Numerical and Experimental Investigation of Controlled Weld Pool Displacement by Electromagnetic Forces for Joining Dissimilar Materials




Abstract
1. Introduction
2. Theoretical Background
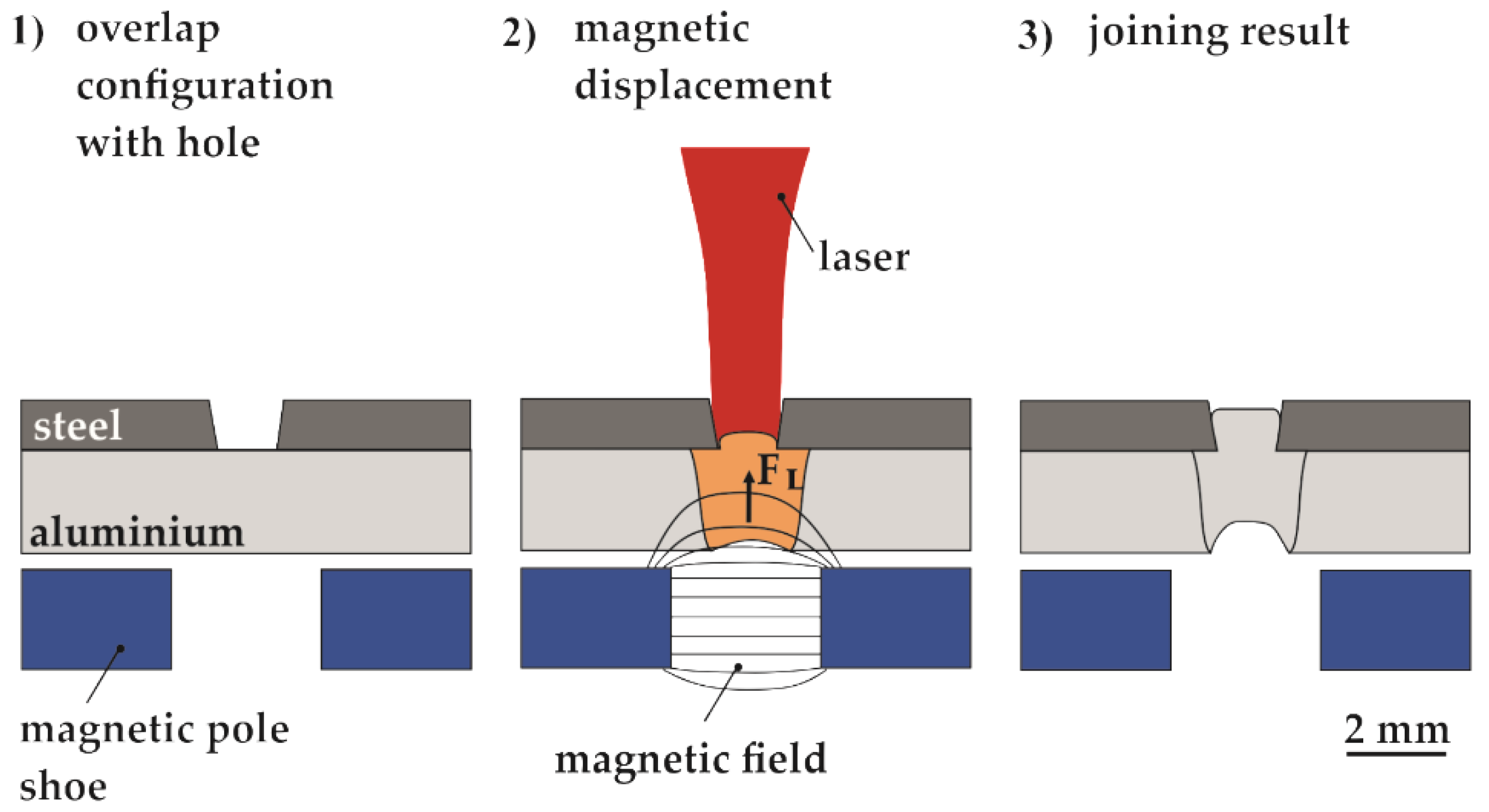
2.1. Concept of a Novel Joining Technology
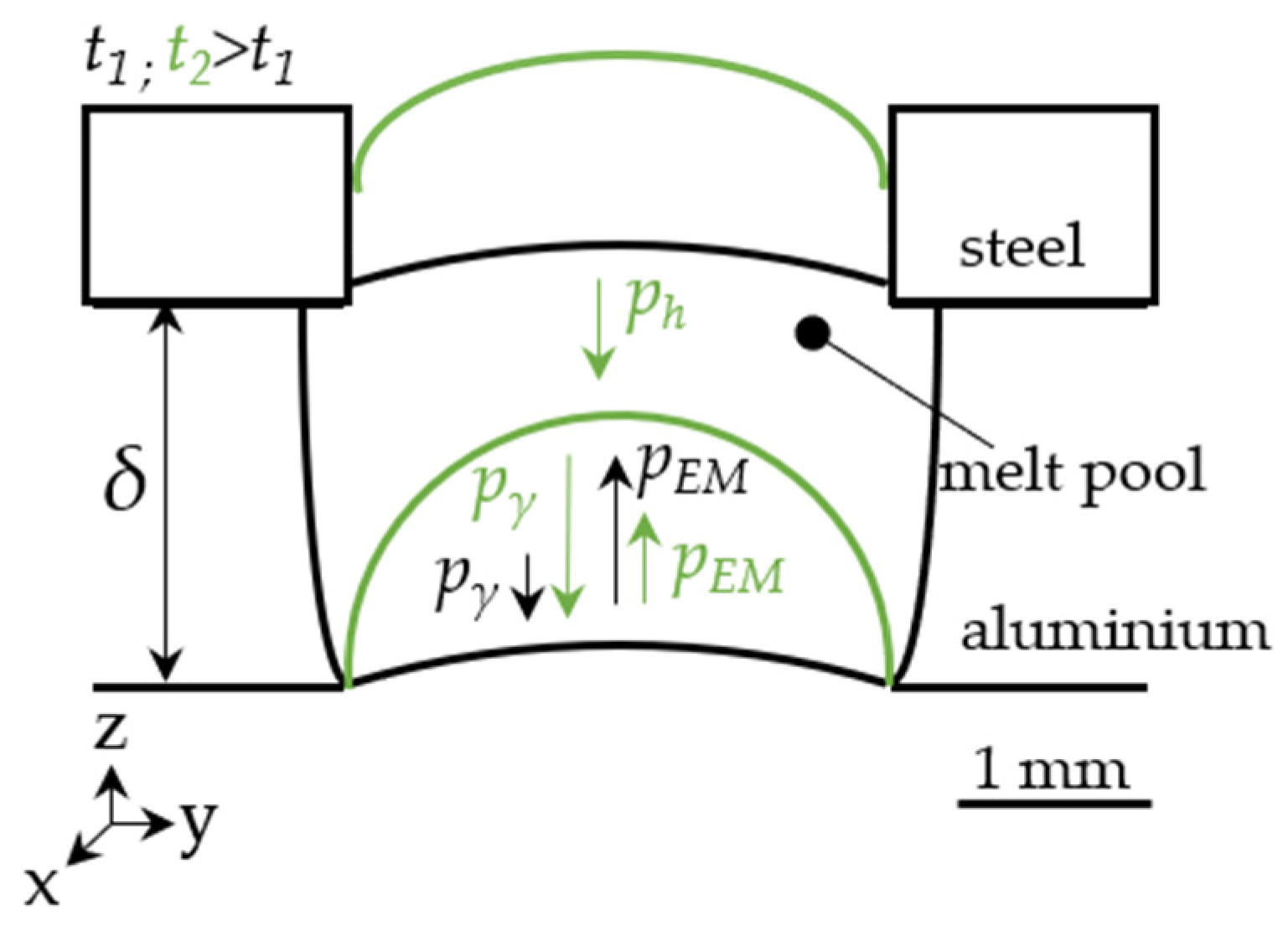
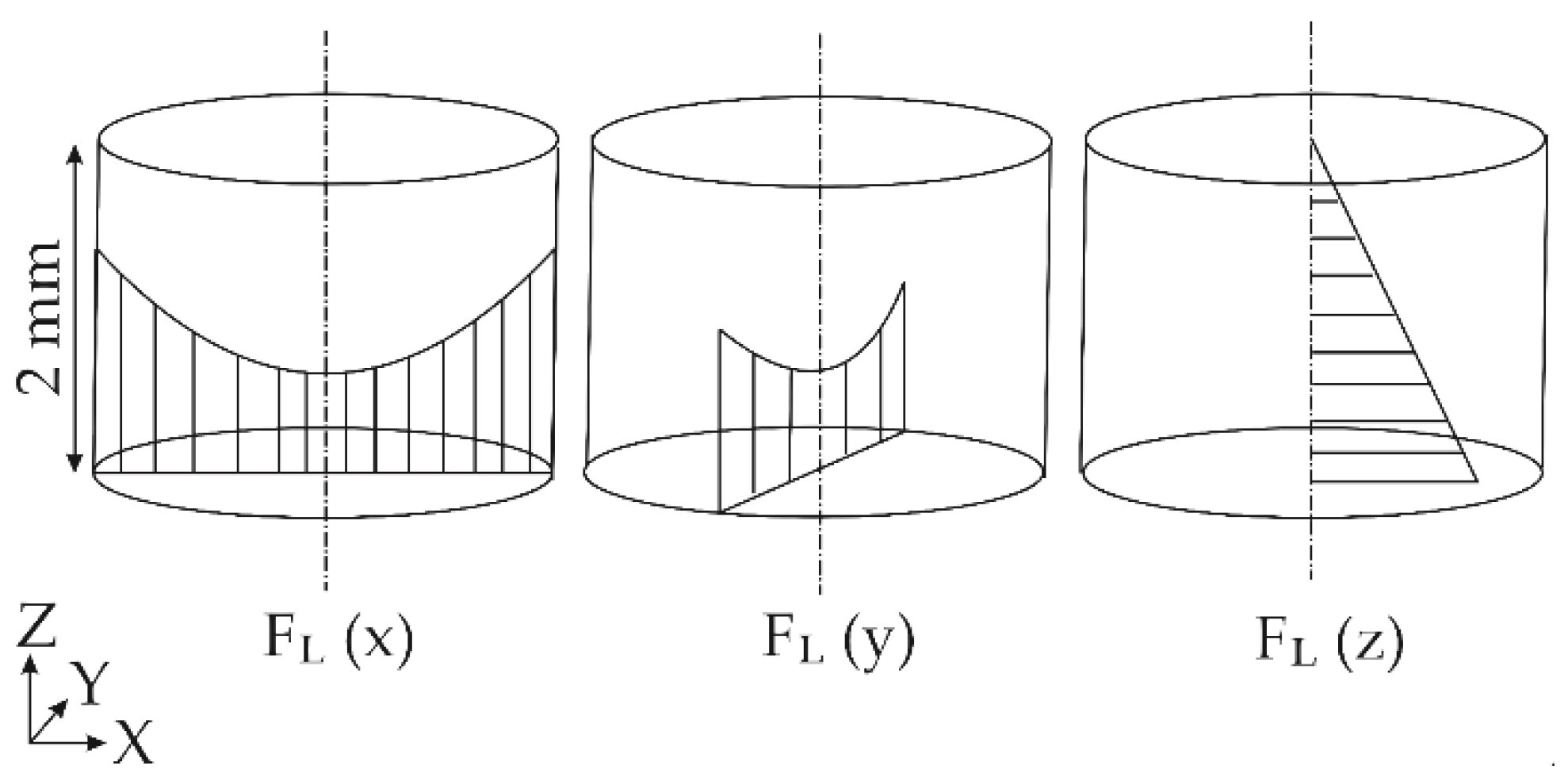
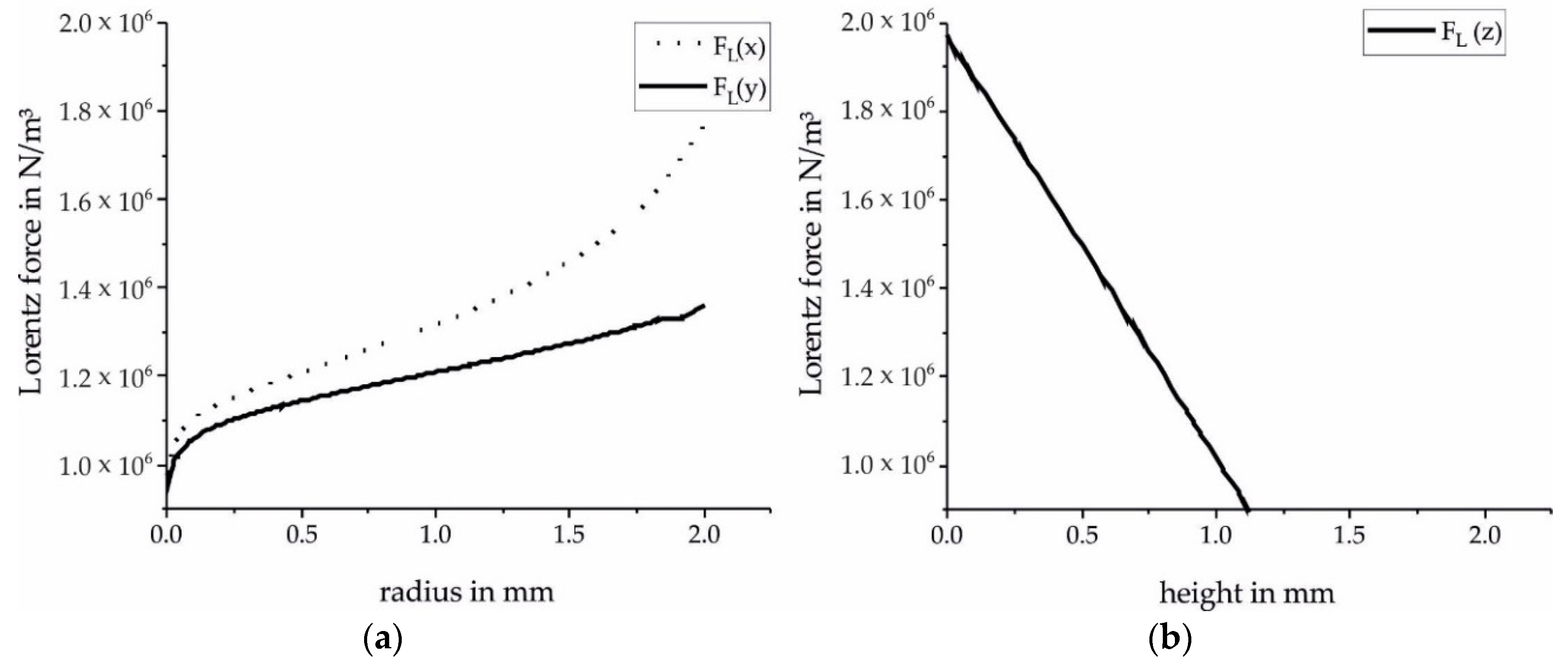
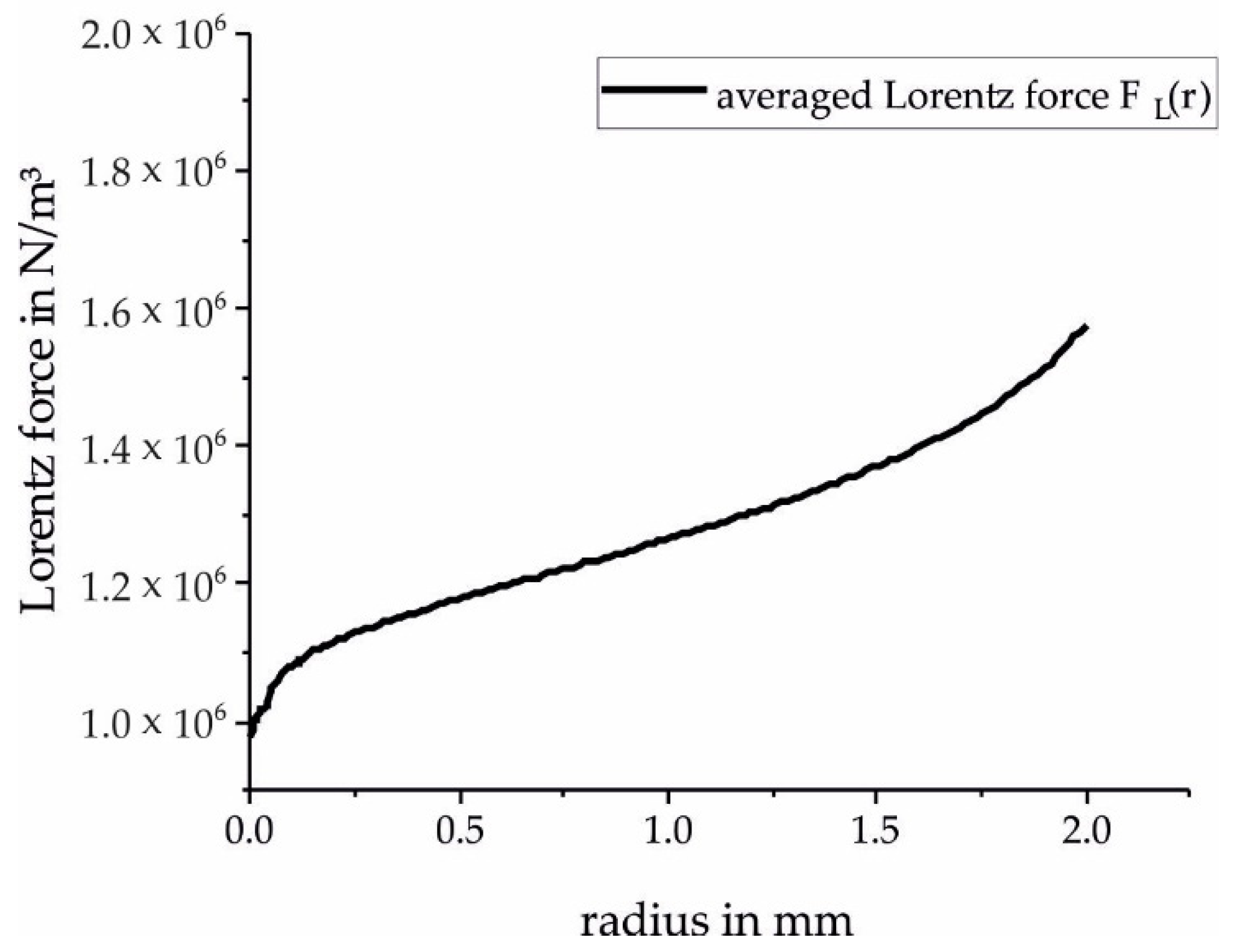
2.2. The Generation and Development of Electromagnetic Forces for the Displacement of the Melt
3. Materials and Setups
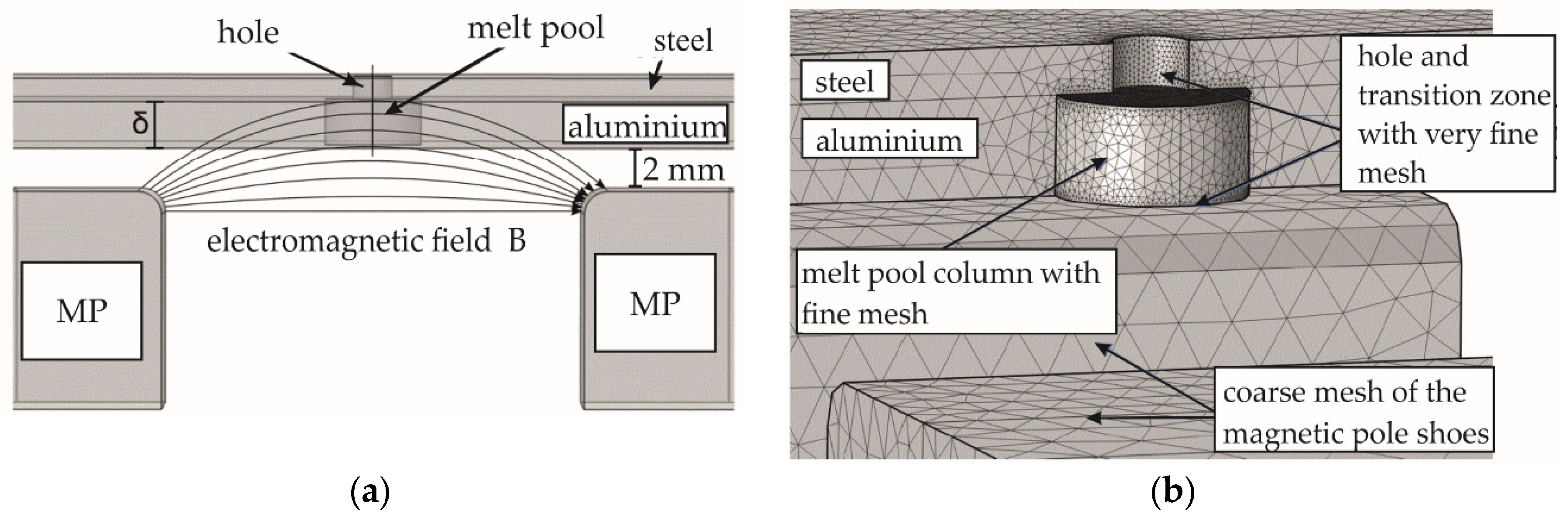
3.1. Numerical Setup
- The flows in the aluminium alloy melt and in the air are assumed to be laminar and incompressible Newtonian flows.
- The formation of a keyhole is not considered.
- In this analysis, spot welds are performed so that a flow around the capillary due to a welding speed is not present. Thus, the simulation of the displacement process can be carried out two-dimensionally and rotationally symmetrically.
- The flows in the aluminium alloy melt pool are only initiated by the Lorentz forces introduced. No Marangoni convection, free convection, vapor friction, and recoil forces of the keyhole are considered.
- Based on thermocouple measurements, it is known that a magnet power of 2.8 kW results in a maximum inductive heating of 35 °C after 10 s. This low inductive heating is not included in the simulations.
- In reality, there is no ideal contact surface between steel and aluminium alloy sheets due to surface roughness. An air gap of 0.5 mm between the sheets is modelled to take this physical effect into account.
- The Lorentz forces are constantly induced into the melt pool. They are not formed or switched off by a function in time dependence FL = FL (melt).
- The laser power is controlled by a time function. The laser has 100% power at the beginning of the simulation and is shut down after 200 ms with a linear ramp with 30 ms length.
- A fixed temperature of 273 K was defined on the outer edge of the aluminium alloy sheet.
- The metal material properties are temperature dependent up to the evaporation temperature.
- When the melt is displaced into the hole, the contact angle between the hole wall and the melt pool surface changes depending on the curvature of the melt pool surface. This effect is considered.
3.2. Experimental Setup
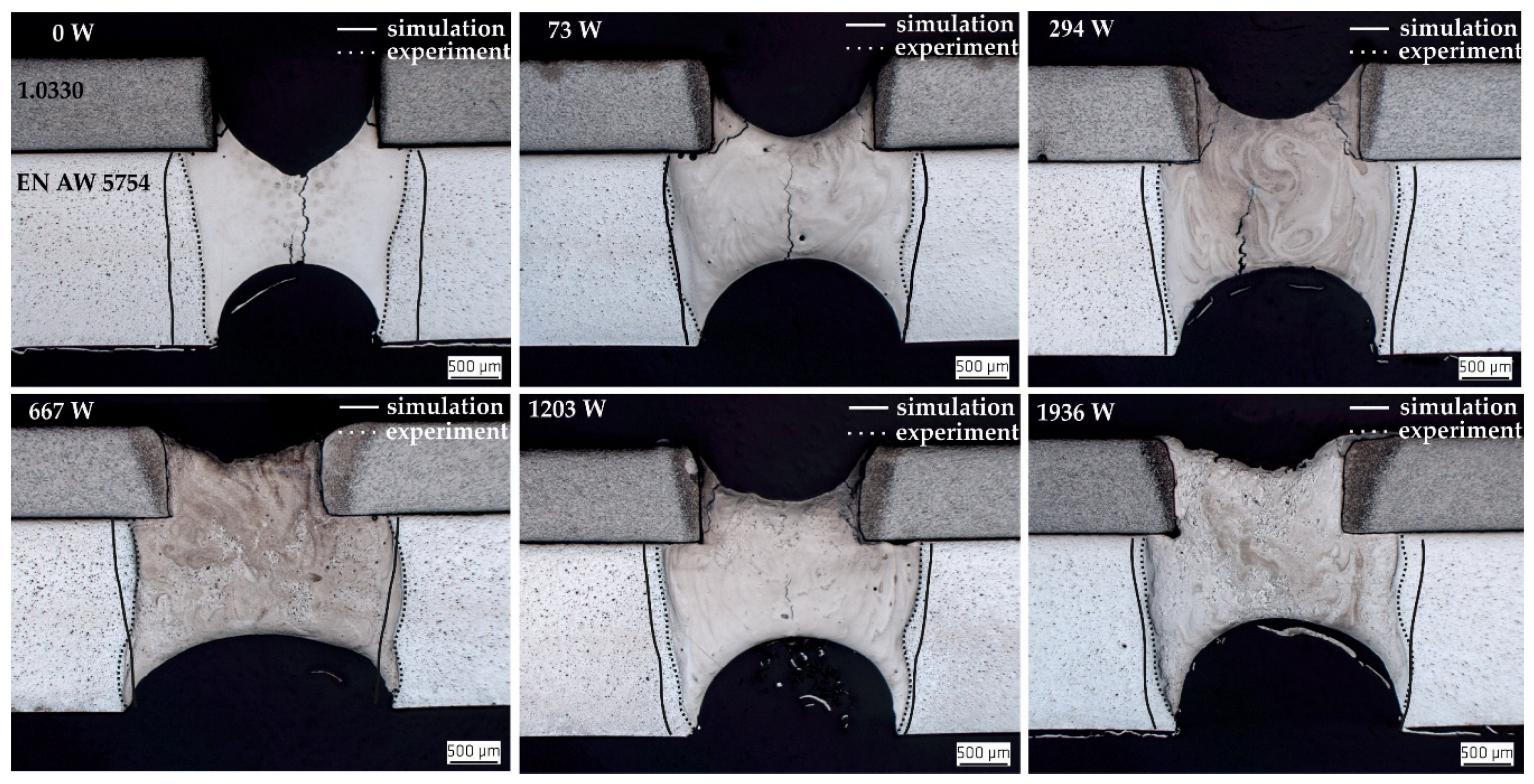
4. Results and Discussion
5. Conclusions
6. Patents
Author Contributions
Funding
Conflicts of Interest
References
- Kurochkina, V. Riding the wave of global automotive market growth. Alum. Int. Today 2015, 27, 11. [Google Scholar]
- Hirsch, J. Recent development in aluminium for automotive applications. Trans. Nonferr. Met. Soc. China 2014, 24, 1995–2002. [Google Scholar] [CrossRef]
- Kashaev, N.; Ventzke, V.; Cam, G. Prospects of laser beam welding and friction stir welding processes for aluminum airframe structural applications. J. Manuf. Process. 2018, 36, 571–600. [Google Scholar] [CrossRef]
- Zhang, Y.; Sun, D.Q.; Gu, X.Y.; Li, H.M. Nd:YAG pulsed laser welding of dissimilar metals of titanium alloy to stainless steel. Int. J. Adv. Manuf. Technol. 2018, 94, 1073–1085. [Google Scholar] [CrossRef]
- Fang, Y.; Jiang, X.; Mo, D.; Zhu, D.; Luo, Z. A review on dissimilar metals’ welding methods and mechanisms with interlayer. Int. J. Adv. Manuf. Technol. 2019, 102, 2845–2863. [Google Scholar] [CrossRef]
- Tisza, M.; Czinege, I. Comparative study of the application of steels and aluminium in lightweight production of automotive parts. Int. J. Lightweight Mater. Manuf. 2018, 1, 229–238. [Google Scholar] [CrossRef]
- Wang, P.; Chen, X.; Pan, Q.; Madigan, B.; Long, J. Laser welding dissimilar materials of aluminum to steel: An overview. Int. J. Adv. Manuf. Technol. 2016, 87, 3081–3090. [Google Scholar] [CrossRef]
- De Wit, F.M.; Poulis, J.A. Joining technologies for automotive components. In Advanced Materials in Automotive Engineering; Woodhead Publishing: Cambridge, UK, 2012; pp. 315–329. [Google Scholar]
- Chastel, Y.; Passemard, L. Joining technologies for future automobile multi-material modules. Procedia Eng. 2014, 81, 2104–2110. [Google Scholar] [CrossRef]
- Fritzsche, A.; Hilgenberg, K.; Teichmann, F.; Pries, H.; Dilger, K.; Rethmeier, M. Improved degassing in laser beam welding of aluminium die casting by an electromagnetic field. J. Mater. Process. Technol. 2018, 253, 51–56. [Google Scholar] [CrossRef]
- Bachmann, M.; Avilov, V.; Gumenyuk, A.; Rethmeier, M. Numerical simulation of full-penetration laser beam welding of thick aluminium plates with inductive support. J. Phys. D Appl. Phys. 2012, 45, 1–13. [Google Scholar] [CrossRef]
- Bachmann, M.; Avilov, V.; Gumenyuk, A.; Rethmeier, M. Experimental and numerical investigation of an electromagnetic weld pool support system for high power laser beam welding of austenitic stainless steel. J. Mater. Process. Technol. 2014, 214, 578–591. [Google Scholar] [CrossRef]
- Bruyere, V.; Touvrey, C.; Namy, P. Comparison between Phase Field and ALE Methods to model the Keyhole Digging during Spot Laser Welding. In Proceedings of the 2013 COMSOL Conference, Rotterdam, The Netherlands, 23–25 October 2013; pp. 1–7. [Google Scholar]
- MatWeb Overview of Materials for 6000 Series Aluminium Alloy. Available online: http://www.matweb.com/ (accessed on 22 July 2020).
- Verein Deutscher Ingenieure. VDI-Wärmeatlas, 11th ed.; VDI e.V.: Düsseldorf, Germany, 2013; pp. 3–1737. [Google Scholar]
- Schwenk, C. FE-Simulation des Schweißverzugs Laserstrahlgeschweißter Dünner Bleche. Ph.D. Thesis, Degree-Granting Technical University, Berlin, Germany, 17 April 2007. [Google Scholar]
- Mills, K.C. Recommended Values of Thermophysical Properties for Selected Commercial Alloys; Woodhead Publishing Ltd.: Cambridge, UK, 2002; pp. 9–71, 127–135. [Google Scholar]
- Lu, F.; Li, X.; Tang, X.; Cui, H. Formation and influence mechanism of keyhole-induced porosity in deep-penetration laser welding based on 3D transient modeling. Int. J. Heat Mass Transf. 2015, 90, 1143–1152. [Google Scholar] [CrossRef]
- Fritzsche, A.; Avilov, V.; Gumenyuk, A.; Hilgenberg, K.; Rethmeier, M. High power laser beam welding of thick-walled ferromagnetic steels with electromagnetic weld pool support. Phys. Procedia 2016, 83, 362–372. [Google Scholar] [CrossRef][Green Version]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Properties | Symbol | Aluminium Alloy (EN AW-6181) | Steel (1.0034) | Unit |
|---|---|---|---|---|
| melting range | Tm ± δT | 911 ± 18.5 | 1699 | K |
| evaporation temperature | Tevap | 2720 | 3135 | K |
| mass density | ρ | 2450 | 7850 | kg m−3 |
| heat capacity | cp | 1165 | 846 | J kg −1 K−1 |
| thermal conductivity | λ | 100 | 27.3 | W m−1 K−1 |
| dynamic viscosity | η | 1.1 × 10−3 | – | Pa s |
| surface tension | ϒ | 0.871 | – | N m−1 |
| electrical resistivity | ρel = σ−1 | 24.77 × 10−8 | 1.22 × 10−6 | Ω m |
| Material Properties | Symbol | Air | Unit |
|---|---|---|---|
| mass density | ρ | 1.1890 | kg m −3 |
| thermal conductivity | λ | 0.02587 | W m −1 K −1 |
| heat capacity | cp | 1006 | J kg −1 K −1 |
| dynamic viscosity | η | 1.82 × 10−5 | Pa s |
| Parameters | Symbol | Value | Unit |
|---|---|---|---|
| laser power | P | 2.5 | kW |
| laser beam radius | R0 | 0.285 | mm |
| heat source height | H | 8 | mm |
| beam duration | tLaser | 200 | ms |
| magnetic flux density | B | 27–136 | mT |
| frequency | f0 | 3750 | Hz |
| Parameters | Value | Unit |
|---|---|---|
| max. laser beam power | 20 | kW |
| wavelength | 1070 | nm |
| laser fiber diameter | 200 | µm |
| beam parameter product | 11 | mm·mrad |
| focal length | 350 | mm |
| used laser power | 2.5 | kW |
| laser beam radius | 0.285 | mm |
| beam duration | 200 | ms |
| focus position | 0 | mm |
| magnetic flux density | 27–136 | mT |
| magnetic field power | 73–1936 | W |
| frequency | 3750 | Hz |
| inert gas argon | 20 | l min −1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Heßmann, J.; Bachmann, M.; Hilgenberg, K. Numerical and Experimental Investigation of Controlled Weld Pool Displacement by Electromagnetic Forces for Joining Dissimilar Materials. Metals 2020, 10, 1447. https://doi.org/10.3390/met10111447
Heßmann J, Bachmann M, Hilgenberg K. Numerical and Experimental Investigation of Controlled Weld Pool Displacement by Electromagnetic Forces for Joining Dissimilar Materials. Metals. 2020; 10(11):1447. https://doi.org/10.3390/met10111447
Chicago/Turabian StyleHeßmann, Jennifer, Marcel Bachmann, and Kai Hilgenberg. 2020. "Numerical and Experimental Investigation of Controlled Weld Pool Displacement by Electromagnetic Forces for Joining Dissimilar Materials" Metals 10, no. 11: 1447. https://doi.org/10.3390/met10111447
APA StyleHeßmann, J., Bachmann, M., & Hilgenberg, K. (2020). Numerical and Experimental Investigation of Controlled Weld Pool Displacement by Electromagnetic Forces for Joining Dissimilar Materials. Metals, 10(11), 1447. https://doi.org/10.3390/met10111447