The Effect of Process Parameters on the Microstructure and Mechanical Properties of AW5083 Aluminum Laser Weld Joints

 , ,
, ,  ,
, 
Abstract
1. Introduction
2. Experimental
2.1. Material Characterization
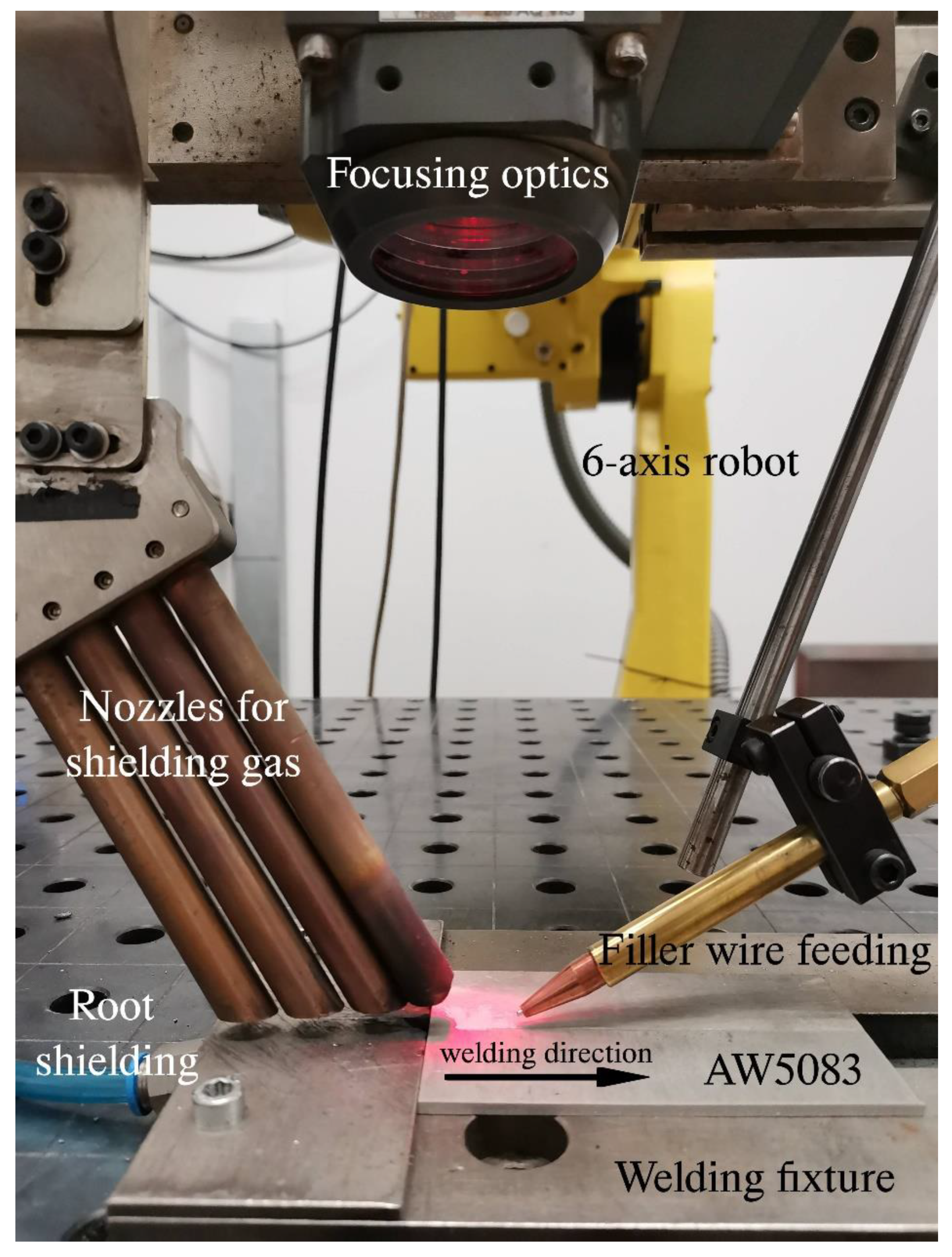
2.2. Laser Equipment and Welding Parameters
2.3. Preparation of Welds
3. Results and Discussion
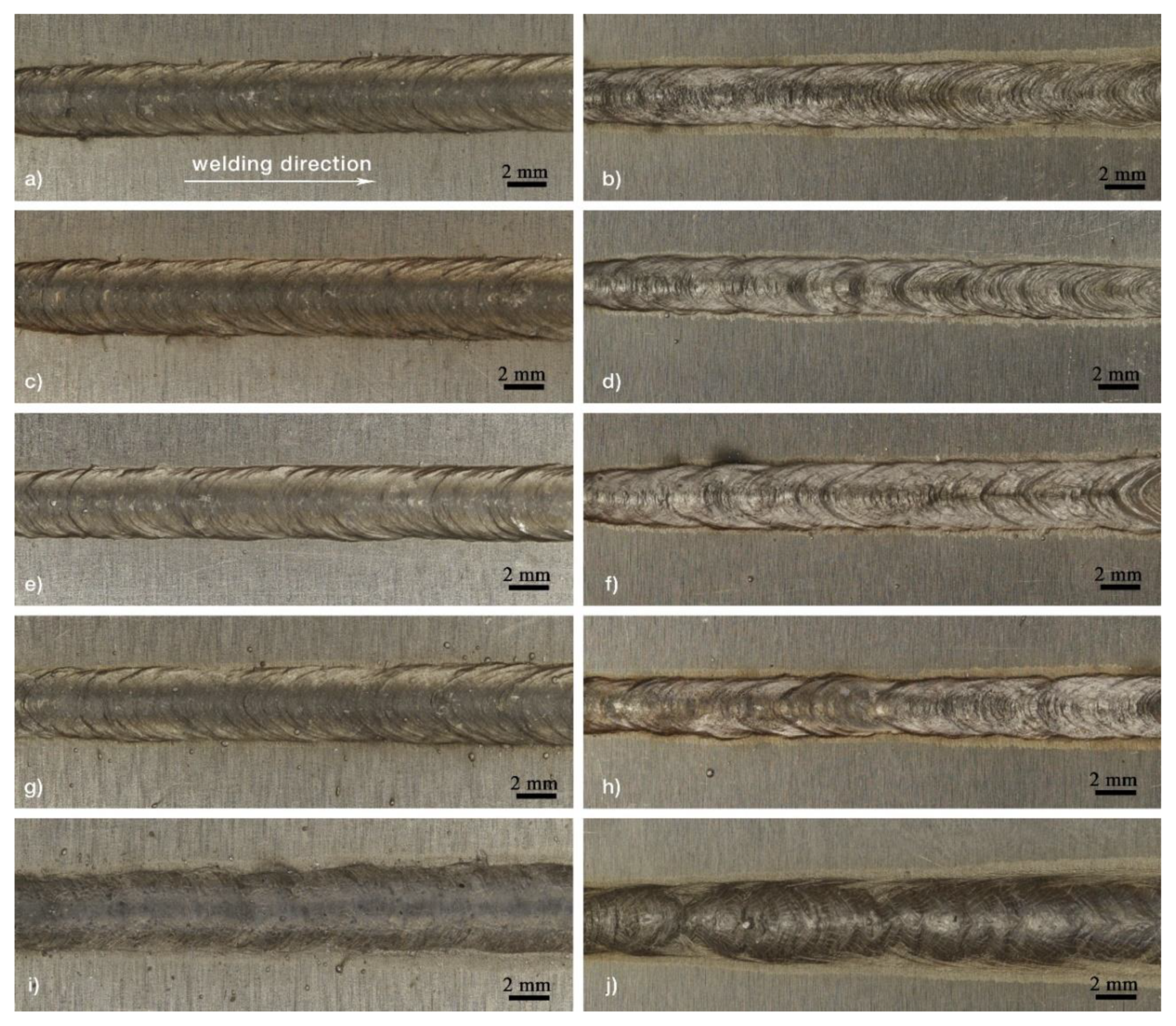
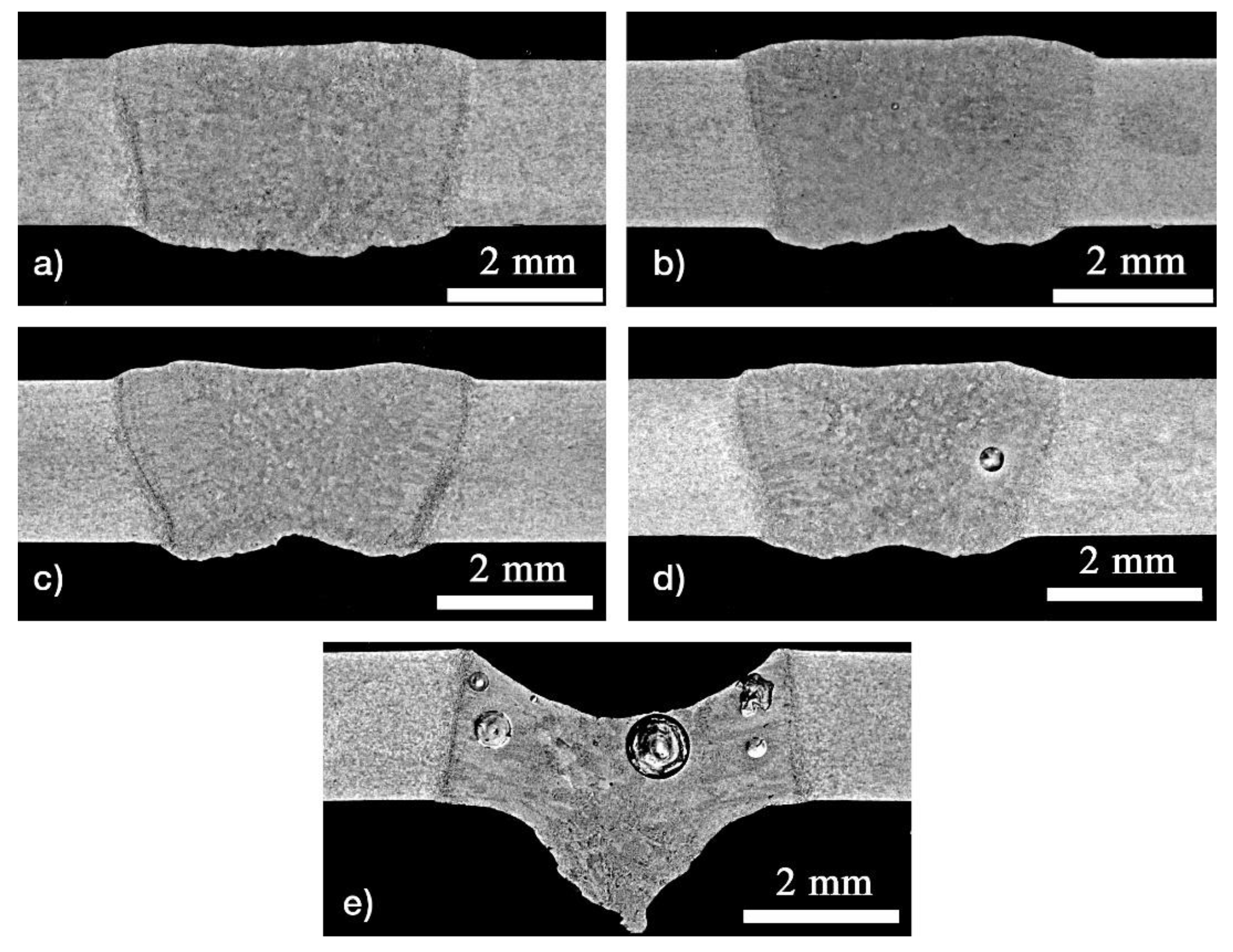
3.1. Appearance of Laser Welds
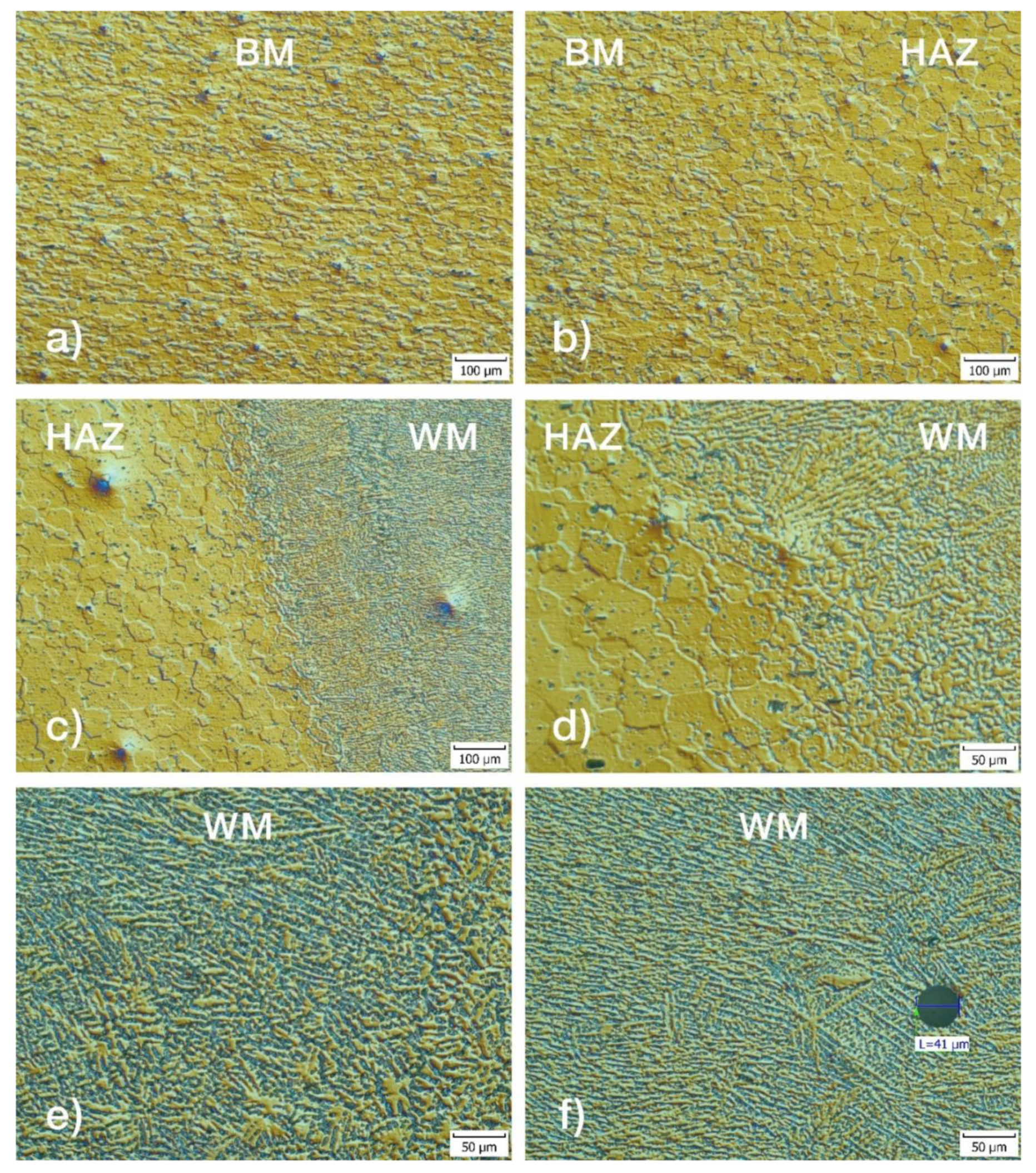
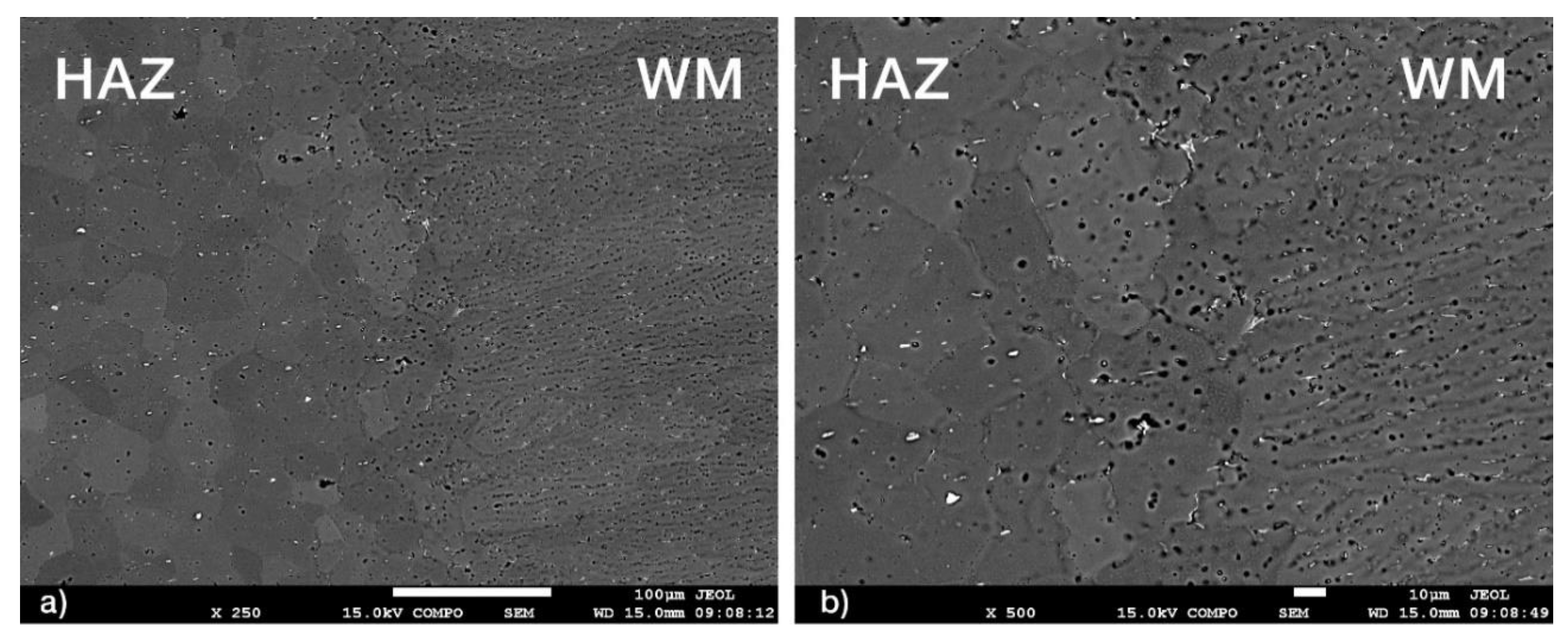
3.2. Light and Electron Microscopy
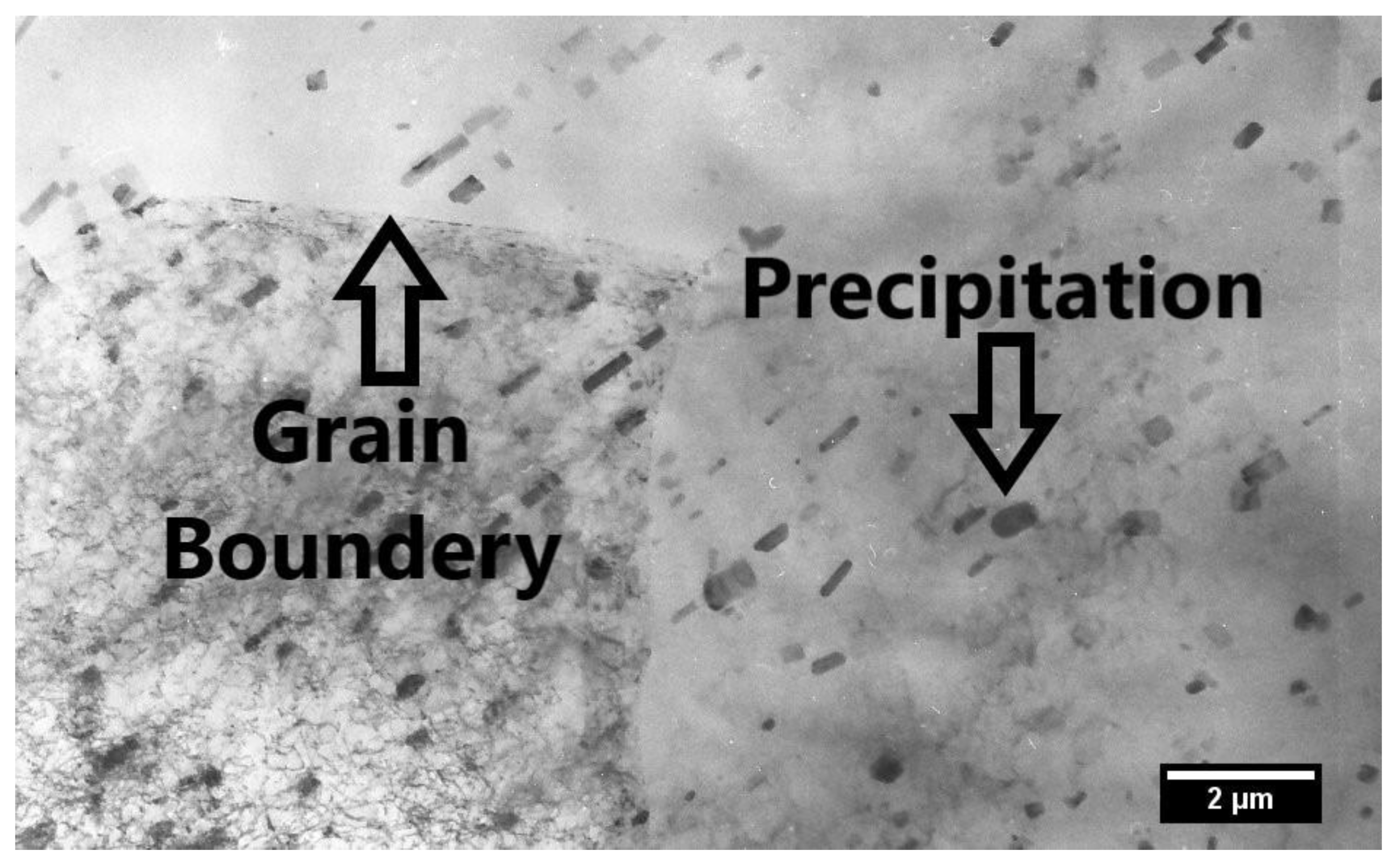
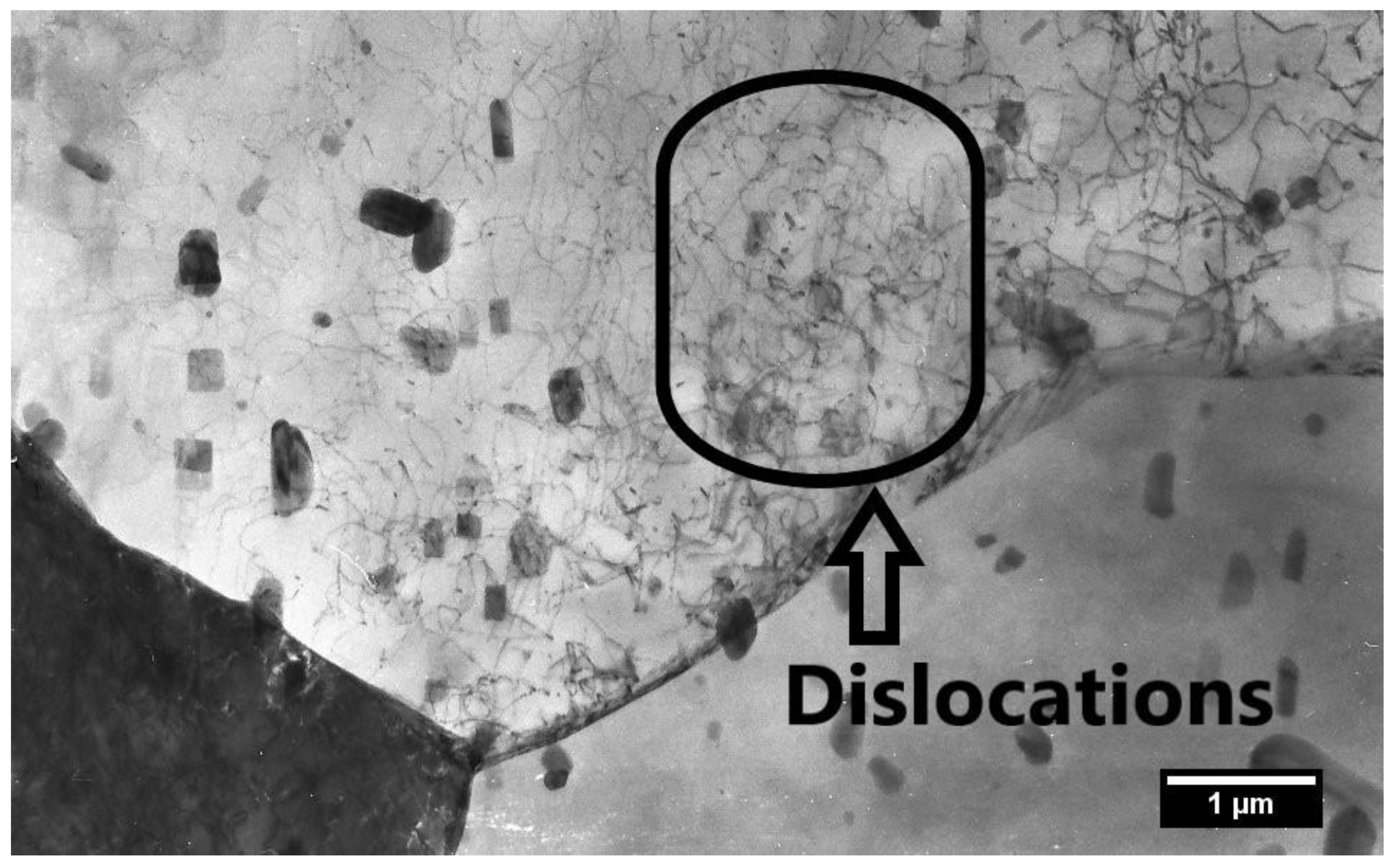
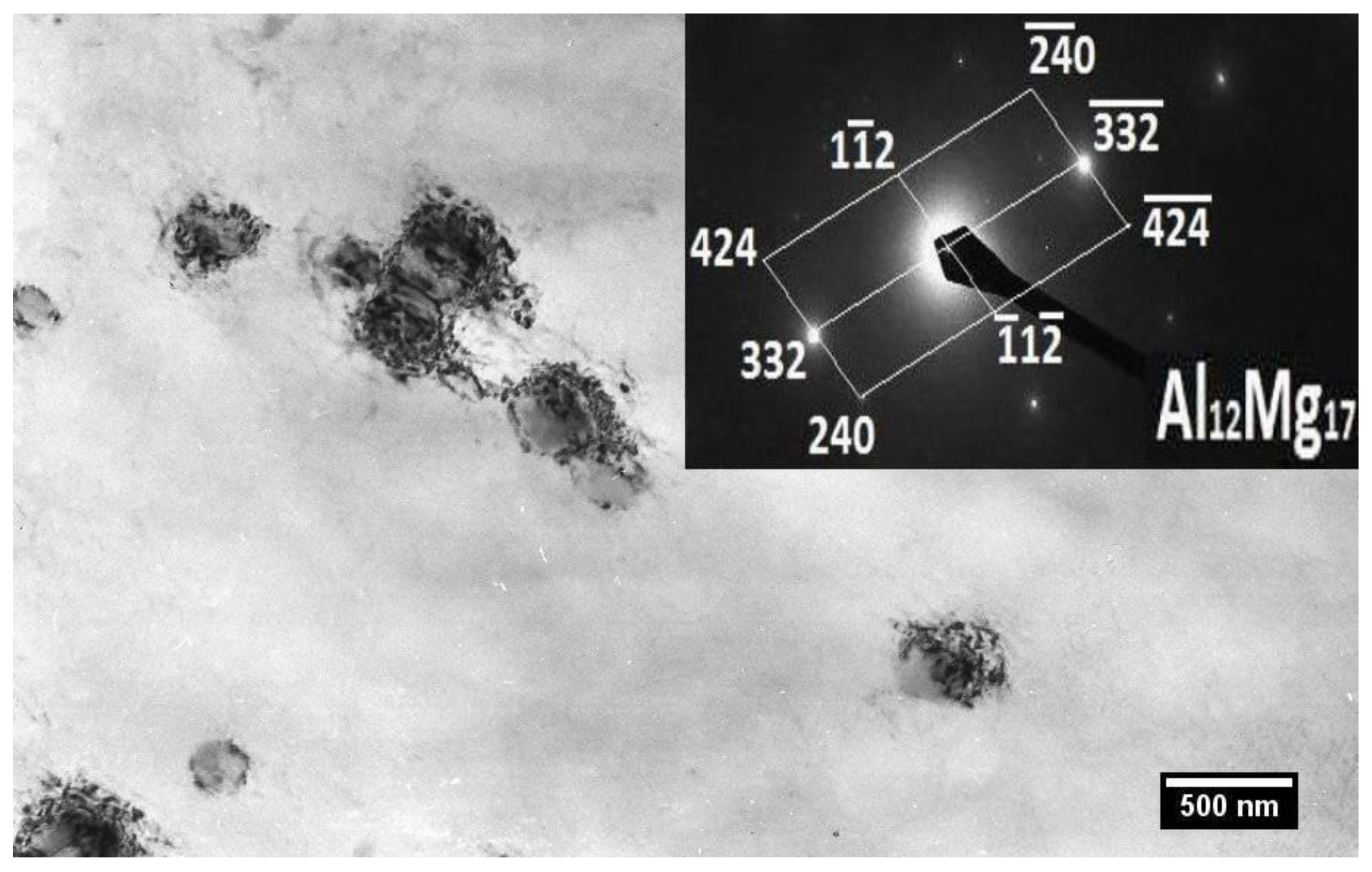
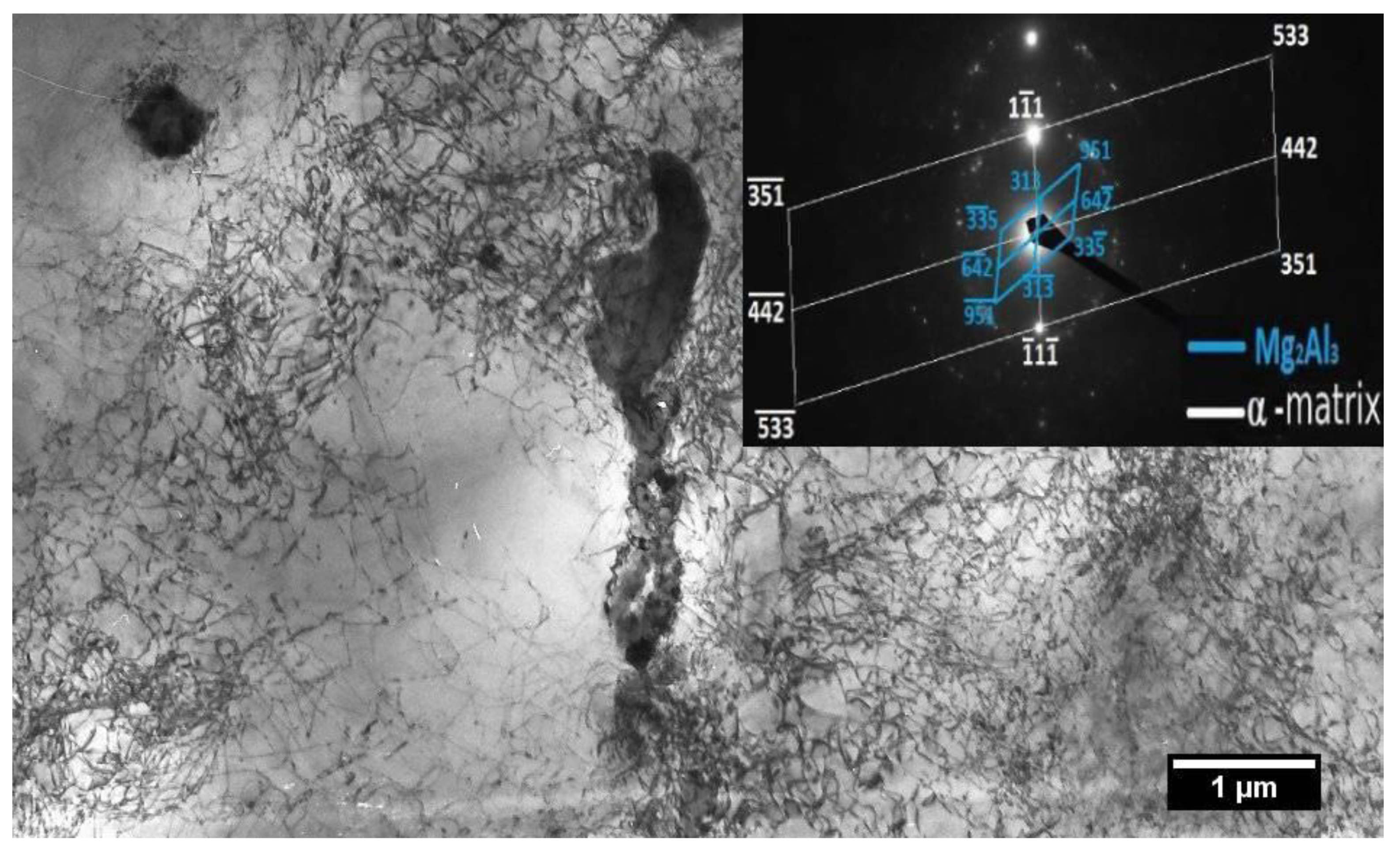
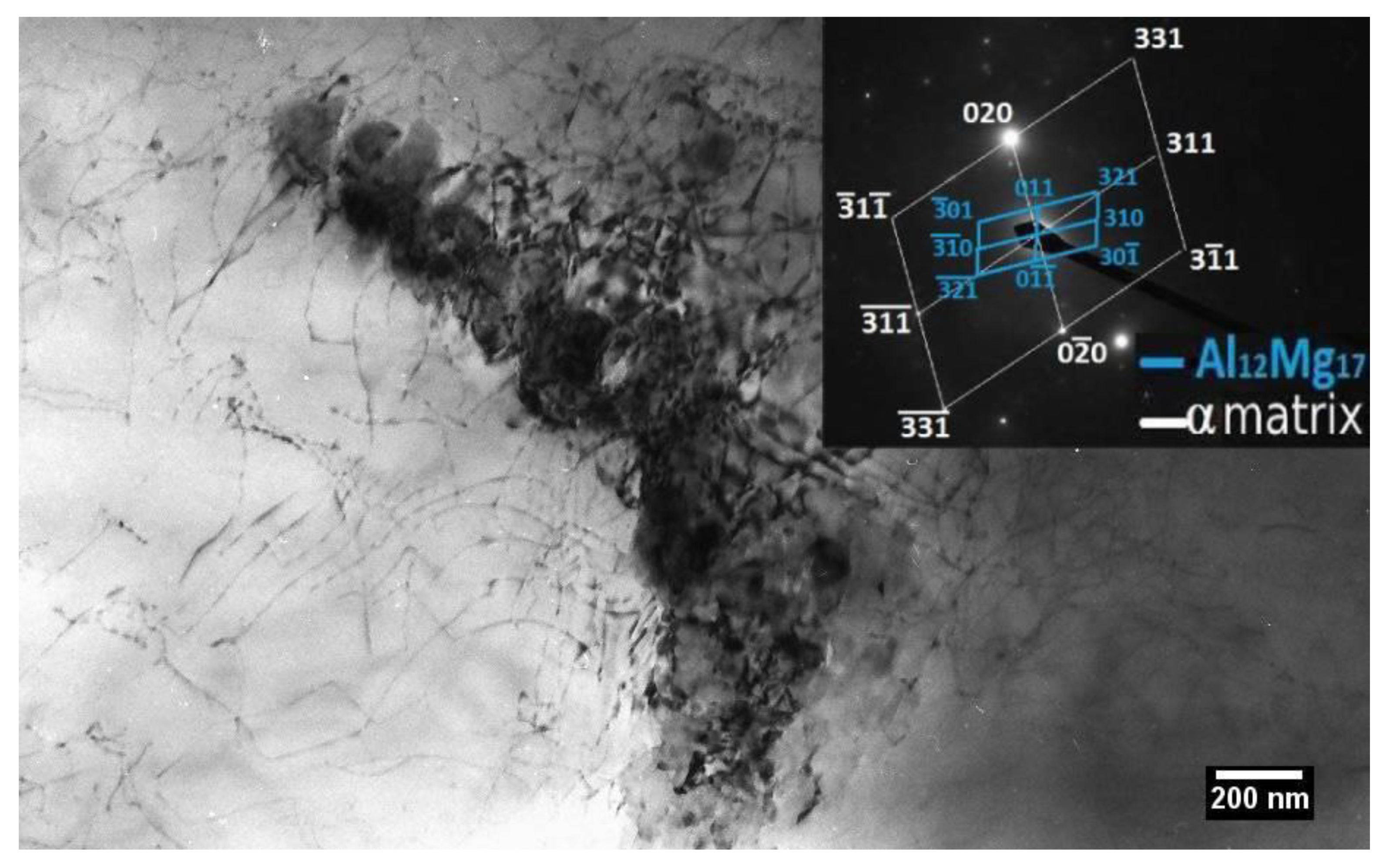
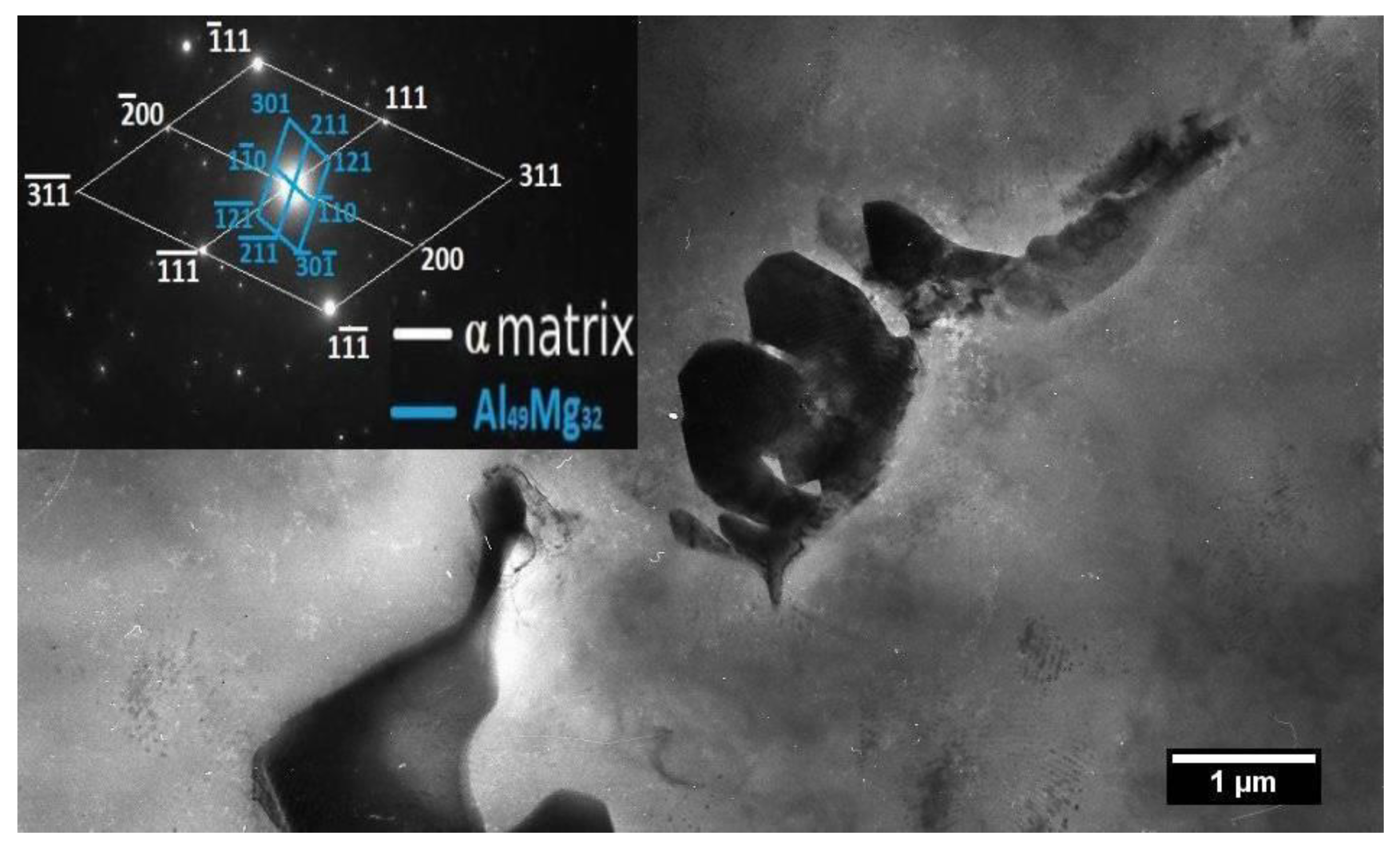
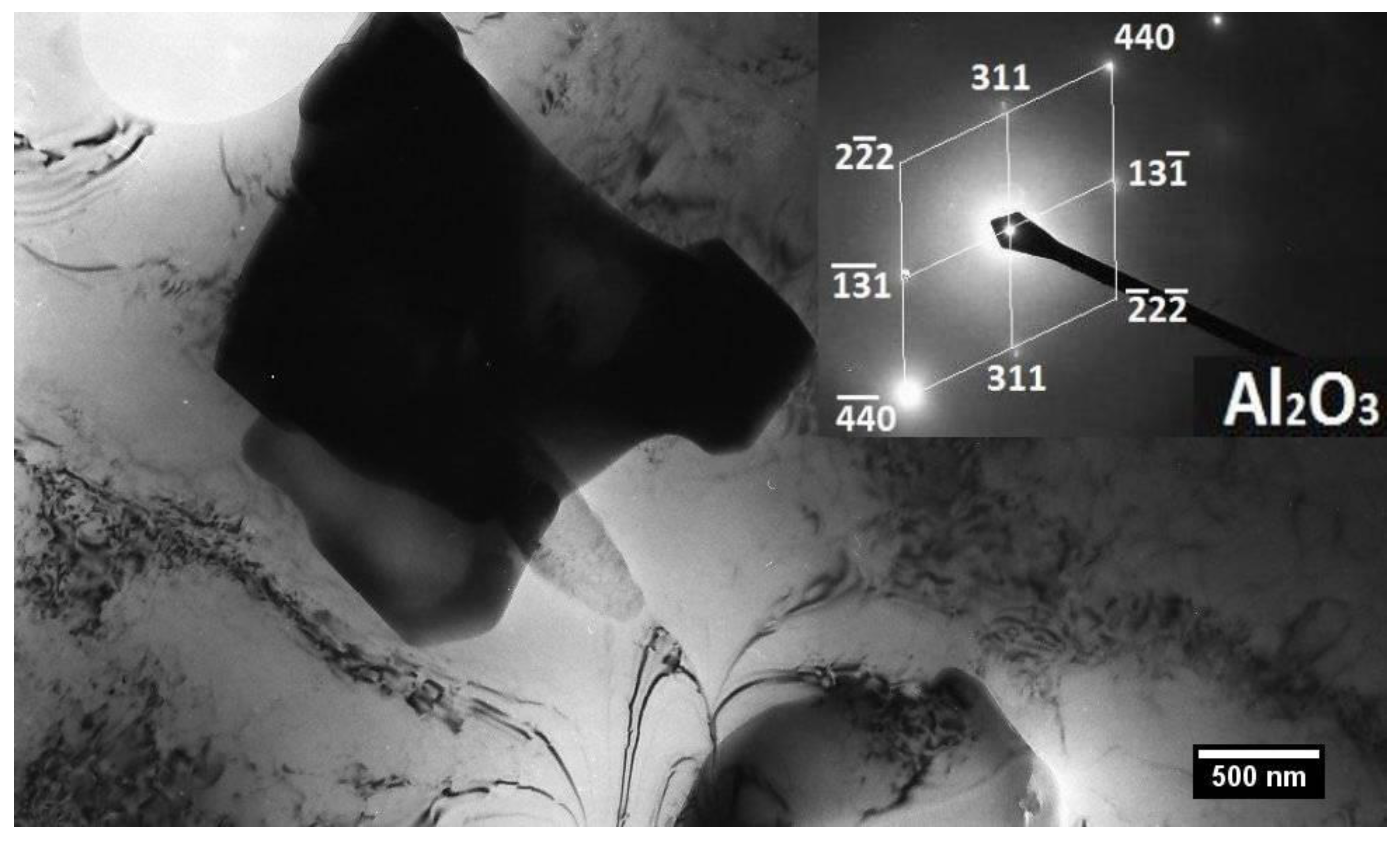
3.3. Transmission Electron Microscope (TEM) Analysis
3.4. Microhardness Measurements
3.5. Tensile Test
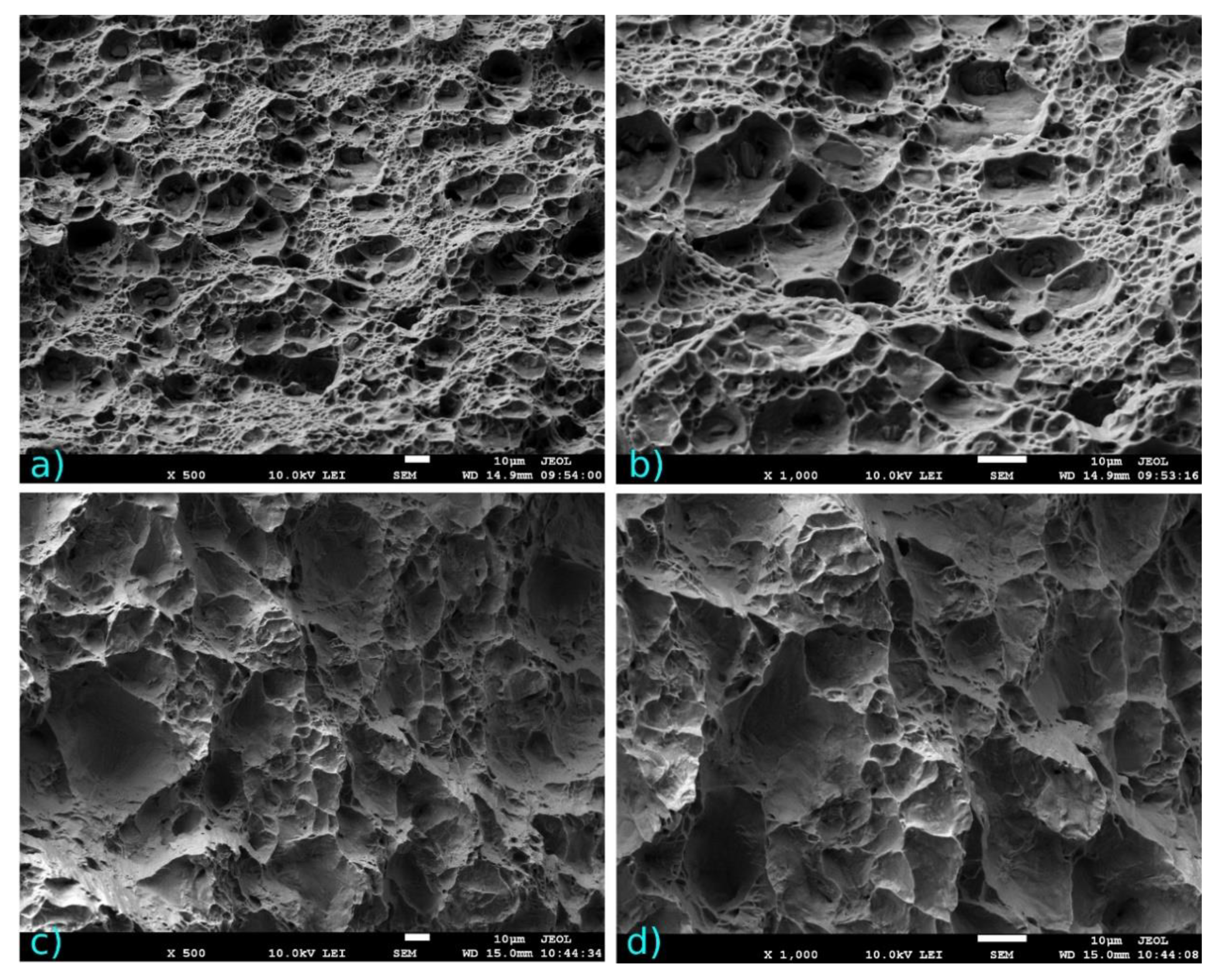
3.6. Fracture Surfaces Analysis
4. Conclusions
- (1)
- The weld joint created under the 30 L/min shielding gas flow rate was the widest. A concave shape of 0.23 mm and excessive penetration of 0.37 mm were recorded. A weld width of 4.69 mm and root width of 4.17 mm were measured. In the unshielded weld joint, a concave shape of 1.68 mm and excessive penetration of 0.87 mm were recorded. A weld width of 4.15 mm and root width of 4.68 mm were measured. In this case, the WM was found to be porous. The diameter of the biggest pore was 0.84 mm.
- (2)
- The weld metal microstructure is formed by a dendritic structure with an average grain size of 20 µm. This is caused by zirconium, which is an alloying element present in the filler wire and acts as a grain refiner. The high cooling rate of laser beam welding contributed to the grain refinement. Columnar grains were observed at the fusion boundary. The grains grew in a direction normal to the fusion boundary. Equiaxed grains were observed in the middle of the fusion zone.
- (3)
- Three intermetallic compounds, β-Al3Mg2, γ-Al12Mg17, and Al49Mg32, were observed by TEM analysis. A larger number of Al2O3 particles was recorded in the unshielded weld joint in comparison with the protected weld metal, which is probably due to the brittle fracture in the WM of the unshielded weld joint.
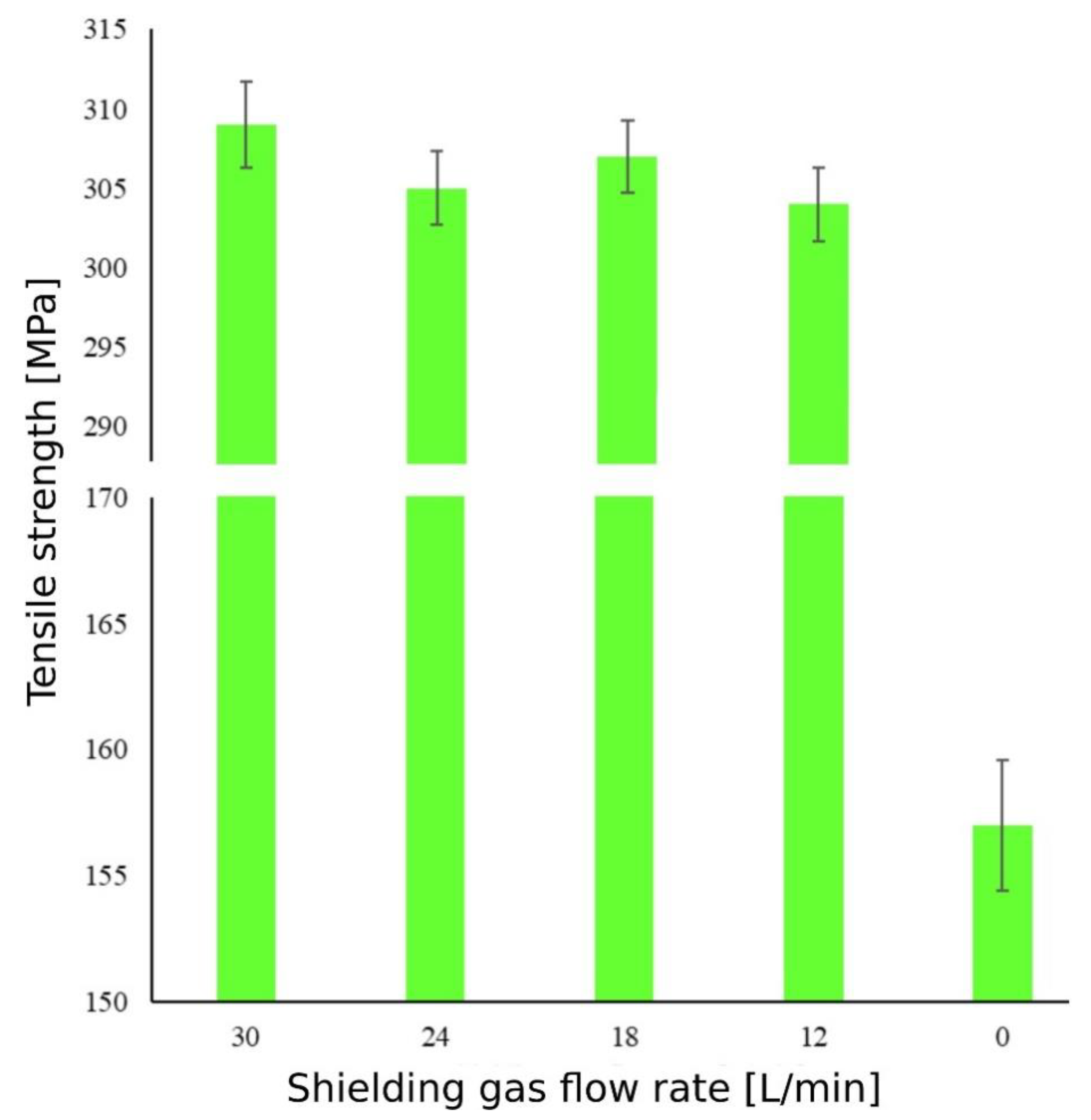
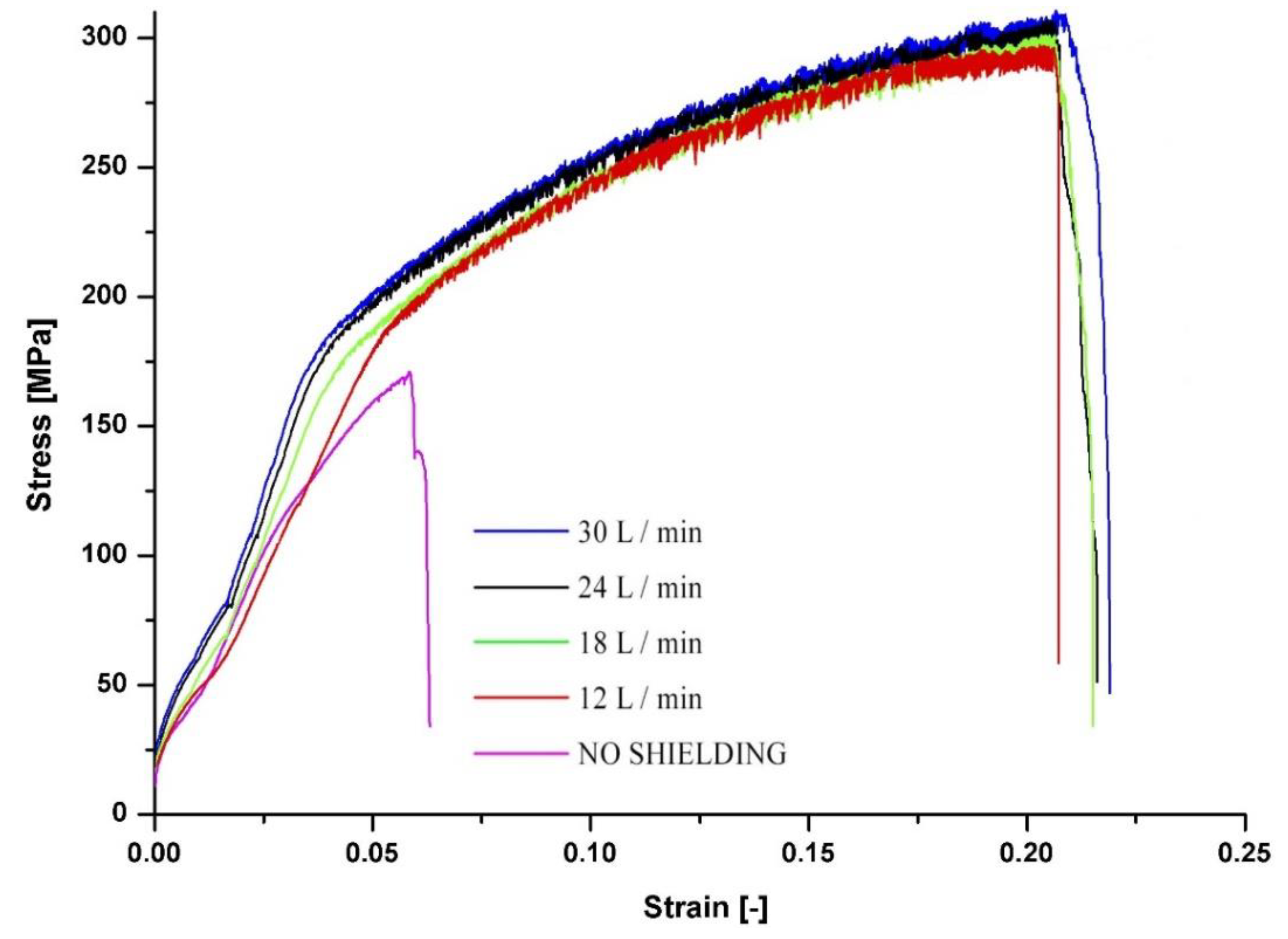
- (4)
- When 30 L/min of Aluline He30 was used, the highest tensile strength (Rm = 309 MPa), at the highest ductility, was recorded. The weld joint was fractured in the base material. The lowest tensile strength (Rm = 160 MPa) was recorded when no shielding gas was used. In this case, a fracture occurred in the weld metal because of a large number of pores.
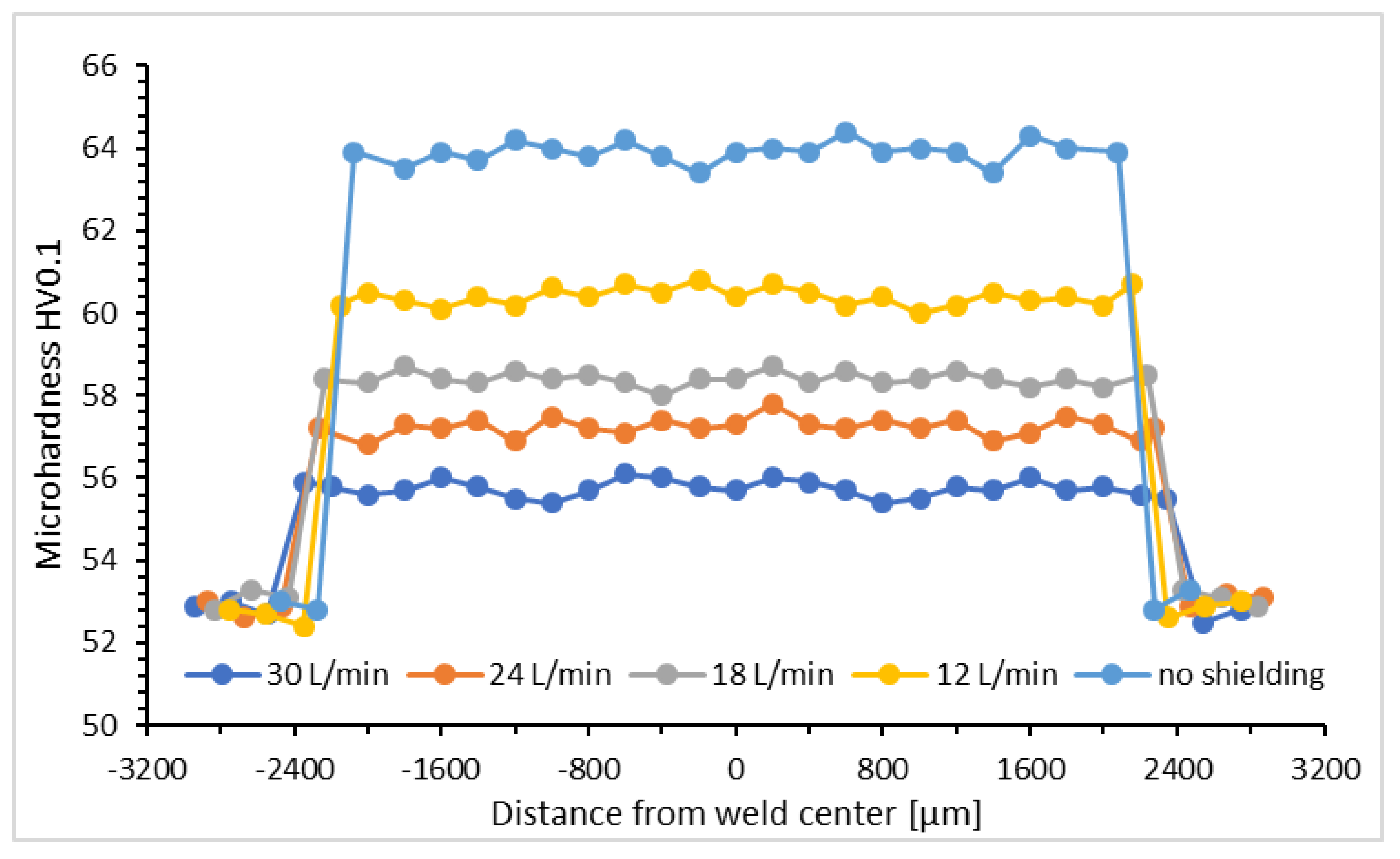
- (5)
- The lowest average microhardness was measured in the weld that was protected under the 30 L/min gas flow rate during welding, namely 55.4 HV0.1. An increase in the microhardness was caused by the grain refinement due to the presence of Zr in the filler wire and the high cooling rate that is characteristic of laser beam welding. Conversely, the highest microhardness (63.9 HV0.1) was recorded in weld no. 5. Increased values of the microhardness are probably caused by oxidation of the molten weld pool, because of the lack of protection of the WM during laser welding. It is evident, from the recorded values of the microhardness, that the gas flow rate had an effect.
- (6)
- The best results were obtained when the following welding parameters were used: a laser power of 1900 W, speed of welding of 20 mm/s, focal point of 0 mm, filler wire feed rate of 1.1 m/min, and gas flow rate of 30 L/min. This study could have implications for industry as laser weld joints without defects were produced. Further research on the use of shielding gas with a higher flow rate and the influence of the gas flow rate on porosity in the weld metal are merited. The use of computed tomography to investigate the microporosity in the weld metal should also be explored.
Author Contributions
Funding
Conflicts of Interest
References
- Sahul, M.; Sahul, M.; Haršáni, M.; Dománková, M. On the microstructure and mechanical properties of AW2099 aluminum lithium alloy joints produced with electron beam welding. Mater. Lett. 2020, 276, 128276. [Google Scholar] [CrossRef]
- Msomi, V.; Mbana, N.; Mabuwa, S. Microstructural analysis of the friction stir welded 1050-H14 and 5083-H111 aluminum alloys. Mater. Today Proc. 2020, 26, 189–192. [Google Scholar]
- Huang, L.; Wu, D.; Hua, X.; Liu, S.; Jiang, Z.; Li, F.; Wang, H.; Shi, S. Effect of the welding direction on the microstructural characterization in fiber laser-GMAW hybrid welding of 5083 aluminum alloy. J. Manuf. Process. 2018, 31, 514–522. [Google Scholar] [CrossRef]
- Wu, D.; Hua, X.; Huang, L.; Zhao, J. Numerical simulation of spatter formation during fiber laser welding of 5083 aluminum alloy at full penetration condition. Opt. Laser Technol. 2018, 100, 157–164. [Google Scholar] [CrossRef]
- Reis, L.; Infante, V.; Freitas, M.; Duarte, S.; Moreira, P.; Castro, P. Fatigue behaviour of aluminum lap joints produced by laser beam and friction stir welding. Procedia Eng. 2014, 74, 293–296. [Google Scholar]
- Ning, J.; Zhang, L.-J.; Yin, X.-Q.; Zhang, J.-X.; Na, S.-J. Mechanism study on the effects of power modulation on energy coupling efficiency in infrared laser welding of highly-reflective materials. Mater. Des. 2019, 178, 107871. [Google Scholar] [CrossRef]
- Caiazzo, F.; Alfieri, V.; Cardaropoli, F.; Corrado, G.; Sergi, V. Characterization of disk-laser dissimilar welding of titanium alloy Ti-6Al-4V to aluminum alloy 2024. SPIE LASE 2013, 8603. [Google Scholar] [CrossRef]
- Chen, S.; Li, L.; Chen, Y.; Dai, J.; Huang, J. Improving interfacial reaction nonhomogeneity during laser welding–brazing aluminum to titanium. Mater. Des. 2011, 32, 4408–4416. [Google Scholar] [CrossRef]
- Kashani, H.T.; Kah, P.; Martikainen, J. Laser Overlap Welding of Zinc-coated Steel on Aluminum Alloy. Phys. Procedia 2015, 78, 265–271. [Google Scholar] [CrossRef]
- Vyskoč, M.; Sahul, M.; Sahul, M. Effect of Shielding Gas on the Properties of AW 5083 Aluminum Alloy Laser Weld Joints. J. Mater. Eng. Perform. 2018, 27, 2993–3006. [Google Scholar] [CrossRef]
- Schultz, V.; Seefeld, T.; Vollertsen, F. Gap bridging ability in laser beam welding of thin aluminum sheets. Int. Congr. Appl. Lasers Electro-Optics 2014, 56, 545. [Google Scholar] [CrossRef]
- Wu, A.; Song, Z.; Nakata, K.; Liao, J.; Zhou, L. Interface and properties of the friction stir welded joints of titanium alloy Ti6Al4V with aluminum alloy 6061. Mater. Des. 2015, 71, 85–92. [Google Scholar] [CrossRef]
- Kalaiselvan, K.; Elango, A.; Nagarajan, N.; Mathiyazagan, N. Studies on Ti/Al Sheet Joint using Laser Beam Welding—A Review. Int. J. Chem. Nucl. Mater. Metall. Eng. 2014, 8, 795–798. [Google Scholar]
- Kuo, T.-Y.; Lin, Y.-T. Effects of Shielding Gas Flow Rate and Power Waveform on Nd:YAG Laser Welding of A5754-O Aluminum Alloy. Mater. Trans. 2006, 47, 1365–1373. [Google Scholar] [CrossRef]
- Katayama, S.; Kawahito, Y.; Mizutani, M. Elucidation of laser welding phenomena and factors affecting weld penetration and welding defects. Phys. Procedia 2010, 5, 9–17. [Google Scholar] [CrossRef]
- Mittelstädt, C.; Seefeld, T.; Woizeschke, P.; Vollertsen, F. Laser welding of hidden T-joints with lateral beam oscillation. Procedia CIRP 2018, 74, 456–460. [Google Scholar] [CrossRef]
- Kalaiselvan, K.; Elango, A. Mechanical Properties on Ti/Al Dissimilar Metal Butt Joint using Laser Beam Welding. J. Chem. Pharm. Sci. 2015, 6, 65–68. [Google Scholar]
- Blackburn, J.; Allen, C.; Hilton, P.; Li, L. Nd:YAG laser welding of titanium alloys using a directed gas jet. J. Laser Appl. 2010, 22, 71–78. [Google Scholar] [CrossRef]
- Kawahito, Y.; Matsumoto, N.; Abe, Y.; Katayama, S. Relationship of laser absorption to keyhole luminium in high power fiber laser welding of stainless steel and aluminum alloy. J. Mat. Proc. Tech. 2011, 211, 1563–1568. [Google Scholar] [CrossRef]
- Paradiso, V.; Rubino, F.; Carlone, P.; Palazzo, G. Magnesium and aluminum alloys dissimilar joining by friction stir welding. Preced. Eng. 2017, 183, 239–244. [Google Scholar] [CrossRef]
- Meco, S.; Pardal, G.; Ganguly, S.; Williams, S.; McPherson, N. Application of laser in seam welding og dissimilar steel to aluminum joints fot thick structural components. Opt. Lasers Eng. 2015, 67, 22–30. [Google Scholar] [CrossRef]
- Enz, J.; Riekehr, S.; Ventzke, V.; Sotirov, N.; Kashaev, N. Laser welding of high-strength aluminum alloys for the sheet metal forming process. Procedia CIRP 2014, 18, 203–208. [Google Scholar] [CrossRef]
- Sahul, M.; Sahul, M.; Vyskoč, M.; Čaplovič, L.; Pašák, M. Disk Laser Weld Brazing of AW5083 Aluminum Alloy with Titanium Grade 2. J. Mater. Eng. Perform. 2017, 26, 1346–1357. [Google Scholar] [CrossRef]
- Chen, S.H.; Li, L.Q.; Chen, Y.B.; Liu, D.J. Si diffusion behavior during laser welding-brazing of Al alloy and Ti alloy with Al-12Si filler wire. Trans. Nonferrous Met. Soc. China 2010, 20, 64–70. [Google Scholar] [CrossRef]
- Chen, Y.H.; Ni, Q.; Ke, L.M. Interface characteristic of friction stir welding lap joints of Ti/Al dissimilar alloys. Trans. Nonferrous Met. Soc. China 2012, 22, 299–304. [Google Scholar] [CrossRef]
- Ahn, J.; Chen, L.; He, E.; Dear, J.P.; Davies, C.M. Optimisation of process parameters and weld shape of high power Yb-fibre laser welded 2024-T3 aluminum alloy. J. Manuf. Process. 2018, 34, 70–85. [Google Scholar] [CrossRef]
- Beiranvand, Z.M.; Ghaini, F.M.; Moosavy, H.N.; Sheikhi, M.; Torkamany, M.J.; Moradi, M. The relation between magnesium evaporation and laser absorption and weld penetration in pulsed laser welding of aluminum alloys: Experimental and numerical investigations. Opt. Laser Technol. 2020, 128, 106170. [Google Scholar] [CrossRef]
- Xu, Y.; Ke, L.; Mao, Y.; Liu, Q.; Xie, J.; Zeng, H. Formation Investigation of Intermetallic Compounds of Thick Plate Al/Mg Alloys Joint by Friction Stir Welding. Materials 2019, 12, 2661. [Google Scholar] [CrossRef]
- Venkateswaran, P.; Reynolds, A. Factors affecting the properties of Friction Stir Welds between aluminum and magnesium alloys. Mater. Sci. Eng. A 2012, 545, 26–37. [Google Scholar] [CrossRef]
- Goswami, R.; Spanos, G.; Pao, P.S.; Holtz, R.L. Precipitation behavior of the β phase in Al-5083. Mater. Sci. Eng. 2010, 527, 1089–1095. [Google Scholar] [CrossRef]
- Huang, L.; Hua, X.; Wu, D.; Fang, L.; Cai, Y.; Ye, Y. Effect of magnesium content on keyhole-induced porosity formation and distribution in aluminum alloys laser welding. J. Manuf. Process. 2018, 33, 43–53. [Google Scholar] [CrossRef]
- Bunaziv, I.; Akselsen, O.M.; Salminen, A.; Unt, A. Fiber laser-MIG hybrid welding of 5 mm 5083 aluminum alloy. J. Mater. Process. Technol. 2016, 233, 107–114. [Google Scholar] [CrossRef]
- Katsuna, M.; Qu, Y. Study on Porosity Formation in Laser Welds of Aluminum Alloys (Report 2) Mechanism of Porosity Formation by Hydrogen and Magnesium. J. Light Met. Weld. Constr. 1998, 36, 1–17. [Google Scholar]
- Huang, Y.; Shen, C.; Ji, X.; Li, F.; Zhang, Y.; Hua, X. Correlation between gas-dynamic behaviour of a vapour plume and oscillation of keyhole size during laser welding of 5083 Al-alloy. J. Mater. Process. Technol. 2020, 283, 116721. [Google Scholar] [CrossRef]
- Chybinski, M.; Polus, Ł.; Ratajczak, M.; Sielicki, P.W. The Evaluation of the Fracture Surface in the AW-6060 T6 Aluminium Alloy under a Wide Range of Loads. Metals 2019, 9, 324. [Google Scholar] [CrossRef]
- Yako, T.; Fukui, K.; Naito, M.; Takeda, M. Precipitation Behavior in an Al-Mg Alloy with High Mg Composition. Mater. Sci. Met. Eng. 2018, 5, 1–4. [Google Scholar] [CrossRef][Green Version]
- Zhang, R.; Steiner, M.A.; Agnew, S.R.; Kairy, S.K.; Davies, C.H.J.; Birbilis, N. Experiment-based modelling of grain boundary β-phase (Mg2Al3) evolution during sensitisation of aluminum alloy AA5083. Sci. Rep. 2017, 7. [Google Scholar] [CrossRef]
- Li, S.; Mi, G.; Wang, C. A study on laser beam oscillating welding characteristics for the 5083 aluminum alloy: Morphology, microstructure and mechanical properties. J. Manuf. Process. 2020, 53, 12–20. [Google Scholar] [CrossRef]
- McQueen, H.J. Dynamic recovery and recrystallization. Encyclopedia of Materials: Science and Technology, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2001; pp. 2375–2381. [Google Scholar]
- Funamizu, Y.; Watanabe, K. Interdiffusion in the Al–Mg System. Trans. Jpn. Inst. Met. 1972, 13, 278–283. [Google Scholar] [CrossRef]
- Njiokep, E.M.T.; Salamon, M.; Mehrer, H. Growth of Intermetallic Phases in the Al-Mg System. Defect Diffus. Forum 2001, 194, 1581–1586. [Google Scholar] [CrossRef]
- Mezbahul-Islam, M.; Mostafa, A.O.; Medraj, M. Essential Magnesium Alloys Binary Phase Diagrams and Their Thermochemical Data. J. Mater. 2014, 2014, 1–33. [Google Scholar] [CrossRef]
- Murray, J.L. The Al−Mg (Aluminum−Magnesium) system. J. Phase Equilibria Diffus. 1982, 3, 60–74. [Google Scholar] [CrossRef]
- Poková, M.; Cieslar, M.; Lacaze, J. TEM Investigation of Precipitation in Al-Mn Alloys with Addition of Zr. Manuf. Technol. 2012, 12, 212–217. [Google Scholar] [CrossRef]
- Wanderka, N.; Schiffmann, R.; Banhart, J. Characterization of precipitates in aluminum based alloy AW 6016. Surf. Interface Anal. 2007, 39, 221–226. [Google Scholar] [CrossRef]
- Geng, S.; Jiang, P.; Guo, L.; Gao, X.; Mi, G. Multi-scale simulation of grain/sub-grain structure evolution during solidification in laser welding of aluminum alloys. Int. J. Heat Mass Transf. 2020, 149, 119252. [Google Scholar] [CrossRef]
- Jacumasso, S.C.; Martins, J.P.; Carvalho, A.M. Analysis of precipitate density of an aluminum alloy by TEM and AFM. REM Int. Eng. J. 2016, 69. [Google Scholar] [CrossRef]
- Yang, G.; Ma, J.; Carlson, B.; Wang, H.-P.; Kovacevic, R. Effect of laser beam configuration on microstructure evolution and joint performance in laser joining AA 6111 panels. Mater. Des. 2017, 123, 197–210. [Google Scholar] [CrossRef]
- She, X.; Jiang, X.-Q.; Zhang, R.; Wang, P.; Tang, B.; Du, W. Study on microstructure and fracture characteristics of 5083 aluminum alloy thick plate. J. Alloy. Compd. 2020, 825, 153960. [Google Scholar] [CrossRef]
- Lampman, S. Weld Integrity and Performance: A Source Book Adapted from ASM International Handbooks, Conference Proceedings, and Technical Books; ASM International: Kinsman, IL, USA, 1997. [Google Scholar]
- Wu, D.; Hua, X.; Li, F.; Huang, L. Understanding of spatter formation in fiber laser welding of 5083 aluminum alloy. Int. J. Heat Mass Transf. 2017, 113, 730–740. [Google Scholar] [CrossRef]
- Schneider, A.; Avilov, V.; Gumenyuk, A.; Rethmeier, M. Laser Beam Welding of Aluminum Alloys Under the Influence of an Electromagnetic Field. Phys. Procedia 2013, 41, 4–11. [Google Scholar] [CrossRef]
- Tu, J.; Paleocrassas, A. Low speed laser welding of aluminum alloys using single-mode fiber lasers. In Laser Welding; BoD—Books on Demand: Norderstedt, Germany, 2010. [Google Scholar]
- Chan, C.; Man, H. Effect of Process Parameters and Heat Input on Weld Bead Geometry of Laser Welded Titanium Ti-6Al-4V Alloy. Lasers Eng. 2015, 30, 247–265. [Google Scholar]
- Tadamalle, A.; Ramjee, E.; Reddy, Y. Influence of laser welding process parameters on weld pool geometry and duty cycle. Adv. Prod. Eng. Manag. 2013, 8, 52–60. [Google Scholar] [CrossRef][Green Version]
- El-Batahgy, A.-M. Effect of laser welding parameters on fusion zone shape and solidification structure of austenitic stainless steels. Mater. Lett. 1997, 32, 155–163. [Google Scholar] [CrossRef]
- Matsuoka, S.; Okamoto, Y.; Okada, A. Influence of Weld Bead Geometry on Thermal Deformation in Laser Micro-Welding. Procedia CIRP 2013, 6, 492–497. [Google Scholar] [CrossRef]
- Prokić-Cvetković, R.; Kastelec-Macura, S.; Milosavljević, A.; Popović, O.; Burzić, M. The Effect of Shielding Metall. Sect. B-Metall. 2010, 46, 193–202. [Google Scholar]
- Casalino, G.; Mortello, M.; Leo, P.; Benyounis, K.; Olabi, A.G. Study on arc and laser powers in the hybrid welding of AA5754 Al-alloy. Mater. Des. 2014, 61, 191–198. [Google Scholar] [CrossRef]
- Li, H.; Zou, J.; Yao, J.; Peng, H. The effect of TIG welding techniques on microstructure, properties and porosity of the welded joint of 2219 aluminum alloy. J. Alloy. Compd. 2017, 727, 531–539. [Google Scholar] [CrossRef]
- Moravec, J.; Nováková, I.; Bradáč, J. Effect of Age Hardening Conditions on Mechanical Properties of AW 6082 Alloy Welds. Manuf. Technol. 2016, 16, 192–198. [Google Scholar] [CrossRef]
- Kolařík, L.; Kolaříková, M.; Vondrouš, P. Mechanical Properties of Interface of Heterogeneous Diffusion Welds of Titanium and Austenitic Steel. Key Eng. Mater. 2013, 586, 178–181. [Google Scholar] [CrossRef]
- Xu, J.; Luo, Y.; Zhu, L.; Han, J.; Zhang, C.; Chen, N.; Jie, X.; Luo, Y.; Liang, Z.; Jingtao, H.; et al. Effect of shielding gas on the plasma plume in pulsed laser welding. Measurement 2019, 134, 25–32. [Google Scholar] [CrossRef]
- Ahn, J.; He, E.; Chen, L.; Dear, J.; Davies, C. The effect of Ar and He shielding gas on fibre laser weld shape and microstructure in AA 2024-T3. J. Manuf. Process. 2017, 29, 62–73. [Google Scholar] [CrossRef]
- Reisgen, U.; Schleser, M.; Mokrov, O.; Ahmed, E. Shielding gas influences on laser weldability of tailored blanks of advanced automotive steels. Appl. Surf. Sci. 2010, 257, 1401–1406. [Google Scholar] [CrossRef]
- Sun, J.; Nie, P.; Feng, K.; Li, Z.; Guo, B.; Jiang, E. The elimination of pores in laser welds of AISI 304 plate using different shielding gases. J. Mater. Process. Technol. 2017, 248, 56–63. [Google Scholar] [CrossRef]
- Zhou, L.; Hyer, H.; Park, S.; Pan, H.; Bai, Y.; Rice, K.P.; Sohn, Y. Microstructure and mechanical properties of Zr-modified aluminum alloy 5083 manufactured by laser powder bed fusion. Addit. Manuf. 2019, 28, 485–496. [Google Scholar] [CrossRef]
- Mofid, M.; Loryaei, E. Investigating microstructural evolution at the interface of friction stir weld and diffusion bond of Al and Mg alloys. J. Mater. Res. Technol. 2019, 8, 3872–3877. [Google Scholar] [CrossRef]
- Ding, Y.; Wu, X.; Gao, K.; Huang, C.; Xiong, X.; Huang, H.; Wen, S.; Nie, Z. The influence of stabilization treatment on long-term corrosion resistance and microstructure in Er and Zr containing 5083 aluminum alloy. Mater. Charact. 2020, 161, 110143. [Google Scholar] [CrossRef]
- Choi, D.-H.; Ahn, B.-W.; Quesnel, D.J.; Jung, S.-B. Behavior of β phase (Al3Mg2) in AA 5083 during friction stir welding. Intermetallics 2013, 35, 120–127. [Google Scholar] [CrossRef]
- Panteli, A.; Robson, J.; Brough, I.; Prangnell, P. The effect of high strain rate deformation on intermetallic reaction during ultrasonic welding aluminium to magnesium. Mater. Sci. Eng. A 2012, 556, 31–42. [Google Scholar] [CrossRef]
- Shahid, R.N.; Scudino, S. Microstructure and Mechanical Behavior of Al-Mg Composites Synthesized by Reactive Sintering. Metals 2018, 8, 762. [Google Scholar] [CrossRef]
- Tamasgavabari, R.; Ebrahimi, A.R.; Abbasi, S.M.; Yazdipour, A.R. Effect of harmonic vibration during gas metal arc welding of AA-5083 aluminum alloy on the formation and distribution of intermetallic compounds. J. Manuf. Process. 2020, 49, 413–422. [Google Scholar] [CrossRef]
- Alfieri, F.; Caiazzo, V. Sergi, Autogenous laser welding of AA 2024 aluminum alloy: Process issues and bead features. Procedia CIRP 2015, 33, 406–411. [Google Scholar] [CrossRef]
- Xiao, R.; Zhang, X. Problems and issues in laser beam welding of aluminum–lithium alloys. J. Manuf. Process. 2014, 16, 166–175. [Google Scholar] [CrossRef]
- Toda, H.; Oogo, H.; Horikawa, K.; Uesugi, K.; Takeuchi, A.; Suzuki, Y.; Nakazawa, M.; Aoki, Y.; Kobayashi, M. The True Origin of Ductile Fracture in Aluminum Alloys. Met. Mater. Trans. A 2013, 45, 765–776. [Google Scholar] [CrossRef]
- Kobayashi, T. Strength and fracture of aluminum alloys. Mater. Sci. Eng. A 2000, 286, 8–16. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Rm, MPa | Rp0.2, MPa | A50, % | HB |
|---|---|---|---|
| 265 | 120 | 12 | 72 |
| Mg | Si | Cr | Mn | Ti | Zn | Fe | Cu | Al |
|---|---|---|---|---|---|---|---|---|
| 4.5 | 0.3 | 0.1 | 0.7 | 0.1 | 0.2 | 0.3 | 0.1 | Balance |
| Si | Fe | Mn | Mg | Cr | Zn | Zr | Ti | Al |
|---|---|---|---|---|---|---|---|---|
| 0.2 | 0.35 | 0.8 | 4.8 | 0.15 | 0.2 | 0.15 | 0.1 | Balance |
| No. | Laser Power (kW) | Welding Speed (mm/s) | Wire Feed Rate (m/min) | Type of Shielding Gas | Shielding Gas Flow Rate (L/min) | Focusing (mm) | Heat Input (J/mm) |
|---|---|---|---|---|---|---|---|
| 1 | 1.9 | 20 | 1.1 | Ar + 30% He | 30 | 0 | 95 |
| 2 | 1.9 | 20 | 1.1 | Ar + 30% He | 24 | 0 | 95 |
| 3 | 1.9 | 20 | 1.1 | Ar + 30% He | 18 | 0 | 95 |
| 4 | 1.9 | 20 | 1.1 | Ar + 30% He | 12 | 0 | 95 |
| 5 | 1.9 | 20 | 1.1 | - | - | 0 | 95 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vyskoč, M.; Sahul, M.; Dománková, M.; Jurči, P.; Sahul, M.; Vyskočová, M.; Martinkovič, M. The Effect of Process Parameters on the Microstructure and Mechanical Properties of AW5083 Aluminum Laser Weld Joints. Metals 2020, 10, 1443. https://doi.org/10.3390/met10111443
Vyskoč M, Sahul M, Dománková M, Jurči P, Sahul M, Vyskočová M, Martinkovič M. The Effect of Process Parameters on the Microstructure and Mechanical Properties of AW5083 Aluminum Laser Weld Joints. Metals. 2020; 10(11):1443. https://doi.org/10.3390/met10111443
Chicago/Turabian StyleVyskoč, Maroš, Miroslav Sahul, Mária Dománková, Peter Jurči, Martin Sahul, Monika Vyskočová, and Maroš Martinkovič. 2020. "The Effect of Process Parameters on the Microstructure and Mechanical Properties of AW5083 Aluminum Laser Weld Joints" Metals 10, no. 11: 1443. https://doi.org/10.3390/met10111443
APA StyleVyskoč, M., Sahul, M., Dománková, M., Jurči, P., Sahul, M., Vyskočová, M., & Martinkovič, M. (2020). The Effect of Process Parameters on the Microstructure and Mechanical Properties of AW5083 Aluminum Laser Weld Joints. Metals, 10(11), 1443. https://doi.org/10.3390/met10111443