Effect of the Rare Earth Oxide CeO2 on the Microstructure and Properties of the Nano-WC-Reinforced Ni-Based Composite Coating

Abstract
1. Introduction
2. Experimental Materials and Methods
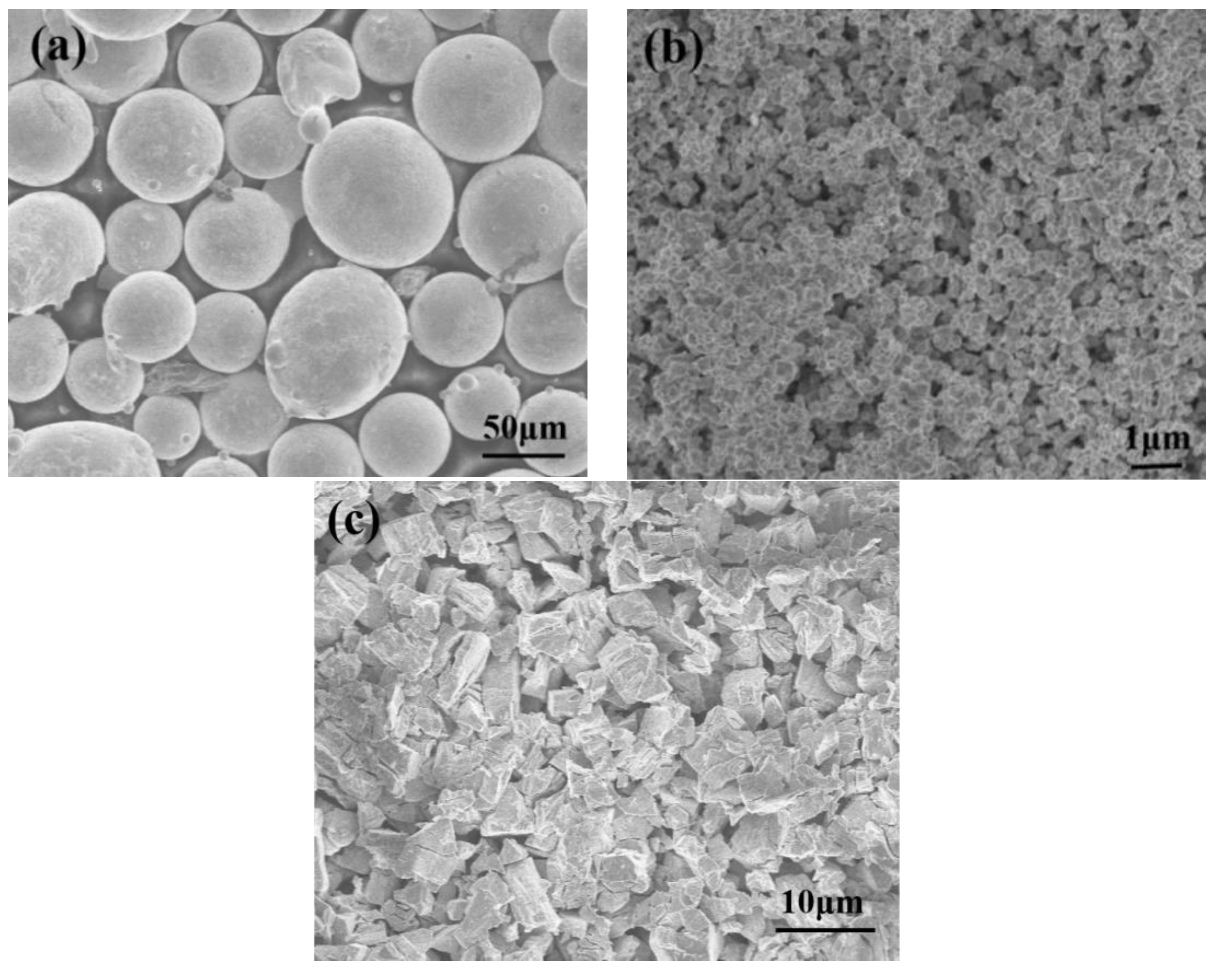
2.1. Experimental Materials
2.2. Experimental Methods
3. Results and Discussion
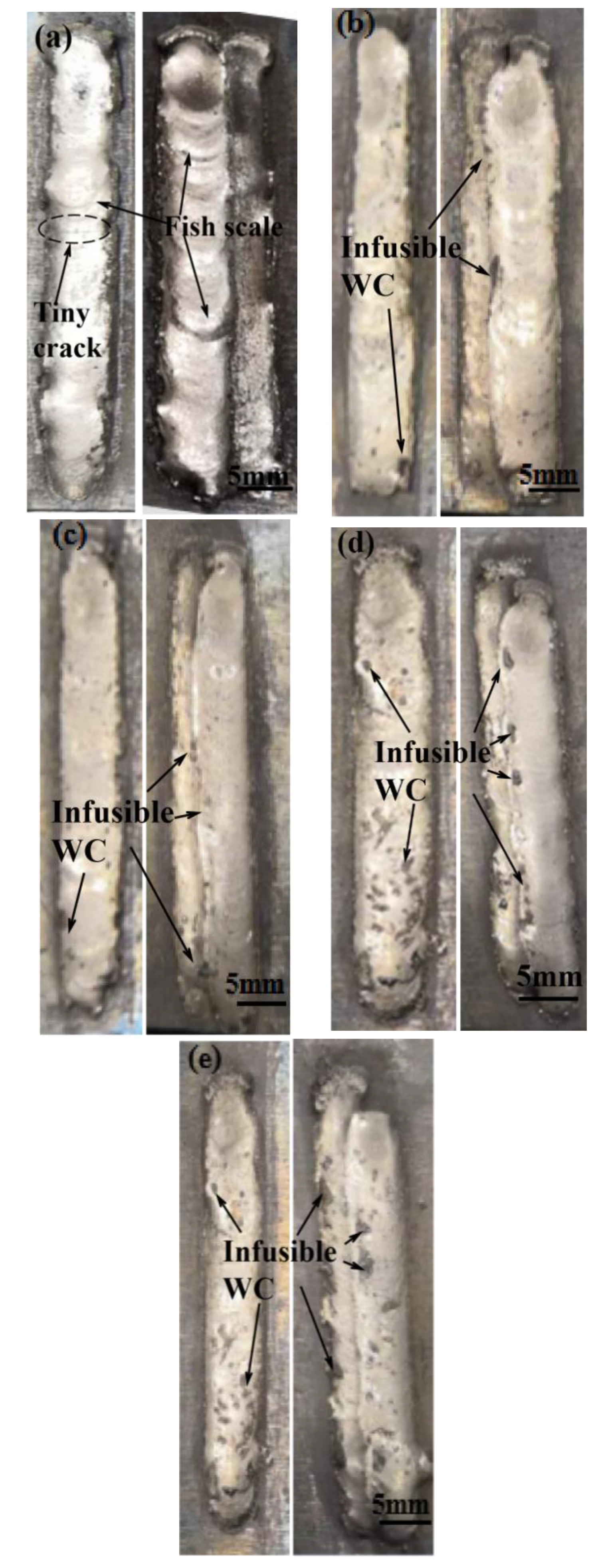
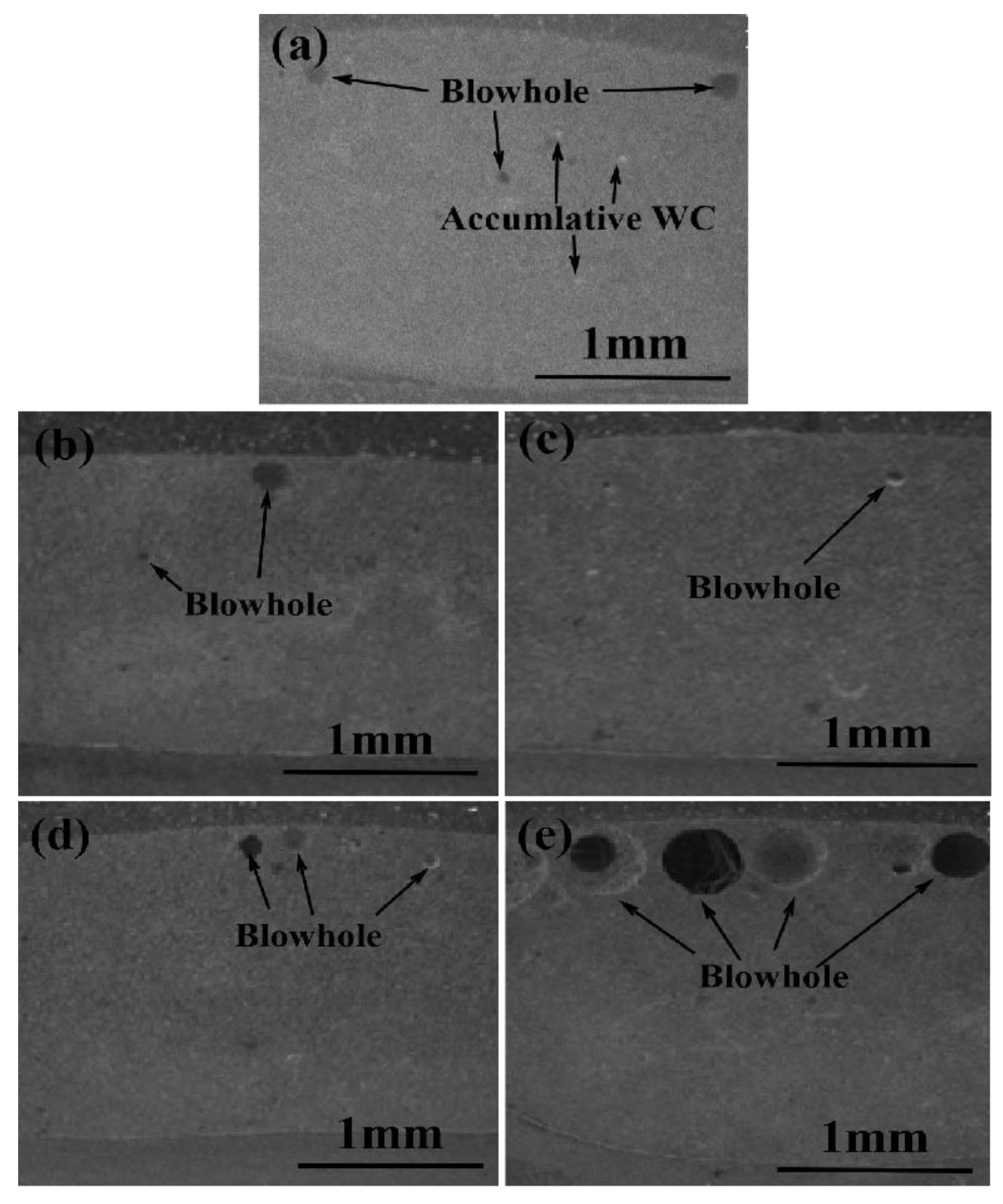
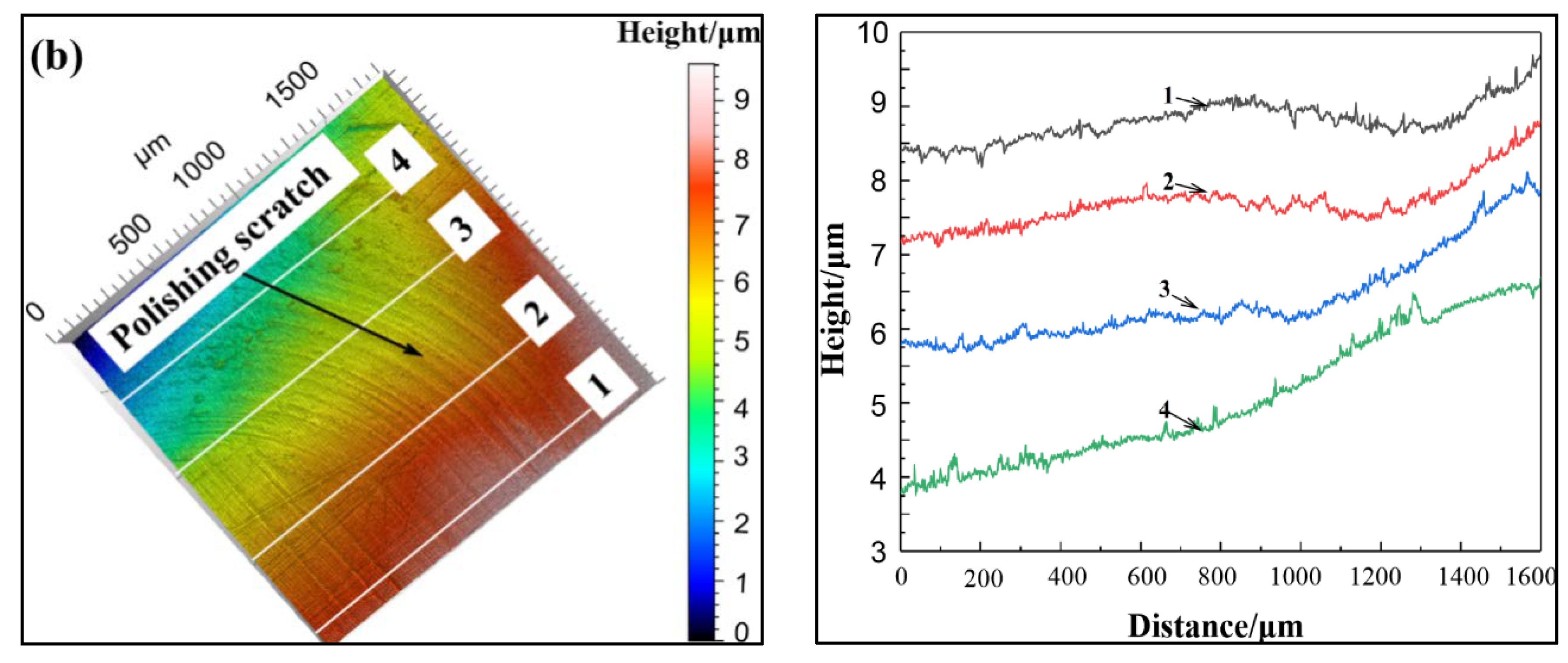
3.1. Morphological Analysis of the Coatings
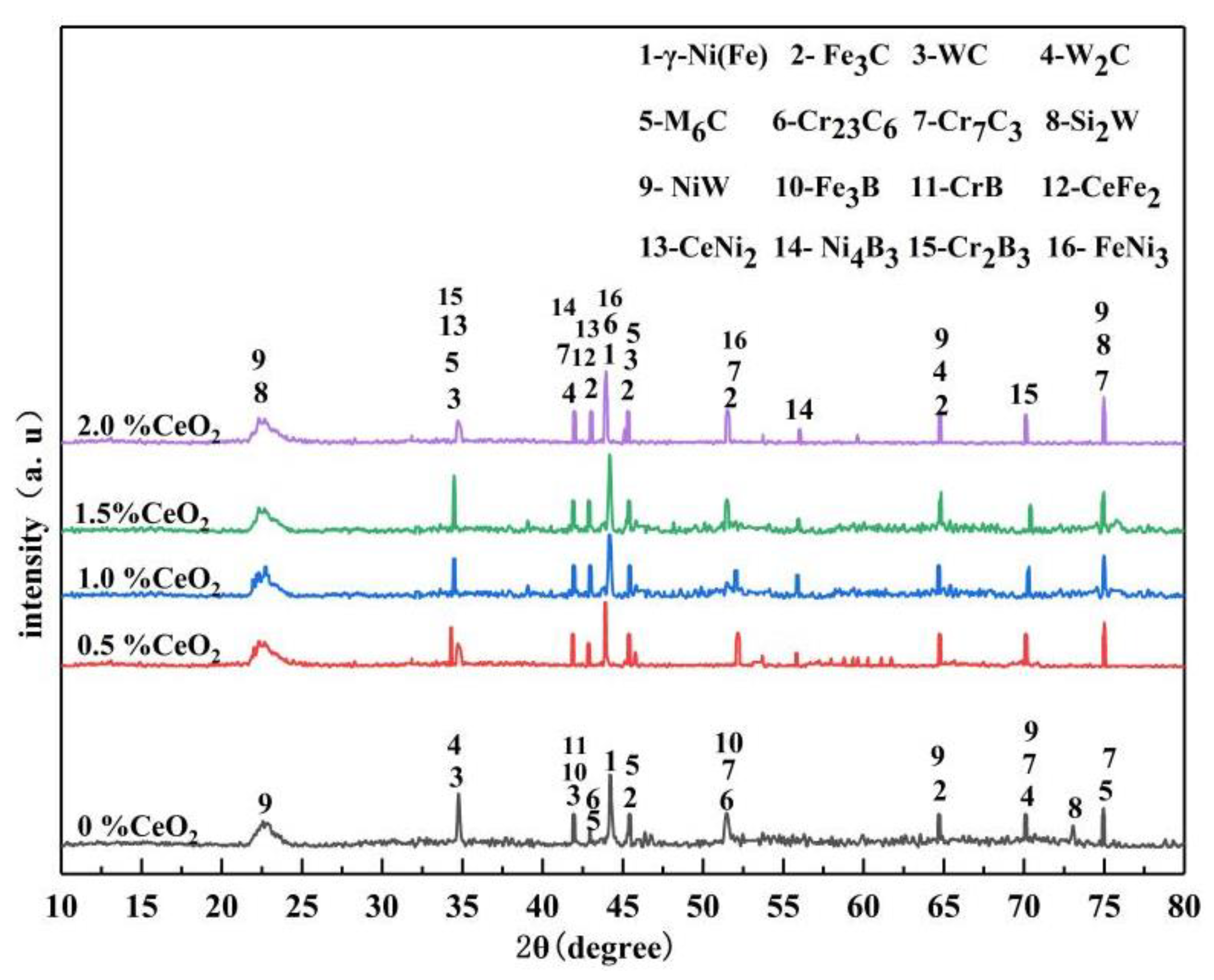
3.2. Phase Analysis of the Coatings
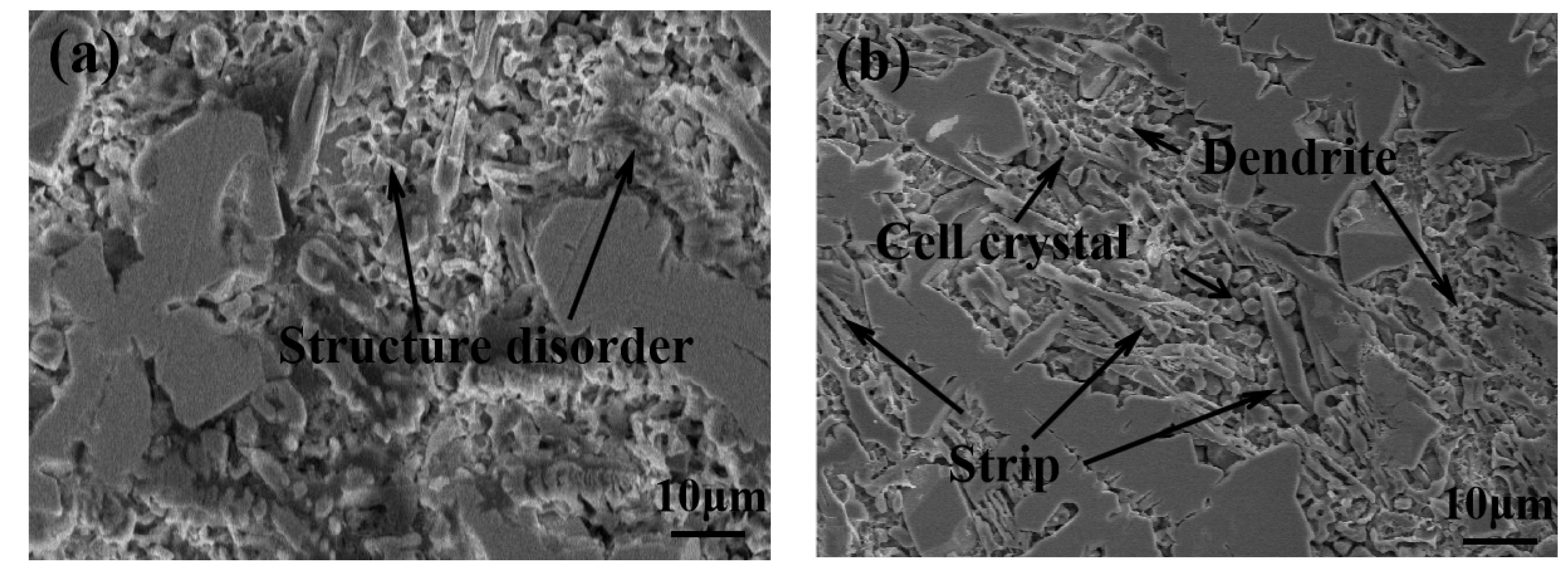
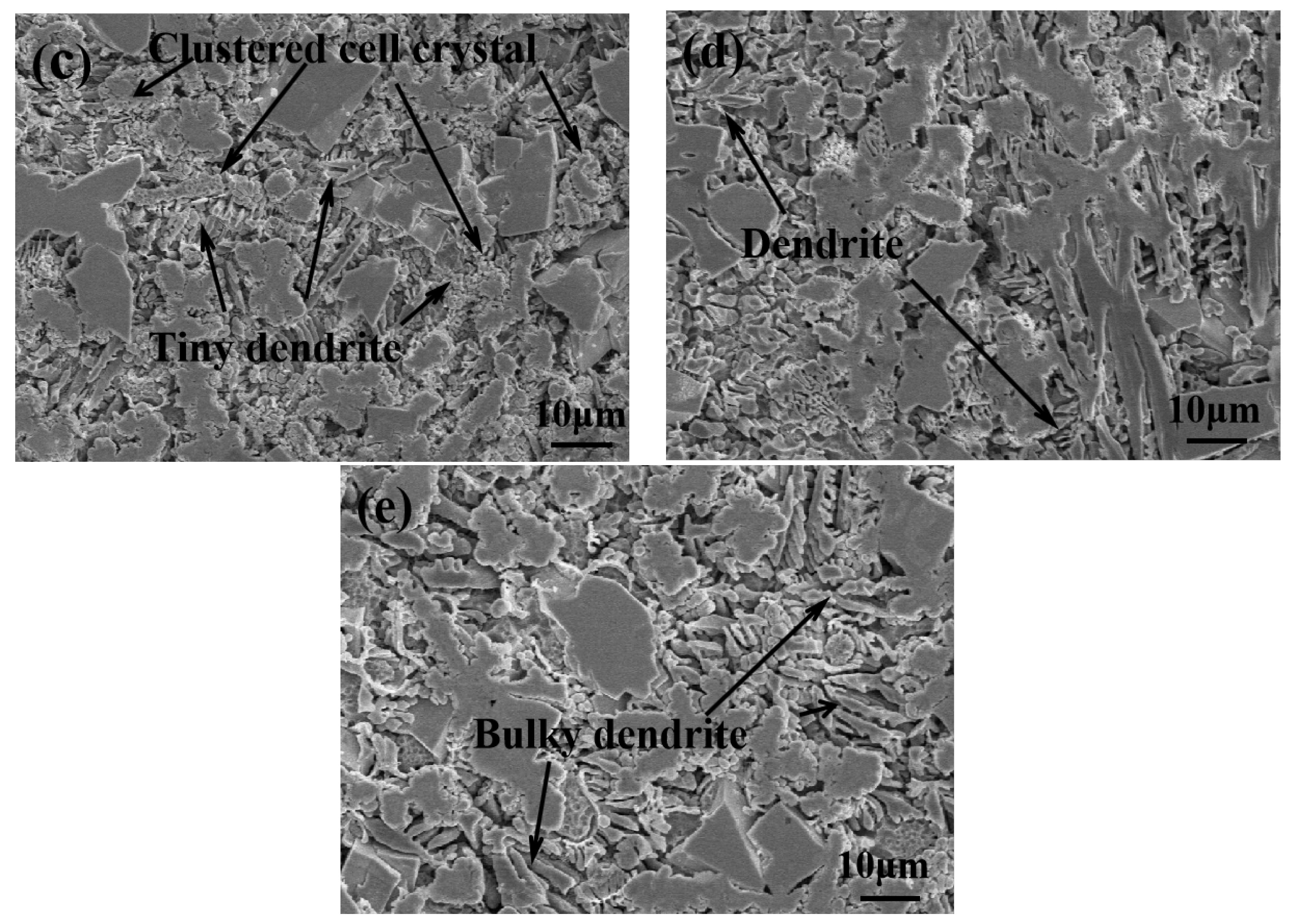
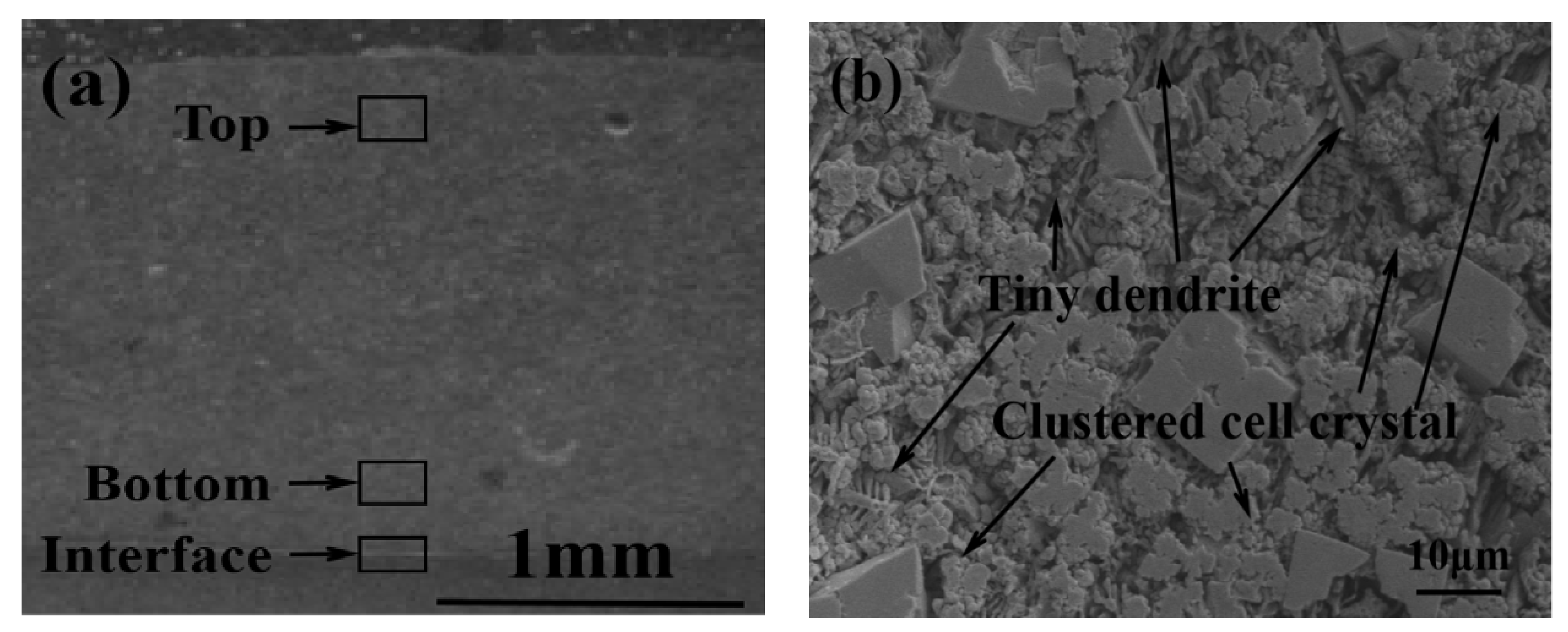
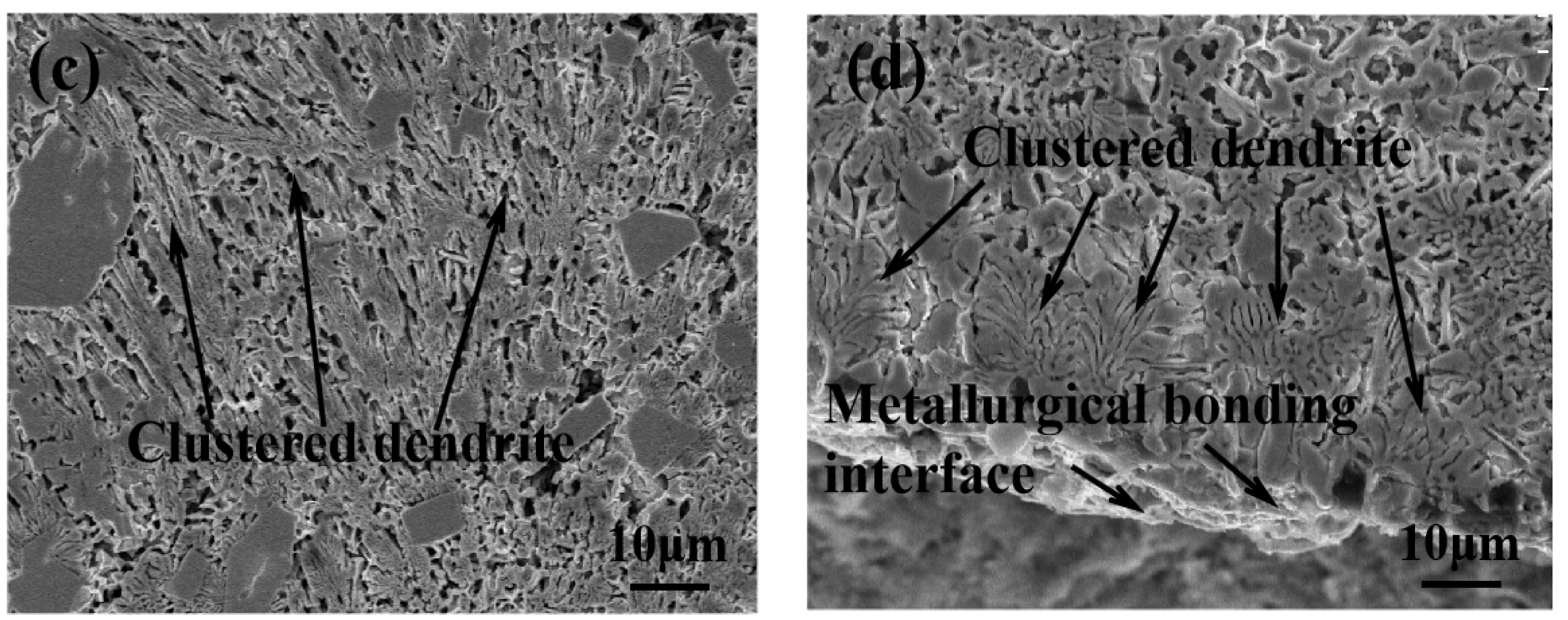
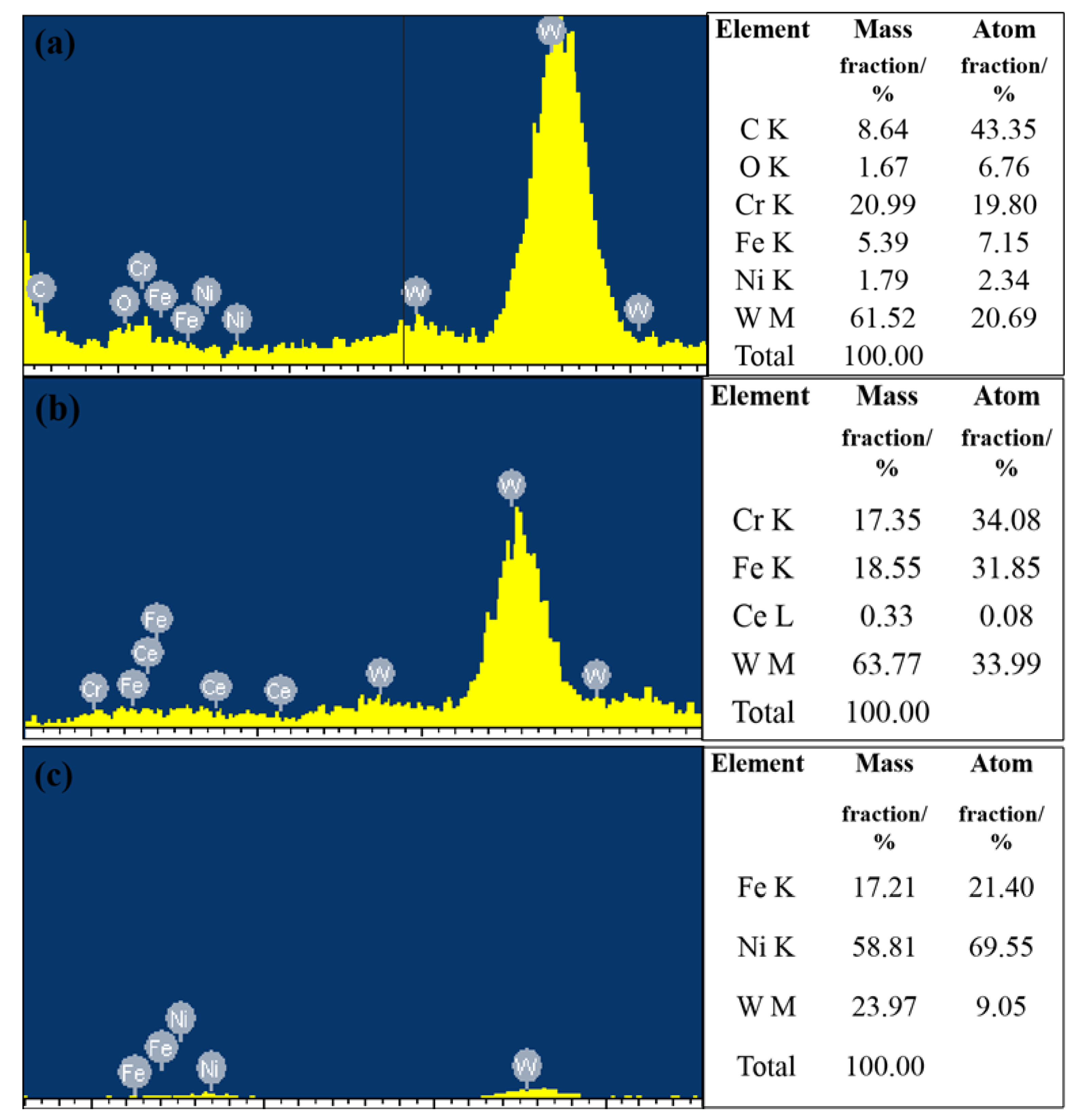
3.3. Microstructural Analysis of the Coatings
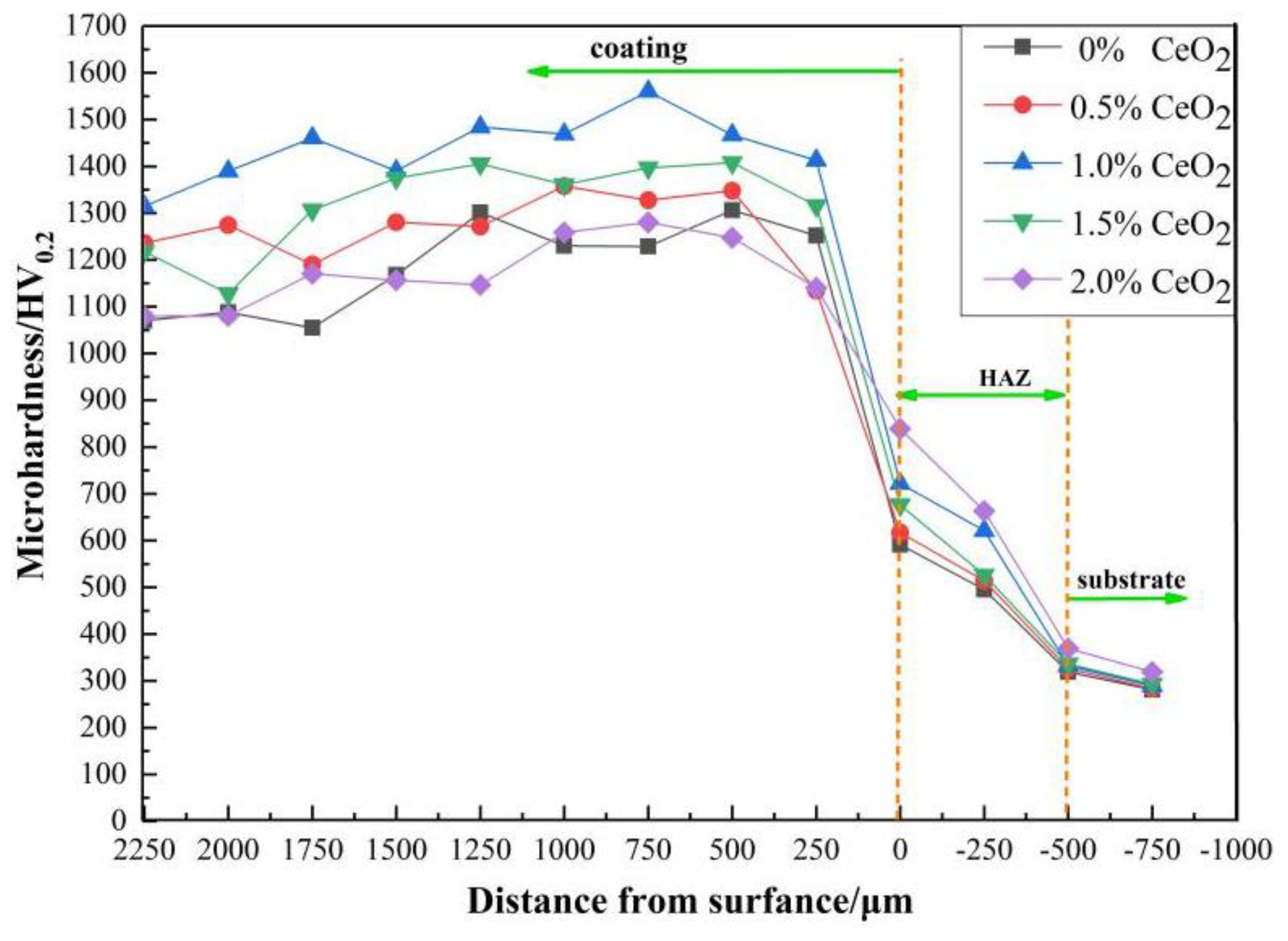
3.4. Microhardness Analysis of the Coatings
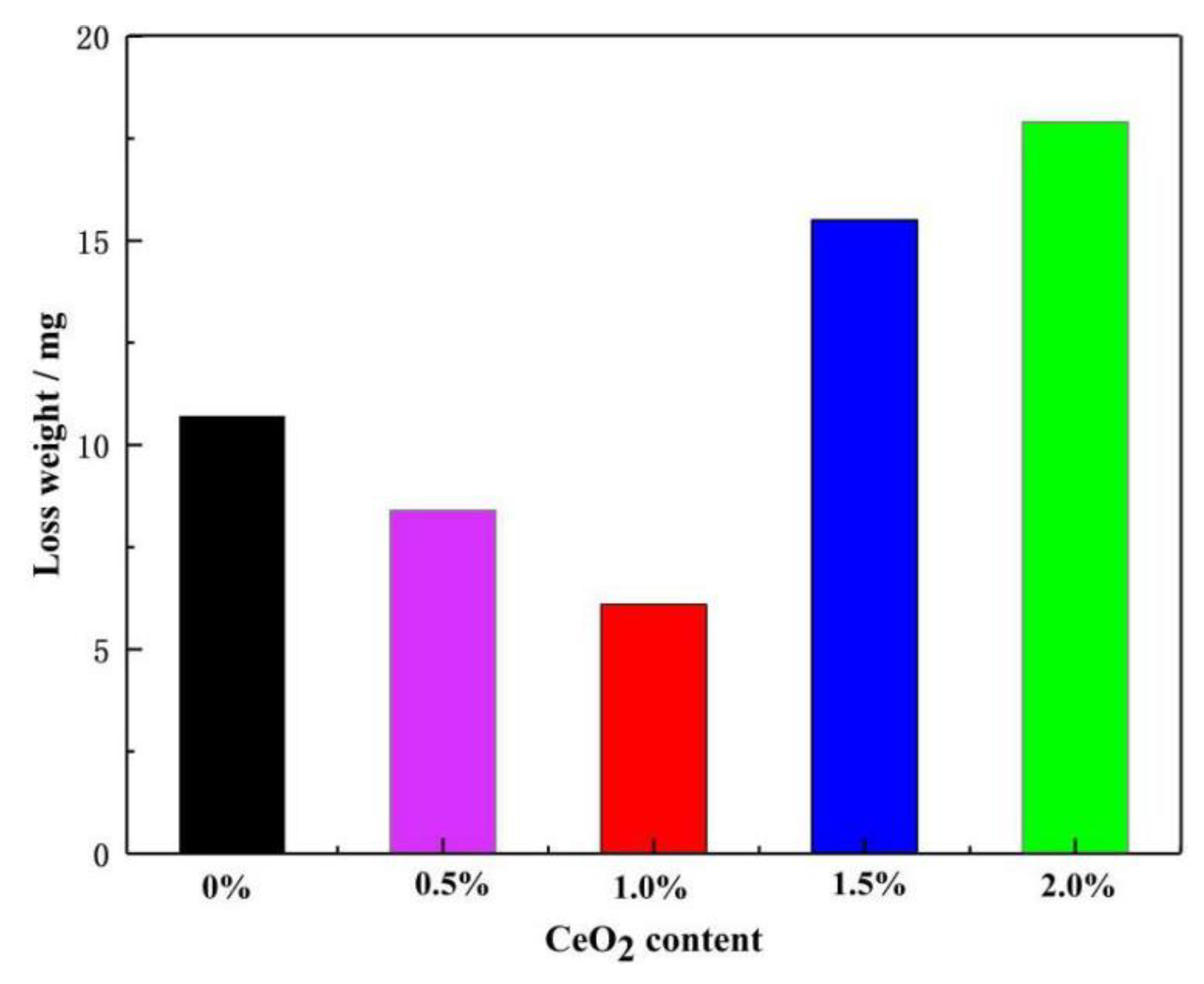
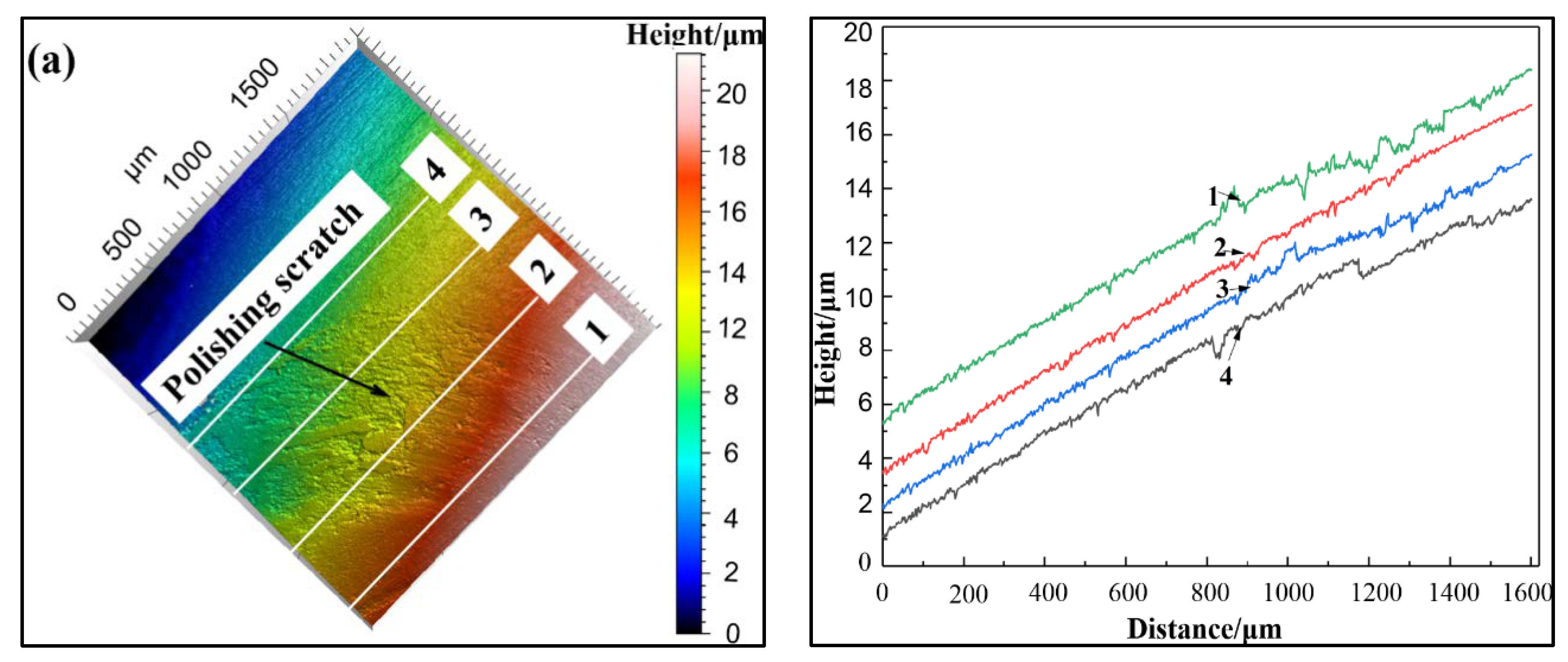
3.5. Wear Resistance Analysis
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Ju, J.; Zhou, Y.; Kang, M.; Wang, J. Optimization of Process Parameters, Microstructure, and Properties of Laser Cladding Fe-Based Alloy on 42crmo Steel Roller. Materials 2018, 11, 2061. [Google Scholar] [CrossRef] [PubMed]
- Liu, X.B.; Yu, G.; Guo, J.; Gu, Y.J.; Pang, M.; Zhang, C.Y.; Wang, H.H. Research on Laser Welding of Cast Ni-Based Superalloy K418 Turbo Disk and Alloy Steel 42crmo Shaft. J. Alloys Compd. 2008, 453, 371–378. [Google Scholar] [CrossRef]
- Ding, Y.; You, G.; Wen, H.; Li, P.; Tong, X.; Zhou, Y. Microstructure and Mechanical Properties of Inertia Friction Welded Joints between Alloy Steel 42crmo and Cast Ni-Based Superalloy K418. J. Alloys Compd. 2019, 803, 176–184. [Google Scholar] [CrossRef]
- Sola, R.; Giorgia Poli, P.V.; Roberto, G. Effects of Surface Morphology on the Wear and Corrosion Resistance of Post-Treated Nitrided and Nitrocarburized 42CrMo4 Steel. Metall. Mater. Trans. A 2014, 45, 2827–2833. [Google Scholar] [CrossRef]
- Yuan, Y.; Li, Z. Growth Mechanism of in-Situ WC Grain in Fe-Ni-WC Alloys System. J. Alloys Compd. 2018, 738, 379–393. [Google Scholar] [CrossRef]
- Yuan, Y.; Wu, H.; You, M.; Li, Z.; Zhang, Y. Improving Wear Resistance and Friction Stability of Feni Matrix Coating by in-Situ Multi-Carbide WC-TiC Via Pta Metallurgical Reaction. Surf. Coat. Technol. 2019, 378, 124957. [Google Scholar] [CrossRef]
- Hu, C.; Zhi, G.F.; Xian, R.Z.; Sheng, D.; Yi, J. Effect of Laser Cladding Technologies on Microstructure and Properties of Ni-Based WC Alloy Coatings. Adv. Mater. Res. 2011, 314–316, 245–248. [Google Scholar] [CrossRef]
- Zhao, Y.; Sun, J.; Li, J. Effect of Rare Earth Oxide on the Properties of Laser Cladding Layer and Machining Vibration Suppressing in Side Milling. Appl. Surf. Sci. 2014, 321, 387–395. [Google Scholar] [CrossRef]
- Tang, K.; Ding, Z.; Li, C. Microstructure and Abrasive Wear Resistance of Nano-WC Reinforced Ni-Based Alloy Spray-Melted Coatings. Surf. Technol. 2017, 8, 7. [Google Scholar]
- Yao, S.; Su, Y.; Gao, W.; Cheng, K. Tribological Performance of Nano-Structured WC Reinforced Ni-Based Alloy Hvof Coatings. Mocaxue Xuebao / Tribol. 2008, 28, 38. [Google Scholar]
- Benea, L.; Sorin-Bogdan Başa, E.D.; Nadège Caron, O.R.; Pierre, P.; Jean-Pierre, C. Fretting and Wear Behaviors of Ni/Nano-WC Composite Coatings in Dry and Wet Conditions. Mater. Des. 2015, 65, 550–558. [Google Scholar] [CrossRef]
- Farahmand, P.; Liu, S.; Zhang, Z.; Radovan, K. Laser Cladding Assisted by Induction Heating of Ni–WC Composite Enhanced by Nano-WC and La2O3. Ceram. Int. 2014, 40, 15421–15438. [Google Scholar] [CrossRef]
- Cui, Y. Study on the Effect of Rare Earth Elements on the Microstructure and Performance of Cladding Layer. Appl. Mech. Mater. 2014, 608–609, 1035–1038. [Google Scholar] [CrossRef]
- Song, X.; Lei, W.; Yang, L. Effects of Temperature and Rare Earth Content on Oxidation Resistance of Ni-Based Superalloy. Prog. Nat. Sci.: Mater. Int. 2011, 21, 227–235. [Google Scholar] [CrossRef]
- Wang, W.; Chen, Z.; Feng, S. Effect of Ceo2 on Impact Toughness and Corrosion Resistance of Wc Reinforced Al-Based Coating by Laser Cladding. Materials 2019, 12, 2901. [Google Scholar] [CrossRef]
- Fang, Y.; Cui, X.; Cai, Z.; Wang, C.; Guo, J. Influence of La2O3 Addition on Nano Indentation Hardness and Residual Stress of Stellite 6 Coating Prepared by Plasma Cladding. J. Rare Earths 2018, 36, 873–878. [Google Scholar] [CrossRef]
- Song, S.G.; Wang, W.; Tan, S.L.; Wang, L. Effect of Rare Earth Doped with Nd2O3 on Microstructure and Properties of Ysz / (Ni, Al) Composite Coatings. Surf. Technol. 2016, 45, 49–55. [Google Scholar]
- Li, M.; Han, B.; Wang, Y.; Pu, K. Effects of La2o3 on the Microstructure and Property of Laser Cladding Ni-Based Ceramic Coating. Optik 2017, 130, 1032–1037. [Google Scholar] [CrossRef]
- Li, J.; Luo, X.; Li, G.J. Effect of Y2O3 on the Sliding Wear Resistance of TiB/TiC-Reinforced Composite Coatings Fabricated by Laser Cladding. Wear 2014, 310, 72–82. [Google Scholar] [CrossRef]
- Zhao, N.; Li, T.; Guo, H.; Zhang, M. Microstructure and Wear Resistance of Laser Cladded Ni-Based Coatings with Nanometer La2O3 Addition. Rare Metal Mater. Eng. 2017, 46, 2092–2096. [Google Scholar] [CrossRef]
- Jiang, J.; Cheng, Y.; H, X.; Lian, G.; Chen, C. Performance of WC Reinforced Ni-Based Coating on 45 Steel Surface by Laser Cladding. Appl. LASER 2019, 39, 24–34. [Google Scholar]
- Deen, K.M.; M Afzal, Y.; Liu, A.; Farooq, A.A.; Asselin, E. Improved Corrosion Resistance of Air Plasma Sprayed WC-12% Co Cermet Coating by Laser Re-Melting Process. Mater. Lett. 2017, 191, 34–37. [Google Scholar] [CrossRef]
- Ye, H.; Zhang, X.B.; Xue, Z.F.; Fan, Y.H.; Chen, K. Effect of CeO2 on Microstructure and Properties of WC/Ni60 Coating by Laser Cladding. Appl. Mech. Mater. 2009, 79–82, 795–798. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cu | Cr | Mo | Fe |
|---|---|---|---|---|---|---|---|---|
| 0.38~0.45 | 0.20~0.40 | 0.50~0.80 | ≤0.04 | ≤0.04 | ≤0.30 | 0.90~1.20 | 0.15~0.25 | BaL |
| C | Cr | Si | B | Fe | Ni |
|---|---|---|---|---|---|
| 0.5~1.0 | 14~18 | 3.5~5.0 | 3.0~4.5 | 7.0~10.0 | BaL |
| NO. | Ni60 | nano-WC | CeO2 |
|---|---|---|---|
| 1 | 70.00 | 30.00 | 0.00 |
| 2 | 69.65 | 29.85 | 0.50 |
| 3 | 69.30 | 29.70 | 1.00 |
| 4 | 68.95 | 29.55 | 1.50 |
| 5 | 68.60 | 29.40 | 2.00 |
| Experiment Parameter | Detailed Values |
|---|---|
| Motor frequency | 10 Hz |
| Spinning speed | 500 rpm |
| Operating temperature | 400°C |
| Load | 19.8 N |
| Time | 20 min |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shu, D.; Cui, X.; Li, Z.; Sun, J.; Wang, J.; Chen, X.; Dai, S.; Si, W. Effect of the Rare Earth Oxide CeO2 on the Microstructure and Properties of the Nano-WC-Reinforced Ni-Based Composite Coating. Metals 2020, 10, 383. https://doi.org/10.3390/met10030383
Shu D, Cui X, Li Z, Sun J, Wang J, Chen X, Dai S, Si W. Effect of the Rare Earth Oxide CeO2 on the Microstructure and Properties of the Nano-WC-Reinforced Ni-Based Composite Coating. Metals. 2020; 10(3):383. https://doi.org/10.3390/met10030383
Chicago/Turabian StyleShu, Da, Xiangxiang Cui, Zhuguo Li, Jichao Sun, Jianbing Wang, Xu Chen, Sichao Dai, and Wudong Si. 2020. "Effect of the Rare Earth Oxide CeO2 on the Microstructure and Properties of the Nano-WC-Reinforced Ni-Based Composite Coating" Metals 10, no. 3: 383. https://doi.org/10.3390/met10030383
APA StyleShu, D., Cui, X., Li, Z., Sun, J., Wang, J., Chen, X., Dai, S., & Si, W. (2020). Effect of the Rare Earth Oxide CeO2 on the Microstructure and Properties of the Nano-WC-Reinforced Ni-Based Composite Coating. Metals, 10(3), 383. https://doi.org/10.3390/met10030383