Effect of Pulse Current-Assisted Rolling on the Interface Bonding Strength and Microstructure of Cu/Al Laminated Composite

Abstract
1. Introduction
2. Experimental Procedure
3. Results and Discussion
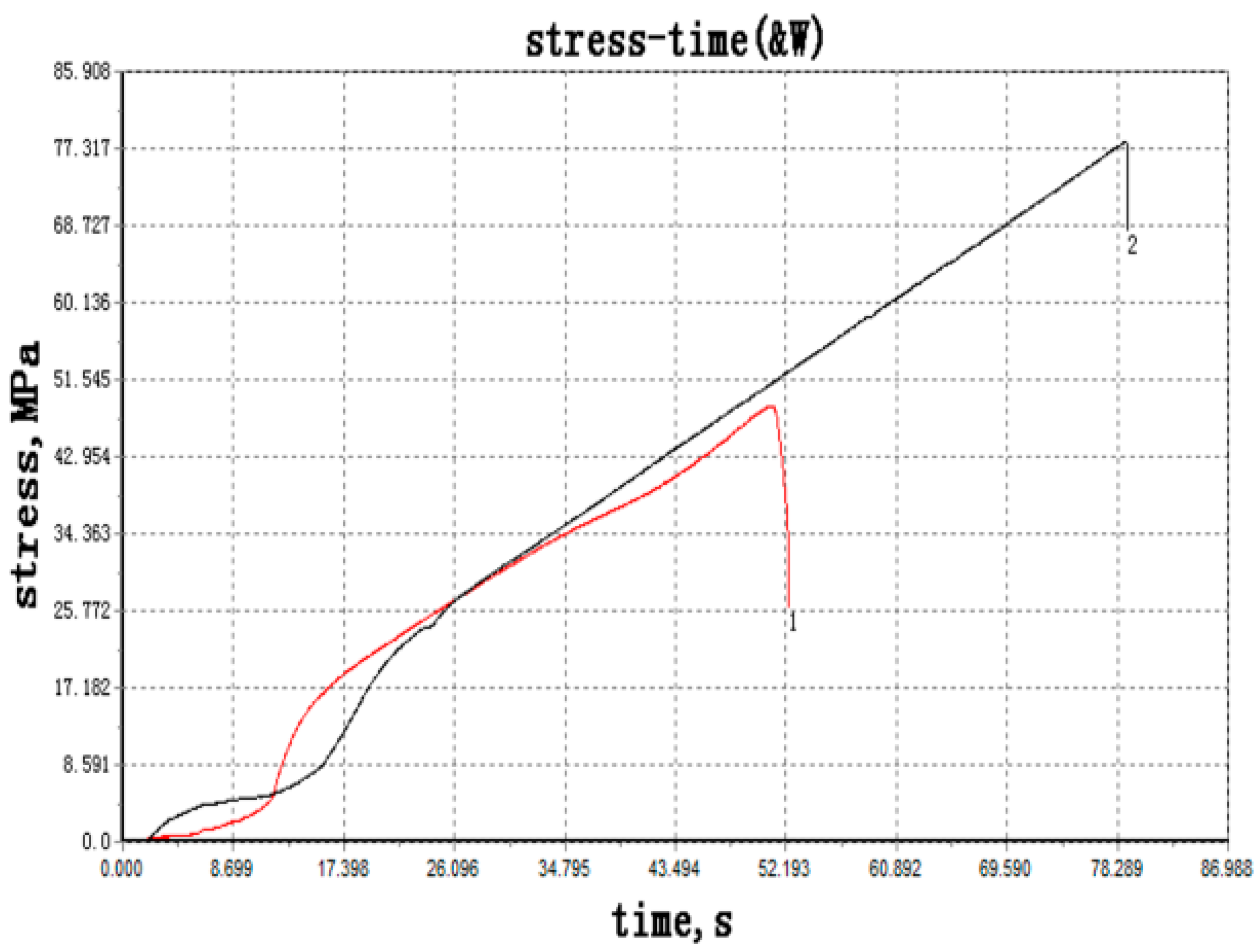
3.1. The Combined Performance under Different Rolling Processes
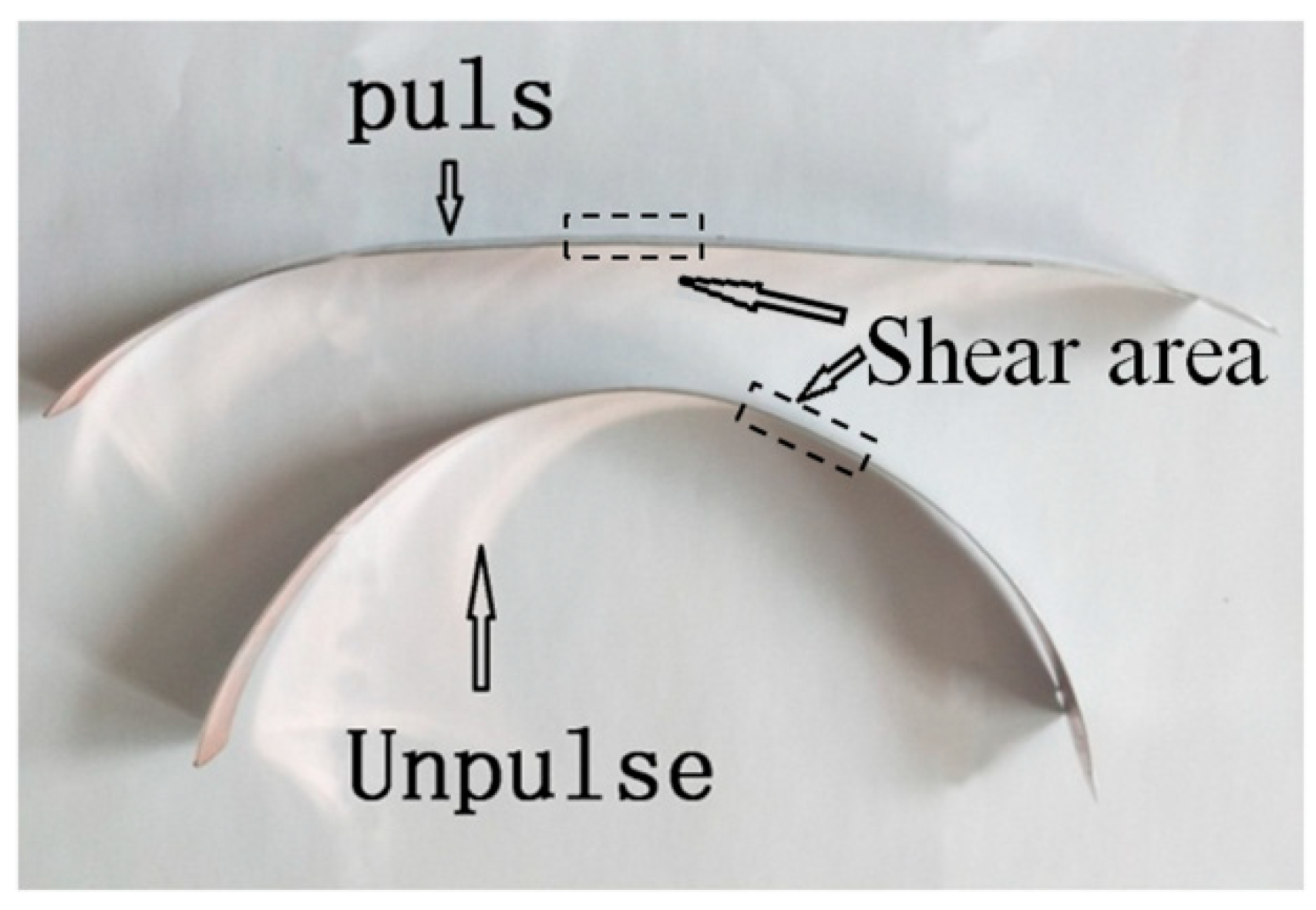
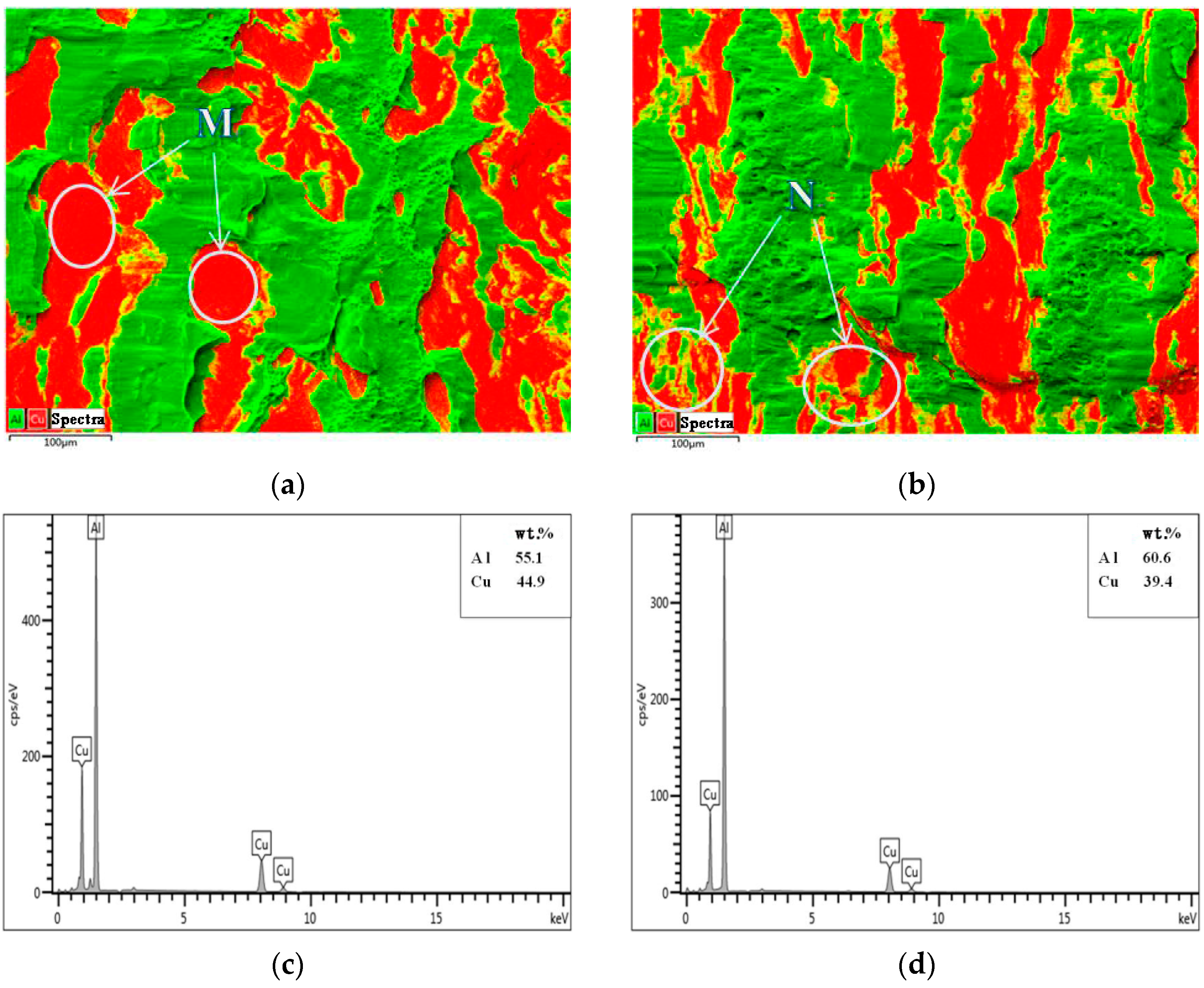
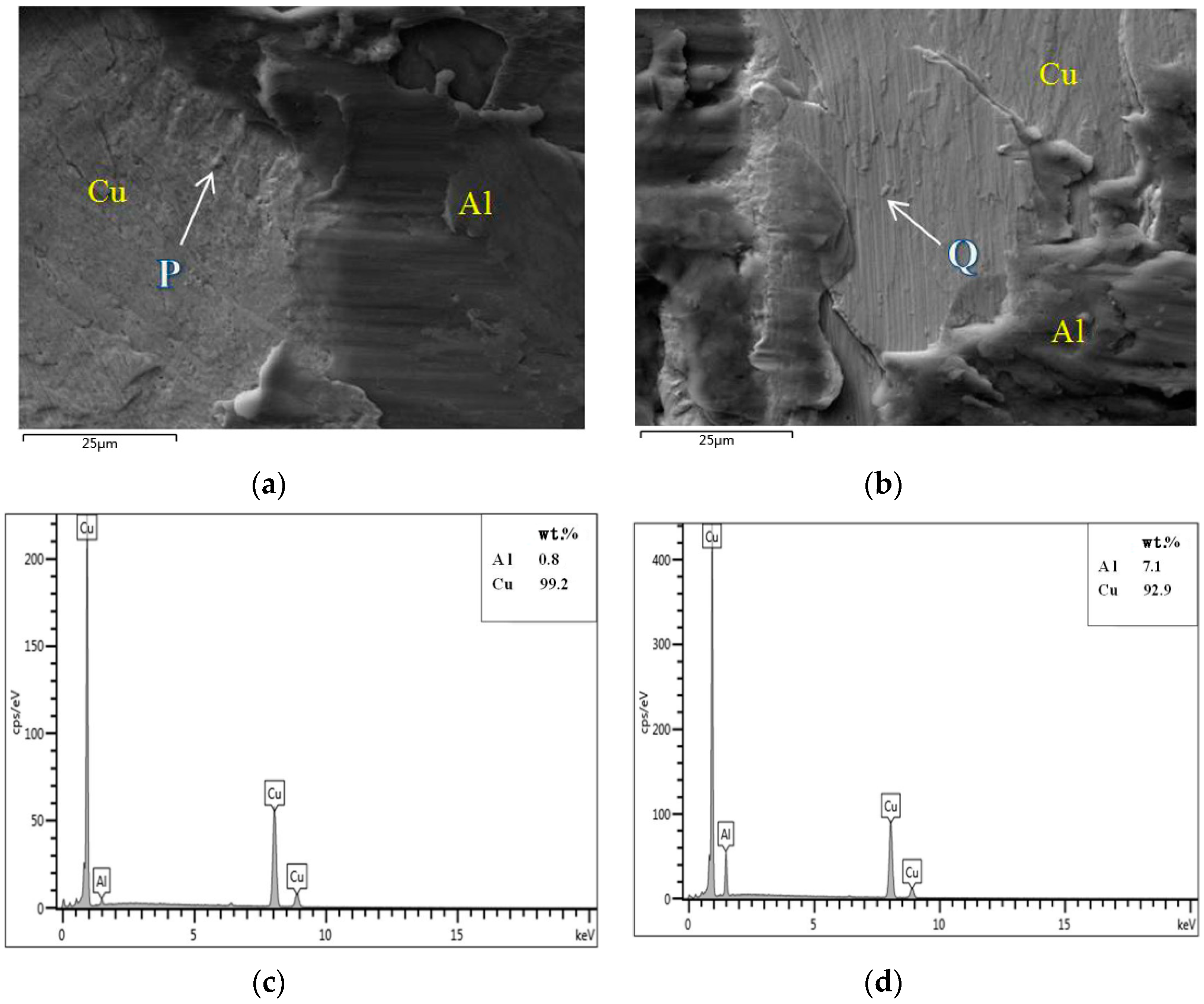
3.2. The Effect of Different Rolling Processes on the Shear Interface
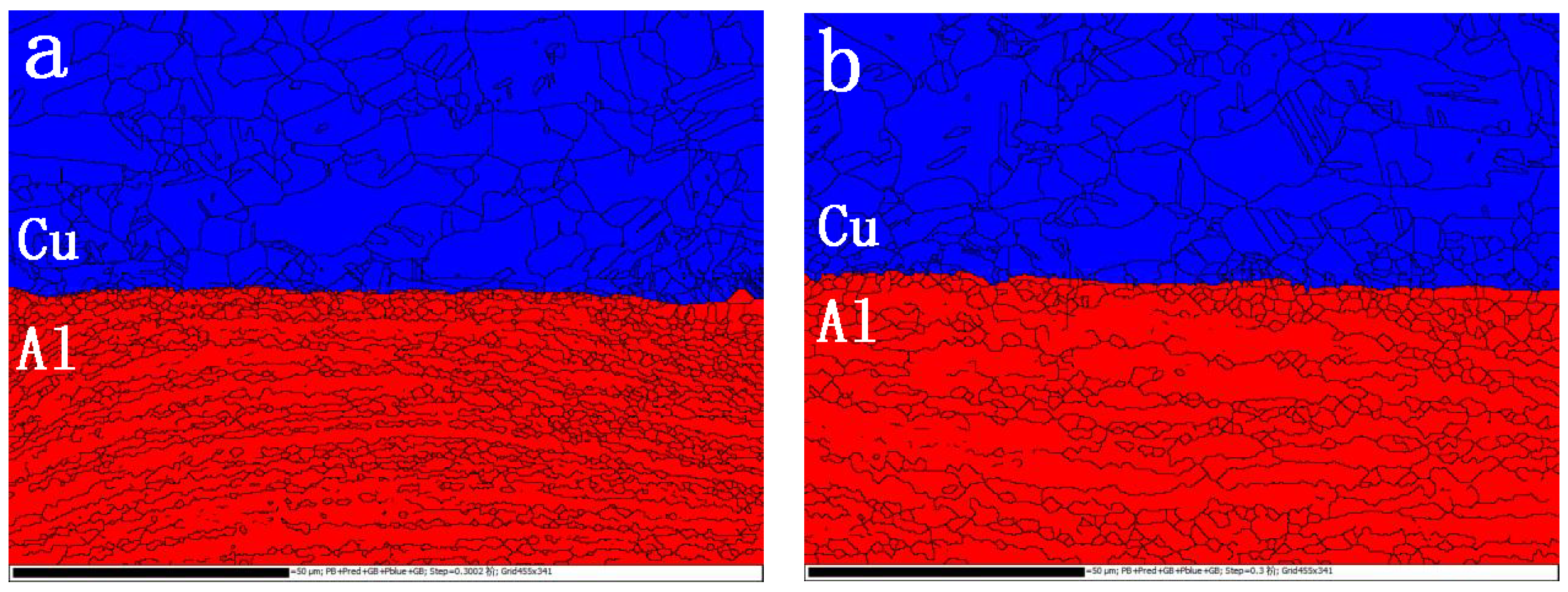
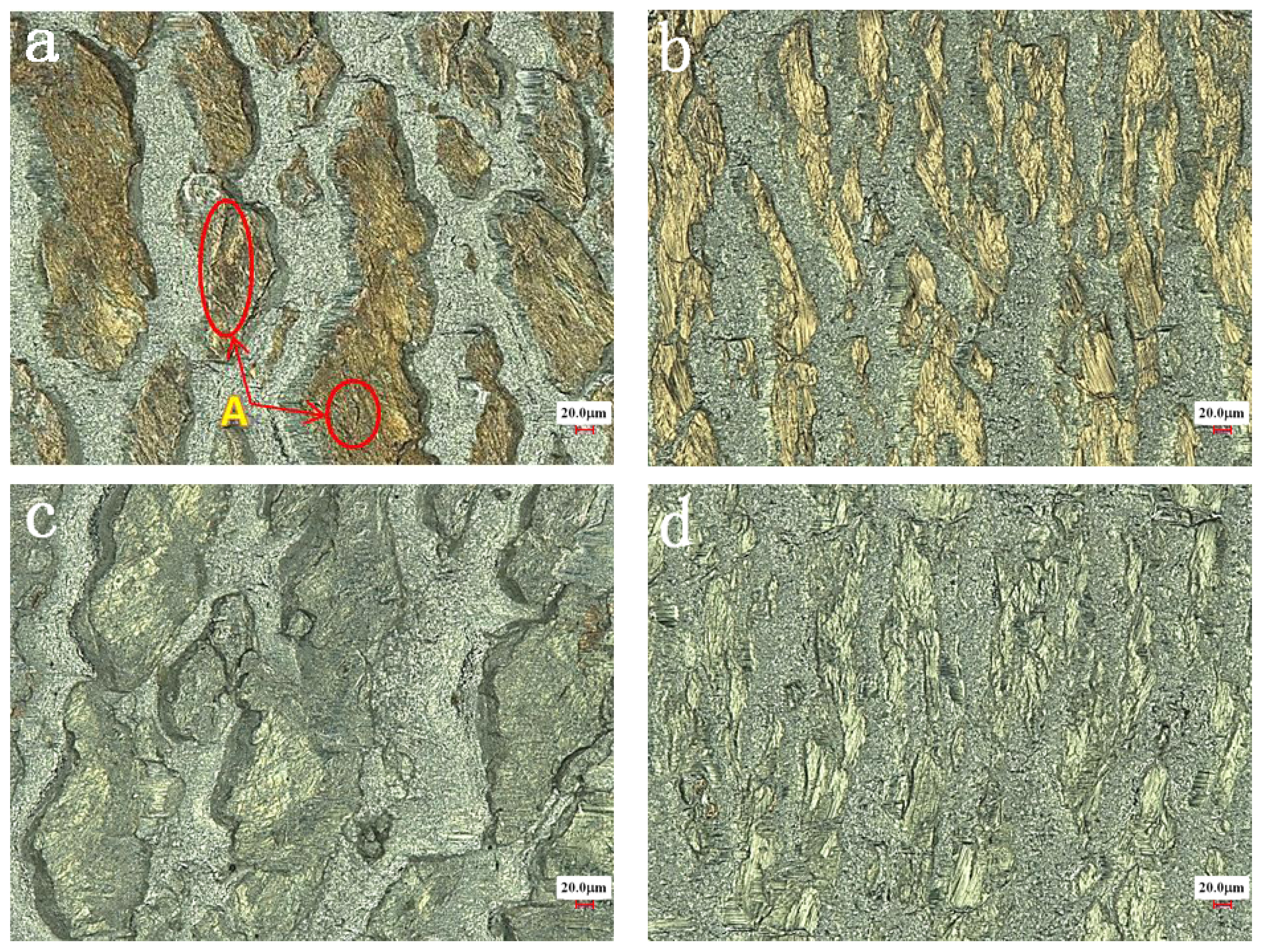
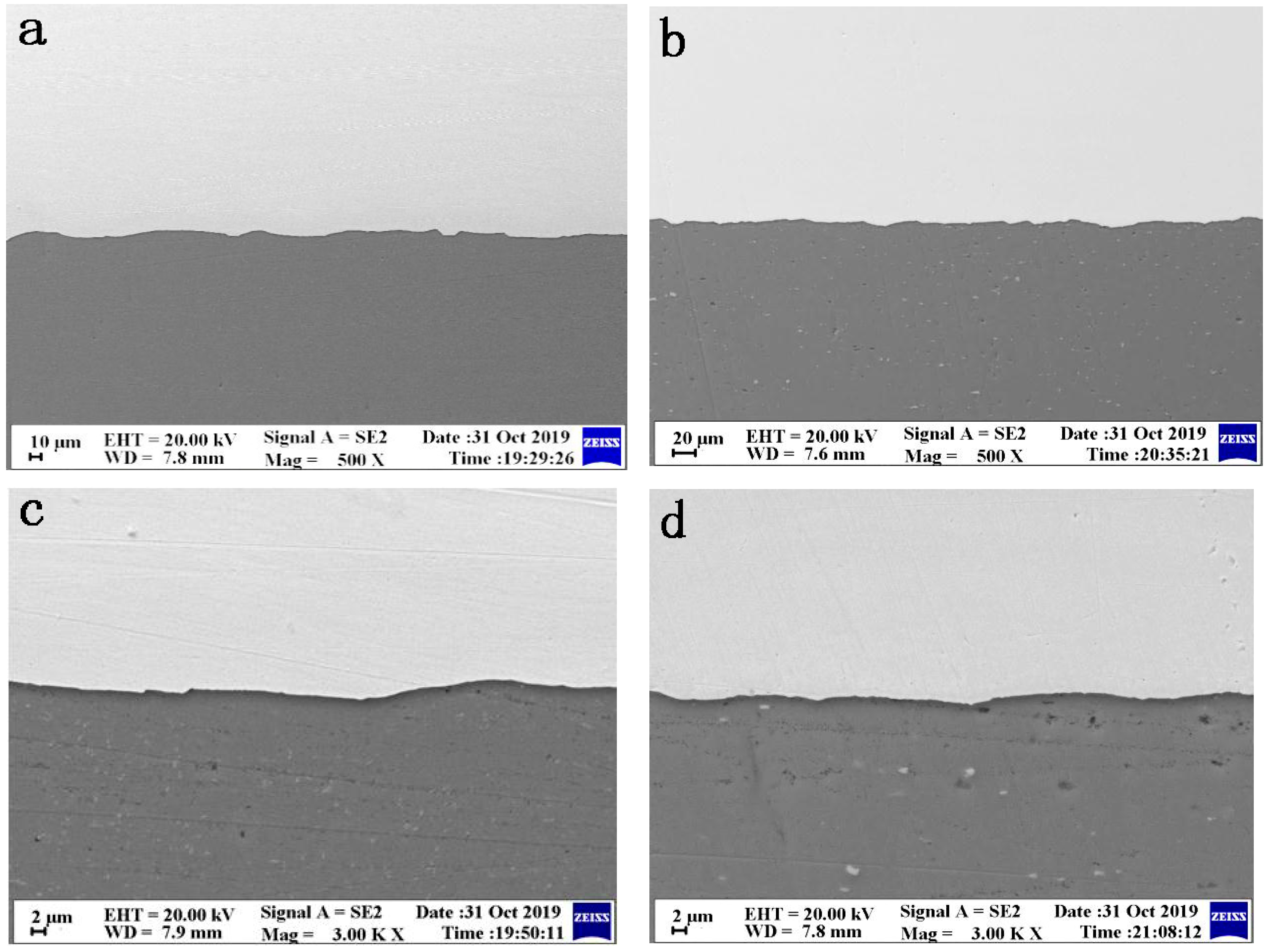
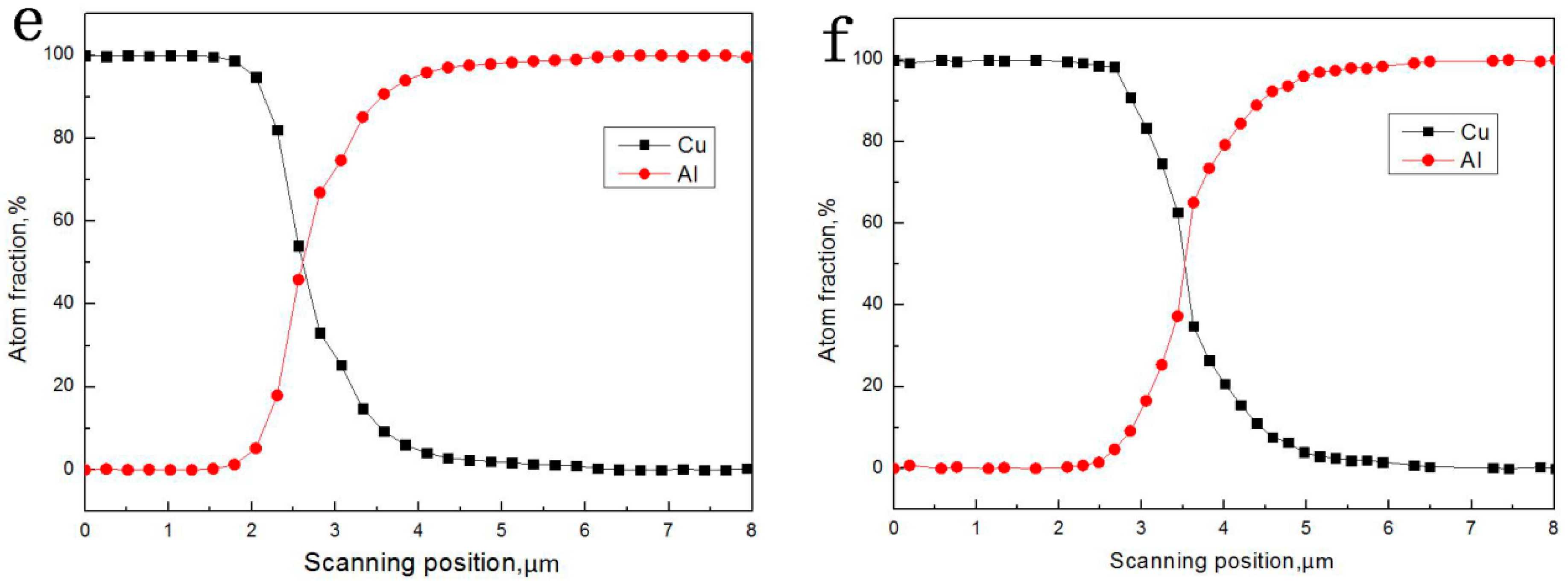
3.3. The Effect of Different Rolling Processes on the Bonding Interface
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Tseng, H.-C.; Hung, C.; Huang, C.-C. An analysis of the formability of aluminum/copper clad metals with different thicknesses by the finite element method and experiment. Int. J. Adv. Manuf. Technol. 2010, 49, 1029–1036. [Google Scholar] [CrossRef]
- Shabani, A.; Toroghinejad, M.R.; Shafyei, A. Effect of post-rolling annealing treatment and thickness of nickel coating on the bond strength of Al–Cu strips in cold roll bonding process. Mater. Des. 2012, 40, 212–220. [Google Scholar] [CrossRef]
- Guo, Y.J.; Liu, G.W.; Jin, H.Y.; Shi, Z.Q.; Qiao, G.J. Intermetallic phase formation in diffusion-bonded Cu/Al laminates. J. Mater. Sci. 2011, 46, 2467–2473. [Google Scholar]
- Lee, J.H.; Bae, D.H.; Chung, W.S.; Kim, K.H.; Cho, Y.R. Effects of annealing on the mechanical and interface properties of stainless steel/aluminum/copper clad-metal sheets. J. Mater. Process. Technol. 2007, 187–188, 546–549. [Google Scholar]
- Chen, C.-Y.; Hwang, W.-S. Effect of Annealing on the Interfacial Structure of Aluminum-Copper Joints. Mater. Trans. 2007, 48, 1938–1947. [Google Scholar] [CrossRef]
- Gulenc, B. Investigation of interface properties and weldability of aluminum and copper plates by explosive welding method. Mater. Des. 2008, 29, 275–278. [Google Scholar] [CrossRef]
- Jeong, E.-W.; Hui, K.; Bae, D.-H.; Cho, Y.R.; Bae, D.-S. Identification of the intermetallic compound layer formed at the interface of roll-bonded aluminum-clad steel by thermal annealing. Met. Mater. Int. 2014, 20, 499–502. [Google Scholar] [CrossRef]
- Sun, X.-J.; Tao, J.; Guo, X.-Z. Bonding properties of interface in Fe/Al clad tube prepared by explosive welding. Trans. Nonferrous Met. Soc. China 2011, 21, 2175–2180. [Google Scholar] [CrossRef]
- Guo, Y.; Qiao, G.; Jian, W.; Zhi, X. Microstructure and tensile behavior of Cu–Al multi-layered composites prepared by plasma activated sintering. Mater. Sci. Eng. A 2010, 527, 5234–5240. [Google Scholar] [CrossRef]
- Li, B.; Chen, Z.; He, W.; Wang, P.; Lin, J.; Wang, Y.; Peng, L.; Li, J.; Liu, Q. Effect of interlayer material and rolling temperature on microstructures and mechanical properties of titanium/steel clad plates. Mater. Sci. Eng. A 2019, 749, 241. [Google Scholar]
- Venkatesh, R.; Srinivas, S.; Ramamurthy, V. Effect of heat treatment on hardness, tensile strength and microstructure of hot and cold forged Al6061 metal matrix composites reinforced with silicon carbide particles. Mater. Res. Express 2019, 6, 10. [Google Scholar] [CrossRef]
- Rastegari, H.; Asgari, S.; Abbasi, S. Producing Ti–6Al–4V/TiC composite with good ductility by vacuum induction melting furnace and hot rolling process. Mater. Des. 2011, 32, 5010–5014. [Google Scholar] [CrossRef]
- Naseri, M.; Reihanian, M.; Borhani, E. Bonding behavior during cold roll-cladding of tri-layered Al/brass/Al composite. J. Manuf. Process. 2016, 24, 125–137. [Google Scholar] [CrossRef]
- Huang, H.J.; Li, X.Q.; Zuo, X.J. Effect of technological parameters on interface bonding of copper-aluminum-copper composite plate. J. Shenyang Univ.Techno. 2020, 42, 47–51. [Google Scholar]
- Chen, C.-Y.; Chen, H.-L.; Hwang, W.-S. Influence of Interfacial Structure Development on the Fracture Mechanism and Bond Strength of Aluminum/Copper Bimetal Plate. Mater. Trans. 2006, 47, 1232–1239. [Google Scholar] [CrossRef]
- Aizawa, T. Magnetic Pulse Welding of Al/Cu Sheets Using 8-Turn Flat Coil. Light Met. Weld. 2020, 52, 97–101. [Google Scholar]
- Sarvari, M.; Abdollah-Zadeh, A.; Naffakh-Moosavy, H.; Rahimi, A.; Parsaeyan, H. Investigation of Collision Surfaces and Weld Interface in Magnetic Pulse Welding of Dissimilar Al/Cu Sheets. J. Manuf. Process. 2019, 45, 356–367. [Google Scholar] [CrossRef]
- Chung, D.K.; Shin, H.S.; Park, M.S.; Chu, C.N. Machining characteristics of micro EDM in water using high frequency bipolar pulse. Int. J. Precis. Eng. Manuf. 2011, 12, 195–201. [Google Scholar] [CrossRef]
- Wu, G.; Zhang, Z.; Zhang, W.; Tang, X. High frequency group pulse electrochemical machining. Front. Mech. Eng. China 2007, 2, 293–296. [Google Scholar] [CrossRef]
- Xu, R.D.; Zhai, D.C.; Hu, S.L. Influences of Pulse Current Density on the Characteristics of Ni-W-P-CeO2-SiO2 Composite Coatings. Adv. Mater. Res. 2011, 418–420, 856–860. [Google Scholar]
- Jia, W.T.; Ma, L.F.; Jiao, M.Y.; Le, Q.C.; Han, T.Z.; Che, C.J. Fracture criterion for predicting edge-cracking in Hot rolling of twin-roll casted AZ31 Mg alloy. J. Mater. Res. Technol. 2020, 9, 4773–4787. [Google Scholar] [CrossRef]
- Song, H.; Wang, Z.-J. Improvement of mechanical properties of cold-rolled commercially pure Ti sheet by high density electropulsing. Trans. Nonferrous Met. Soc. China 2012, 22, 1350–1355. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | AS | Sb | Bi | Pb | S | Cu | Impurity Content |
|---|---|---|---|---|---|---|---|
| 0.0036 | 0.0013 | 0.0015 | 0.0008 | 0.0038 | 0.0044 | 99.91 | <0.1 |
| Fe | Zn | Si | Cu | Mg | Ti | Mn | V | Al |
|---|---|---|---|---|---|---|---|---|
| 0.19 | 0.025 | 0.13 | 0.023 | 0.011 | 0.013 | 0.014 | 0.032 | 99.6 |
| Material | Elastic Modulus E/GPa | Shear Modulus G (GP) | Poisson’s Ratio μm | Yield Strength σs/MPa | Tensile Strength σb/MPa |
|---|---|---|---|---|---|
| Cu | 128 | 48 | 0.34 | 82 | 259 |
| Al | 62 | 25 | 0.33 | 45 | 113 |
| Rolling Process | Shear Resistance (kN) | Shear Strength (MPa) |
|---|---|---|
| Unpulsed | 2.392 ± 0.069 | 48.57 ± 1.41 |
| pulse | 3.53 ± 0.085 | 78.10 ± 1.87 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, H.; Hao, W.; Mu, X.; Han, T.; Che, C.; Geng, G. Effect of Pulse Current-Assisted Rolling on the Interface Bonding Strength and Microstructure of Cu/Al Laminated Composite. Metals 2020, 10, 1555. https://doi.org/10.3390/met10111555
Song H, Hao W, Mu X, Han T, Che C, Geng G. Effect of Pulse Current-Assisted Rolling on the Interface Bonding Strength and Microstructure of Cu/Al Laminated Composite. Metals. 2020; 10(11):1555. https://doi.org/10.3390/met10111555
Chicago/Turabian StyleSong, Hao, Weixin Hao, Xiaowei Mu, Tingzhuang Han, Chaojie Che, and Guihong Geng. 2020. "Effect of Pulse Current-Assisted Rolling on the Interface Bonding Strength and Microstructure of Cu/Al Laminated Composite" Metals 10, no. 11: 1555. https://doi.org/10.3390/met10111555
APA StyleSong, H., Hao, W., Mu, X., Han, T., Che, C., & Geng, G. (2020). Effect of Pulse Current-Assisted Rolling on the Interface Bonding Strength and Microstructure of Cu/Al Laminated Composite. Metals, 10(11), 1555. https://doi.org/10.3390/met10111555