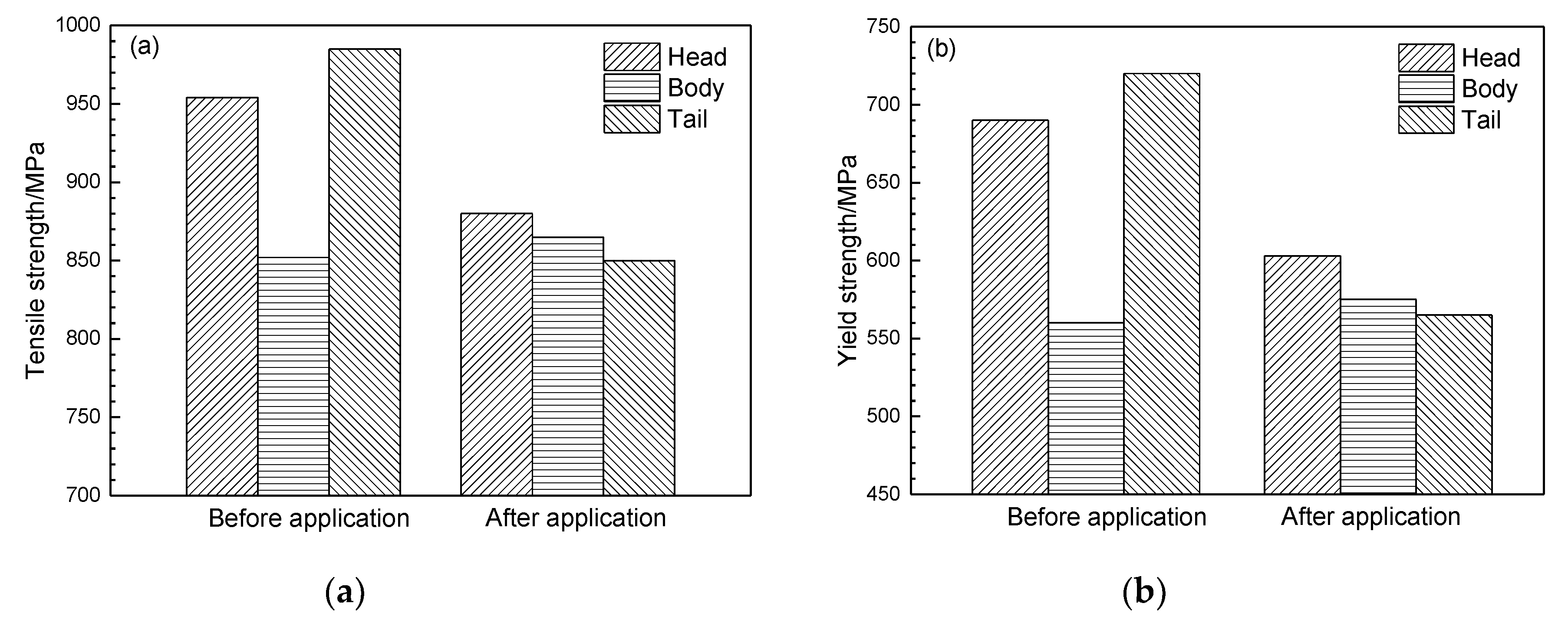
3.4. Analysis of the Temperature Field and Longitudinal Strength Fluctuations of Hot-Rolled Coil
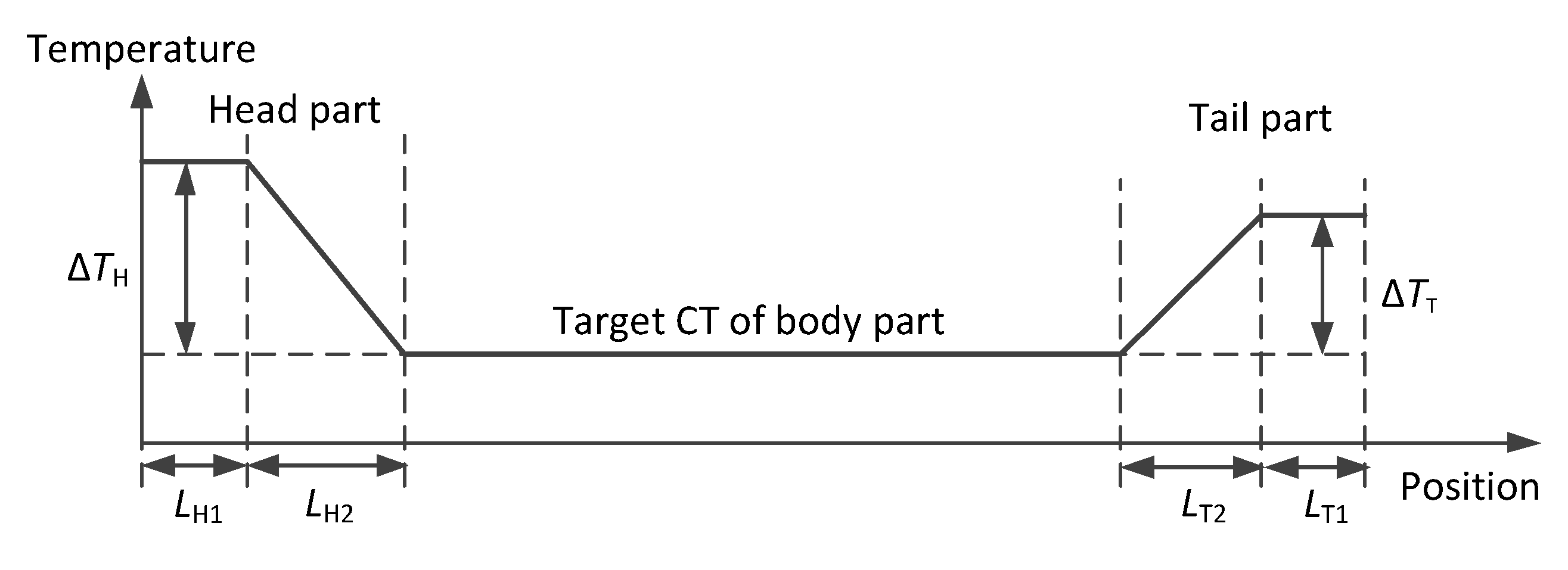
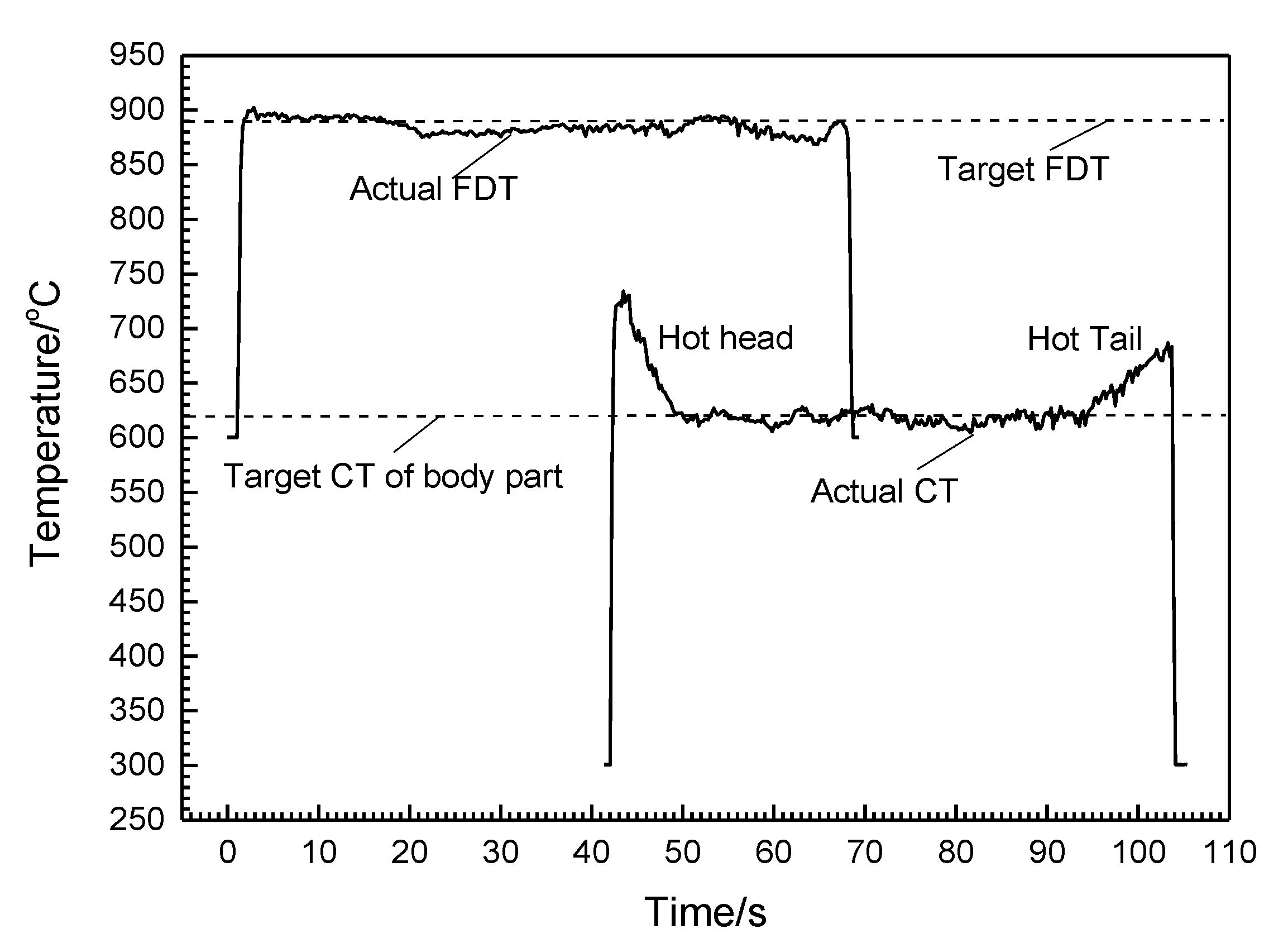
4. Development of the U-Shaped Cooling Process and Industrial Field Application
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ghassemi-Armaki, H.; Maaß, R.; Bhat, S.; Sriram, S.; Greer, J.; Kumar, K. Deformation response of ferrite and martensite in a dual-phase steel. Acta Mater. 2014, 62, 197–211. [Google Scholar] [CrossRef]
- Ashrafi, H.; Shamanian, M.; Emadi, R.; Saeidi, N. A novel and simple technique for development of dual phase steels with excellent ductility. Mater. Sci. Eng. A 2017, 680, 197–202. [Google Scholar] [CrossRef]
- García-Sesma, L.; López, B.; Pereda, B. Effect of coiling conditions on the strengthening mechanisms of nb microalloyed steels with high ti addition levels. Mater. Sci. Eng. A 2019, 748, 386–395. [Google Scholar] [CrossRef]
- Zhi, Y.; Liu, X.; Zhou, X.; XIE, Y.-J.; ZOU, T.-L. Temperature analysis of hot rolled coil during cooling. J. Iron Steel Res. Int. 2009, 8, 13–16. [Google Scholar]
- Nowotnik, A.; Siwecki, T. The effect of tmcp parameters on the microstructure and mechanical properties of ti–nb microalloyed steel. J. Microsc. 2010, 237, 258–262. [Google Scholar] [CrossRef] [PubMed]
- Jahazi, M.; Egbali, B. The influence of hot rolling parameters on the microstructure and mechanical properties of an ultra-high strength steel. J. Mater. Process. Technol. 2000, 103, 276–279. [Google Scholar] [CrossRef]
- SHA, Q.-Y.; LI, G.-Y.; Qiao, L.-F.; Yan, P.-Y. Effect of cooling rate and coiling temperature on precipitate in ferrite of a nb-v-ti microalloyed strip steel. J. Iron Steel Res. Int. 2007, 14, 316–319. [Google Scholar] [CrossRef]
- Natarajan, V.; Liu, S.; Challa, V.; Misra, R.; Sidorenko, D.; Mulholland, M.; Manohar, M.; Hartmann, J. Processing-structure-mechanical property relationship in ti-nb microalloyed steel: Continuous cooling versus interrupted cooling. Mater. Sci. Eng. A 2016, 671, 254–263. [Google Scholar] [CrossRef]
- Chen, J.; Lv, M.-Y.; Tang, S.; Liu, Z.-Y.; Wang, G.-D. Influence of cooling paths on microstructural characteristics and precipitation behaviors in a low carbon v–ti microalloyed steel. Mater. Sci. Eng. A 2014, 594, 389–393. [Google Scholar] [CrossRef]
- Challa, V.; Zhou, W.; Misra, R.; O’Malley, R.; Jansto, S. The effect of coiling temperature on the microstructure and mechanical properties of a niobium–titanium microalloyed steel processed via thin slab casting. Mater. Sci. Eng. A 2014, 595, 143–153. [Google Scholar] [CrossRef]
- Chen, L.; Zhang, Z.-G.; Jin, Z.-L. Numerical simulation of temperature field of hot rolled microalloyed coil during cooling process. Iron Steel 2016, 16. [Google Scholar] [CrossRef]
- Park, S.-J.; Hong, B.-H.; Baik, S.C.; Oh, K.H. Finite element analysis of hot rolled coil cooling. ISIJ Int. 1998, 38, 1262–1269. [Google Scholar] [CrossRef]
- Sun, J.; Bin, W.U.; Jun, L.I.; Bai, Z.; Lian, J. The Experiment Study on the Radial Heat Conductivity and the Rigidity of the Steel Coil. Heavy Mach. 2003, 56, 19–30. [Google Scholar]
- Li, H.J.; Li, L.G.; Li, Y.L.; Wang, G.D. Online monitor and control of cooling temperature on run-out table of hot strip mill. Steel Res. Int. 2015, 86, 1225–1233. [Google Scholar] [CrossRef]
- Pan, H.; Wang, Z.D.; Zhou, N.A.; Hui, Y.J.; Wu, K.M.; Deng, X.T. Research on the performance uniformity of 700 Mpa Ti-microalloying high strength steel. Steel Roll. 2017, 34, 7–9. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Nb | Cr | Als |
|---|---|---|---|---|---|---|---|
| 0.09 | 0.55 | 2.4 | 0.015 | 0.01 | 0.04 | 0.5 | 0.049 |
| Tick Step | Value k | Step Layer Thickness /mm | External Diameter of Coil/mm | Cooling Time /s |
|---|---|---|---|---|
| 0 | 0 | 0 | 760 | 0 |
| 1 | 4 | 10 | 780 | 0.63 |
| 2 | 4 | 10 | 800 | 0.65 |
| 3 | 4 | 10 | 820 | 0.67 |
| 4 | 8 | 20 | 860 | 1.40 |
| 5 | 20 | 50 | 960 | 3.91 |
| 6 | 40 | 100 | 1160 | 9.64 |
| 7 | 40 | 100 | 1360 | 11.09 |
| 8 | 40 | 100 | 1560 | 12.73 |
| 9 | 20 | 50 | 1660 | 6.78 |
| 10 | 20 | 50 | 1760 | 7.18 |
| 11 | 8 | 20 | 1800 | 2.94 |
| 12 | 4 | 10 | 1820 | 1.49 |
| 13 | 4 | 10 | 1840 | 1.50 |
| 14 | 4 | 10 | 1860 | 1.52 |
| 15 | 0 | 0 | 1860 | 43.00 |
| Temperature/°C | 100 | 200 | 300 | 400 | 500 | 600 | 700 |
| λ/W·m−1·K−1 | 57.8 | 53.2 | 49.4 | 45.6 | 41.0 | 36.8 | 33.1 |
| Number | Cooling Mode | Tensile Strength/MPa | Elongation/% |
|---|---|---|---|
| 1 2 3 | Air-cooling Slow-cooling Fast-cooling | 778 797 801 | 15 16 17 |
| Cooling Rate/(°C/s) | 0.5 | 1 | 2 | 5 |
|---|---|---|---|---|
| Hardness/HV | 275 | 280 | 295 | 305 |
| Tensile strength/MPa | 895 | 910 | 954 | 982 |
| Head Part | Tail Part | ||||
|---|---|---|---|---|---|
| ΔTH/°C | LH1/m | LH2/m | ΔTH/°C | LH1/m | LH2/m |
| 100 | 15 | 55 | 50 | 20 | 80 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, H.; Li, T.; Li, C.; Wang, Z.; Wang, G. Improvement of Longitudinal Performance Uniformity of Hot-Rolled Coils for Cold-Rolled DP980 Steel. Metals 2020, 10, 382. https://doi.org/10.3390/met10030382
Li H, Li T, Li C, Wang Z, Wang G. Improvement of Longitudinal Performance Uniformity of Hot-Rolled Coils for Cold-Rolled DP980 Steel. Metals. 2020; 10(3):382. https://doi.org/10.3390/met10030382
Chicago/Turabian StyleLi, Haijun, Tianxiang Li, Chaofei Li, Zhaodong Wang, and Guodong Wang. 2020. "Improvement of Longitudinal Performance Uniformity of Hot-Rolled Coils for Cold-Rolled DP980 Steel" Metals 10, no. 3: 382. https://doi.org/10.3390/met10030382
APA StyleLi, H., Li, T., Li, C., Wang, Z., & Wang, G. (2020). Improvement of Longitudinal Performance Uniformity of Hot-Rolled Coils for Cold-Rolled DP980 Steel. Metals, 10(3), 382. https://doi.org/10.3390/met10030382