1. Introduction
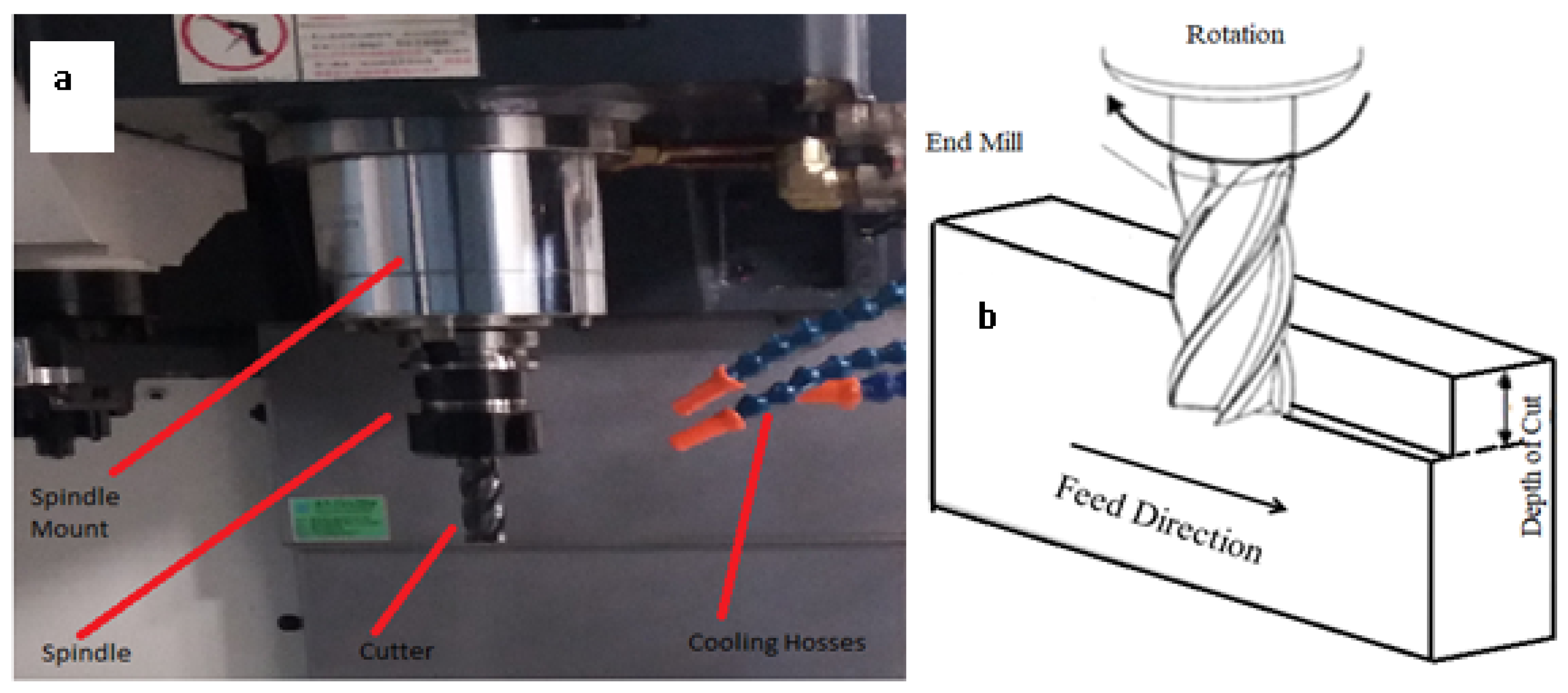
CNC milling is a non-traditional machining process that makes use of multi-point rotating cutting tools and computerized controls to take away material from the work-part to produce a desired part or product. Explicitly, milling is the process of removing bits and pieces from a workpiece with the help of rotary cutting tools. The specialized cutter often has many cutting points, which usually move upright on the given axis, with the circumference of the tool into the work part. During the machining operation, the edges of the tool engrave minute cuts in the piece to shape its surface. As the machining continues, the chips are produced continuously, which are chipped off the surface as a resut of cutting. This type of machining is efficient for a wide range of materials such as wood, metal, glass, and plastic. A wide variety of shapes can be produced through this process, i.e., holes, slots, notches, pockets, and grooves.
Sustainable production has always been the main factor for economic growth because of its large technological opportunities and status as an economic multiplier. However, manufacturing industries mostly have carbon footprints that raises concerns regarding the sustainability of product development [
1,
2,
3,
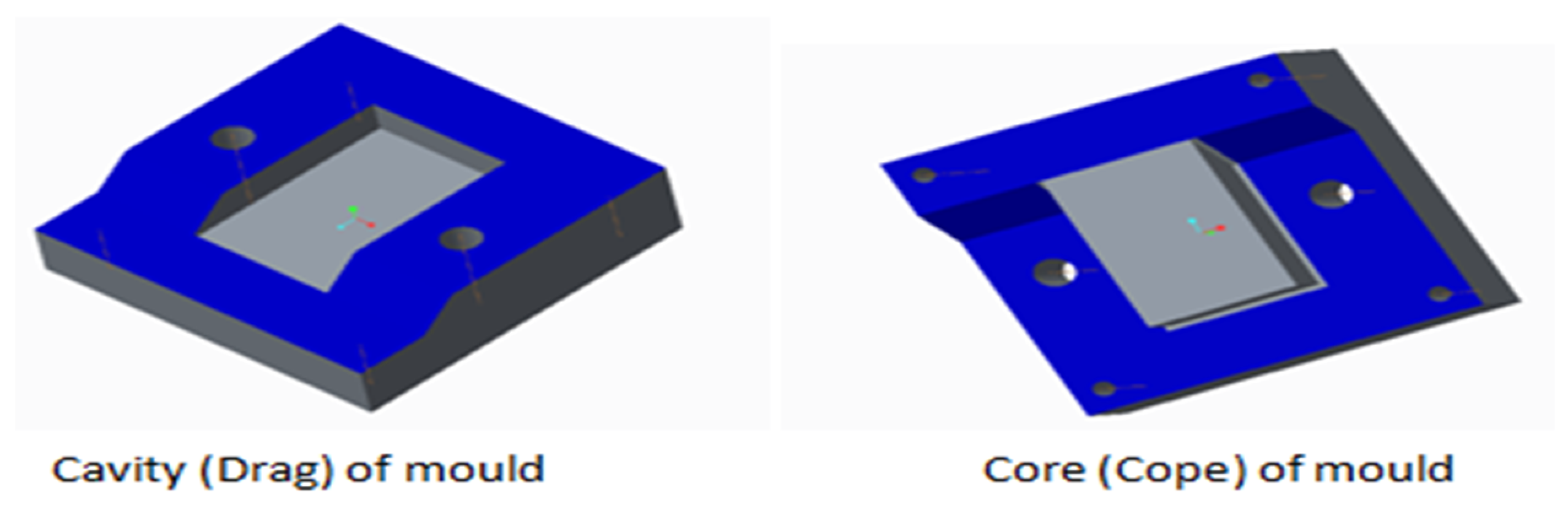
4]. In molding, mould is a term that is used commonly, and it is used to elaborate the process used to make plastic goods. The moulds are essential to produce when production is required at a large scale. Moulds are used to produce products from simple paper clips to complex shapes that are used in complex technologies. Moulds are mostly made from mild steel, aluminum, and beryllium–copper alloys [
5]. While manufacturing different moulds, important properies to be taken under consideration in manufacturing and application are good polishing capability, good machining properties, excellent spark erosion properties, easy heat treatment, safe, and good surface finish. Crucial characteristics of injection moulds are uniform composition and liberty from internal damages, toughness, weldability, polishability, and wear resistance.
The design and the production of moulds have a substantial effect on the final product’s cost and quality [
6]. With the repeated changes in mould design and increasing competitiveness, it is very helpful to estimate the exact production expenses to optimize the manufacturing process [
7]. For achieving a good quality product after manufacturing, it is important to design, analyze, and fabricate moulds in the best possible way. If mistakes/errors occur during designing, analysis, and manufacturing, it will lead to quality problems in the final products.
Several researchers carried out research on different materials using the CNC milling process and deployed different optimization methods to reduce quality issues and sustain and improve the final outcome. Thus far, a number of researchers designed and fabricated injection/insertion moulds for diverse products and processes. Jamshed et al. conducted research on the design of an injection mould for making cam bush containing a submarine gate and for analysis of the mold flow, location of the submarine gate, and the filling rate, having auto desk plastic insight was used [
8]. Likewise, Alaneme et al. researched on the mould and dies of a punching machine utilized for the making of cable trays, and the failure analysis was done through microstructural examination, visual examination, hardness testing, and chemical reaction determination [
9]. The damages and breakdowns were investigated on a copper mold with chromium layered sides where in analysis, it was pointed out that working conditions cause failure origin and a high content of zinc causes the liquid steel copper wear [
10].
Xi-Ping and co-researchers published their research on the stress and thermal study of electric heating rotation of a plastic insertion mould for TV panels and buckling of the mould structure, and the source that causes huge thermal stress was investigated by finite element simulation [
11]. Research work was done in which the designing of an insertion mould was highlighted for warpage testing sample and to carry out thermal analysis of the mould. In the same way, a mould was designed by using Unigraphics (Software Version 13.0, Siemens NX). Residual stress analysis (thermal) was also performed by means of LUSAS Analyst (Version 13.5) [
12,
13,
14,
15]. The Taguchi method was deployed for diminishing warpage in the modeling of the injection mould, and it was concluded from the results that the melting temperature is a decisive factor on the phenomena of warpage, while the filling time of a mould affected warpage to some extent [
16]. Moulds failures were also analyzed under pressure, and the main reasons of failure of the moulds were found to be the nature of the substance used, cyclical temperature to power intensity, as well as the physical and chemical reaction of the casting alloy. The maximum intensity of stress took place at the joining surfaces for the period of filling and short contact of melt in the mould [
17,
18,
19,
20,
21].
Multi-response optimization was also addressed all together to reduce the ten-spot roughness (
Rz), arithmetical roughness (
Ra), and machining power consumed (
Pm). The influence of depth of cut (
ap), spindle speed (
S), tip radius (
r), and the feed rate (
fz) were explored though the grey relational analysis (GRA) technique. It was deduced from the results, that processing factors greatly affected the machining power and the radius had a considerable effect on the roughness criteria [
22,
23,
24]. P20 steel was machined in a CNC milling machine, during which the process parameters that had an impact on the power consumption were investigated. Response surface methodology was deployed, and the cutting speed, the depth of cut, and the feed rate were taken for optimization. ANOVA was applied to find the most influencing factors on power consumption, and it was revealed that the cutting depth/depth of cut slightly influenced the power consumption, while the feed rate and speed of cutting are the considerable parameters in upsetting the power consumption [
25].
A method was proposed to perk up the entire cycle of milling and polishing in view of limitations from the machine tool and polishing process. Hence, the complete process is analyzed for balancing the milling as well as polishing times to lessen the total production time. The designed experiments were conducted on an aluminum mould for plastic bottles [
26]. Mehdi Moayyedian et al. made the new shape of the entire runner system in the plastic injection molding, and the aim of this geometry was to decrease the cycle time and scrap and also to eject the runner system from the moulds easily. As the contact face of the runner system is reduced with the mould walls, this improved the opening of the runner system from the cavity/drag as well [
27]. The designing of a mould in injection molding is a key task with considerable implications to yield productivity and quality. Bush conduit spreading extensively influences injection molding, and it was revealed that the injectant’s polymeric property offers a substantial advantage in the designing of sprue bush [
28]. Likewise, Failure Mode and Effect Analysis were used in order to make out the conditions in which a mould for plastic injection can make scrap parts [
29]. Similarly, many other researchers conducted research on different materials while machining on CNC milling and were able to reduce quality problems and make the desired outcome sustainable [
30,
31,
32,
33].
So far, significant research studies have been executed on CNC milling. However, research studies on specific grades of steel are still not enough. Adel Taha et al. found optimized cutting conditions for face-milling on grade-H steel using the Edgeworth–Pareto method and artificial neural networks. The combination of parameters was adjusted to minimize the surface roughness, improving the accuracy and lessening production costs [
34]. Energy consumption and surface quality associated with the material removal rate and costs were investigated for AISI 1045 steel during face milling. It was revealed that the optimized milling performance for fast manufacturing is possible through gray relational analysis [
35]. Experimental research was performed to flatten the material using the face mill wear effect by various cutting conditions of steel 45 [
36].
Manufacturing sectors are striving hard to achieve sustainability by making changes in systems, products, and processes. Likewise, local manufacturers and industrialists in Peshawar (Pakistan) were coming across an issue of surface unevenness in the moulds of mild steel grade 60 due to the limitations of applications of scientific optimization techniques on particular issues, and there was no consideration of applying optimized parameters in the local market [
37,
38,
39,
40]. In this research, the issue of surface roughness has been tackled and optimized with selected process parameters, while optimization of the selected material is carried out using a CNC milling machine. The results suggested that the optimized process parameters of the milling machine optimized the surface roughness in the final outcome, and the desired products with superior quality have been achieved. Ultimately, sustainability in the form of less surface roughness has been achieved. This would lead to less waste material and increased productivity.
3. Results and Discussion
The Taguchi optimization technique from the design of experiments was deployed to find the optimum number of experiments between the input parameters (depth of cut, speed of spindle and feed rate) and an output parameter (surface roughness). The topography and surface roughness have also been measured through an electron microscope and profilometer. The Taguchi method recognizes proper control factors for the optimum findings of the process. Analysis of variance is also used to find the significant factors from the preferred parameters that affect the surface roughness the most. Normality test is deployed to find the normal distribution.
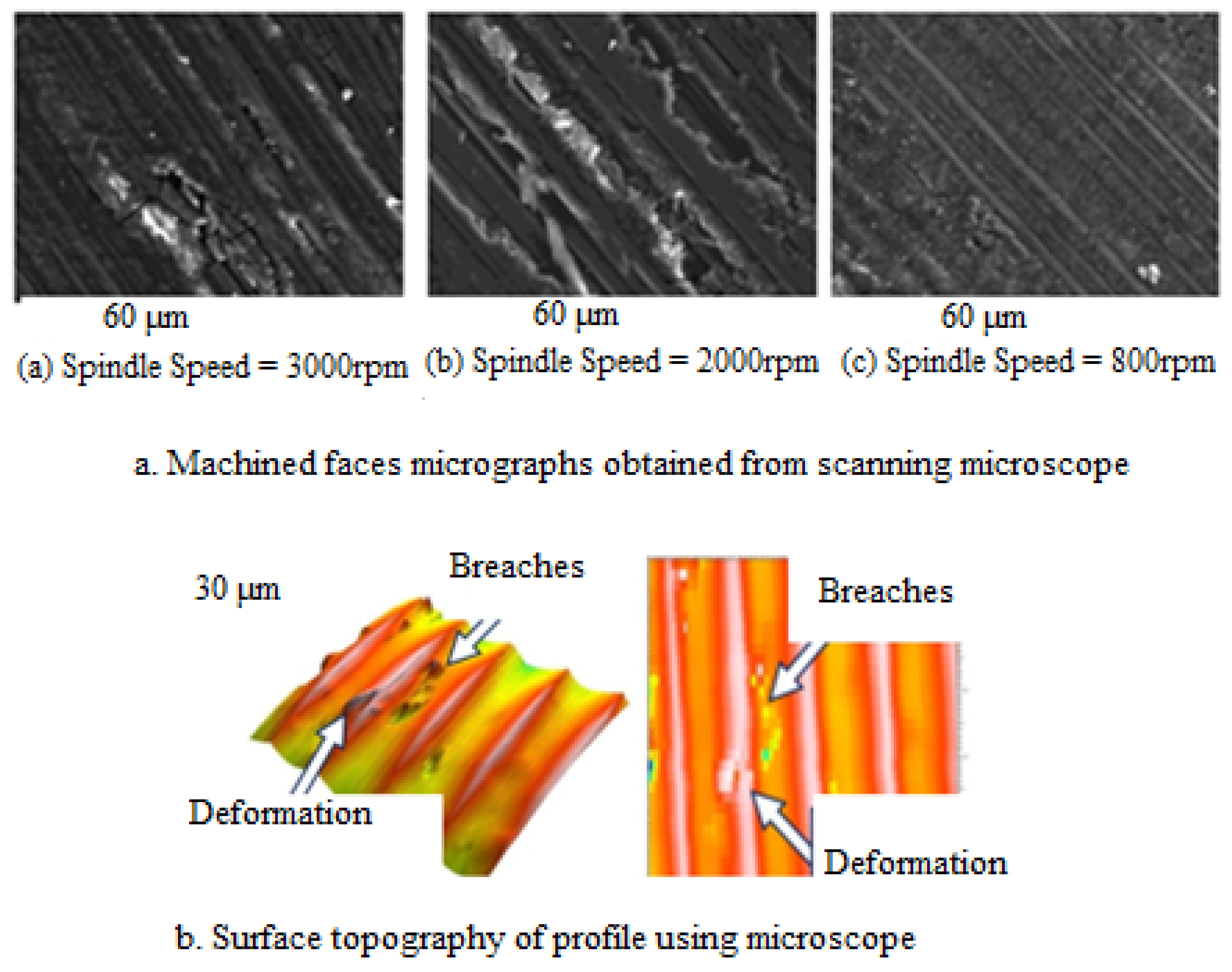
Different instruments are used to find the topography and optimized surface roughness. Scanning electron microscopic images are used for the verification of the morphology and surface integrity of the machined surfaces. The beam of electrons is focused on scanning the surface for producing images of samples. The obtained images of workpiece surfaces from the scanning electron microscope are given in
Figure 6. It is evident that brittle and sharp fractures of fibers point out the failure modes.
Figure 6a shows the profile obtained from high, medium and low spindle speed. The surface roughness is enhanced rapidly at the maximum spindle speed. The increase of spindle speed leads to the higher generation of heat and tool wear, which ultimately led to the greater surface roughness. The maximum spindle speed also results in incomplete machining and causes a maximum surface roughness.
Breaches and deformations have also been measured using a microscope.
Figure 6b shows the topographies of the surface of one of the plates of the mould obtained from the microscope. After the milling process on the profile, there are several breaches on the faces of mild steel. There is unevenness in the distribution of burrs and breaches. The number of breaches, dimensions of breaches, burrs on the profiles, and material deformations affects the dimension, shape preciseness, and performance of the workpieces. The source of breaches on the machined profile is due to the composition of the exterior layer of the mild steel.
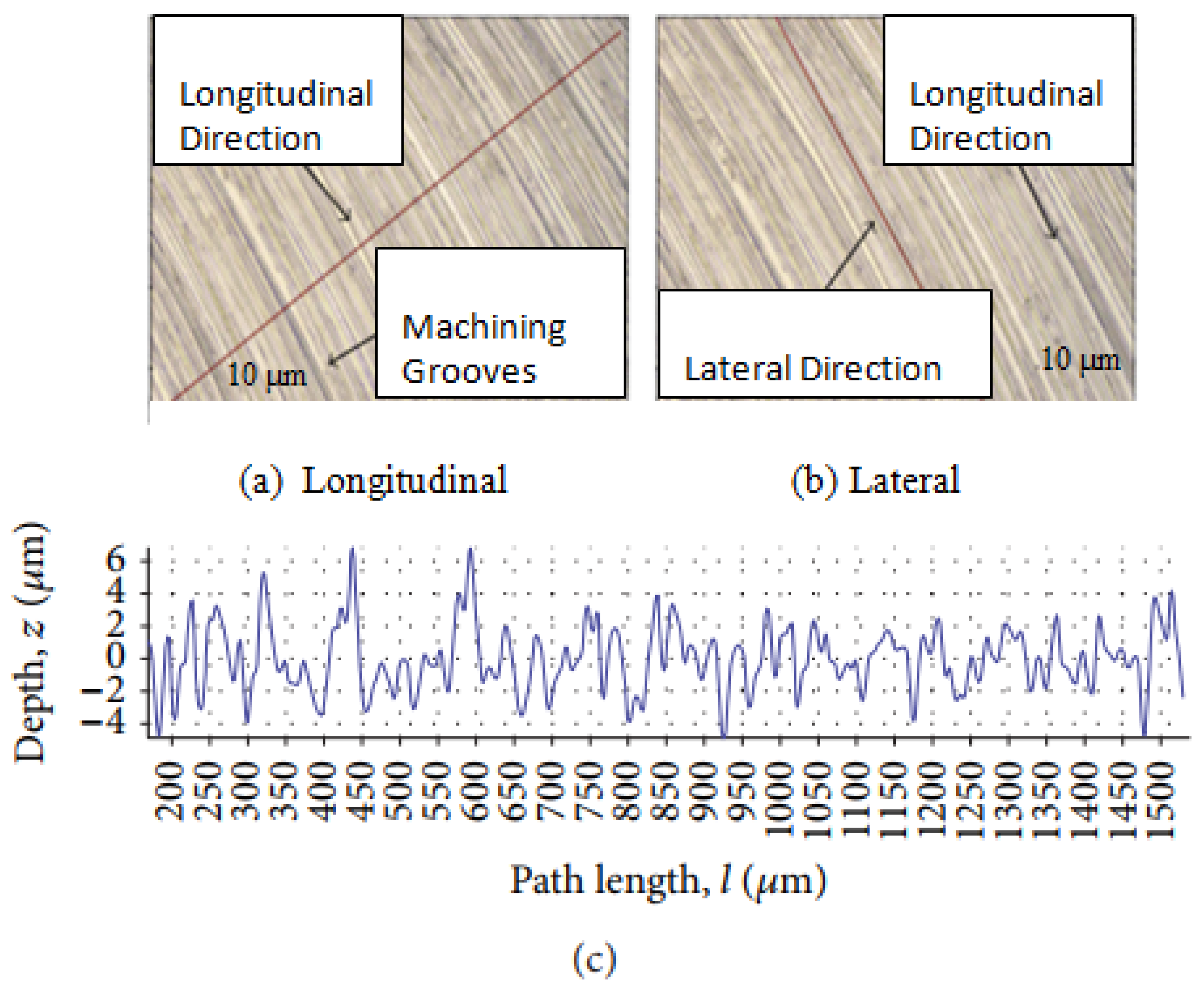
The machined surface was also scanned by using the profilometer and is as given in
Figure 7. Roughness measurements are performed on the machined surfaces. The readings are measured in the longitudinal and lateral direction.
Figure 7a suggests the line path for finding the roughness values in the perpendicular direction whereas
Figure 7b suggests the line path direction parallel to the grooves.
Figure 7c shows that the depth of the groove is calculated as a path length function. The line path measures the width and depth of the grooves.
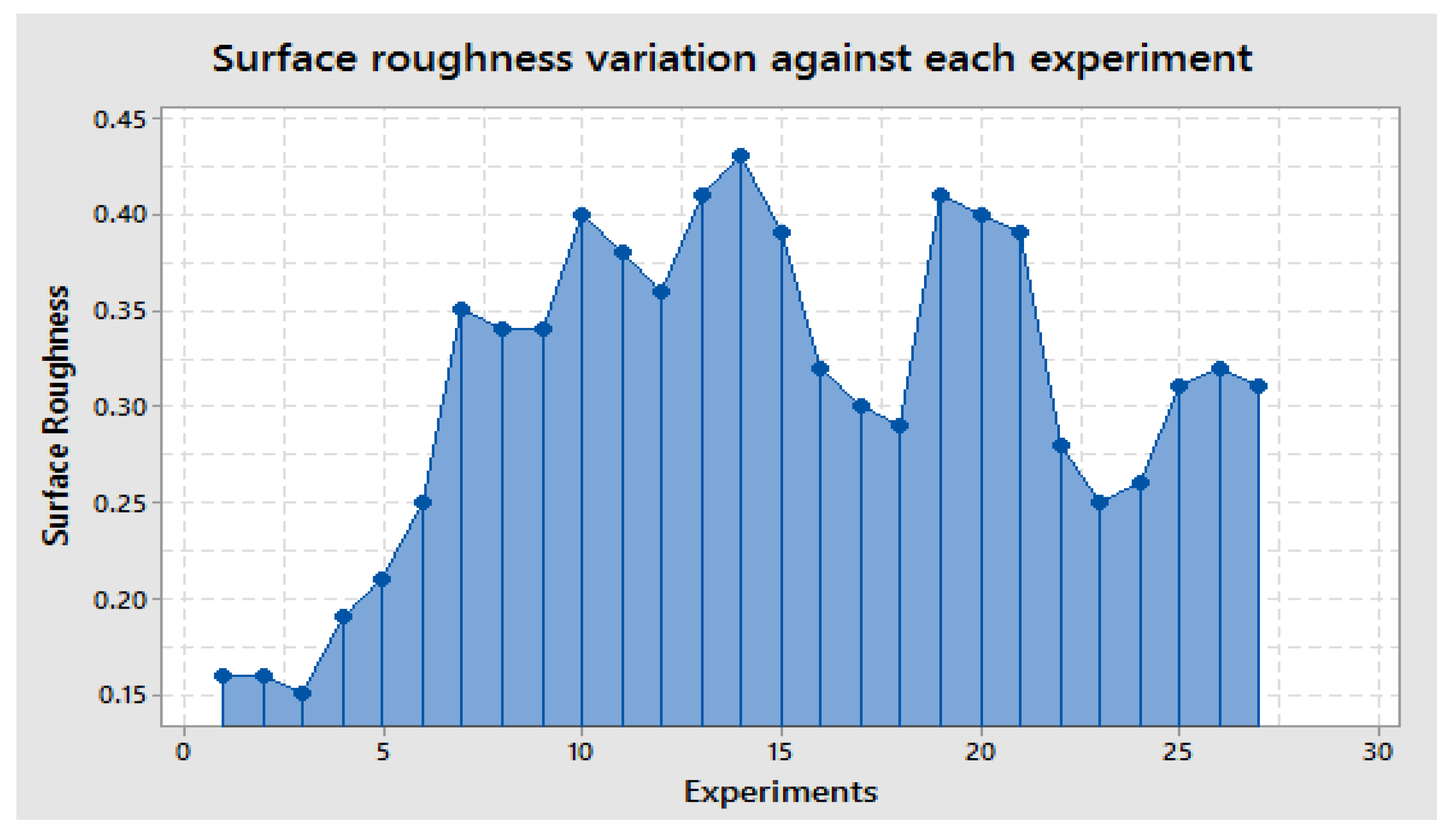
After finding the topography and viewing different sections, a chart is drawn for process parameters against the surface roughness where different combinations of process parameters (experiments) are taken on the x-axis, while surface roughness is taken on the y-axis and is shown in
Figure 8.
The highest and the lowest surface roughness calculated from plates by using the Surftest/surface roughness tester are 0.43 μm and 0.15 μm respectively. The respective experiments for the highest and the lowest measured surface roughness are experiments 14 and 3, as shown in
Figure 8 and also depicted in
Table 3. The highest measured value is the worst case, while the lowest measured value is the best case for mild steel using a CNC 5-axis milling machine.
Hence, it is concluded that a 10 mm/rev feed rate, 800 rpm spindle speed, and 0.05 mm depth of cut (experiment 3) give the lowest and optimized surface roughness, which leads to sustainable manufacturing. ANOVA is also deployed on the chosen parameters to find their significance. It is observed during the analysis of variance from the chosen parameters that the speed of the spindle is the significant and vital factor in changing the surface roughness of the manufactured goods. The
p-values for three process parameters are given in
Table 4.
The p-value obtained from ANOVA for the spindle speed is 0.003 and it is less than 0.05, which suggests that it is a significant factor. The p-value obtained for the feed rate is 0.766, which shows its insignificance. The depth of cut is not estimated in ANOVA, hence it is removed. Referring to the p-value of the spindle speed which is below 0.05, we can litigate with more than 95% confidence that spindle speed is the significant factor and the response variable changes abruptly by making changes in this factor. Hence, we reject the null hypothesis and p is the probability that justifies the acceptance or rejection of the null hypothesis.The confidence interval taken in this research is 95%. The regression equation shows the relationship between the data if any exists. Future events can also be forcasted from this equation.
Regression Equation
Surface roughness (μm) = −0.0942 + 0.000240 Spindle speed (rpm) + 0.001398 Feed rate (mm/rev) + 0.2964 Depth of cut (mm) − 0.000000 Spindle speed (rpm) * Spindle speed (rpm) − 0.000001 Spindle speed (rpm) * Feed rate (mm/rev) − 0.000142 Spindle speed (rpm) * Depth of cut (mm)
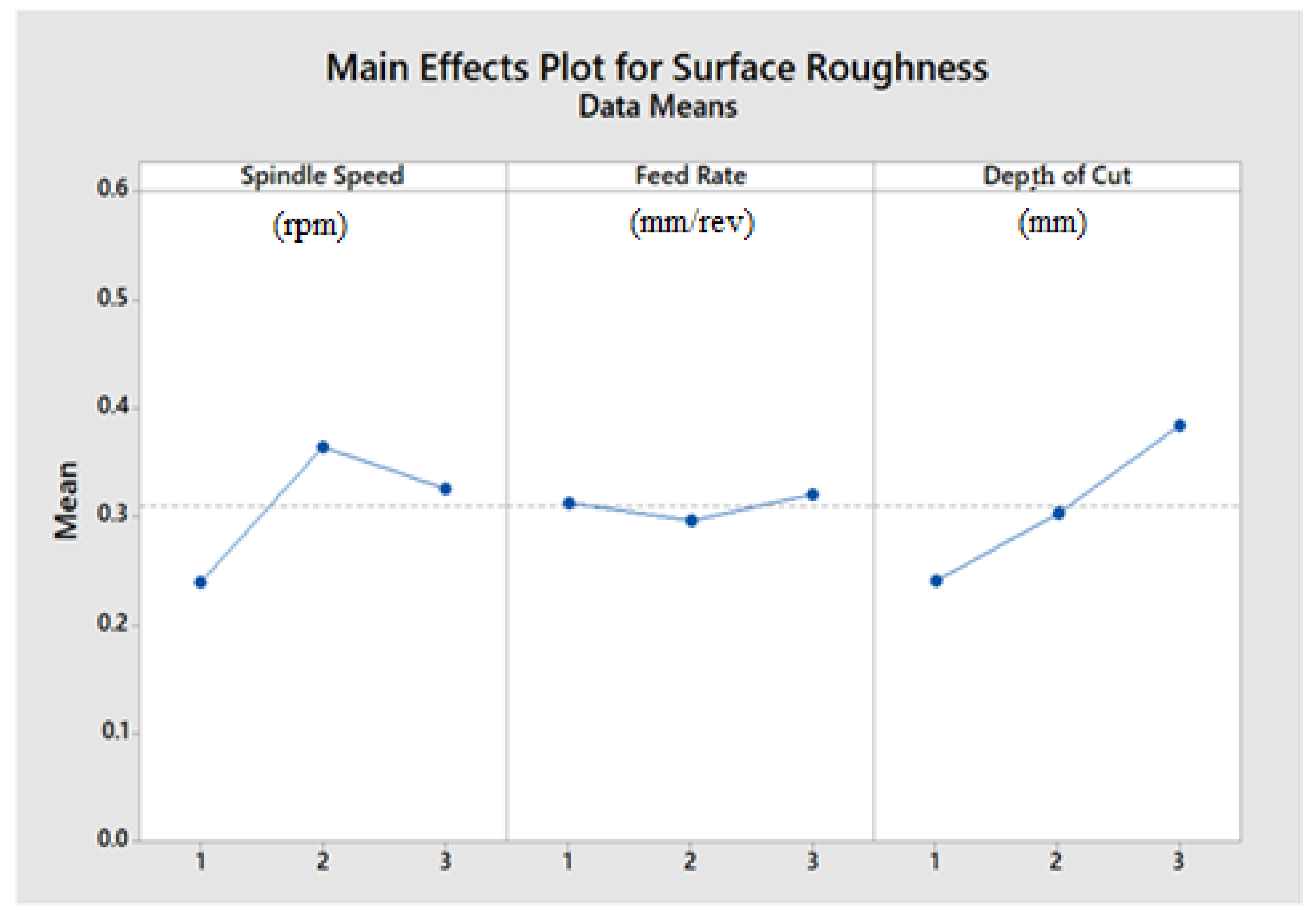
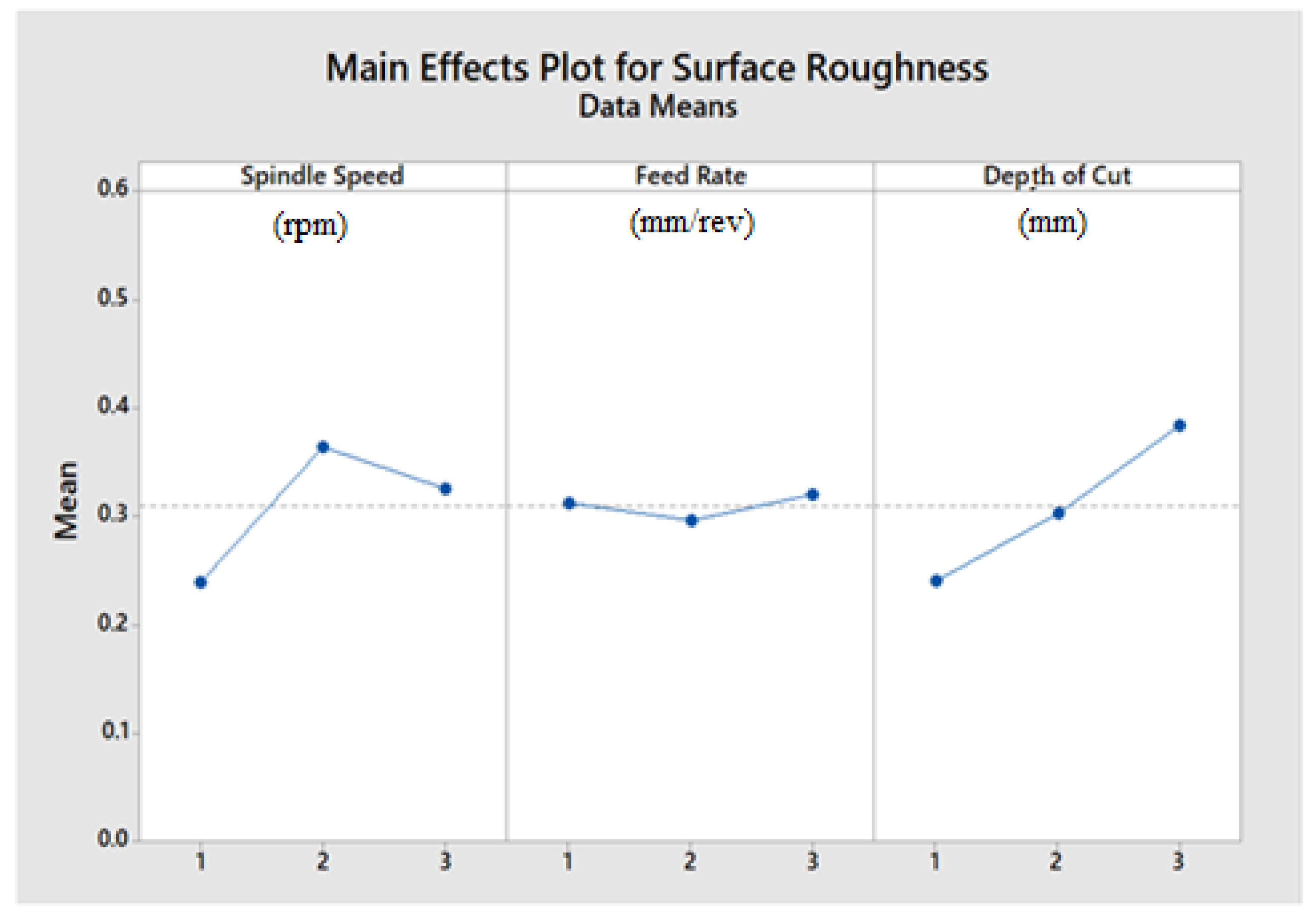
The main effects and interacted plots for surface roughness are graphically given below for output response variables (surface roughness).
Figure 9 depicts how the data of three different levels of each parameter, i.e., the speed of spindle, the feed rate, and the depth of cutare varyingand affect the response in the milling process. The following results are deduced from
Figure 9. The surface roughness is 0.24 μm at level 1 of the spindle speed, and at level 2, it is almost 0.36 μm, while at level 3, the surface roughness is 0.31 μm. Hence, the lesser surface roughness is at level 1, and the spindle speed turns out to be significant in minimizing the surface roughness, and its significance has also been deduced from the ANOVA. The measured surface roughness is 0.305 μm at level 1 of the feed rate, and at level 2, it is 0.29 μm, while at level 3, the measured surface roughness is 0.31 μm. Hence, the lesser surface roughness is at level 2. Similarly, the measured surface roughness is 0.245 μm at level 1 of the depth of cut, and at level 2, it is 0.29 μm, while 0.37 μm is the measured surface roughness at level 3. Hence, the lesser surface roughness is at level 1.
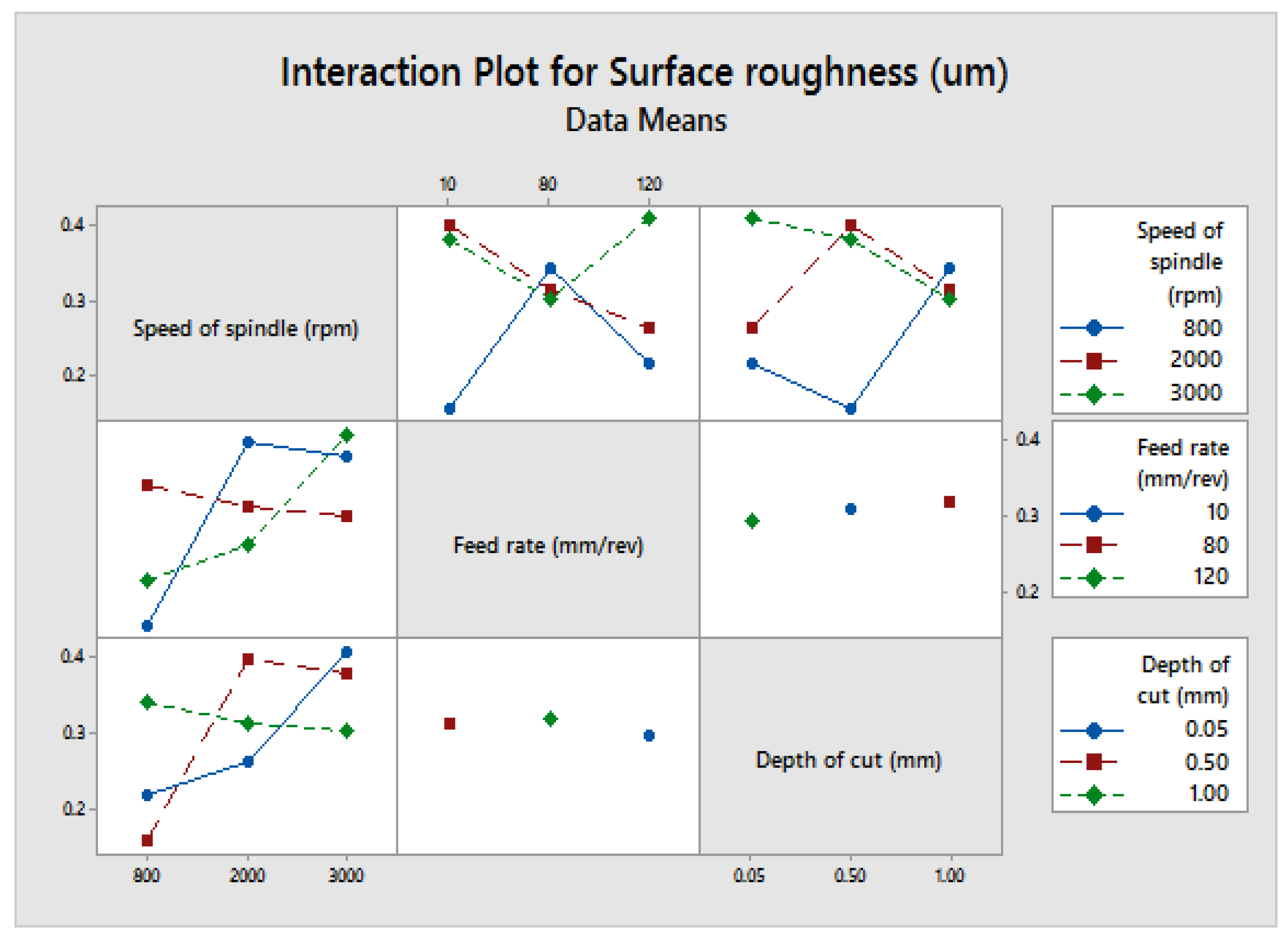
Figure 10 depicts the interaction plot/graph for the surface roughness of mild steel grade 60 and shows thatthe interaction among the different levels of each parameter (the speed of the spindle, the feed rate and the depth of cut) affects the response variable in the milling process. The effect of the interaction of different levels of parameters is different for every different grade of material. It is clearly presented that how the spindle speed, the feed rate and the depth of cut vary and interact at three different levels. The interaction plot shows that if level 1 of the feed rate is taken, i.e., 10 mm/rev, then the surface roughness of the mould against level 1, i.e., 800 rpm of spindle speed, will be minimum. If level 1 of the depth of cut is taken, i.e., 0.05 mm, then the surface roughness of the mould against level 1, i.e., 10 mm/rev of the feed rate, will be minimum and maximum in case of level 3. If level 1 of the spindle speed is taken, i.e., 800 rpm, then the surface roughness of the mould against level 2, i.e., 0.05 mm of the depth of cut, will be minimum and maximum in case of level 1.
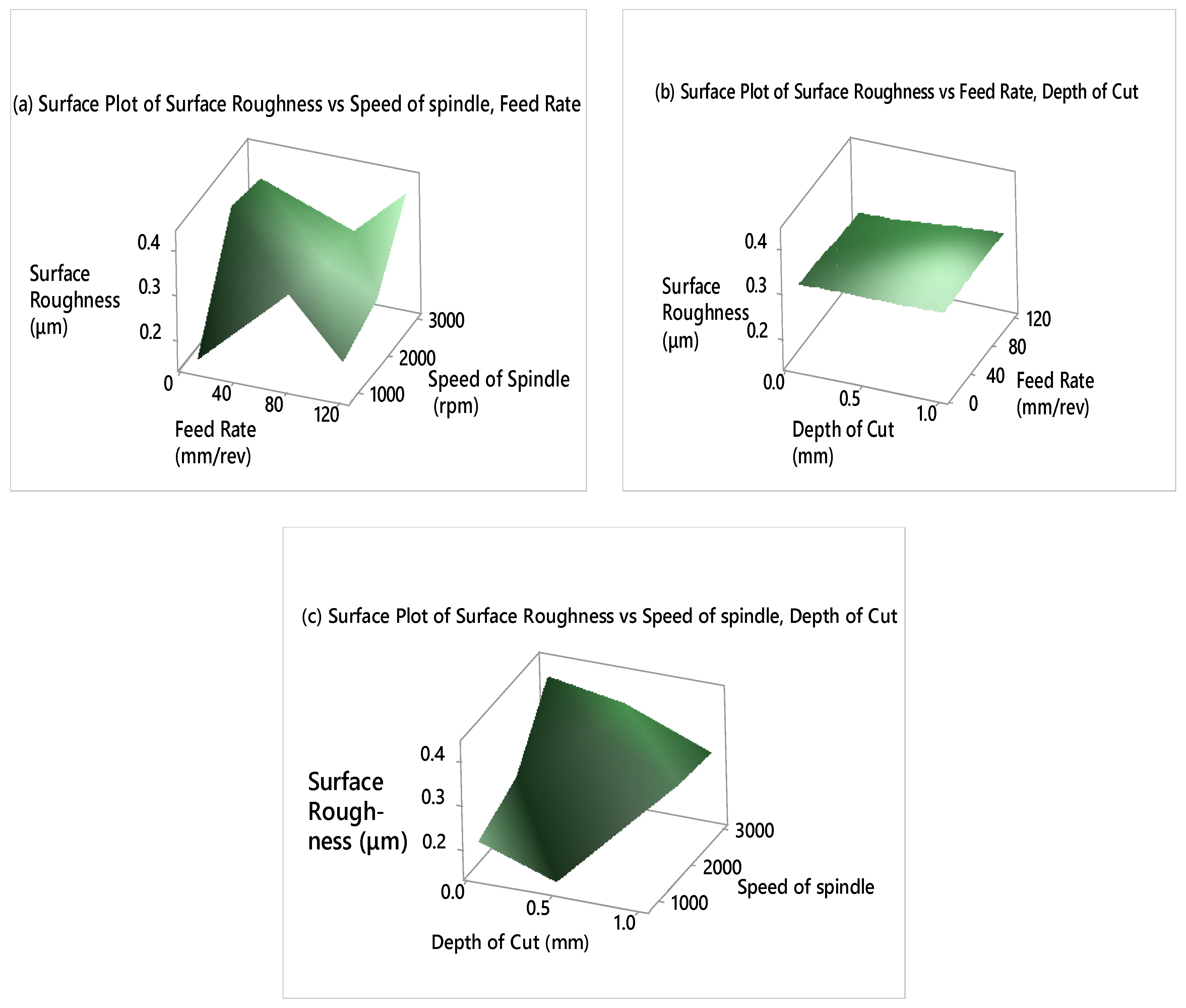
The surface plots of surface roughness are also made against different combinations of process parameters and are shown in
Figure 11. It is observed in
Figure 11a that if changes are made in a combination of spindle speed and feed rate, the surface roughness changes abruptly. This is because of the significance of the spindle speed, as it has been already observed in ANOVA that the spindle speed affects the surface roughness the most.
Figure 11b shows that a combination of feed rate and depth of cut has an almost negligible effect on the surface roughness because of the insignificance of the feed rate and no estimation of the depth of cut. Likewise,
Figure 11c suggests that if the feed rate is taken in combination with spindle speed, it will affect the surface roughness but will be better than the first case due to no estimation of depth of cut. Hence, similar to ANOVA, the significance of each parameter has been highlighted, and their combination with each other has been analyzed [
35,
36,
37,
38,
39,
40]. Hence, it is clear from the interaction plot as well that the spindle speed is the main factor affecting the surface roughness, which would ultimately lead to less productivity and increased cost due to extra waste material. Spindle speed was also found to be significant in the machining of stainless steel and end milling of duplex stainless steel [
49,
50].
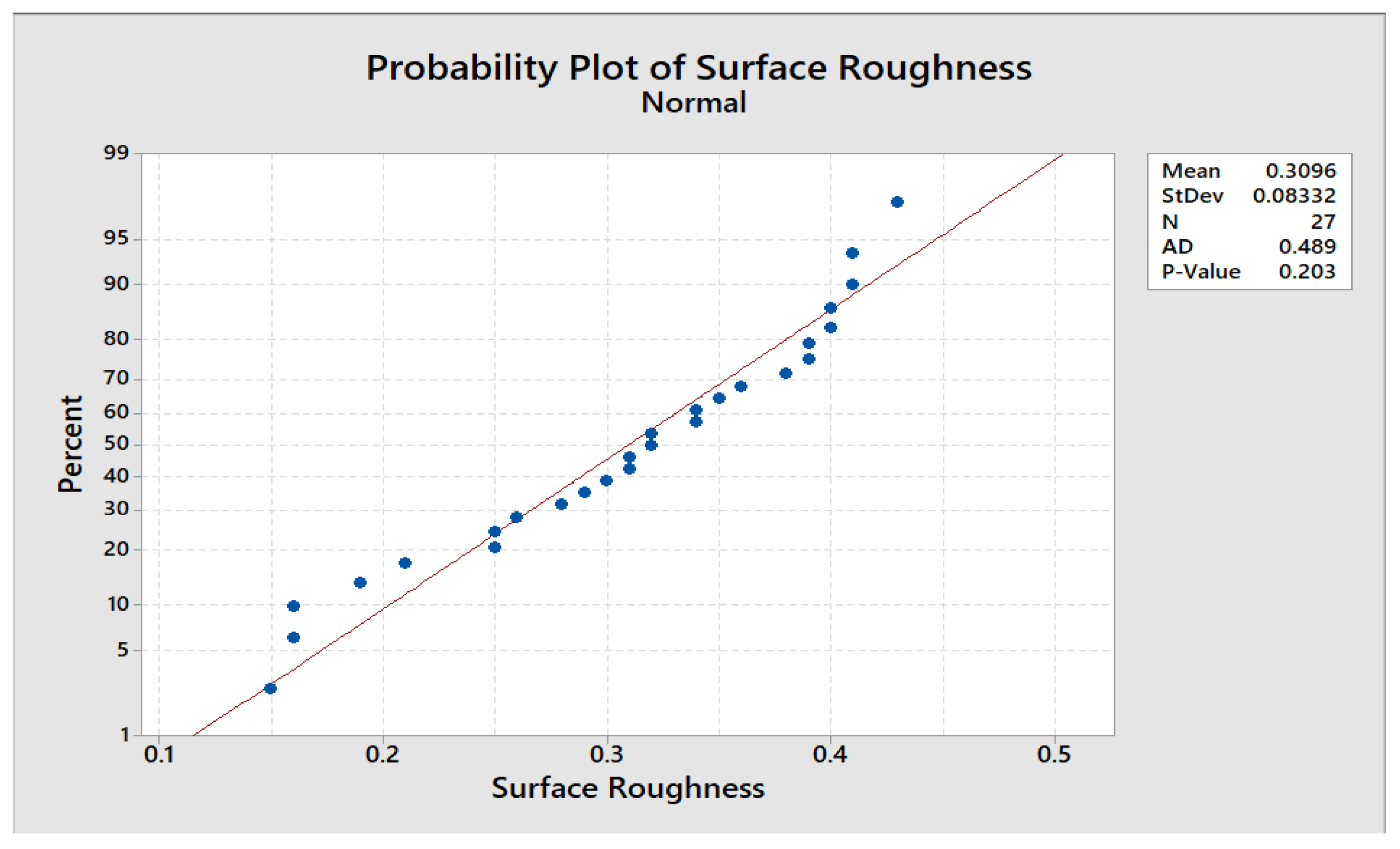
Determining the significance of process variables, finding the main effect plot, interaction plot, and surface plots are vital stages in the whole process. After these stages, it is important to find whether the data follow any distribution or not. A normality test is conducted on the chosen data in MINITAB software to find their normal distribution. For normal distribution, sample data is taken from normally distributed data. ANOVA shows the significance of each parameter, while a normality test shows the significance of the overall data.
Figure 12 shows the results of normality test.
After conducting a normality test, it is obvious from
Figure 12 that the
p-value is 0.203, which is greater than 0.05. Hence, the
p-value depicts that the data is following a normal distribution and there are not immense errors in data collection.

 ,
, 



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}