Optimization of the Resistance Spot Welding Process of 22MnB5-Galvannealed Steel Using Response Surface Methodology and Global Criterion Method Based on Principal Components Analysis




Abstract
1. Introduction
2. Literature Review
2.1. Related Work
2.2. Resistance Spot Welding (RSW)
2.3. 22MnB5-Galvannealed Steel
2.4. Design of Experiments
- Define the problem;
- Select the response (output) variables;
- Choose the factors and define their range;
- Choose the experimental design;
- Perform the experiments;
- Analyze the responses;
- Conclude and make recommendations
- Perform a screening design in order to obtain information about the significant input variables (factors).
- Establish the levels of the factors in study. It is important that these levels include the optimal point; otherwise, some adjustments are needed.
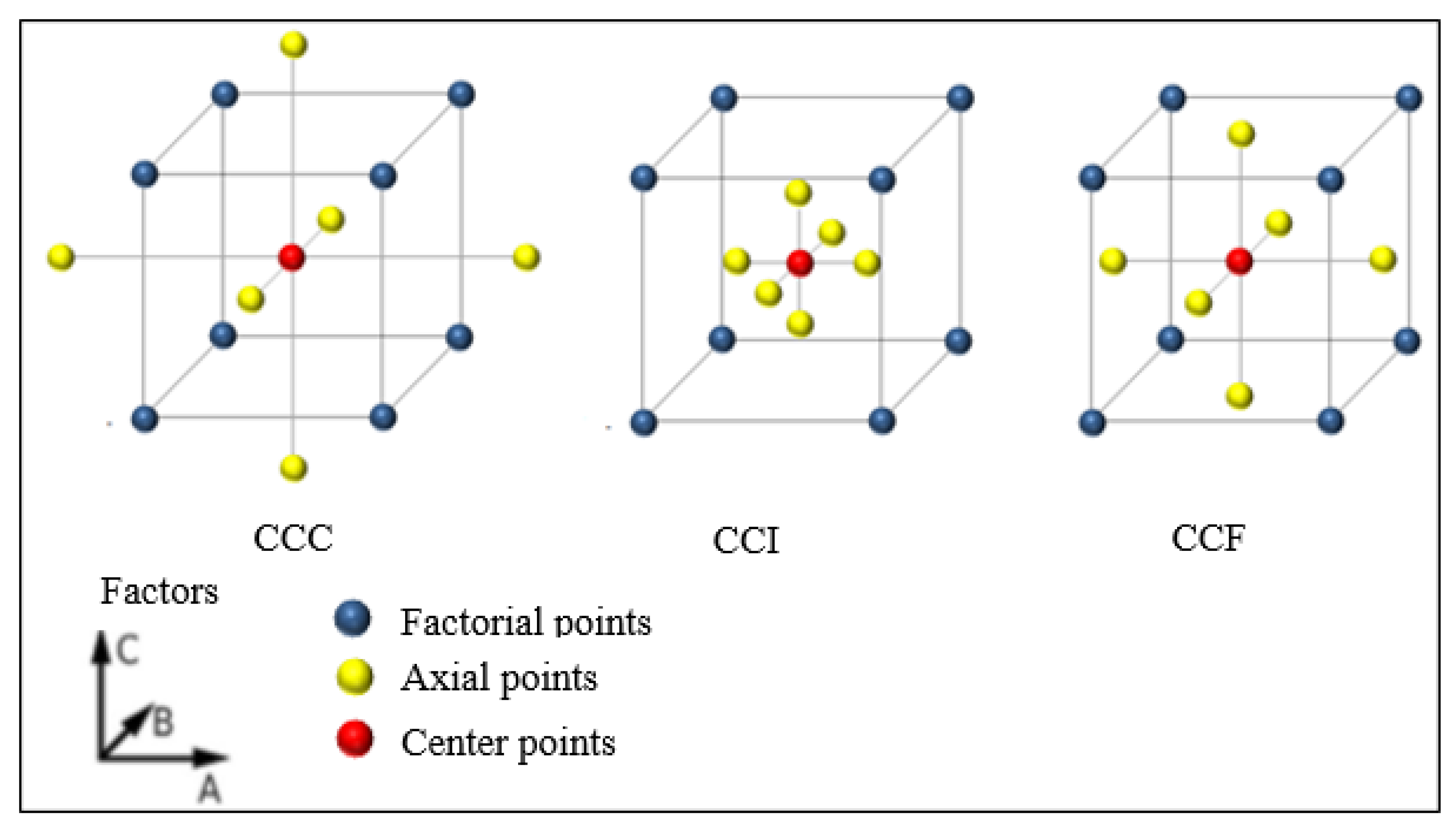
- Apply an experimental design. The most commonly used is the Central Composite Design (CCD), which contains a full factorial () or fractional factorial (), where p is a fraction of the experiment, axial points () and a set of central points (m). CCD may be a central composite circumscribed design (CCC), a central composite inscribed design (CCI) or a central composite face centered design (CCF), as shown in Figure 5.
2.5. Principal Components Analysis
2.6. Global Criterion Method Based on Principal Components Analysis
3. Materials and Methods
4. Results
4.1. First Stage
4.2. Second Stage
5. Conclusions
- The pressure exerted by the electrodes (EP), squeeze time 2 (SQ2), and pre-heating current (Iph) were the significant parameters for the contact area model, which presented Radj2 = 90.80%. Thus, it was possible to optimize the contact area, since this model has a local maximum in the experimental region.
- The contact area increased when the parameters values were EP = 5.7 bar, SQ2 = 58 cycles, and Iph = 5.7 kA. With these parameters, the fitted value for the contact area was 7.83 mm2. Satisfactory validation experiments were obtained (mean error = −1.66%), confirming the reliability of the results and the reliability of the method. Thus, this model can be very useful to control the pre-current method applied to the 22MnB5-GA steel.
- The application of the electrode displacement method was efficient to evaluate the galvannealed coating removal when applying the pre-current method. Thus, it was not necessary to perform destructive tests.
- Regarding the second stage, it was possible to draw the following conclusions:
- Among the parameters that were considered in the second stage, only four had a significant influence: welding time, welding current, upslope time, and quenching time.
- Reliable models were generated for all nine responses, since high values for the R2adj could be observed. Six responses were used to find the principal components (PC) and the remaining responses were used as constraints in the optimization problem. The nugget width was also used as a constraint.
- The global criterion method was applied, since the problem was multivariate. It was effective to optimize all the responses, since the optimized values were close to the target values for the individual responses.
- Higher penetration values can be reached with a value of the welding current around 7.5 kA and an upslope time around 35 cycles, considering the experimental region. The welding time and the quenching time negatively influence the penetration. The greater the welding time, the greater the heat dissipation, thus the ductility of the area between nugget and the electrodes is reduced, increasing the indentation and flattening the nugget. In addition, increasing the quenching time, the heat generated in the weld nugget remains for a longer time, contributing to reduce the penetration.
- Higher values of welding time, welding current, and upslope time generates larger nugget width. Cross sectional area and the nugget width had similar conclusions, since these are correlated responses. As expected, quenching time had no influence on the nugget width, since the nugget is formed before quenching.
- Lower values for the welding time, for the quenching time and for the welding current significantly reduce the indentation, since these parameters are related to the heat generation and heat retention, and the indentation is caused by deformations on the sheets surfaces due to the heat generated during the RSW process.
- When the four considered parameters are near the center points, the heat-affected zone reaches its lower values. Increasing or decreasing these factors would increase the heat affected zone.
- Higher values of welding current, quenching time, and upslope time result in higher values of peak load. The welding time when varied in a small range (four cycles) did not have a significant influence.
- The welding current had a negative influence on the joint efficiency. Increasing the welding current, a larger nugget width is obtained, however, the penetration is directly affected, and therefore, the joint efficiency.
- Higher energy absorption is obtained combining a high value of welding current with a high value of quenching time associated to an upslope time of 37 cycles.
- As previously mentioned, there is a strong correlation between the cross sectional area and the nugget width. A higher width leads to a higher cross sectional area, increasing the shear strength resistance of the welded joint.
- Even though no material expulsion was observed, the penetration decreased inasmuch as the nugget width became larger. More investigation is needed here; however, this may be caused by the large amount of heat generated related to the high resistivity of the 22MnB5-GA steel, contributing to the growth of the nugget and, therefore, reducing the penetration.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Taub, A.I.; Luo, A.A. Advanced lighweight materials and manufacturing processes for automotive applications. Mater. Res. Soc. 2015, 40, 1045–1054. [Google Scholar] [CrossRef]
- Demirkaya, S.; Darendeliler, H.; Gokler, M.I.; Ayhaner, M. Analysis of hot forming of a sheet metal component made of advanced high strength steel. In Proceedings of the International Conference on Numerical Methods in Industrial Forming Processes, Shenyang, China, 6–10 July 2013. [Google Scholar]
- Carvalho, J.L.C. Influência do Tratamento térmico de Austenitização Sobre a Microestrutura do Revestimento e Substrato em Blanks Patchwork de um aço ao boro Laminado a frio com Revestimento Zn-Fe para Conformação a Quente. Master’s Thesis, Federal University of Minas Gerais, Belo Horizonte, Brazil, 2018. [Google Scholar]
- Karbasian, H.; Tekkaya, A.E. A review on hot stamping. J. Mater. Process. Technol. 2010, 210, 2103–2118. [Google Scholar] [CrossRef]
- Guler, H. Investigation of Usibor 1500 Formability in a Hot Forming Operation. Mater. Sci. 2013, 144–146. [Google Scholar] [CrossRef]
- Eller, T.K.; Greve, L.; Andres, M.T.; Medricky, M.; Hatscher, A.; Meinders, V.T.; Van Den Boogaard, A.H. Plasticity and fracture modeling of quench-hardenable boron steel with tailored properties. J. Mater. Process. Technol. 2014, 214, 1211–1227. [Google Scholar] [CrossRef]
- Hwang, B.; Suh, W.D.; Kims, J.S. Austenitizing temperature and hardenability of low-carbon boron steels. Scr. Mater. 2011, 64, 1118–1120. [Google Scholar] [CrossRef]
- Jarvinen, H.; Isakov, M.; Nyysonen, T.; Jarvenpaa, M.; Peura, P. The effect of initial microstructure on the final properties of press hardened 22MnB5 steels. Mater. Sci. Eng. 2016, 676, 109–120. [Google Scholar] [CrossRef]
- Tumuluru, M. An overview of the resistance spot welding of coated high strength dual phase steel. Weld. J. 2006, 85, 31–37. [Google Scholar]
- Hou, J.S. Resistance Spot Welding and In-Process Heat Treatment of Hot Stamped Boron Steel. Master’s Thesis, University of Waterloo, Waterloo, ON, Canada, 2016. [Google Scholar]
- Qiao, Z.; Li, H.; Li, L.; Ran, X.; Feng, L. Microstructure and properties of spot welded joints of hot-stamped ultra-high strength steel used for automotive body structures. Metals 2019, 9, 285. [Google Scholar] [CrossRef]
- Gomes, J.H.F.; Júnior, A.R.S.; Paiva, A.P.; Ferreira, J.R.; Costa, S.C.; Balestrassi, P.P. Global Criterion Method Based on Principal Components to the Optimization of Manufacturing Processes with Multiple Responses. J. Mech. Eng. 2012, 58, 345–353. [Google Scholar] [CrossRef][Green Version]
- Choi, H.S.; Park, G.H.; Lim, W.S.; Kim, B.M. Evaluation of weldability for resistance spot welded single-lap joint between GA780DP and hot-stamped 22MnB5 steel sheets. J. Mech. Sci. Technol. 2011, 25, 1543–1550. [Google Scholar] [CrossRef]
- Jong, Y.S.; Lee, Y.K.; Kim, D.C.; Kang, M.J.; Hwang, I.S.; Lee, W.B. Microstructural Evolution and Mechanical Properties of Resistance Spot Welded Ultra High Strength Steel Containing Boron. Mater. Trans. 2011, 52, 1330–1333. [Google Scholar] [CrossRef]
- Liang, X.; Yuan, X.; Wang, H.; Li, X.; Li, C.; Pan, X. Microstructure, Mechanical Properties and Failure Mechanisms of Resistance Spot Welding Joints between Ultra High Strength Steel 22MnB5 and Galvanized Steel HSLA350. Int. J. Prec. Eng. Manuf. 2016, 17, 1659–1664. [Google Scholar] [CrossRef]
- Kimchi, M.; Phillips, D.H. Resistance Spot Welding Fundamentals and Applications for the Automotive Industry, 1st ed.; Morgan e Claypool Publishers: San Rafael, CA, USA, 2017; p. 115. [Google Scholar] [CrossRef]
- Liu, C.; Zheng, X.; He, H.; Wang, W.; Wei, X. Effect of work hardening on mechanical behavior of resistance spot welding joint during tension shear test. Mater. Des. 2016, 100, 188–197. [Google Scholar] [CrossRef]
- Cheon, J.Y.; Vijayan, V.; Murgun, S.; Park, Y.D.; Kim, J.H.; Yu, J.Y.; Ji, C. Optimization of pulsed current in resistance spot welding of Zn-coated hot-stamped boron steels. J. Mech. Sci. Technol. 2019, 33, 1615–1621. [Google Scholar] [CrossRef]
- Saha, D.C.; Ji, C.W.; Park, Y.D. Coating behaviour and nugget formation during resistance welding of hot forming steels. Sci. Technol. Weld. Join. 2015, 20, 708–720. [Google Scholar] [CrossRef]
- Ighodaro, O.L.; Biro, E.; Zhou, Y.N. Comparative effects of Al-Si and galvannealed coatings on the properties of resistance spot welded hot stamping steel joints. J. Mater. Proc. Technol. 2016, 236, 64–72. [Google Scholar] [CrossRef]
- Ji, C.W.; Jo, I.; Lee, H.; Choi, I.D.; Kim, Y.; Park, Y.D. Effects of surface coating on weld growth of resistance spot-welded hot-stamped boron steels. J. Mech. Sci. Technol. 2014, 28, 4761–4769. [Google Scholar] [CrossRef]
- Nikoosohbat, F.; Kheirandish, S.; Goodarzi, M.; Pouranvari, M. Effect of tempering on the microstructure and mechanical properties of resistance spot welded DP980 dual phase steel. Mater. Technol. 2015, 49, 133–138. [Google Scholar] [CrossRef]
- Zhang, Y.; Shen, J.; Hu, X. Effect of tempering parameters on microstructure and mechanical properties in resistance spot welding of advanced high strength steels. Trans. JWRI 2011, 40, 47–49. [Google Scholar]
- AWS Welding Handbook. Welding Processes, Part 2, 9th ed.; American Welding Society: Miami, FL, USA, 2007; p. 728. [Google Scholar]
- Carvalho, J.L.C.; Faria, A.V.; Pereira, J.F.B.; Barbosa, A.H.A.; Pinheiro, T.S. Aço ao boro laminado a frio com revestimento Zn-Fe para conformação a quente. In Proceedings of the National Conference of the sheet forming, Porto Alegre, Brazil, 1–4 June 2014. [Google Scholar]
- Neto, A.O. Estudo do Efeito da Deformação Plástica Sobre a Cinética de Transformação de fase do aço 22MnB5 Estampado a Quente. Ph.D. Thesis, University of the State of Santa Catarina, Santa Catarina, Brazil, 2015. [Google Scholar]
- Ighodaro, O. Effects of Metallic Coatings on Resistance Spot Weldability of Hot Stamping Steel. Master’s Thesis, University of Waterloo, Waterloo, ON, Canada, 2017. [Google Scholar]
- Merklein, M.; Leichler, J. Investigation of the thermo-mechanical properties of hot stamping steels. J. Mater. Proc. Technol. 2006, 177, 452–455. [Google Scholar] [CrossRef]
- Fan, D.W.; Kim, H.S.; Birosca, S.; Cooman, B.C. Critical Review of Hot Stamping Technology for Automotive Steels. In Proceedings of the Materials Science e Technology Conference, Detroit, MI, USA, 16–20 September 2007. [Google Scholar]
- Alsmann, M.; Siebert, P.; Watermeier, H.J. Influence of Different Heating Technologies on the Coating Properties of Hot-Dip Aluminized 22MnB5. In Proceedings of the 3rd International Conference on Hot Sheet Metal Forming of High-Performance Steel, Kassel, Germany, 13–17 June 2011. [Google Scholar]
- Naganathan, A.; Penter, L. Hot Stamping (Chapter 7). In Sheet Metal Forming—Processes and Applications; Altan, T., Tekkaya, A.E., Eds.; ASM International: Material Park, OH, USA, 2012. [Google Scholar]
- Marder, A.R. The Metallurgy of Zn-coated Steel. Program. Mater. Sci. 2000, 45, 191–271. [Google Scholar] [CrossRef]
- Kondratiuk, J.; Kuhn, P.; Labrenz, E.; Bischoff, C. Zinc Coatings for Hot Sheet Metal Forming: Comparison of Phase Evolution and Microstructure During Heat Treatment. Sur. Coat. Technol. 2011, 205, 4141–4153. [Google Scholar] [CrossRef]
- Barbosa, A.H.A.; Eleutério, H.L.; Perreira, J.F.B.; Carvalho, J.L.C. Desenvolvimento de metodologia para caracterização do aço 22MnB5 galvannealed destinado a conformação a quente. In Proceedings of the Seminário de Laminação—Processos e Produtos Laminados e Revestidos, Rio de Janeiro, Brazil, 27–29 September 2016. [Google Scholar]
- Naganathan, A. Hot Stamping of Manganese Boron Steel. Master’s Thesis, School of the Ohio University, Athens, OH, USA, 2010. [Google Scholar]
- Fan, D.W.; Cooman, B.C. State-of-the-Knowledge on Coating Systems for Hot Stamped Parts. Steel Res. Int. 2012, 83, 412–433. [Google Scholar] [CrossRef]
- Montgomery, D.C. Design and Analysis of Experiments, 8th ed.; Wiley: Hoboken, NJ, USA, 2013; p. 756. [Google Scholar]
- Gomes, J.H.F. Análise e Otimização da Soldagem de Revestimento de Chapas de aço ABNT 1020 com Utilização de Arame Tubular Inoxidável Austenítico. Master’s Thesis, Federal University of Itajubá, Itajubá, Brazil, 2010. [Google Scholar]
- Myers, R.H.; Montgomery, D.C.; Anderson-Cook, C.M. Response Surface Methodology—Process and Product Optimization Using Designed Experiments, 3rd ed.; Wiley: Hoboken, NJ, USA, 2009; p. 1247. [Google Scholar]
- Chiao, C.; Hamada, M. Analyzing Experiments with Correlated Multiple Responses. J. Qual. Technol. 2001, 33, 451–465. [Google Scholar] [CrossRef]
- Johnson, R.A.; Wichern, D.W. Applied Multivariate Statistical Analysis, 6th ed.; Pearson: Upper Saddle River, NJ, USA, 2007; p. 794. [Google Scholar]
- Busacca, G.P.; Marseguerra, M.; Zio, E. Multi-objective optimization by genetic algorithms: Application to safety systems. Reliab. Eng. Syst. Saf. 2001, 72, 59–74. [Google Scholar] [CrossRef]
- Barros, N.F. Otimização dos Parâmetros de Soldagem a Ponto por Resistência Elétrica do aço 22MnB5 para Aplicação no Setor Automotivo. Master’s Thesis, Federal University of Itajubá, Itajubá, Brazail, 2019. [Google Scholar]
- Rao, S.S. Engineering Optimization: Theory and Practice, 4th ed.; John Wiley & Sons: Hoboken, NJ, USA, 2009; p. 840. [Google Scholar]
- Almeida, F.A.; Gomes, G.F.; Gaudêncio, J.H.D.; Gomes, J.H.F.; Paiva, A.P.P. A new multivariate approach based on weighted factor scores and confidence ellipses to precision evaluation of textured fiber bobbins measurement system. Precis. Eng. 2019, 60, 520–534. [Google Scholar] [CrossRef]
- Gomes, G.F.; Almeida, F.A.; Cunha, S.S.; Ancelotti, A.C. An estimate of the location of multiple delaminations on aeronautical CFRP plates using modal data inverse problem. Int. J. Adv. Manuf. Technol. 2018, 99, 1155–1174. [Google Scholar] [CrossRef]
- Almeida, F.A.; Filho, J.M.; Amorim, L.F.; Gomes, J.H.F.; Paiva, A.P. Enhancement of discriminatory power by ellipsoidal functions for substation clustering in voltage sag studies. Electr. Power Syst. Res. 2020, 185, 116368. [Google Scholar] [CrossRef]
- Barbosa, A.H.A. Efeito do Tratamento Térmico na Formação de Revestimentos GA Sobre aços com Características de Bake Hardenability. Ph.D. Thesis, Federal University of Minas Gerais, Belo Horizonte, Brazil, 2010. [Google Scholar]
- BS EN ISO 14273:2001. Specimen Dimensions and Procedure for Shear Testing Resistance Spot Seam and Embossed Projection Welds; IIW: Genoa, Italy, 2001. [Google Scholar]
- AWS D8.9M:2012. Test Methods for Evaluating the Resistance Spot Welding Behavior of Automotive Sheet Steel Materials, 3rd ed.; American Welding Society and American National Standards Institute: Miami, FL, USA, 2012; p. 126. [Google Scholar]
- ASTM E3:2011. Standard Guide for Preparation of Metallographic Specimens; American Society for Testing and Materials: West Conshohocken, PA, USA, 2011. [Google Scholar]
- Marques, P.V.; Modenesi, P.J.; Bracarense, A.Q. Soldagem: Fundamentos e Tecnologia, 3rd ed.; Federal University of Minas Gerais: Belo Horizonte, Brazil, 2011; p. 363. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | Effective Welding Time (Cycles) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | |
| Choi et al. (2011) [13] | - | - | - | - | - | - | - | - | - | - | |
| Jong et al. (2011) [14] | - | - | |||||||||
| Ji et al. (2014) [21] | - | - | - | - | - | - | - | - | - | - | |
| Saha, Ji e Park (2015) [19] | - | - | - | - | -- | - | - | - | - | - | |
| Ighodaro, Biro e Zhou (2016) [20] | - | - | - | - | - | - | - | - | - | - | |
| Liang et al. (2016) [15] | - | - | - | - | - | - | - | - | - | - | |
| Liu et al. (2016) [17] | - | - | - | - | - | - | - | - | - | - | |
| Cheon et al. (2019) [18] | - | - | - | - | - | - | - | - | - | - | |
| Reference | Effective Welding Current (kA) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | |
| Choi et al. (2011) [13] | - | - | - | - | |||||
| Jong et al. (2011) [14] | - | - | - | - | - | ||||
| Ji et al. (2014) [21] | - | - | - | - | - | ||||
| Saha, Ji e Park (2015) [19] | - | - | - | - | |||||
| Ighodaro, Biro e Zhou (2016) [20] | - | - | - | - | |||||
| Liang et al. (2016) [15] | - | - | - | ||||||
| Liu et al. (2016) [17] | - | - | - | - | - | - | - | - | |
| Cheon et al. (2019) [18] | - | - | - | - | - | ||||
| Reference | Quenching Time (Cycles) | ||||
|---|---|---|---|---|---|
| 10 | 20 | 30 | 40 | 50 | |
| Nikoosohbat et al. (2015) [22] | - | - | - | - | |
| Zhang, Shen e Hu (2011) [23] | - | - | |||
| C | Si | Mn | P | S | Al | Cu | Nb | V |
| 0.257 | 0.263 | 1.274 | 0.015 | 0.001 | 0.047 | 0.026 | 0.001 | 0.004 |
| Ti | Cr | Ni | Mo | Sn | N | B | Pb | - |
| 0.035 | 0.160 | 0.019 | 0.005 | 0.001 | N/A | 0.021 | 0.030 | - |
| Testes | Parameters | Observations | ||
|---|---|---|---|---|
| Iph | Tph | Inner Interface | External Interface | |
| (kA) | (Cycles) | |||
| 1 | 2.4 (40%) | 25/15 | No removal | No removal |
| 2 | 3.0 (50%) | 25/15/10 | Melting of the base material | No removal |
| 3 | 3.0 (50%) | 7/5 | No removal | No removal |
| 4 | 3.6 (60%) | 10/5 | Melting of the base material | No removal |
| 5 | 3.6 (60%) | 3 | Melting of the base material | No removal |
| 6 | 3.6 (60%) | 1 | No removal | No removal |
| 7 | 3.9 (65%) | 5/3 | Melting of the base material | No removal |
| 8 | 3.9 (65%) | 2/1 | No removal | No removal |
| 9 | 4.2 (70%) | 3/2 | Melting of the base material | No removal |
| 10 | 4.2 (70%) | 1 | Satisfactory removal | No removal |
| 11 | 4.5 (75%) | 1 | Satisfactory removal | No removal |
| 12 | 4.8 (80%) | 1 | Satisfactory removal | No removal |
| 13 | 5.1 (85%) | 1 | Satisfactory removal | No removal |
| 14 | 5.4 (90%) | 1 | Satisfactory removal | No removal |
| 15 | 5.7 (95%) | 1 | Satisfactory removal | No removal |
| 16 | 5.9 (99%) | 1 | Satisfactory removal | No removal |
| Factor | −2 | −1 | 0 | +1 | +2 |
|---|---|---|---|---|---|
| Pressure electrodes (EP) (bar) | 4.15 | 4.5 | 5 | 5.5 | 5.84 |
| Squeeze time 2 (SQ2) (cycles) | 43.18 | 50 | 60 | 70 | 76.81 |
| Pre-heating current (Iph) (kA) | 4.8 (81.59%) | 5.1 (85%) | 5.4 (90%) | 5.7 (95%) | 5.9 (98.4%) |
| Factors | ||||
|---|---|---|---|---|
| Run | EP | ST2 | Iph | Contact Area (mm2) |
| CCD1 | 4.5 | 50.00 | 85.00% | 4.5950 |
| CCD2 | 5.5 | 50.00 | 85.00% | 6.2500 |
| CCD3 | 4.5 | 50.00 | 85.00% | 6.2350 |
| CCD4 | 5.5 | 70.00 | 85.00% | 6.5850 |
| CCD5 | 4.5 | 50.00 | 95.00% | 6.2700 |
| CCD6 | 5.5 | 50.00 | 95.00% | 7.2900 |
| CCD7 | 4.5 | 50.00 | 95.00% | 6.9850 |
| CCD8 | 5.5 | 70.00 | 95.00% | 7.5800 |
| CCD9 | 4.15 | 60.00 | 90.00% | 5.5975 |
| CCD10 | 5.84 | 60.00 | 90.00% | 7.9200 |
| CCD11 | 5.0 | 43.18 | 90.00% | 6.2125 |
| CCD12 | 5.0 | 76.81 | 90.00% | 7.1550 |
| CCD13 | 5.0 | 60.00 | 81.59% | 5.8875 |
| CCD14 | 5.0 | 60.00 | 98.40% | 7.2375 |
| CCD15 | 5.0 | 60.00 | 90.00% | 6.9400 |
| CCD16 | 5.0 | 60.00 | 90.00% | 6.8550 |
| CCD17 | 5.0 | 60.00 | 90.00% | 6.7750 |
| CCD18 | 5.0 | 60.00 | 90.00% | 6.9100 |
| CCD19 | 5.0 | 60.00 | 90.00% | 6.7200 |
| CCD20 | 5.0 | 60.00 | 90.00% | 6.9000 |
| Validation Experiments | Contact Area A (mm2) | Contact Area B (mm2) | Contact Area (mm2) |
|---|---|---|---|
| VE1 | 8.08 | 8.04 | 8.06 |
| VE2 | 7.76 | 7.85 | 7.81 |
| VE3 | 8.06 | 7.84 | 7.95 |
| VE4 | 7.80 | 7.05 | 7.43 |
| VE5 | 7.38 | 7.18 | 7.28 |
| Mean | 7.82 | 7.59 | 7.70 |
| Predicted value | - | - | 7.83 |
| Error | - | - | −1.66% |
| Factor | Abbreviation | Fixed Level |
|---|---|---|
| Electrodes pressure (bar) | EP | 5.7 |
| Squeeze time 1 (cycles) | SQ1 | 50 |
| Squeeze time 2 (cycles) | SQ2 | 58 |
| Pre-heating time (cycles) | Tph | 1 |
| Pre-heating current (kA) | Iph | 5.7 (95%) |
| Temper current (kA) | TC | 3.0 (50%) |
| Temper time (cycles) | TT | 30 |
| Hold time (cycles) | HT | 50 |
| Impulses | Im | 1 |
| Response | Abbreviation | p-Value | Curvature |
|---|---|---|---|
| Penetration | P | 0.003 | Yes |
| Weld spot width | W | 0.000 | Yes |
| Weld spot area | A | 0.000 | Yes |
| Indentation | In | 0.679 | No |
| Separation | Se | 0.367 | No |
| Heat affected Zone | HAZ | 0.014 | Yes |
| Load | L | 0.001 | Yes |
| Joint efficiency | JE | 0.000 | Yes |
| Energy absorption | EA | 0.042 | Yes |
| Factor | −1 | 0 | +1 |
|---|---|---|---|
| Effective welding time (Tw) (cycles) | 6 | 8 | 10 |
| Effective welding current (I) (kA) | 4.32 (72%) | 4.50 (75%) | 4.68 (78%) |
| Quench time (Tq) (cycles) | 20 | 30 | 40 |
| Upslope time (Tu) (cycles) | 32 | 35 | 38 |
| Run | Factors | Responses | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Tw | I | Tq | Tu | P | W | A | In | Se | HAZ | L | JE | EA | |
| (%) | (mm) | (mm) | (mm2) | (mm) | (mm) | (mm) | (N) | (%) | (J) | ||||
| CCF1 | 6 | 72 | 20 | 32 | 1.02 | 2.73 | 2.27 | 0.07 | 0.09 | 1.01 | 7064 | 76.71 | 2191 |
| CCF2 | 10 | 72 | 20 | 32 | 1.06 | 2.95 | 2.65 | 0.08 | 0.12 | 1.06 | 10,198 | 94.84 | 4110 |
| CCF3 | 6 | 78 | 20 | 32 | 1.12 | 3.63 | 3.66 | 0.10 | 0.10 | 0.86 | 11,075 | 68.02 | 4678 |
| CCF4 | 10 | 78 | 20 | 32 | 0.99 | 4.52 | 4.29 | 0.19 | 0.17 | 0.85 | 9562 | * | 3486 |
| CCF5 | 6 | 72 | 40 | 32 | 0.90 | 2.75 | 2.21 | 0.06 | 0.08 | 0.97 | 8901 | * | 3068 |
| CCF6 | 10 | 72 | 40 | 32 | 1.04 | 3.83 | 3.43 | 0.09 | 0.11 | 0.90 | 10,207 | 56.31 | 4213 |
| CCF7 | 6 | 78 | 40 | 32 | 1.19 | 4.05 | 4.39 | 0.19 | * | 0.77 | 11,012 | 54.33 | 4480 |
| CCF8 | 10 | 78 | 40 | 32 | 1.02 | 4.44 | 4.12 | 0.25 | 0.21 | * | 10,898 | 44.74 | 5123 |
| CCF9 | 6 | 72 | 20 | 38 | 1.02 | 3.54 | 3.25 | 0.05 | 0.09 | 0.91 | 8920 | 57.60 | 3055 |
| CCF10 | 10 | 72 | 20 | 38 | * | 4.06 | 3.64 | 0.11 | 0.13 | 0.94 | 9890 | 48.55 | 3700 |
| CCF11 | 6 | 78 | 20 | 38 | 1.07 | 4.35 | 4.23 | * | 0.15 | 0.84 | 12,785 | 54.68 | 6629 |
| CCF12 | 10 | 78 | 20 | 38 | * | 4.61 | 4.56 | 0.19 | 0.22 | 0.90 | 9989 | 38.04 | 4057 |
| CCF13 | 6 | 72 | 40 | 38 | 0.95 | 3.29 | 2.85 | 0.07 | 0.10 | 0.91 | 9288 | 69.44 | 3249 |
| CCF14 | 10 | 72 | 40 | 38 | 1.03 | 3.98 | 3.76 | 0.13 | 0.10 | 0.92 | 9895 | 50.55 | 3633 |
| CCF15 | 6 | 78 | 40 | 38 | 1.15 | 3.75 | 3.84 | 0.15 | 0.16 | 0.89 | 13,293 | 76.50 | 7341 |
| CCF16 | 10 | 78 | 40 | 38 | 0.94 | 4.68 | 4.40 | 0.24 | 0.18 | 0.87 | 11,499 | 42.49 | 5561 |
| CCF17 | 6 | 75 | 30 | 35 | 1.07 | 3.73 | 3.55 | 0.09 | 0.09 | 1.04 | 9079 | 52.81 | 3300 |
| CCF18 | 10 | 75 | 30 | 35 | 1.11 | 4.19 | 4.16 | 0.15 | 0.10 | 1.01 | * | 52.31 | 3942 |
| CCF19 | 8 | 72 | 30 | 35 | 1.06 | 4.06 | * | 0.14 | 0.15 | * | 9484 | 46.56 | 3320 |
| CCF20 | 8 | 78 | 30 | 35 | 1.10 | 4.31 | 4.23 | * | * | * | * | 40.44 | * |
| CCF21 | 8 | 75 | 20 | 35 | 1.18 | 4.13 | 4.18 | 0.10 | 0.09 | 0.91 | 9069 | 43.03 | 3378 |
| CCF22 | 8 | 75 | 40 | 35 | 1.06 | 3.96 | 3.68 | 0.11 | 0.09 | * | 9329 | 48.14 | 3268 |
| CCF23 | 8 | 75 | 30 | 32 | 1.05 | 3.92 | 3.84 | 0.11 | 0.08 | 0.99 | 9371 | 49.35 | 3065 |
| CCF24 | 8 | 75 | 30 | 38 | 1.07 | 3.92 | 3.65 | 0.15 | 0.10 | 0.88 | 9169 | 48.29 | 3353 |
| CCF25 | 8 | 75 | 30 | 35 | 1.09 | 4.26 | 4.12 | 0.16 | * | 0.87 | 9911 | 44.20 | 4092 |
| CCF26 | 8 | 75 | 30 | 35 | 1.13 | 4.07 | 3.80 | 0.11 | 0.08 | 0.89 | 9712 | 47.45 | 4207 |
| CCF27 | 8 | 75 | 30 | 35 | 1.10 | 4.01 | 4.11 | 0.10 | 0.14 | 0.83 | 9513 | 47.88 | 4297 |
| CCF28 | 8 | 75 | 30 | 35 | 1.06 | 4.15 | 4.01 | 0.16 | 0.15 | 0.83 | 9123 | 42.87 | 3876 |
| CCF29 | 8 | 75 | 30 | 35 | 1.16 | 4.09 | 4.19 | 0.09 | 0.11 | 0.87 | 9324 | 45.11 | 4145 |
| CCF30 | 8 | 75 | 30 | 35 | 1.09 | 4.10 | 4.05 | 0.10 | 0.10 | 0.78 | 9005 | 43.35 | 3698 |
| CCF31 | 8 | 75 | 30 | 35 | 1.12 | 4.04 | 3.97 | 0.17 | 0.15 | 0.87 | 9207 | 45.65 | 3708 |
| Run | Observations | |
|---|---|---|
| Expulsion | Failure Mode | |
| CCF1 | No expulsion | Interfacial |
| CCF2 | No expulsion | Interfacial |
| CCF3 | No expulsion | Pullout, with fracture initialized in the HAZ |
| CCF4 | No expulsion | Pullout, with fracture initialized in the HAZ |
| CCF5 | No expulsion | Interfacial |
| CCF6 | No expulsion | Interfacial |
| CCF7 | No expulsion | Pullout, with separation of the weld point of the two steel sheets, fracture initialized in the HAZ |
| CCF8 | No expulsion | Pullout, with fracture initialized in the HAZ |
| CCF9 | No expulsion | Inter facial |
| CCF10 | No expulsion | Inter facial |
| CCF11 | No expulsion | Pullout, with fracture initialized in the HAZ |
| CCF12 | No expulsion | Pullout, with separation of the weld point of the two steel sheets, fracture initialized in the HAZ. |
| CCF13 | No expulsion | Inter facial |
| CCF14 | No expulsion | Inter facial |
| CCF15 | No expulsion | Pullout, with full pullout on one sheets and partial on the other, fracture initialized in the HAZ |
| CCF16 | No expulsion | Pullout, with fracture initialized in the HAZ |
| CCF17 | No expulsion | Interfacial |
| CCF18 | No expulsion | Pullout, with fracture initialized in the HAZ |
| CCF19 | No expulsion | Interfacial |
| CCF20 | No expulsion | Pullout, with fracture initialized in the HAZ |
| CCF21 | No expulsion | Pullout, with fracture initialized in the HAZ |
| CCF22 | No expulsion | Pullout, with fracture initialized in the HAZ |
| CCF23 | No expulsion | Pullout, with fracture initialized in the HAZ |
| CCF24 | No expulsion | Pullout, with fracture initialized in the HAZ |
| CCF25 | No expulsion | Pullout, with fracture initialized in the HAZ |
| CCF26 | No expulsion | Pullout, with fracture initialized in the HAZ |
| CCF27 | No expulsion | Pullout, with fracture initialized in the HAZ |
| CCF28 | No expulsion | Pullout, with fracture initialized in the HAZ |
| CCF29 | No expulsion | Pullout, with fracture initialized in the HAZ |
| CCF30 | No expulsion | Pullout, with fracture initialized in the HAZ |
| CCF31 | No expulsion | Pullout, with separation of the weld point of the two steel sheets, fracture initialized in the HAZ. |
| Responses | P | W | A | St | JE |
|---|---|---|---|---|---|
| W | 0.286 | - | - | - | - |
| 0.133 | |||||
| A | 0.508 | 0.953 | - | - | - |
| 0.006 | 0.000 | ||||
| St | 0.198 | 0.381 | 0.430 | - | - |
| 0.322 | 0.041 | 0.022 | |||
| JE | −0.121 | −0.848 | −0.770 | 0.135 | - |
| 0.548 | 0.000 | 0.000 | 0.503 | ||
| EA | 0.252 | 0.385 | 0.446 | 0.948 | 0.100 |
| 0.195 | 0.036 | 0.015 | 0.000 | 0.612 |
| Principal Component Analysis | ||||||
|---|---|---|---|---|---|---|
| Eigenvalue | 3.2033 | 1.7582 | 0.9498 | 0.0526 | 0.0256 | 0.0105 |
| Proportion | 0.534 | 0.293 | 0.158 | 0.009 | 0.004 | 0.002 |
| Accumulated | 0.534 | 0.827 | 0.985 | 0.994 | 0.998 | 1.000 |
| Variable | PC1 | PC2 | PC3 | PC4 | PC5 | PC6 |
| P | 0.205 | −0.010 | 0.953 | 0.065 | −0.192 | −0.087 |
| W | 0.519 | 0.221 | −0.215 | −0.001 | −0.169 | −0.779 |
| A | 0.538 | 0.166 | 0.073 | −0.361 | 0.702 | 0.233 |
| St | 0.359 | −0.561 | −0.122 | −0.523 | −0.470 | 0.217 |
| JE | −0.357 | −0.567 | 0.128 | −0.271 | 0.430 | −0.526 |
| EA | 0.378 | −0.536 | −0.091 | 0.720 | 0.189 | 0.083 |
| Responses | P | W | A | In | Se | HAZ | St | JE | EA |
|---|---|---|---|---|---|---|---|---|---|
| Predicted value | 1.03 | 4.00 | 3.97 | 0.11 | 0.12 | 0.34 | 11,979.81 | 51.76 | 6282.64 |
| Target | 1.20 | 4.77 | 4.55 | 0.1 ≤ In ≤ 0.2 | ≤0.12 | ≤0.90 | 13,281.20 | 74.88 | 7225.00 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ribeiro, R.; Romão, E.L.; Luz, E.; Gomes, J.H.; Costa, S. Optimization of the Resistance Spot Welding Process of 22MnB5-Galvannealed Steel Using Response Surface Methodology and Global Criterion Method Based on Principal Components Analysis. Metals 2020, 10, 1338. https://doi.org/10.3390/met10101338
Ribeiro R, Romão EL, Luz E, Gomes JH, Costa S. Optimization of the Resistance Spot Welding Process of 22MnB5-Galvannealed Steel Using Response Surface Methodology and Global Criterion Method Based on Principal Components Analysis. Metals. 2020; 10(10):1338. https://doi.org/10.3390/met10101338
Chicago/Turabian StyleRibeiro, Robson, Estevão Luiz Romão, Eduardo Luz, José Henrique Gomes, and Sebastião Costa. 2020. "Optimization of the Resistance Spot Welding Process of 22MnB5-Galvannealed Steel Using Response Surface Methodology and Global Criterion Method Based on Principal Components Analysis" Metals 10, no. 10: 1338. https://doi.org/10.3390/met10101338
APA StyleRibeiro, R., Romão, E. L., Luz, E., Gomes, J. H., & Costa, S. (2020). Optimization of the Resistance Spot Welding Process of 22MnB5-Galvannealed Steel Using Response Surface Methodology and Global Criterion Method Based on Principal Components Analysis. Metals, 10(10), 1338. https://doi.org/10.3390/met10101338