Feeding and Pore Formation in Semisolid Metal Casting



{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
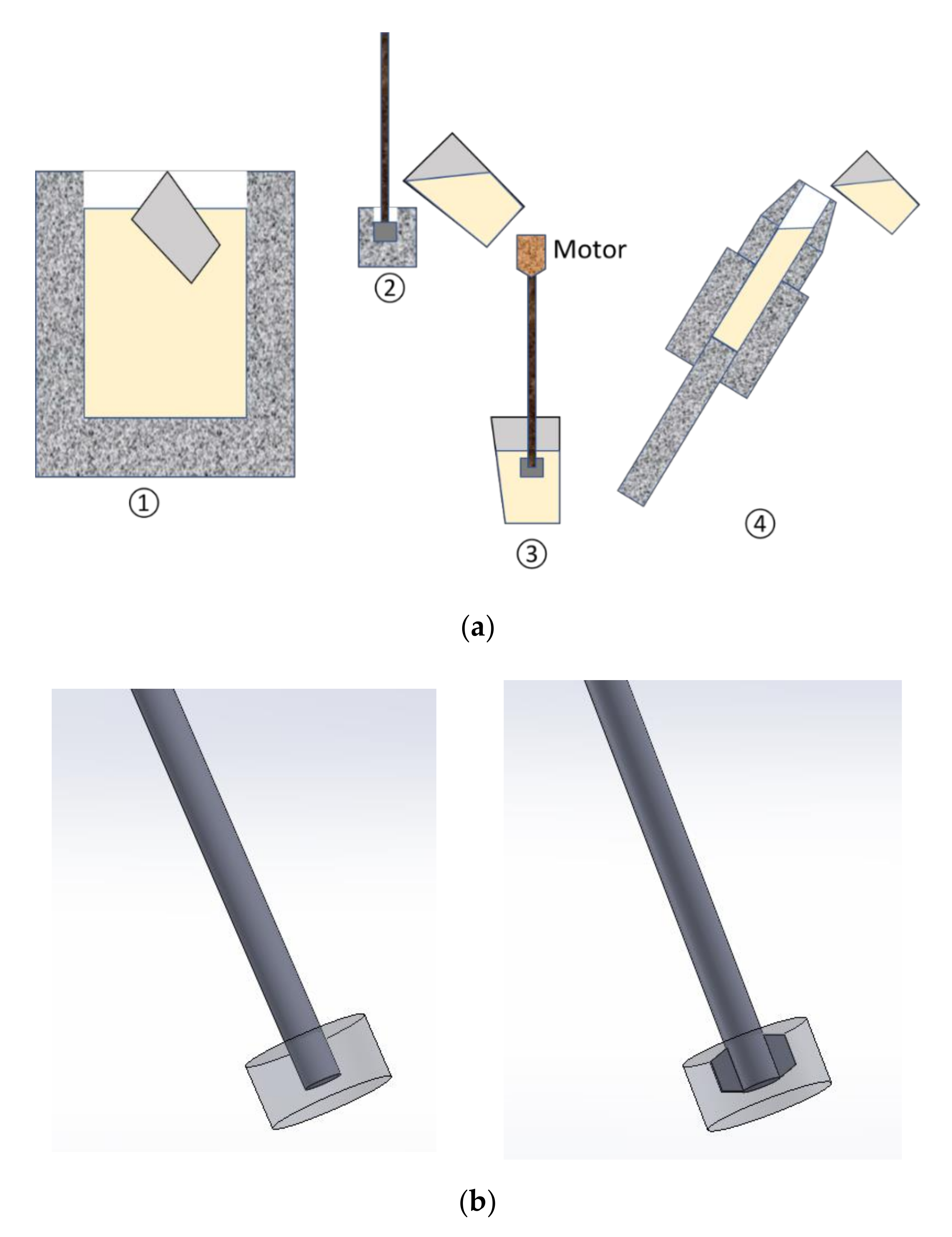
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- It appears as if intense shearing can act as a degassing step in semisolid casting.
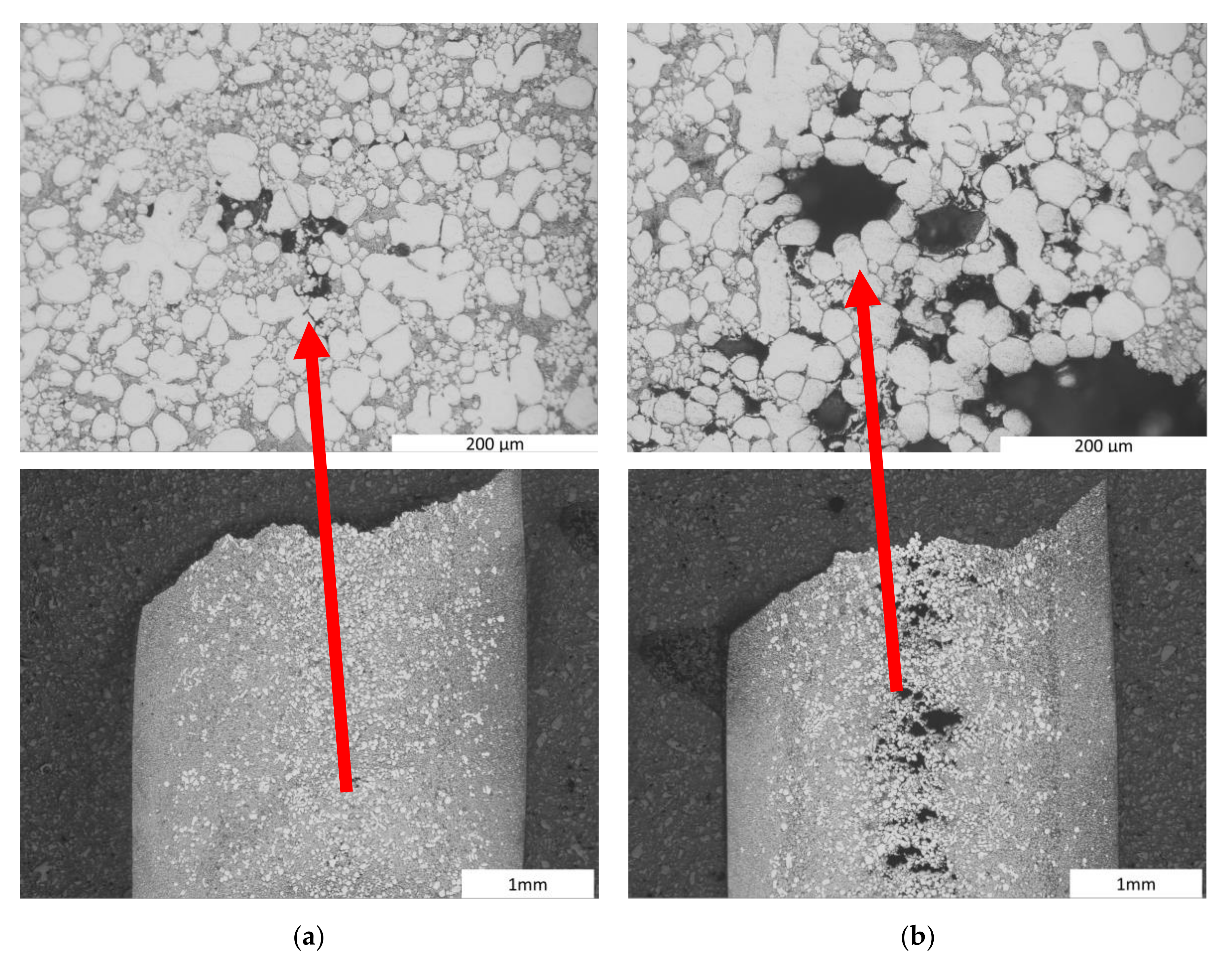
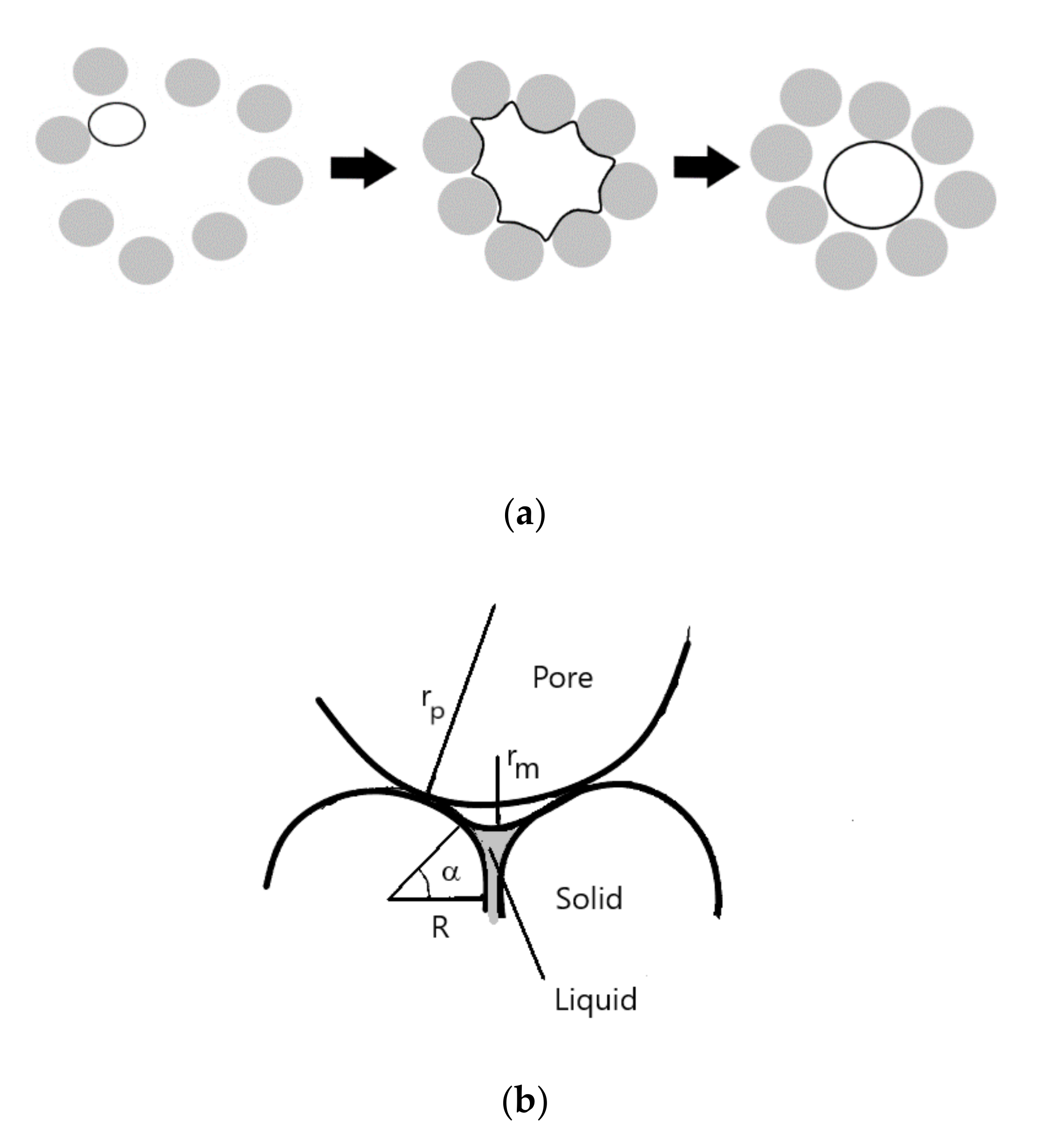
- Structures were formed in the proximity of primary precipitated slurry particles suggesting that gas pores, presumably hydrogen bubbles, form near or at the solid-liquid interfaces.
- These particle structures will, together with the gas pores, drive the formation of a combined gas and shrinkage porosity. Smaller structures will prevail, and larger structures will collapse during intensification as the existing porosity will allow the material to yield under compressive stress.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Serrenho, A.C.; Norman, J.B.; Allwood, J.M. The impact of reducing car weight on global emissions: The future fleet in Great Britain. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2017, 375, 20160364. [Google Scholar] [CrossRef] [PubMed]
- Jarfors, A.E.W.; Seifeddine, S. Metal Casting. In Handbook of Manufacturing Engineering and Technology; Springer: Berlin, Germany, 2015; ISBN1 9781447146704. ISBN2 9781447146698. [Google Scholar]
- Jarfors, A.E.W.; Zheng, J.C.; Chen, L.; Yang, J. Recent advances in commercial application of the rheometal process in China and Europe. Solid State Phenom. 2019, 285, 405–410. [Google Scholar] [CrossRef]
- Fan, Z. Semisolid metal processing. Int. Mater. Rev. 2002, 47, 49–85. [Google Scholar] [CrossRef]
- Modigell, M.; Pola, A.; Tocci, M. Rheological characterization of semisolid metals: A review. Metals 2018, 8, 245. [Google Scholar] [CrossRef]
- Seifeddine, S.; Poletaeva, D.; Ghorbani, M.; Jarfors, A. Heat Treating of High Pressure Die Cast Components: Challenges and Possibilities. In Light Metals; Grandfield, J., Ed.; Springer: Berlin, Germany, 2014; pp. 183–188. [Google Scholar] [CrossRef]
- Tiryakioğlu, M. Solubility of hydrogen in liquid aluminium: Reanalysis of available data. Int. J. Cast Met. Res. 2019, 32, 315–318. [Google Scholar] [CrossRef]
- Tiryakioğlu, M. On the heterogeneous nucleation pressure for hydrogen pores in liquid aluminium. Int. J. Cast Met. Res. 2020, 33, 153–156. [Google Scholar] [CrossRef]
- Doraivelu, S.; Gegel, H.; Gunasekera, J.; Malas, J.; Morgan, J.; Thomas, J., Jr. A new yield function for compressible PM materials. Int. J. Mech. Sci. 1984, 26, 527–535. [Google Scholar] [CrossRef]
- Laukli, H.I.; Gourlay, C.M.; Dahle, A.K. Migration of crystals during the filling of semisolid castings. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2005, 36, 805–818. [Google Scholar] [CrossRef]
- Law, M.; Hulme-Smith, C.N.; Matsushita, T.; Jönsson, P.G. Assessment of mechanisms for particle migration in semisolid high pressure die cast aluminium-silicon alloys. J. Manuf. Mater. Process. 2020, 4, 51. [Google Scholar] [CrossRef]
- Gourlay, C.M.M.; Laukli, H.I.I.; Dahle, A.K.K. Defect band characteristics in Mg-Al and Al-Si high-pressure die castings. Metall. Mater. Trans. 2007, 38, 1833–1844. [Google Scholar] [CrossRef]
- Lu, P.; Xu, X.; Yi, W.; German, R.M. Porosity effect on densification and shape distortion in liquid phase sintering. Mater. Sci. Eng. A 2001, 318, 111–121. [Google Scholar] [CrossRef]



Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jarfors, A.E.W.; Zhang, Q.; Jonsson, S. Feeding and Pore Formation in Semisolid Metal Casting. Metals 2020, 10, 1560. https://doi.org/10.3390/met10111560
Jarfors AEW, Zhang Q, Jonsson S. Feeding and Pore Formation in Semisolid Metal Casting. Metals. 2020; 10(11):1560. https://doi.org/10.3390/met10111560
Chicago/Turabian StyleJarfors, Anders E. W., Qing Zhang, and Stefan Jonsson. 2020. "Feeding and Pore Formation in Semisolid Metal Casting" Metals 10, no. 11: 1560. https://doi.org/10.3390/met10111560
APA StyleJarfors, A. E. W., Zhang, Q., & Jonsson, S. (2020). Feeding and Pore Formation in Semisolid Metal Casting. Metals, 10(11), 1560. https://doi.org/10.3390/met10111560