Fatigue Limit Evaluation of AZ31B Magnesium Alloy Based on Temperature Distribution Analysis


Abstract
:1. Introduction
2. Theoretical Background of Fatigue Self-Heating
2.1. Thermoelasticity
2.2. Intrinsic Dissipation
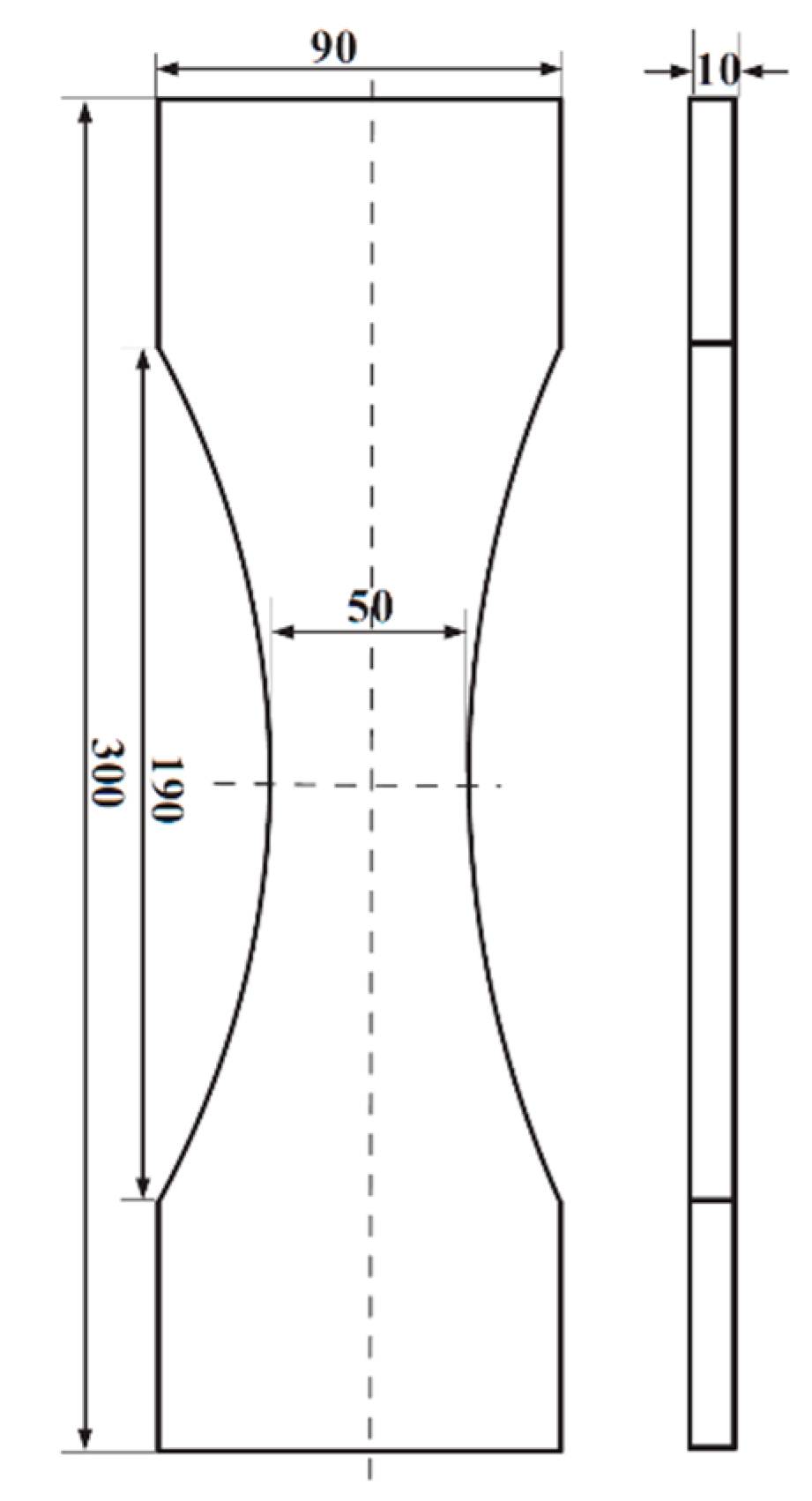
3. Experimental Details
4. A Data-Processing Method for Eliminating External Heating
4.1. One-Dimensional Heat Diffusion Model
4.2. Description of the Data-Processing Method
5. Results and Discussion
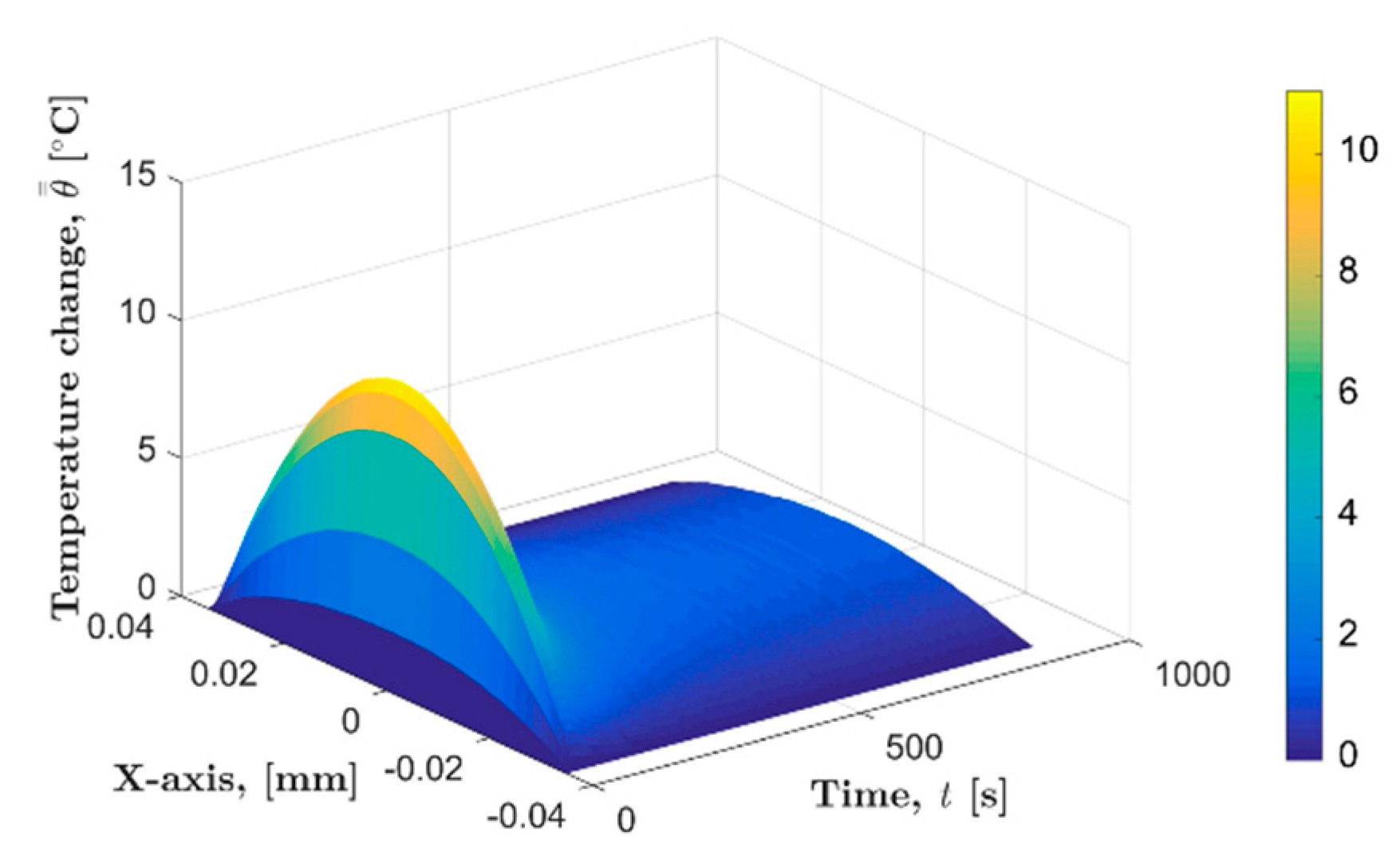
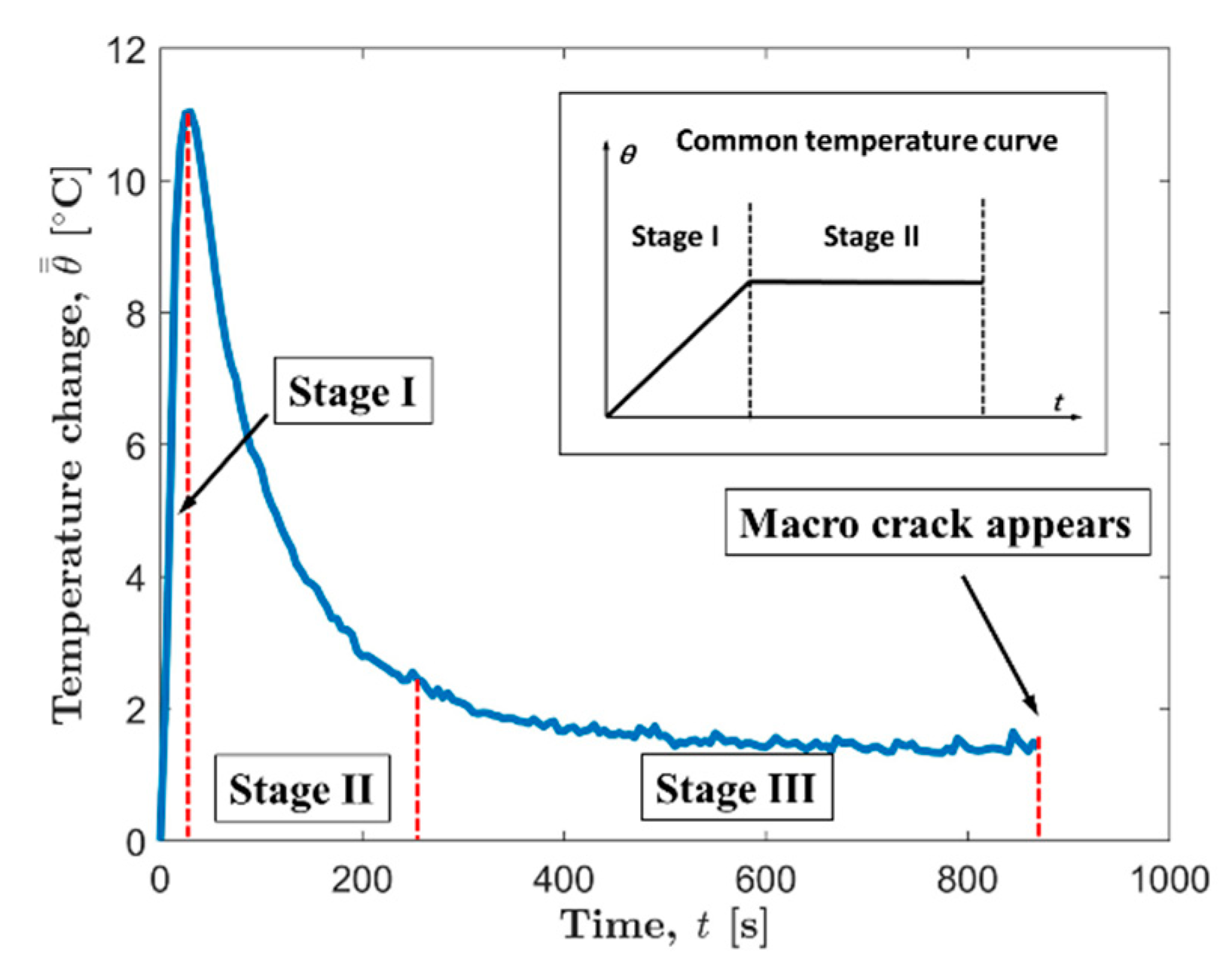
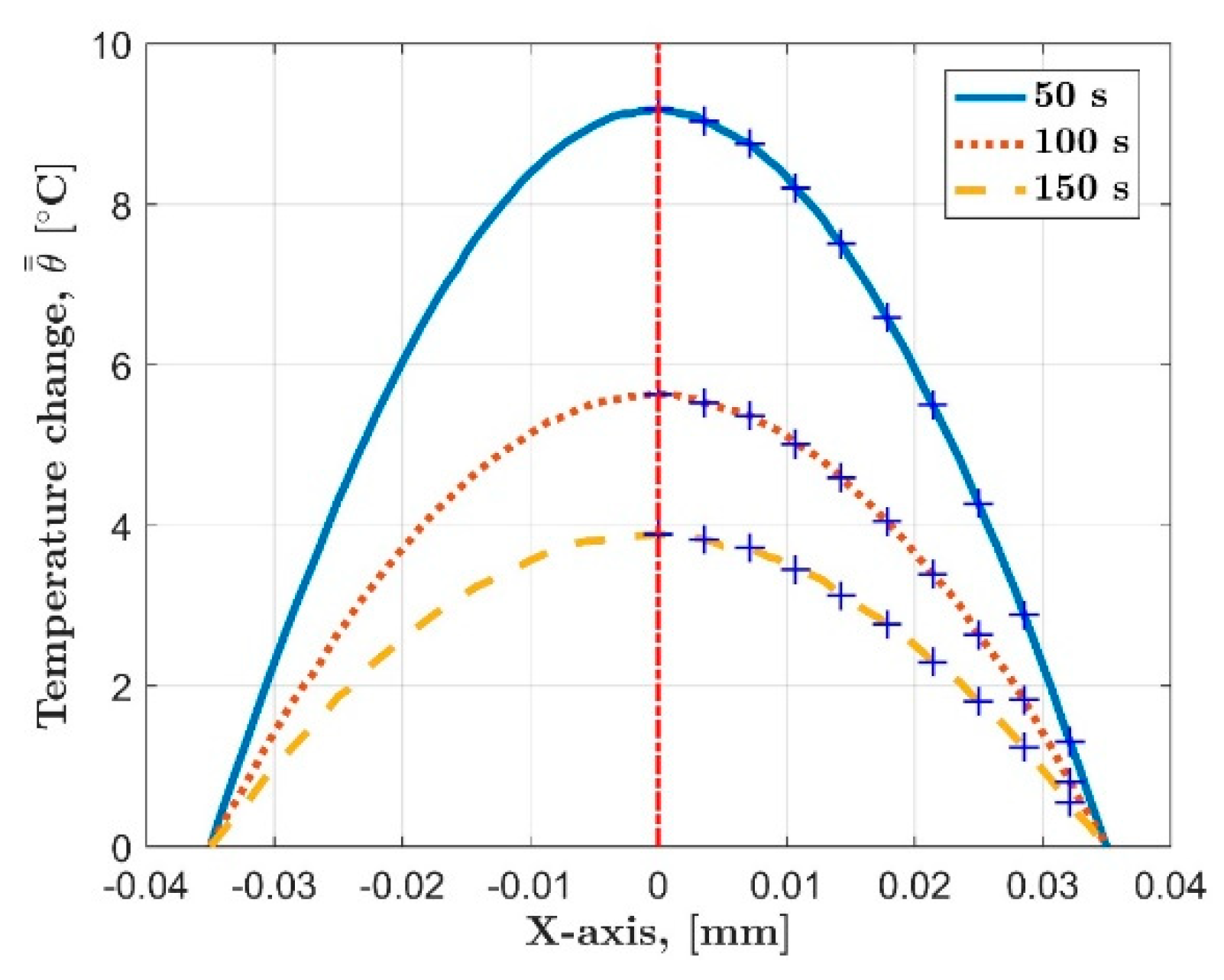
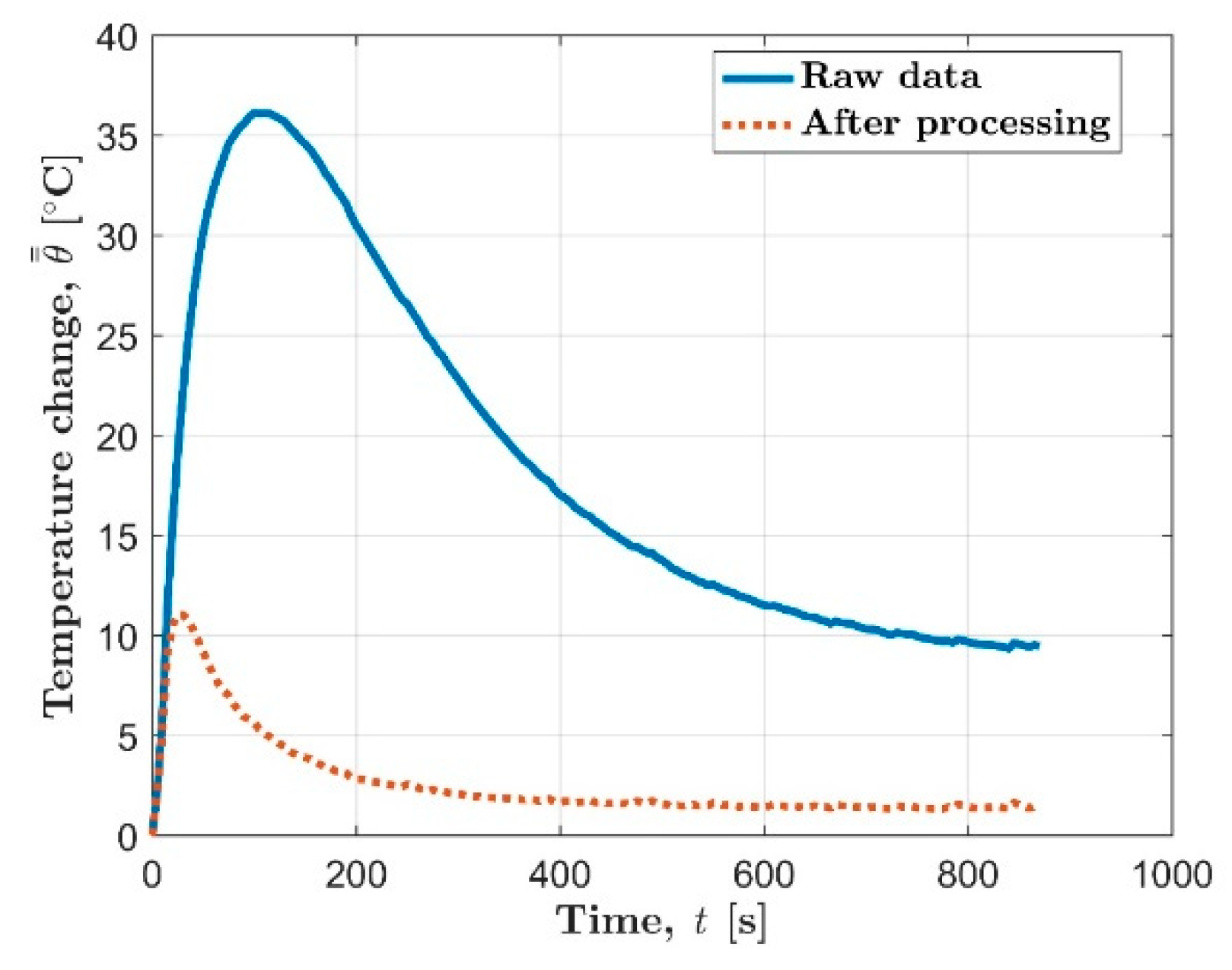
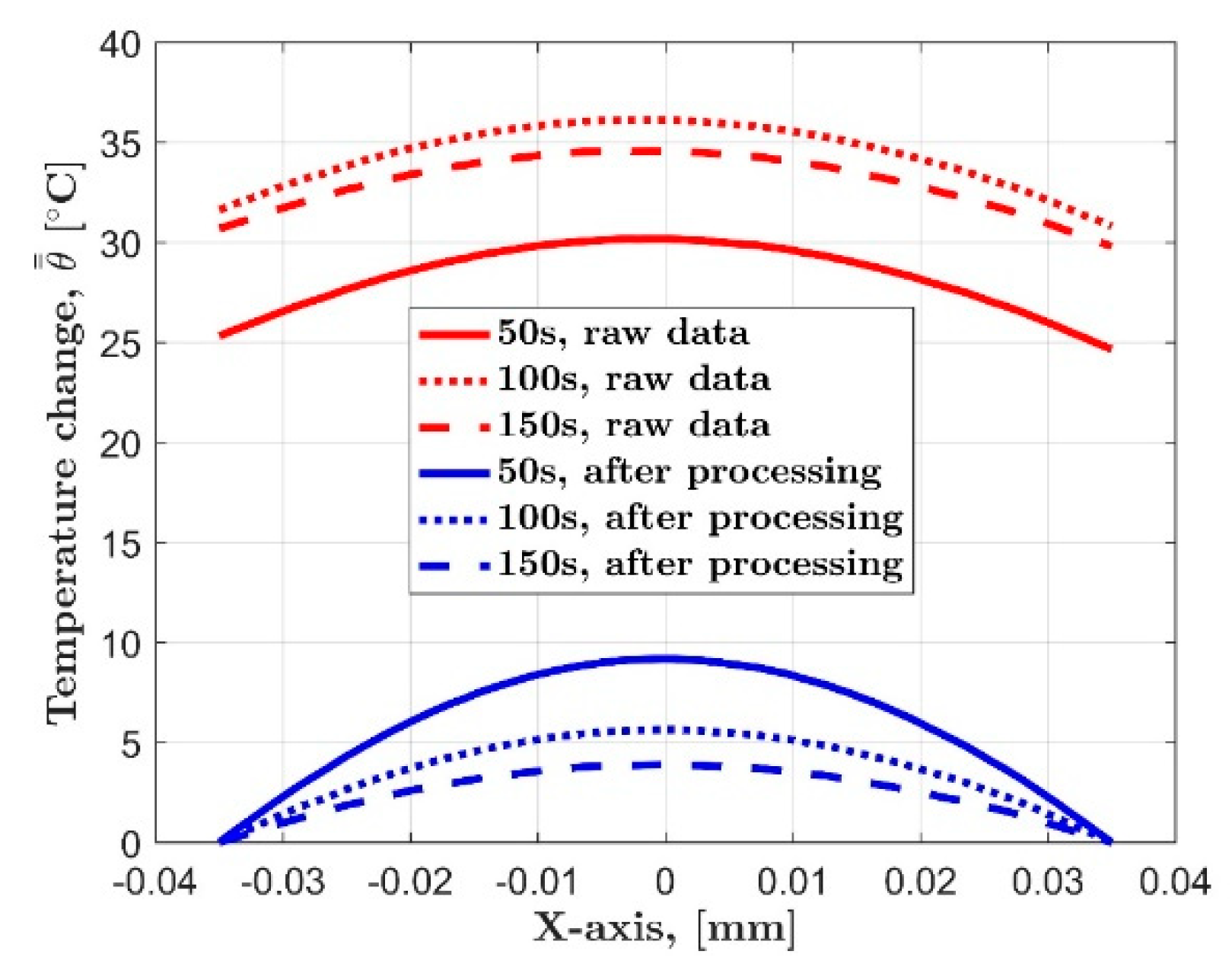
5.1. The Temperature Evolution after Processing
5.2. Significance of the Data Processing
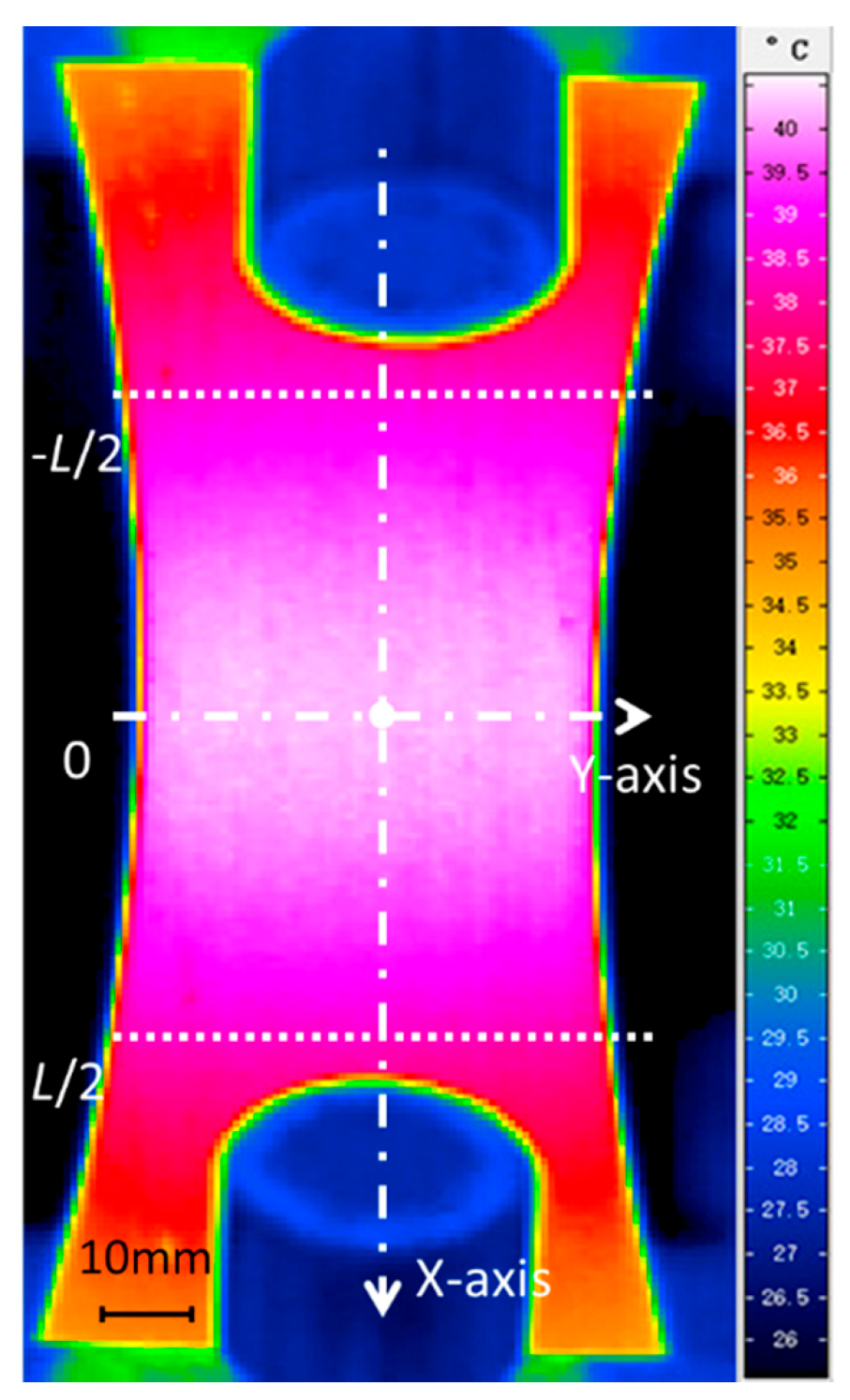
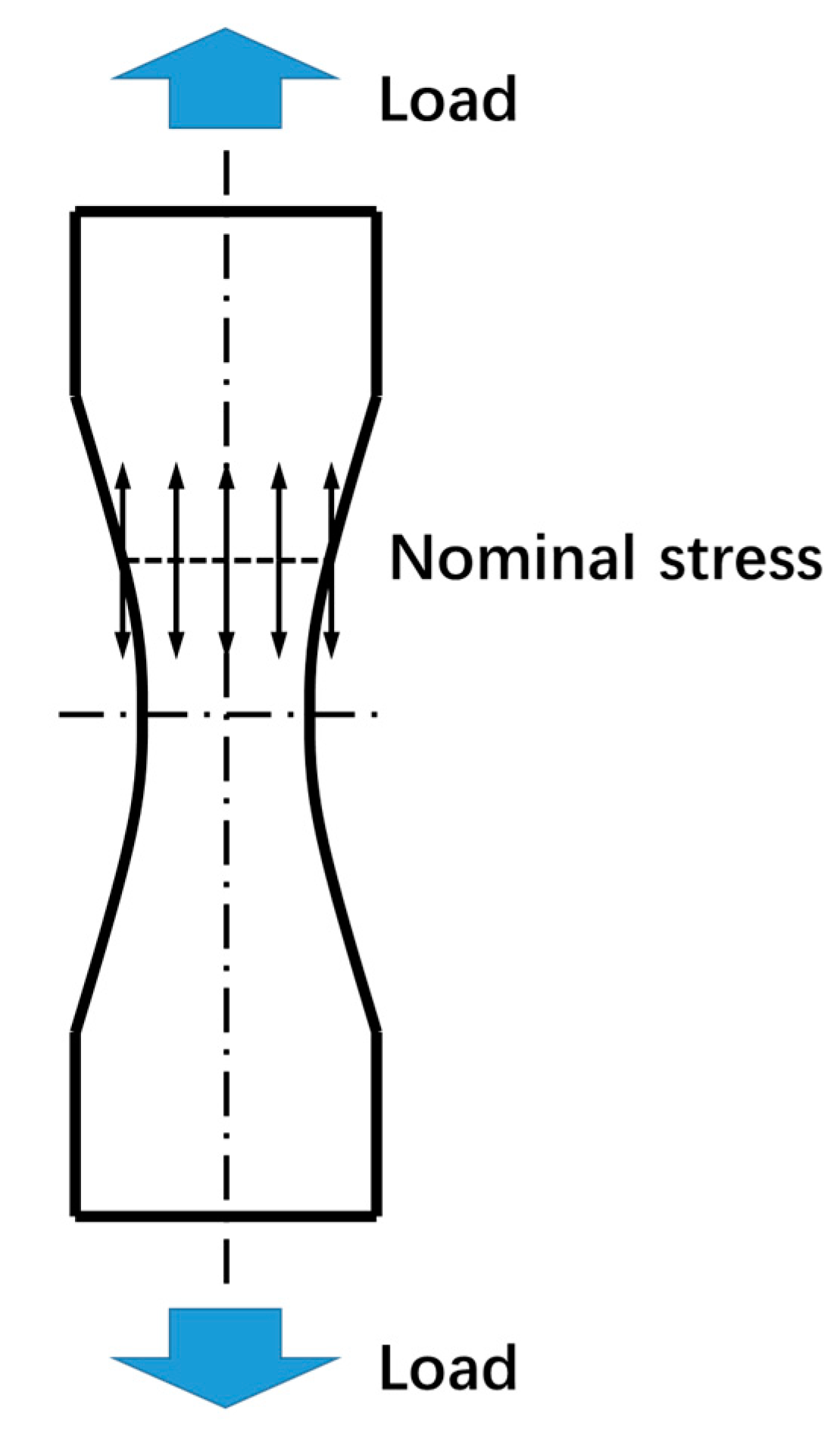
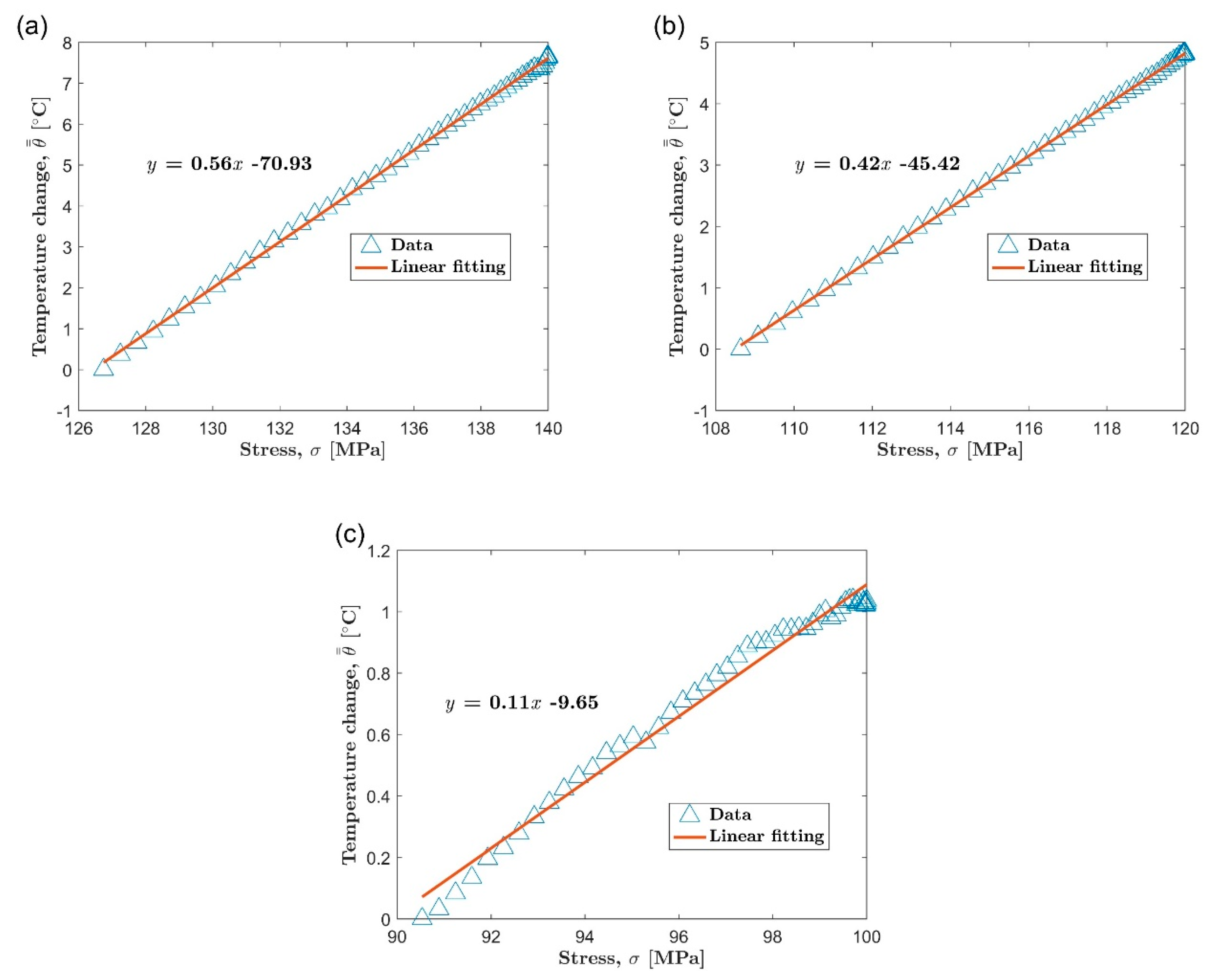
5.3. Relationship between Temperature Distribution and Stress Distribution
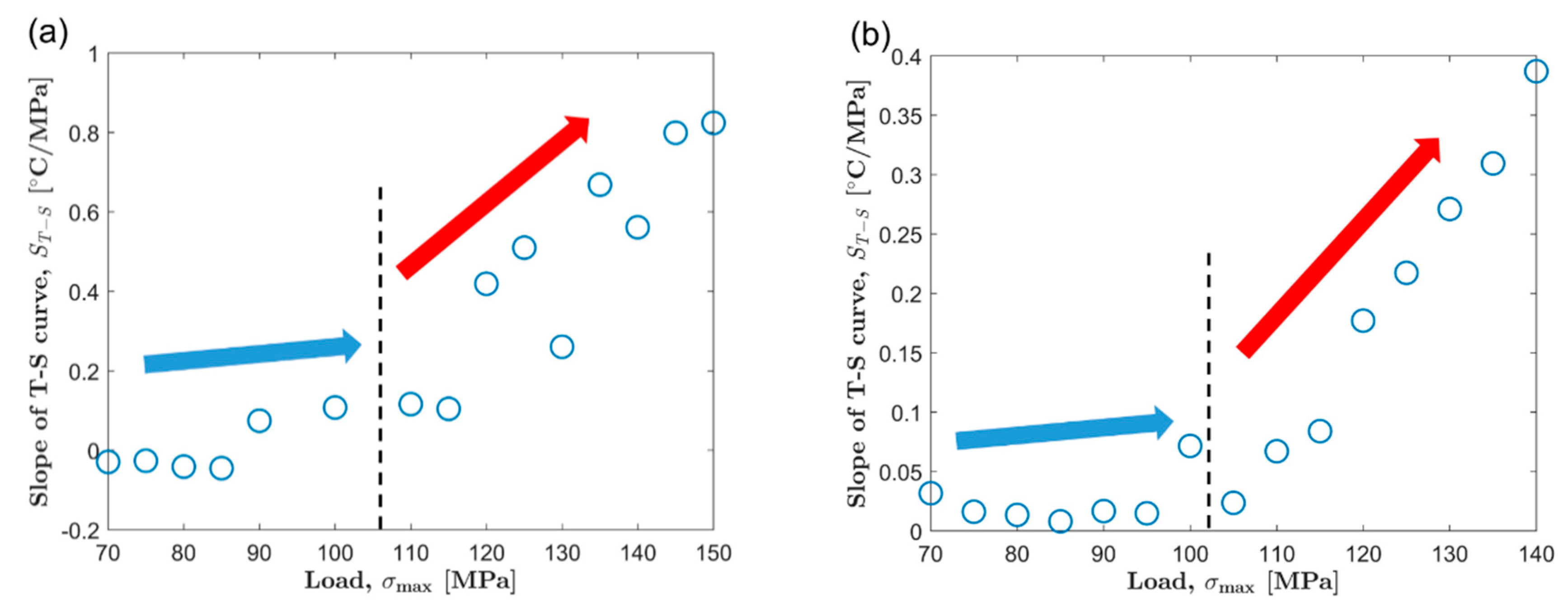
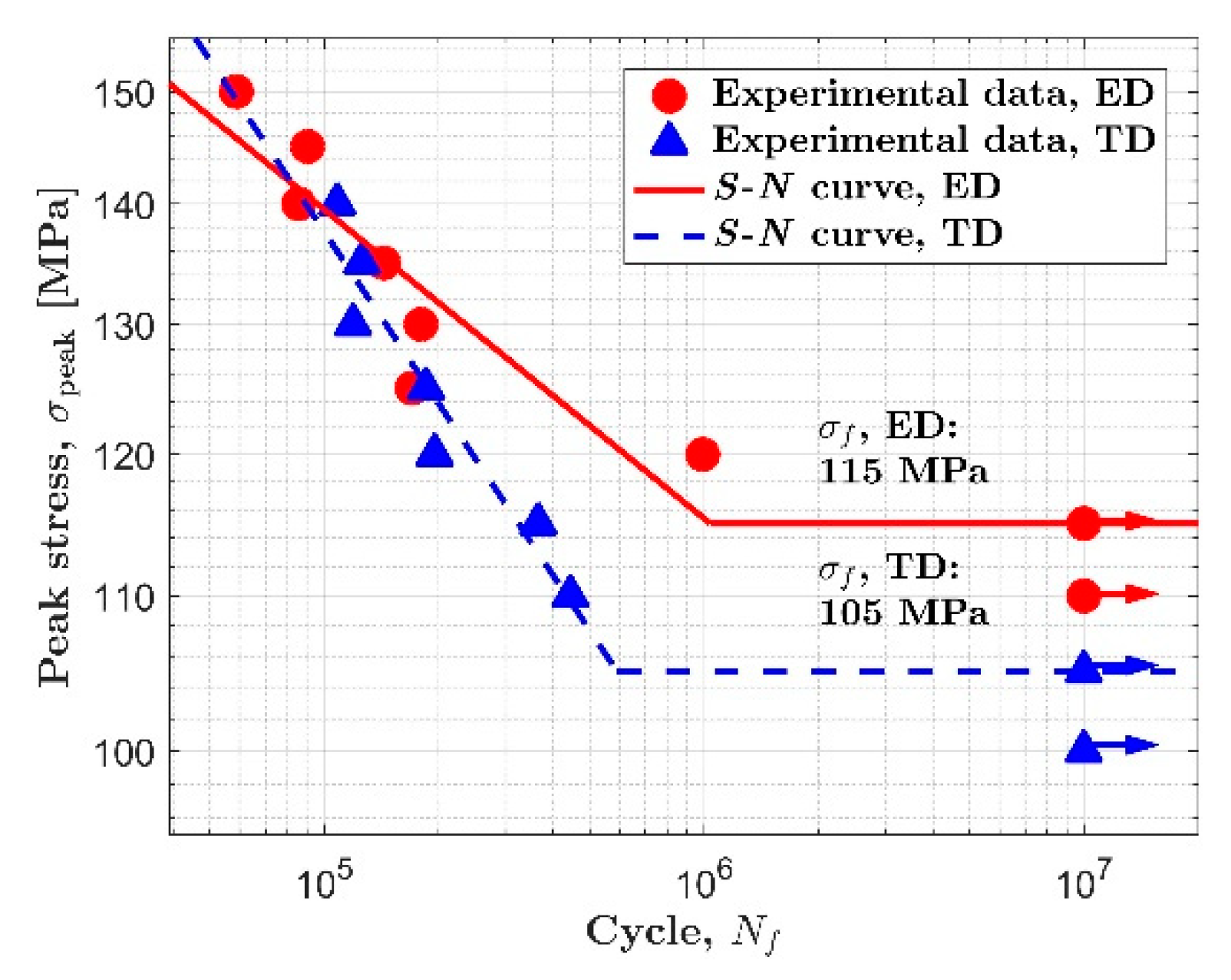
5.4. Fatigue Limit Assessment Based on the New Thermal Indicator
5.4.1. Luong Method
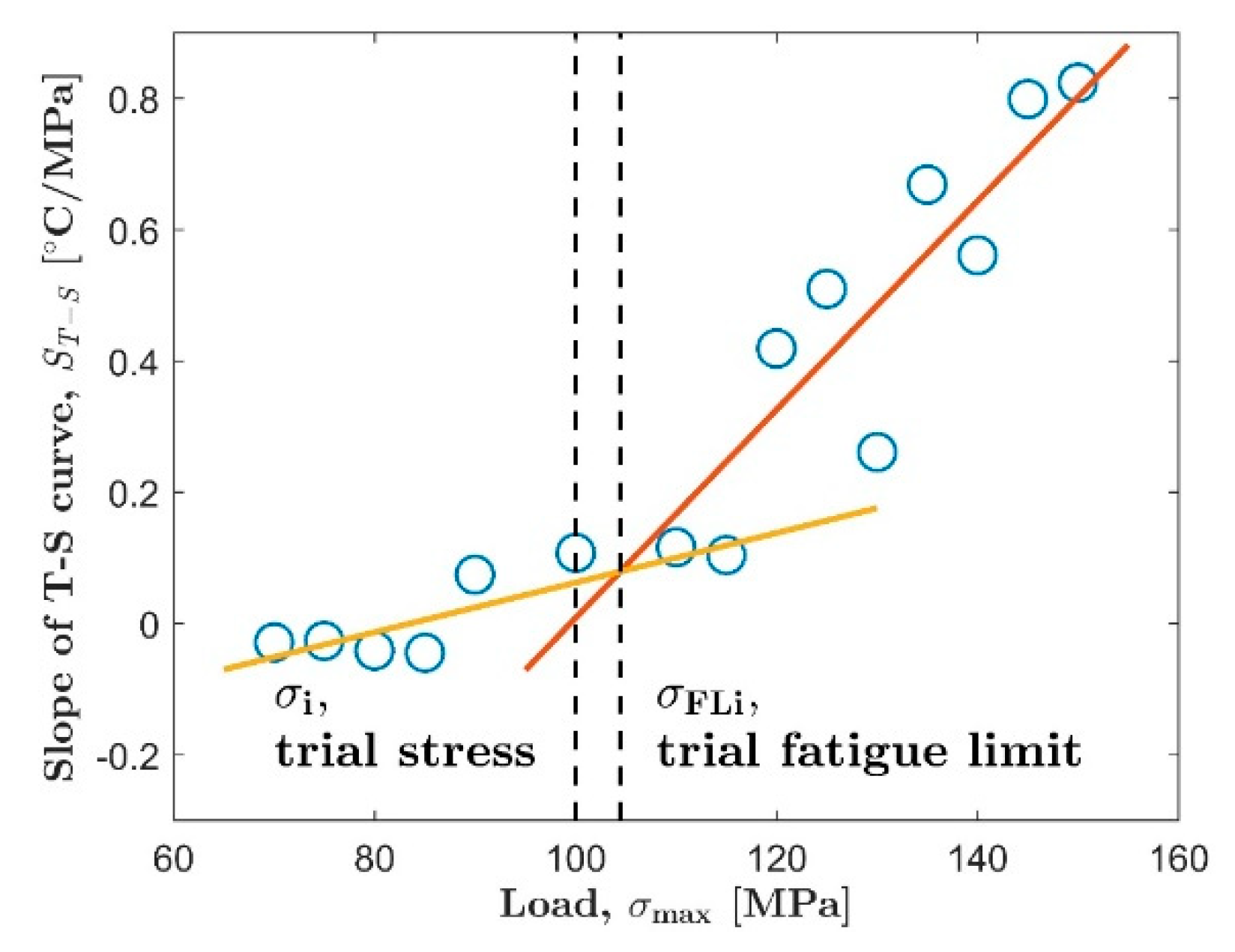
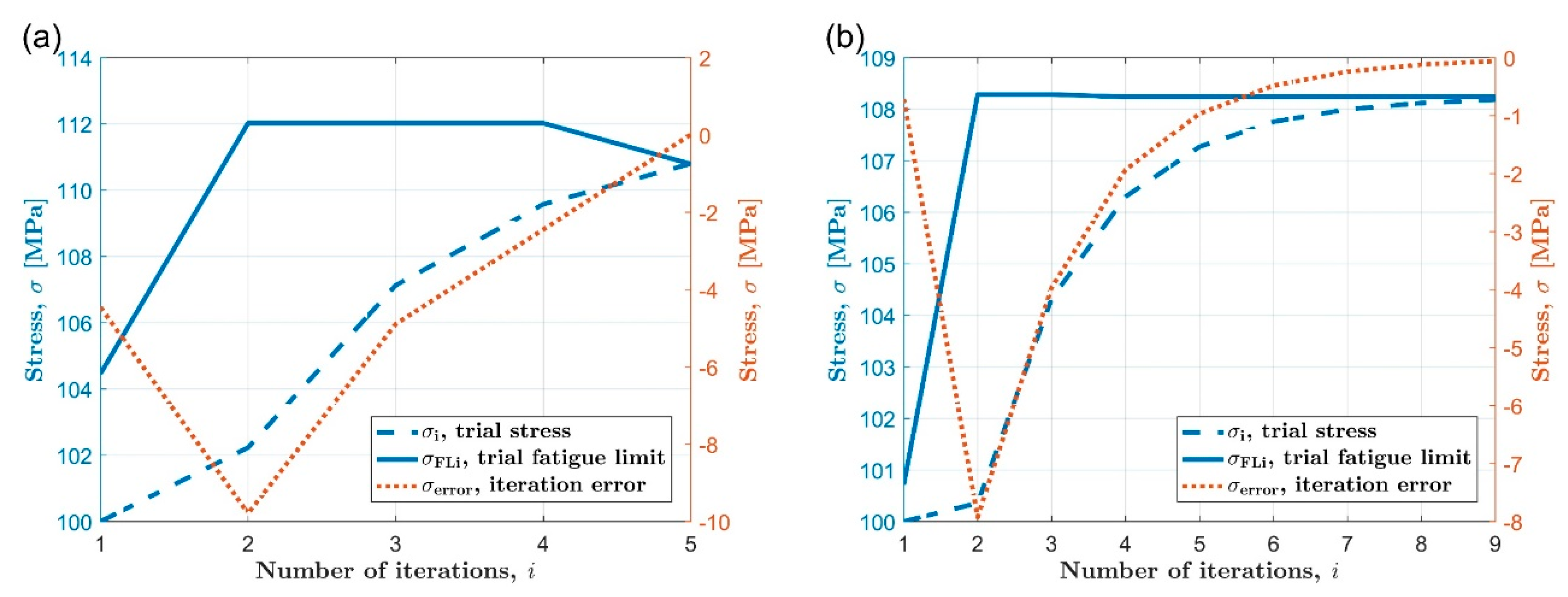
5.4.2. Iterative Method
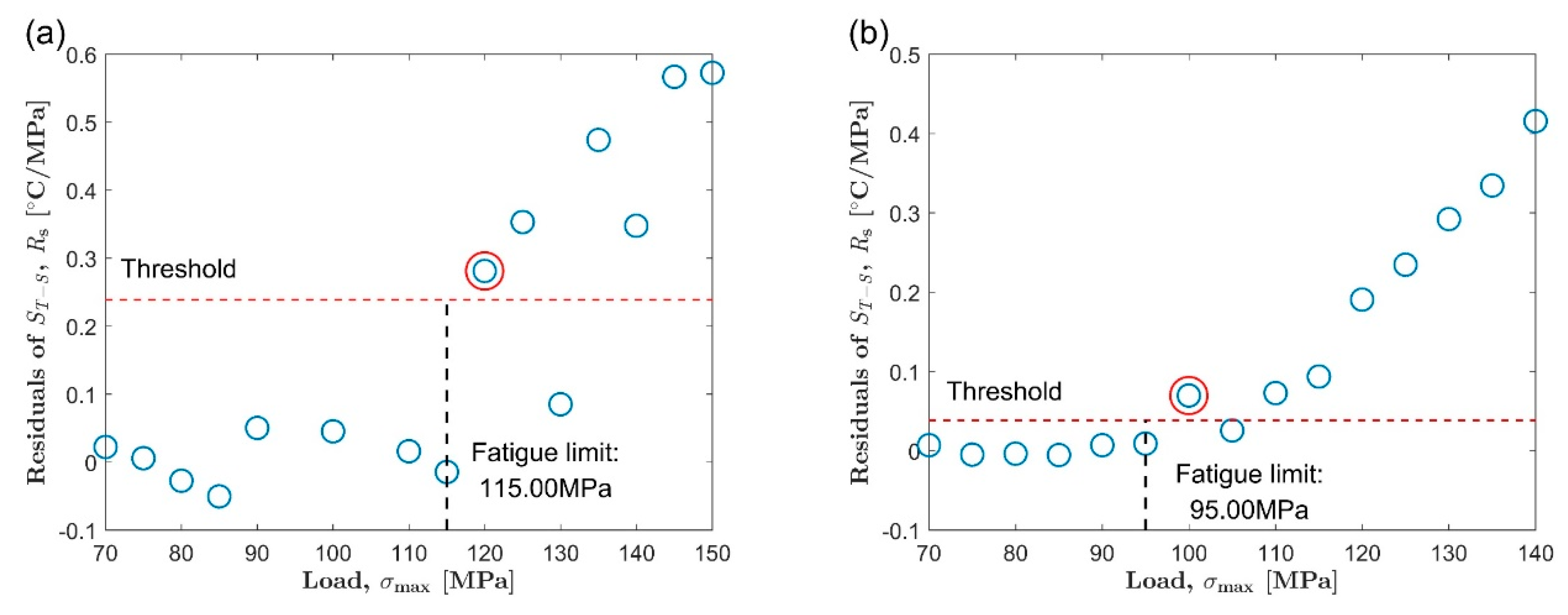
5.4.3. Threshold Method
5.4.4. Discussion of Results
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Fontanari, V.; Benedetti, M. Fatigue Design and Defects in Metals and Alloys. Metals 2020, 10, 865. [Google Scholar] [CrossRef]
- De Finis, R.; Palumbo, D.; Serio, L.; De Filippis, L.; Galietti, U. Correlation between Thermal Behaviour of Aa5754-H111 during Fatigue Loading and Fatigue Strength at Fixed Number of Cycles. Materials 2018, 11, 719. [Google Scholar] [CrossRef] [Green Version]
- Khonsari, M.M.; Amiri, M. Introduction to Thermodynamics of Mechanical Fatigue; CRC Press: New York, NY, USA, 2013. [Google Scholar]
- Zhang, H.X.; Wu, G.H.; Yan, Z.F.; Guo, S.F.; Chen, P.D.; Wang, W.X. An experimental analysis of fatigue behavior of Az31B magnesium alloy welded joint based on infrared thermography. Mater. Des. 2014, 55, 785–791. [Google Scholar] [CrossRef]
- Luong, M.P. Fatigue Limit Evaluation of Metals Using an Infrared Thermographic Technique. Mech. Mater. 1998, 28, 155–163. [Google Scholar] [CrossRef]
- Guo, S.; Zhou, Y.; Zhang, H.; Yan, Z.; Wang, W.; Sun, K.; Li, Y. Thermographic Analysis of the Fatigue Heating Process for Az31B Magnesium Alloy. Mater. Des. (1980–2015) 2015, 65, 1172–1180. [Google Scholar] [CrossRef]
- Connesson, N.; Maquin, F.; Pierron, F. Dissipated Energy Measurements as a Marker of Microstructural Evolution: 316L and Dp600. Acta Mater. 2011, 59, 4100–4115. [Google Scholar] [CrossRef]
- Wang, X.G.; Crupi, V.; Jiang, C.; Guglielmino, E. Quantitative Thermographic Methodology for Fatigue Life Assessment in a Multiscale Energy Dissipation Framework. Int. J. Fatigue 2015, 81, 249–256. [Google Scholar] [CrossRef]
- Wang, X.G.; Crupi, V.; Guo, X.L.; Zhao, Y.G. Quantitative Thermographic Methodology for Fatigue Assessment and Stress Measurement. Int. J. Fatigue 2010, 32, 1970–1976. [Google Scholar] [CrossRef]
- Luong, M.P. Infrared Thermographic Scanning of Fatigue in Metals. Nucl. Eng. Des. 1995, 158, 363–376. [Google Scholar] [CrossRef] [Green Version]
- De Finis, R.; Palumbo, D.; Ancona, F.; Galietti, U. Fatigue Limit Evaluation of Various Martensitic Stainless Steels with New Robust Thermographic Data Analysis. Int. J. Fatigue 2015, 74, 88–96. [Google Scholar] [CrossRef]
- De Finis, R.; Palumbo, D.; Da Silva, M.M.; Galietti, U. Is the Temperature Plateau of a Self-Heating Test a Robust Parameter to Investigate the Fatigue Limit of Steels with Thermography? Fatigue Fract. Eng. Mater. Struct. 2018, 41, 917–934. [Google Scholar] [CrossRef]
- Crupi, V. An Unifying Approach to Assess the Structural Strength. Int. J. Fatigue 2008, 30, 1150–1159. [Google Scholar] [CrossRef]
- Fan, J.; Guo, X.; Wu, C. A New Application of the Infrared Thermography for Fatigue Evaluation and Damage Assessment. Int. J. Fatigue 2012, 44, 1–7. [Google Scholar] [CrossRef]
- La Rosa, G.; Risitano, A. Thermographic Methodology for Rapid Determination of the Fatigue Limit of Materials and Mechanical Components. Int. J. Fatigue 2000, 22, 65–73. [Google Scholar] [CrossRef]
- Cura, F.; Curti, G.; Sesana, R. A New Iteration Method for the Thermographic Determination of Fatigue Limit in Steels. Int. J. Fatigue 2005, 27, 453–459. [Google Scholar] [CrossRef]
- Zhang, L.; Liu, X.S.; Wu, S.H.; Ma, Z.Q.; Fang, H.Y. Rapid Determination of Fatigue Life based on Temperature Evolution. Int. J. Fatigue 2013, 54, 1–6. [Google Scholar] [CrossRef]
- Liakat, M.; Khonsari, M.M. An Experimental Approach to Estimate Damage and Remaining Life of Metals Under Uniaxial Fatigue Loading. Mater. Des. 2014, 57, 289–297. [Google Scholar] [CrossRef]
- Liakat, M.; Khonsari, M.M. Rapid Estimation of Fatigue Entropy and Toughness in Metals. Mater. Des. (1980–2015) 2014, 62, 149–157. [Google Scholar] [CrossRef]
- Yan, Z.F.; Zhang, H.X.; Wang, W.X.; He, X.L.; Liu, X.Q. Temperature Evolution in Magnesium Alloy During Static and Cyclic Loading. Mater. Sci. Tech. Lond. 2014, 30, 1229–1234. [Google Scholar] [CrossRef]
- Curà, F.; Gallinatti, A.E.; Sesana, R. Dissipative Aspects in Thermographic Methods. Fatigue Fract. Eng. Mater. Struct. 2012, 35, 1133–1147. [Google Scholar] [CrossRef]
- Meneghetti, G. Analysis of the Fatigue Strength of a Stainless Steel Based on the Energy Dissipation. Int. J. Fatigue 2007, 29, 81–94. [Google Scholar] [CrossRef]
- Meneghetti, G.; Ricotta, M.; Atzori, B. A Two-Parameter, Heat Energy-Based Approach to Analyse the Mean Stress Influence on Axial Fatigue Behaviour of Plain Steel Specimens. Int. J. Fatigue 2016, 82, 60–70. [Google Scholar] [CrossRef]
- Doudard, C.; Calloch, S.; Hild, F.; Roux, S. Identification of Heat Source Fields From Infrared Thermography: Determination of ‘Self-Heating’ in a Dual-Phase Steel by Using a Dog Bone Sample. Mech. Mater. 2010, 42, 55–62. [Google Scholar] [CrossRef] [Green Version]
- Guo, Q.; Guo, X.; Fan, J.; Syed, R.; Wu, C. An Energy Method for Rapid Evaluation of High-Cycle Fatigue Parameters Based On Intrinsic Dissipation. Int. J. Fatigue 2015, 80, 136–144. [Google Scholar] [CrossRef]
- Guo, Q.; Guo, X. Research on High-Cycle Fatigue Behavior of Fv520B Stainless Steel Based on Intrinsic Dissipation. Mater. Des. 2016, 90, 248–255. [Google Scholar] [CrossRef]
- Facchinetti, M.; Florin, P.; Doudard, C.; Calloch, S. Identification of Self-Heating Phenomena Under Cyclic Loadings Using Full-Field Thermal and Kinematic Measurements: Application to High-Cycle Fatigue of Seam Weld Joints. Exp. Mech. 2015, 55, 681–698. [Google Scholar] [CrossRef]
- Huang, J.; Pastor, M.; Garnier, C.; Gong, X. Rapid Evaluation of Fatigue Limit on Thermographic Data Analysis. Int. J. Fatigue 2017, 104, 293–301. [Google Scholar] [CrossRef] [Green Version]
- Chrysochoos, A.; Louche, H. An Infrared Image Processing to Analyse the Calorific Effects Accompanying Strain Localisation. Int. J. Eng. Sci. 2000, 38, 1759–1788. [Google Scholar] [CrossRef]
- Blanche, A.; Chrysochoos, A.; Ranc, N.; Favier, V. Dissipation Assessments during Dynamic very High Cycle Fatigue Tests. Exp. Mech. 2015, 55, 699–709. [Google Scholar] [CrossRef]
- Boulanger, T.; Chrysochoos, A.; Mabru, C.; Galtier, A. Calorimetric Analysis of Dissipative and Thermoelastic Effects Associated with the Fatigue Behavior of Steels. Int. J. Fatigue 2004, 26, 221–229. [Google Scholar] [CrossRef]
- Wong, A.K.; Jones, R.; Sparrow, J.G. Thermoelastic constant or thermoelastic parameter. J. Phys. Chem. Solids 1987, 48, 749–753. [Google Scholar] [CrossRef]
- Risitano, A.; Risitano, G. Cumulative damage evaluation of steel using infrared thermography. Theor. Appl. Fract. Mec. 2010, 54, 82–90. [Google Scholar] [CrossRef]
- Berthel, B.; Chrysochoos, A.; Wattrisse, B.; Galtier, A. Infrared image processing for the calorimetric analysis of fatigue phenomena. Exp. Mech. 2008, 48, 79–90. [Google Scholar] [CrossRef]
- Yang, W.; Guo, X.; Guo, Q.; Fan, J. Rapid Evaluation for High-Cycle Fatigue Reliability of Metallic Materials through Quantitative Thermography Methodology. Int. J. Fatigue 2019, 124, 461–472. [Google Scholar] [CrossRef]
- Doudard, C.; Calloch, S. Influence of Hardening Type on Self-Heating of Metallic Materials under Cyclic Loadings at Low Amplitude. Eur. J. Mech. A/Solids 2009, 28, 233–240. [Google Scholar] [CrossRef]
- Bouache, T.; Pron, H.; Caron, D. Identification of the Heat Losses at the Jaws of a Tensile Testing Machine. Exp. Mech. 2016, 56, 287–295. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mg | Al | Zn | Mn | Si | Ca | Cu | Fe | Ni |
|---|---|---|---|---|---|---|---|---|
| Bal. | 2.8 | 0.7 | 0.4 | 0.1 | 0.04 | 0.01 | 0.005 | 0.001 |
| Density, ρ (kg/m3) | Heat Capacity, C (J/(kg·K)) | Thermal Conductivity, k (W/(m·K)) |
|---|---|---|
| 1770 | 1000 | 96 |
| Material | Tensile Strength, σm (MPa) | Yield Strength, σ0.2 (MPa) | Elongation at Failure, A (%) |
|---|---|---|---|
| Extrusion direction, ED | 251 | 145 | 12 |
| Transverse direction, TD | 232 | 130 | 9 |
| No. | Thermal Indicator | Material | Method | σtherm (MPa) | Method | σsta (MPa) | Error (%) | Ref. |
|---|---|---|---|---|---|---|---|---|
| 1 | TS * | AZ31B, ED | Luong | 101.46 | S-N | 115 | 11.77 | - |
| 2 | TS | AZ31B, TD | Luong | 108.24 | S-N | 105 | 3.09 | - |
| 3 | TS | AZ31B, ED | Iteration | 110.79 | S-N | 115 | 3.66 | - |
| 4 | TS | AZ31B, TD | Iteration | 108.24 | S-N | 105 | 3.09 | - |
| 5 | TS | AZ31B, ED | Threshold | 115 | S-N | 115 | 0 | - |
| 6 | TS | AZ31B, TD | Threshold | 95 | S-N | 105 | 9.52 | - |
| 7 | PT * | XC55 | Luong | 374 | Staircase | 399 | 6.27 | [5] |
| 8 | PT | ASTM A 182 F6NM | Luong | 138.9 | Staircase | 169.3 | 17.96 | [11] |
| 9 | PT | 17-4 PH | Luong | 205 | Staircase | 212.1 | 3.35 | [11] |
| 10 | PT | Fe 510 | Iteration | 199 | Staircase | 203 | 1.97 | [16] |
| 11 | PT | ASTM A 182 F6NM | Threshold | 140 | Staircase | 169.3 | 17.31 | [11] |
| 12 | PT | 17-4 PH | Threshold | 201.7 | Staircase | 212.1 | 4.90 | [11] |
| 13 | IT * | Fe 510 | Iteration | 210 | Staircase | 203 | 3.45 | [16] |
| 14 | IT | Duplex A890 Grade 4A | Threshold | 128.33 | Goodman modified | 122 | 5.19 | [12] |
| 15 | IT | AISI 316 | Threshold | 66.67 | Dixon | 64.58 | 3.24 | [12] |
| 16 | IT | 17-4 PH | Threshold | 211.67 | Staircase | 212 | 0.16 | [12] |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, S.; Liu, X.; Zhang, H.; Yan, Z.; Fang, H. Fatigue Limit Evaluation of AZ31B Magnesium Alloy Based on Temperature Distribution Analysis. Metals 2020, 10, 1331. https://doi.org/10.3390/met10101331
Guo S, Liu X, Zhang H, Yan Z, Fang H. Fatigue Limit Evaluation of AZ31B Magnesium Alloy Based on Temperature Distribution Analysis. Metals. 2020; 10(10):1331. https://doi.org/10.3390/met10101331
Chicago/Turabian StyleGuo, Shaofei, Xuesong Liu, Hongxia Zhang, Zhifeng Yan, and Hongyuan Fang. 2020. "Fatigue Limit Evaluation of AZ31B Magnesium Alloy Based on Temperature Distribution Analysis" Metals 10, no. 10: 1331. https://doi.org/10.3390/met10101331
APA StyleGuo, S., Liu, X., Zhang, H., Yan, Z., & Fang, H. (2020). Fatigue Limit Evaluation of AZ31B Magnesium Alloy Based on Temperature Distribution Analysis. Metals, 10(10), 1331. https://doi.org/10.3390/met10101331