Assessment of Shaft Surface Structures on the Tribological Behavior of Journal Bearings by Physical and Virtual Simulation


Abstract
:
1. Introduction
2. Materials and Surface Structures
3. Physical Simulation Methodology
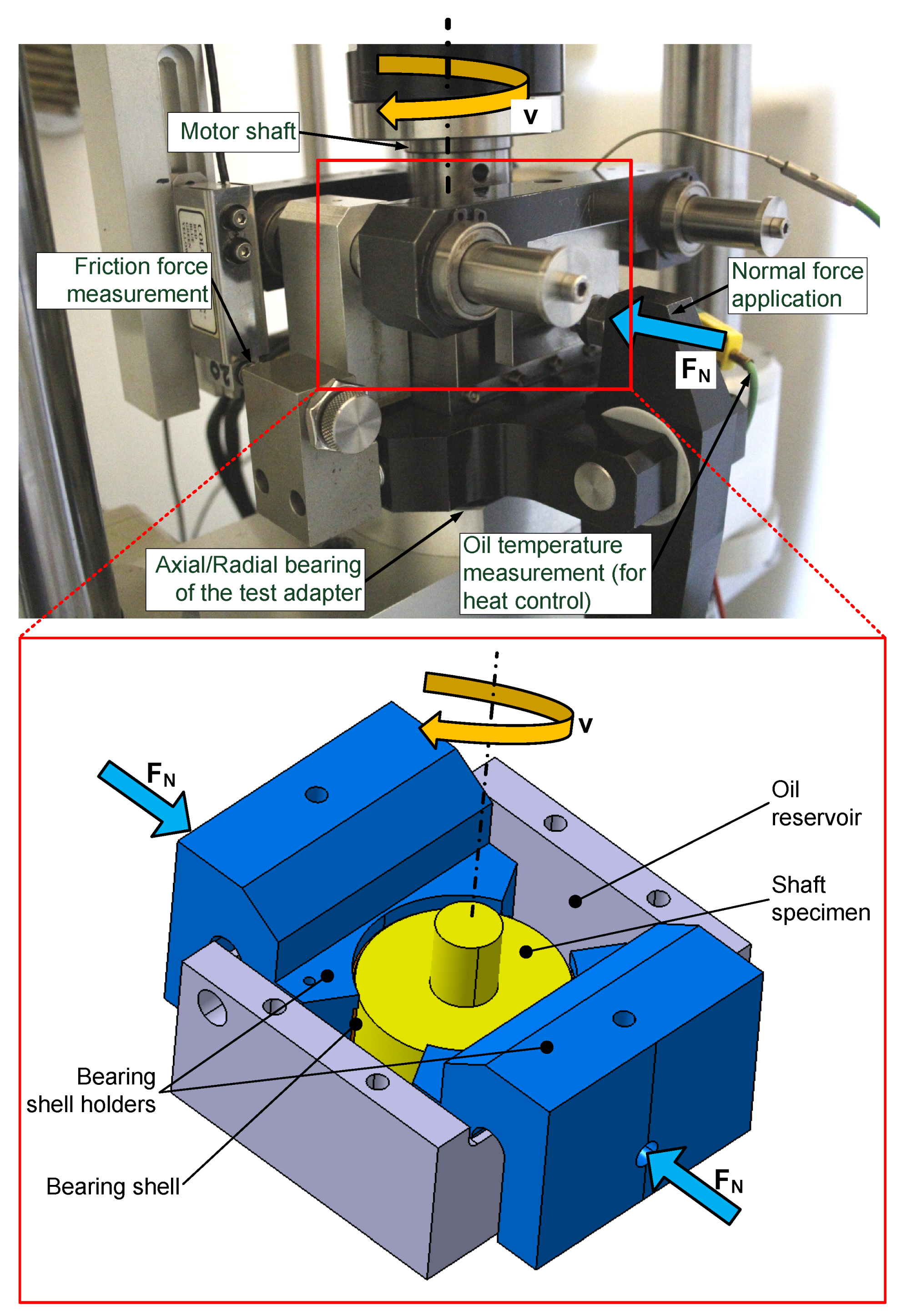
3.1. The Physical Simulation Model
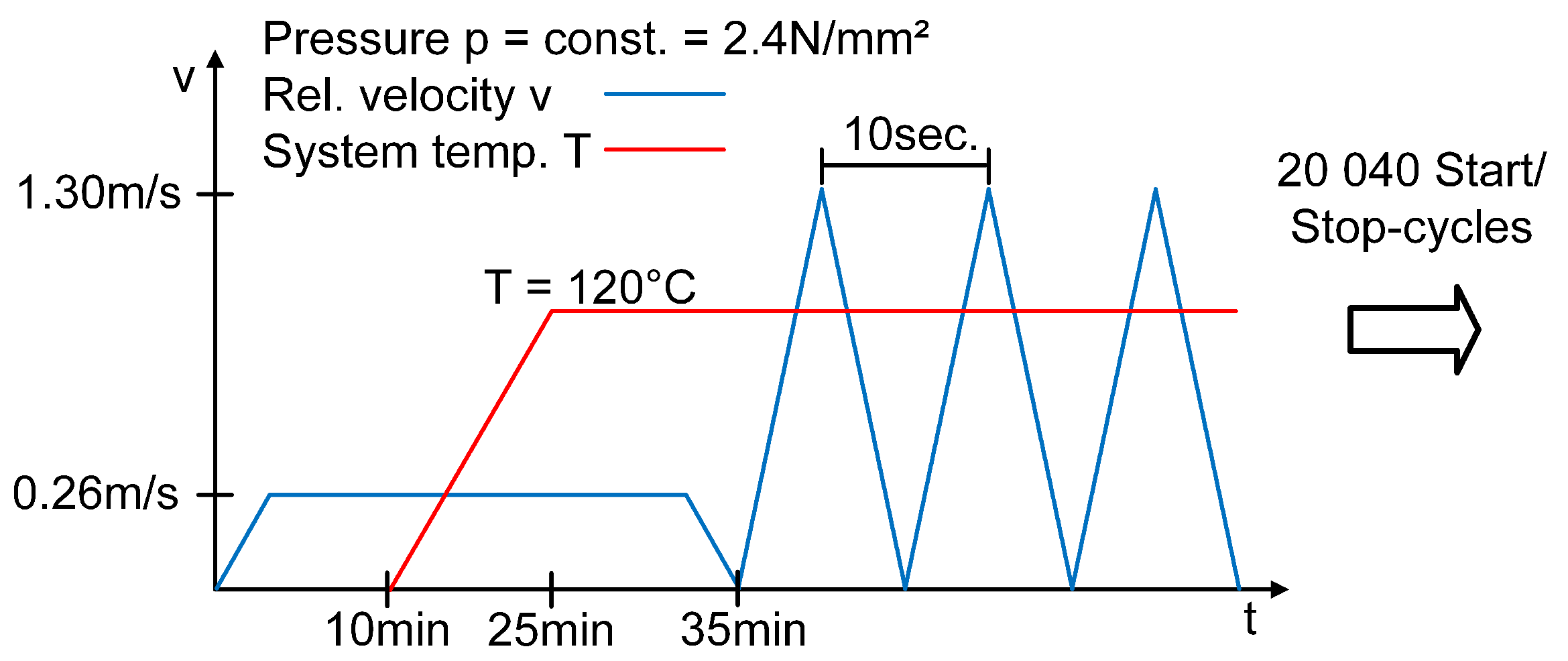
3.2. The Physical Simulation Strategy
4. Virtual Simulation Methodology
4.1. The Virtual Simulation Model
4.2. The Virtual Simulation Strategy
5. Results of the Physical Simulation
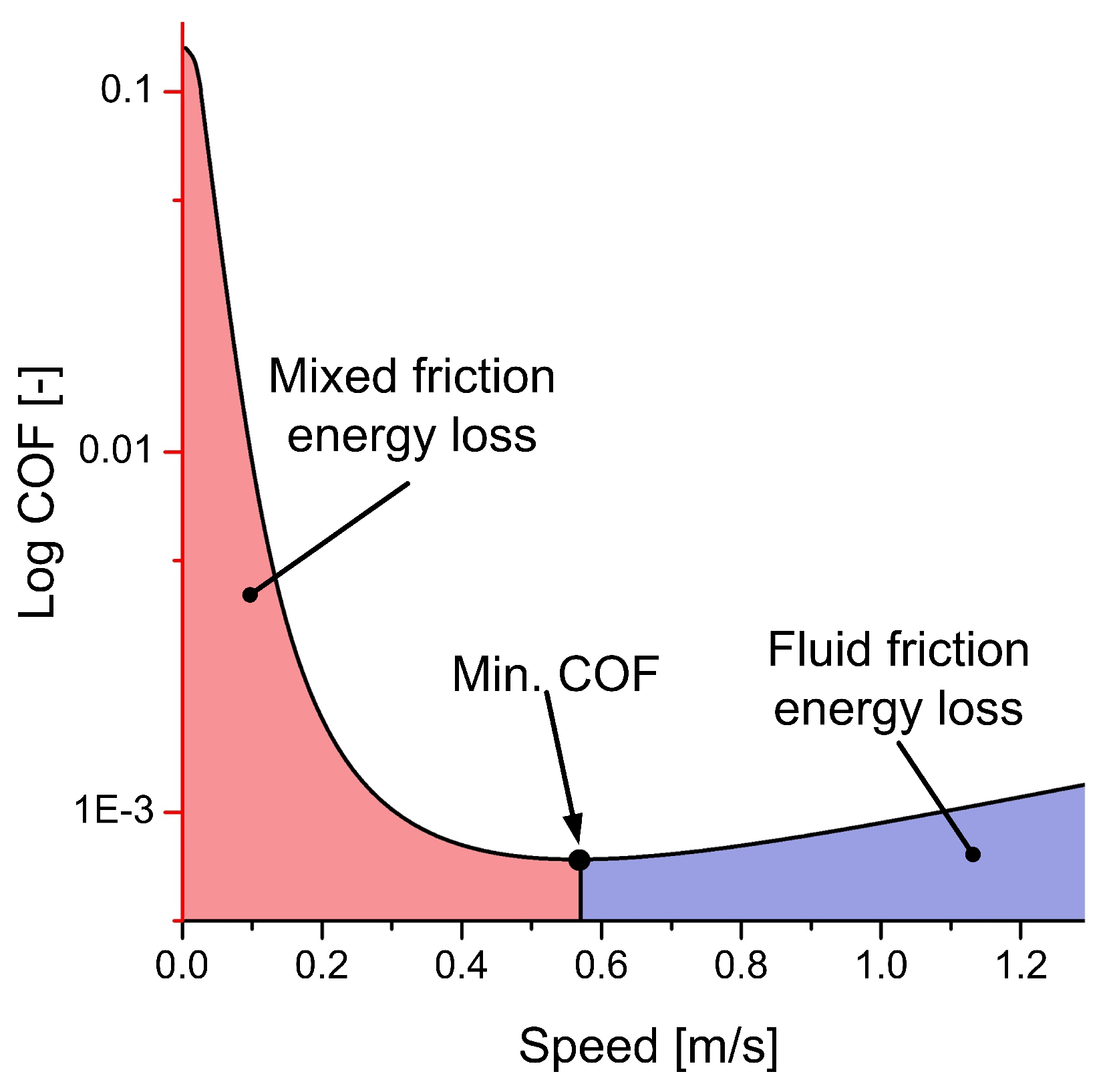
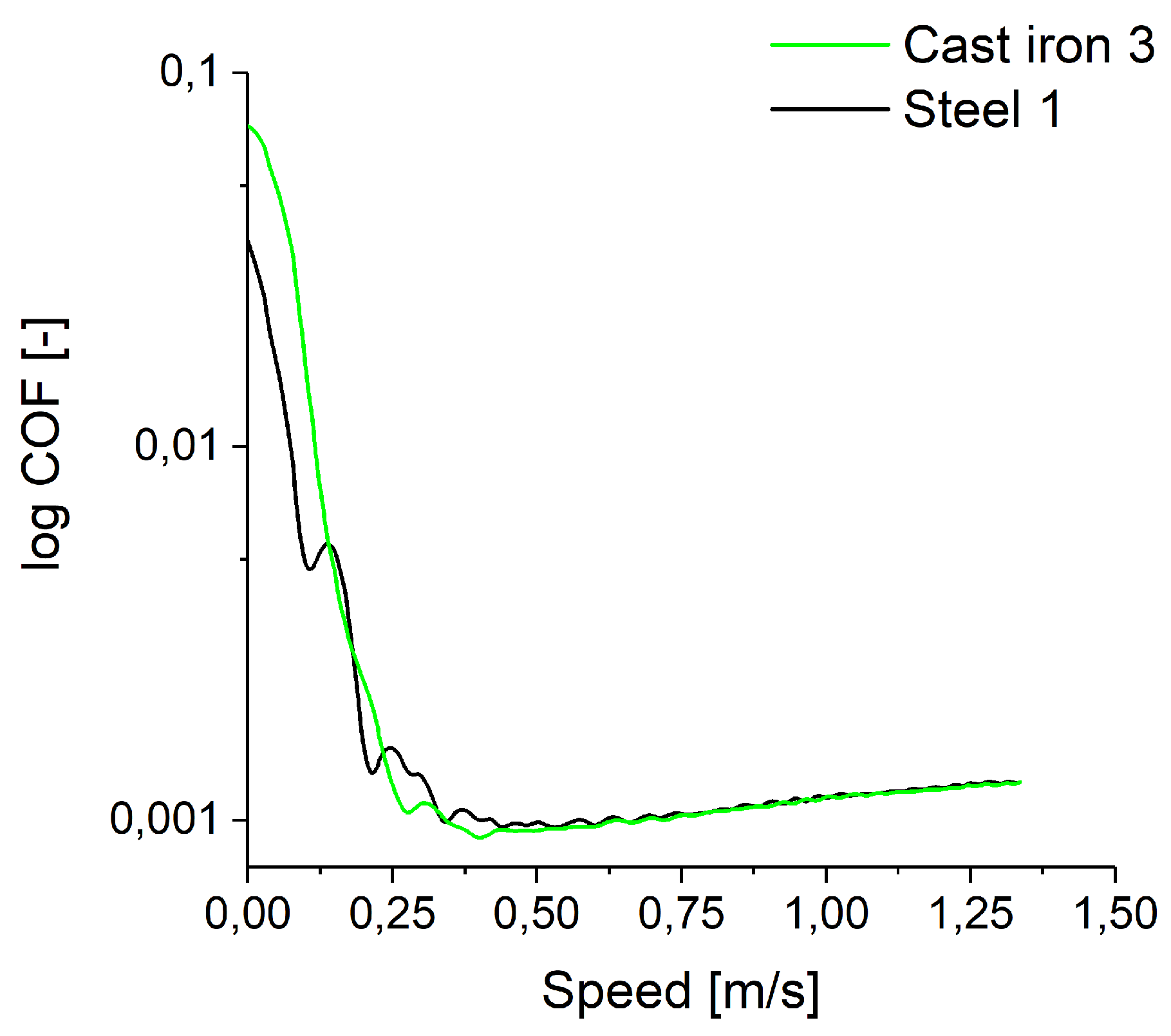
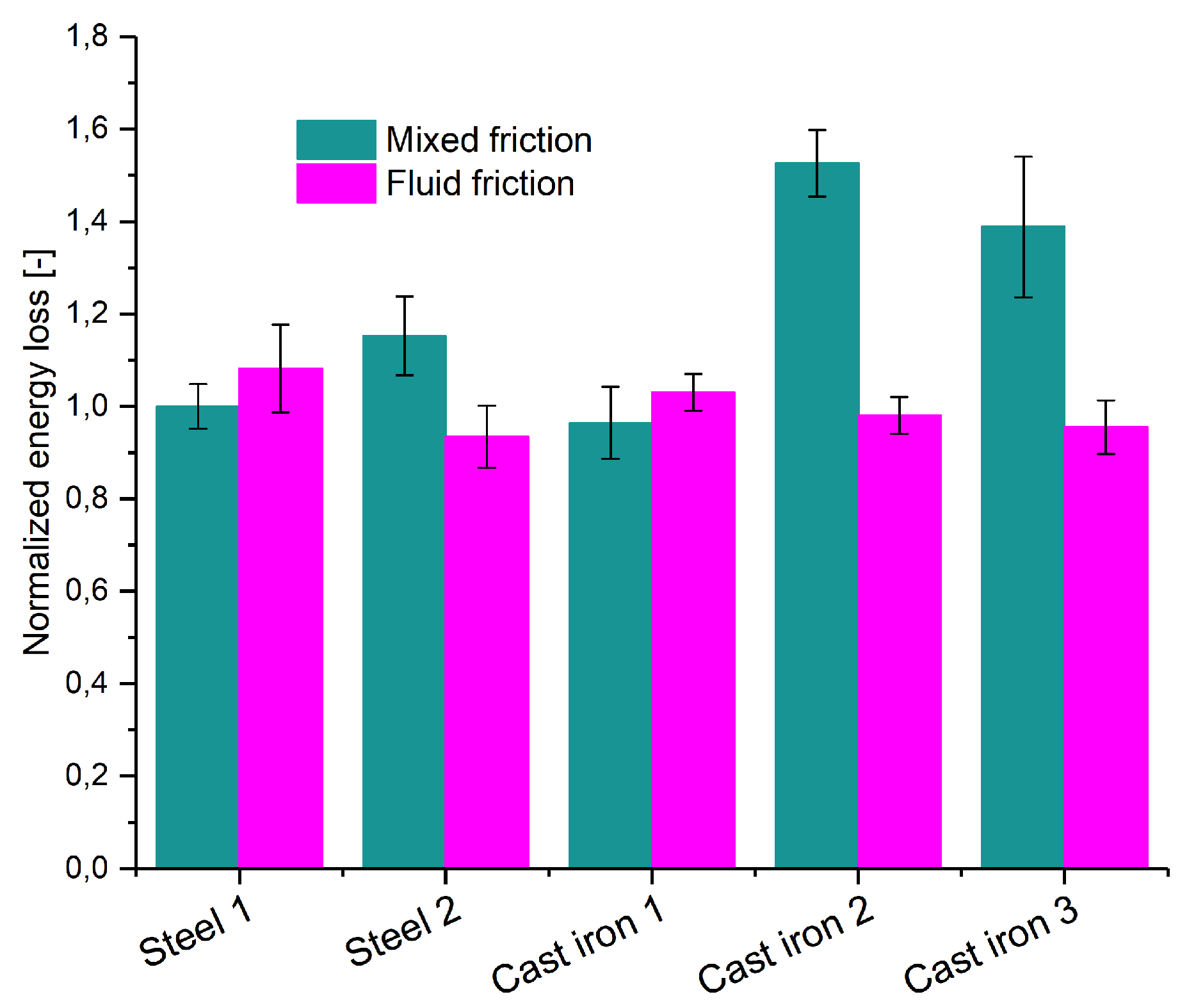
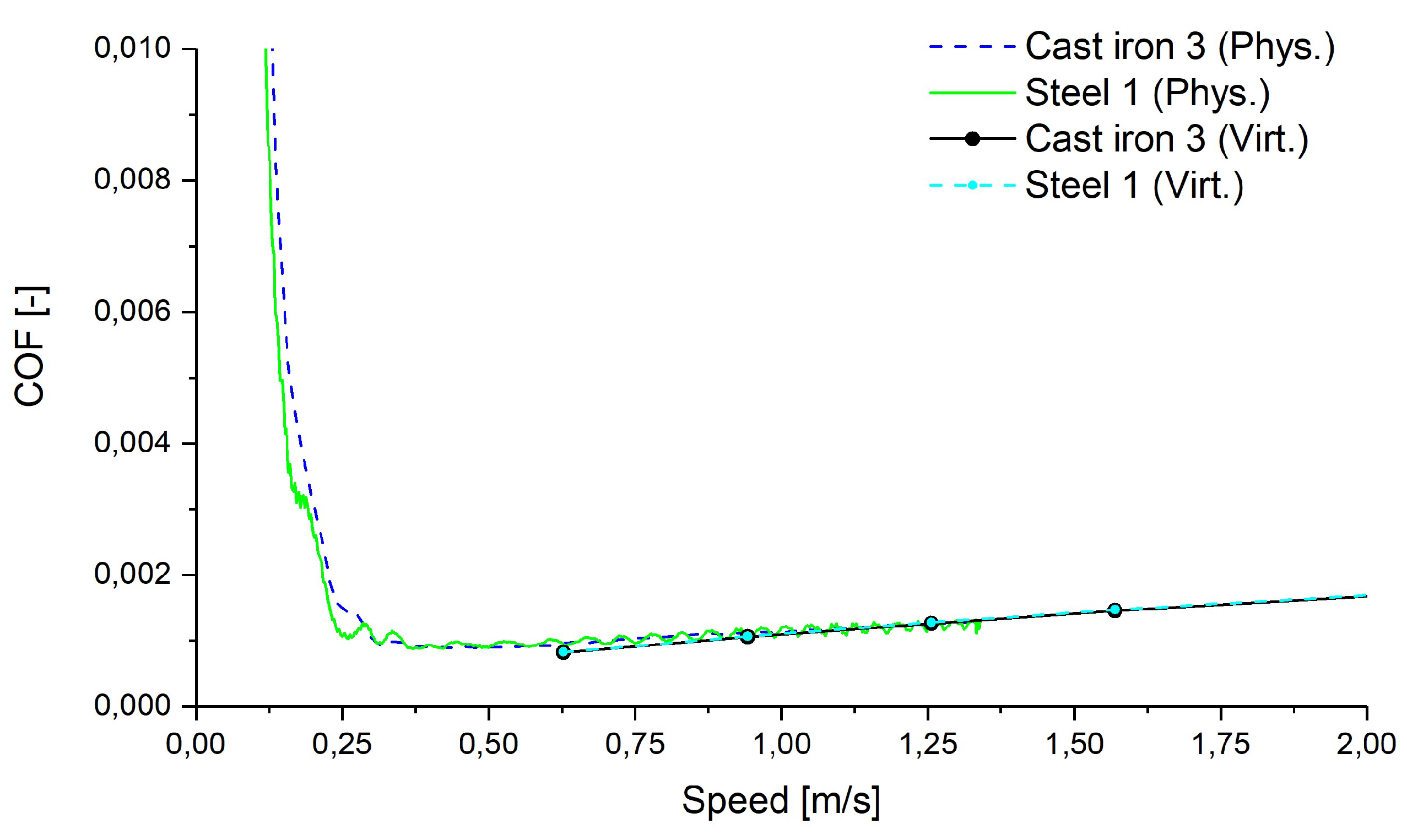
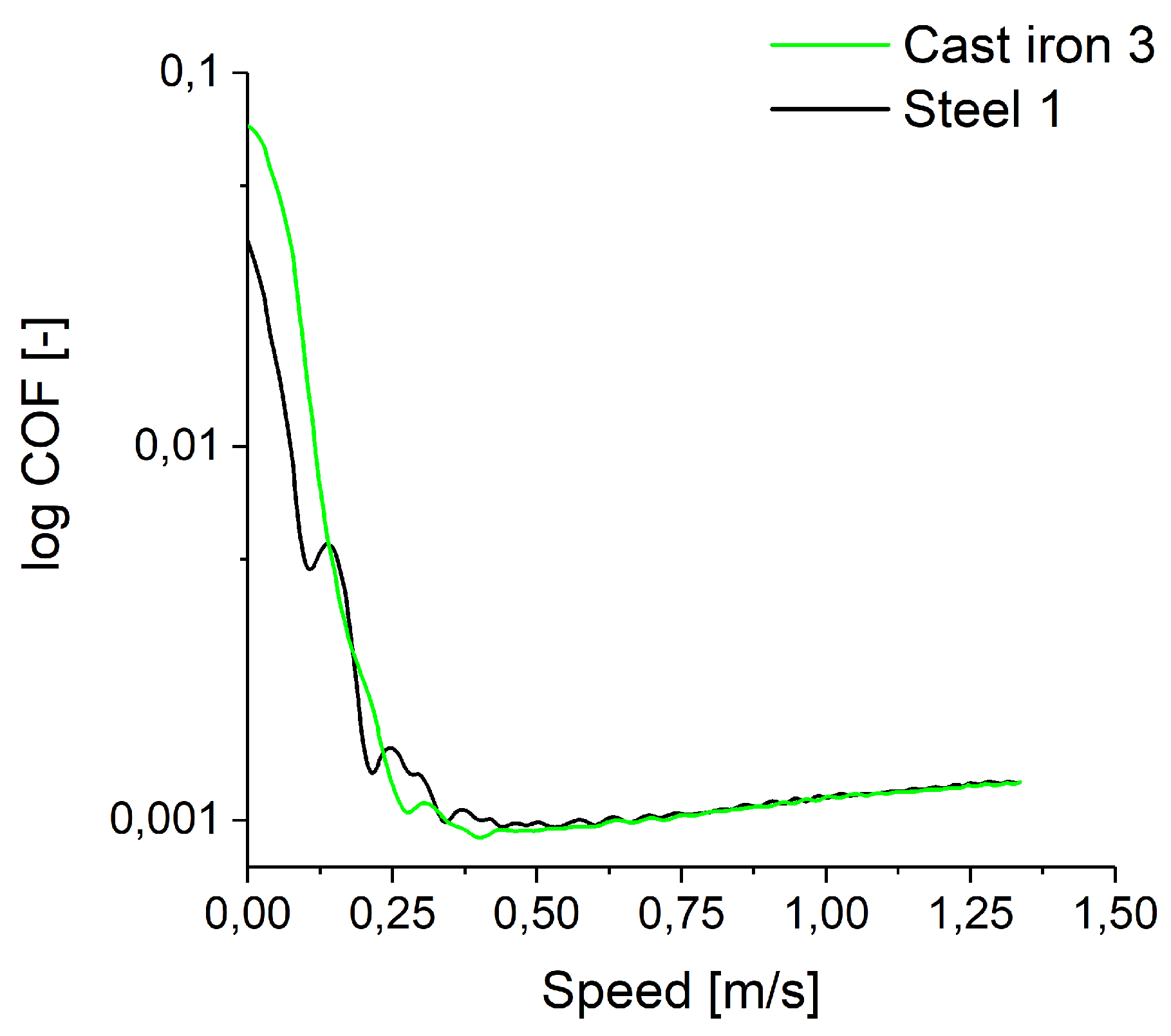
5.1. Friction Assessment
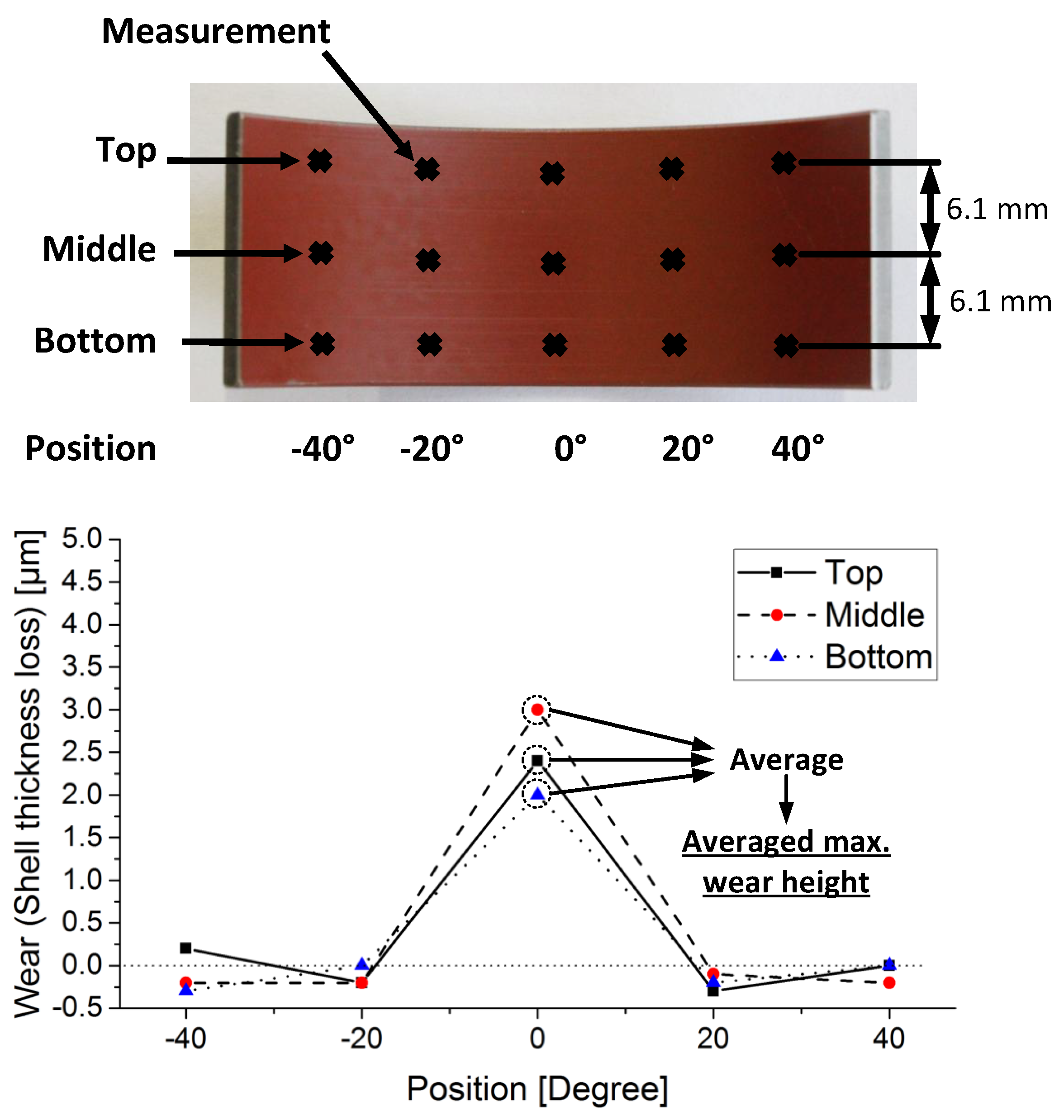
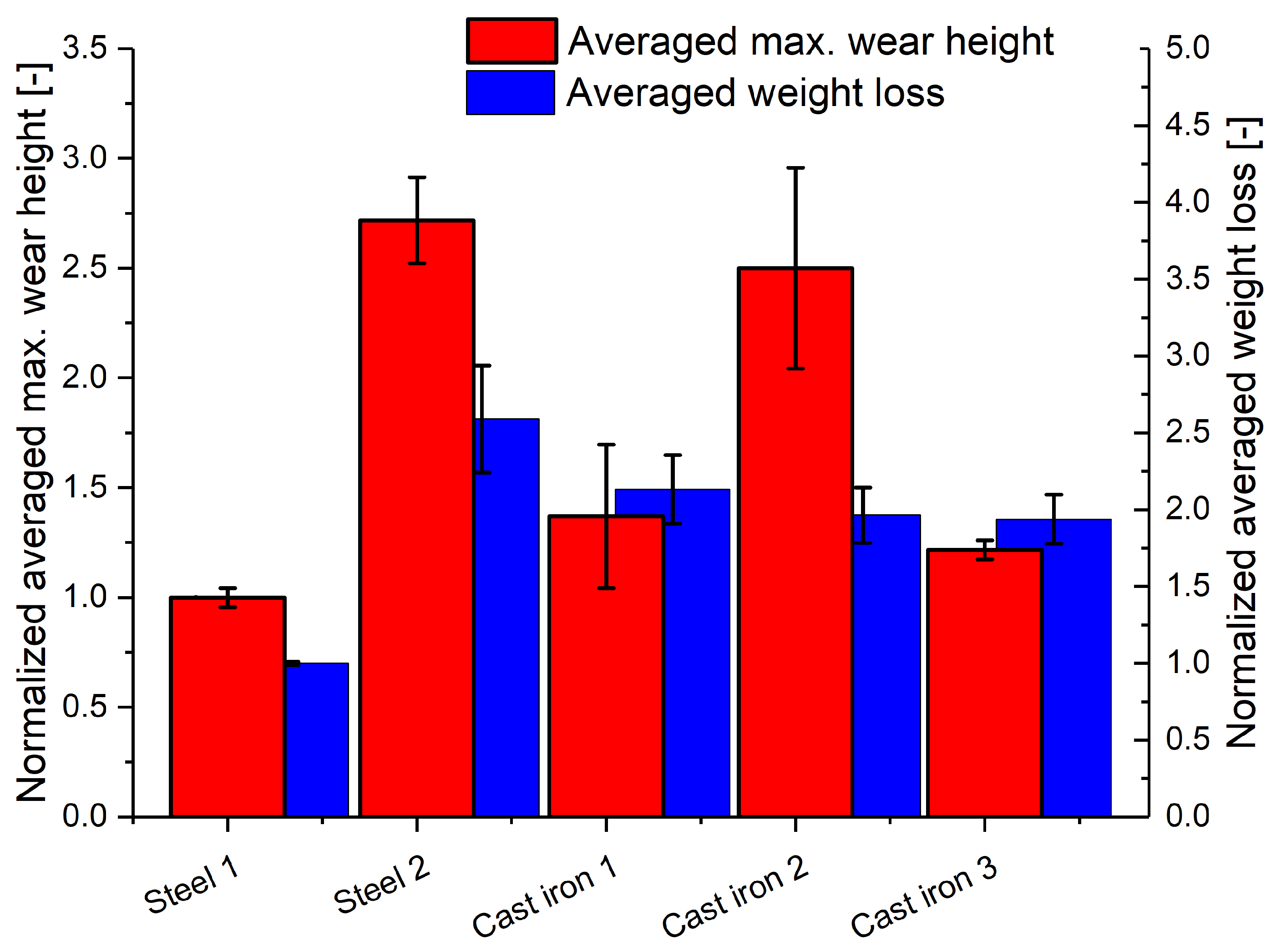
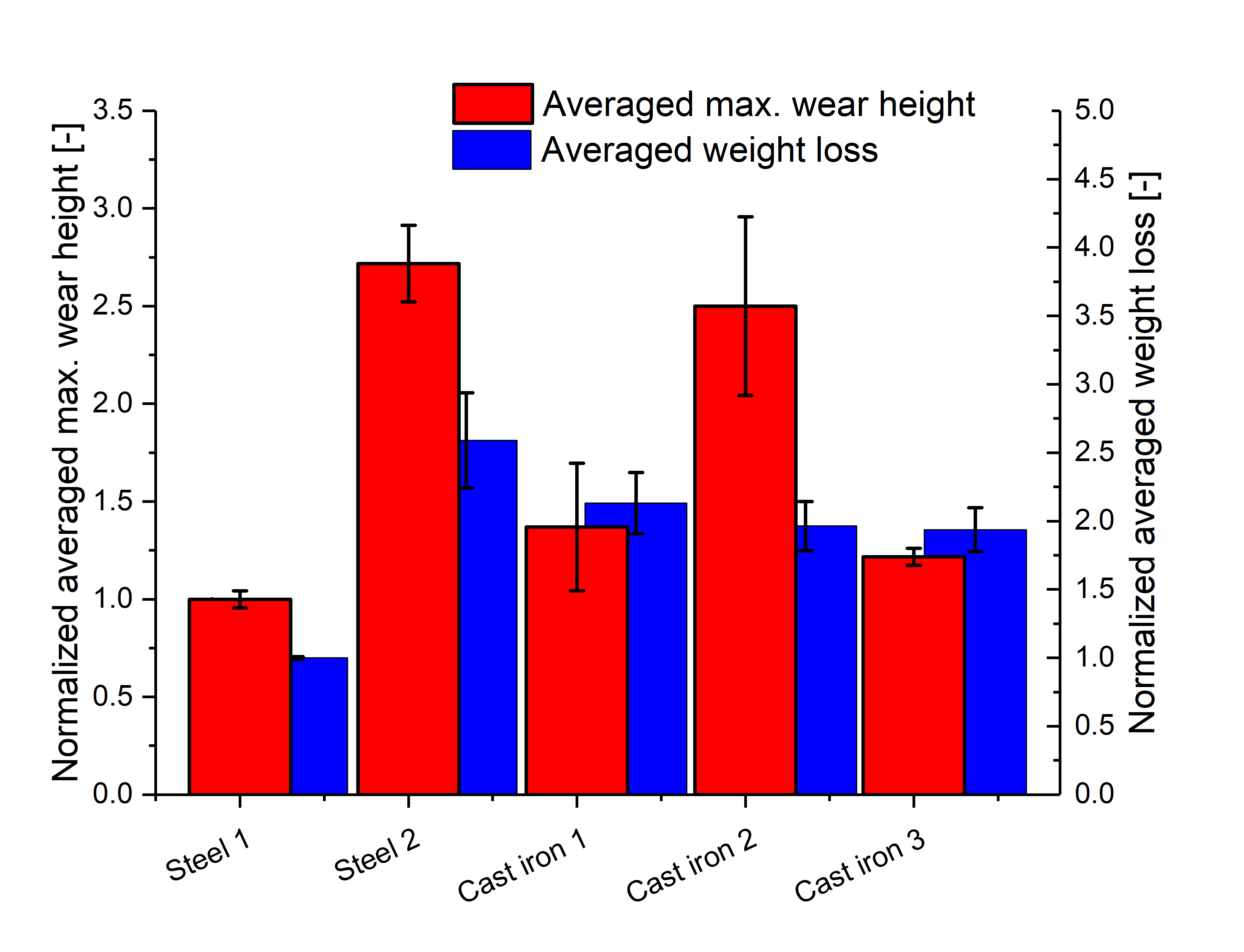
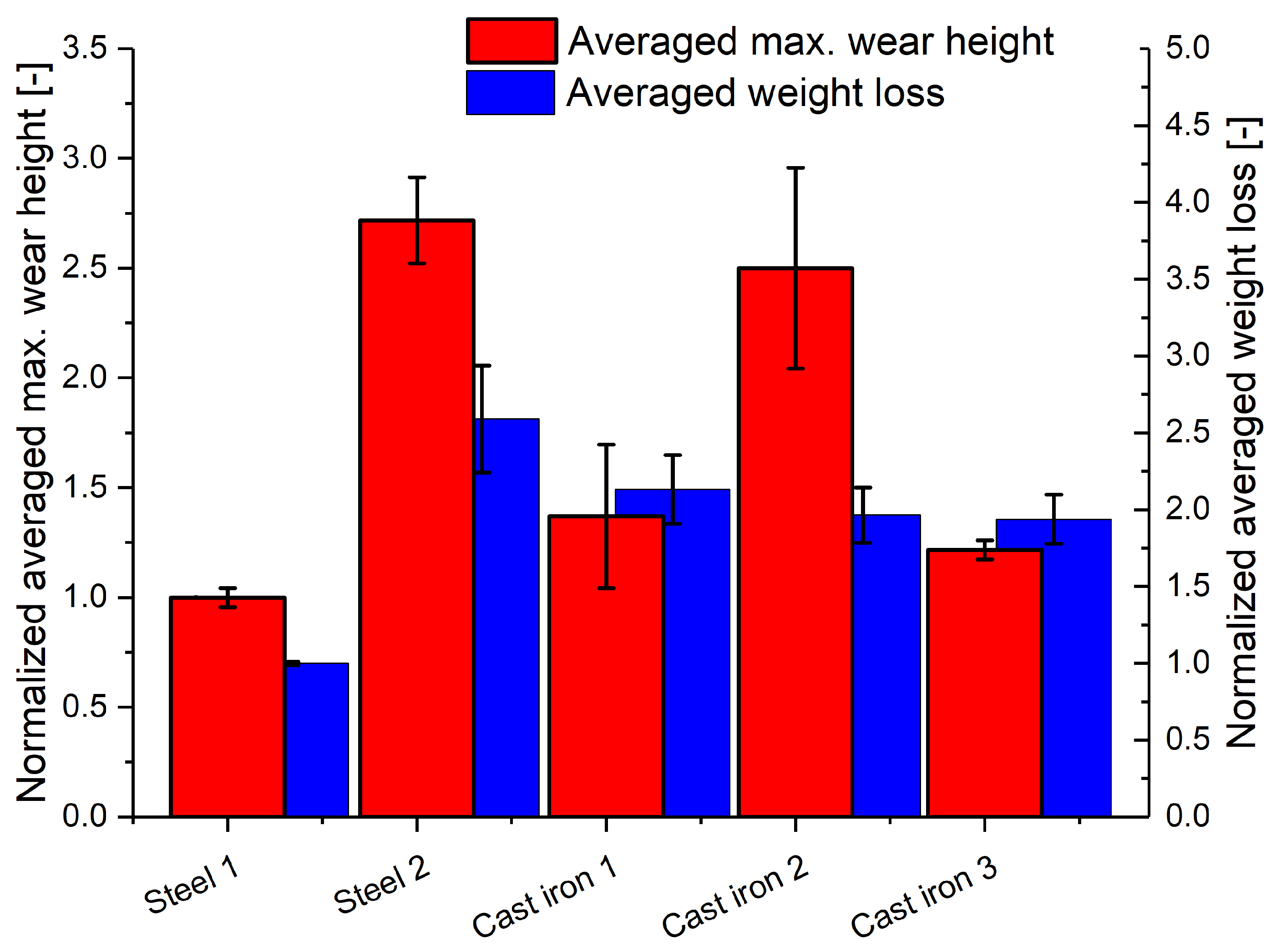
5.2. Lifetime Assessment
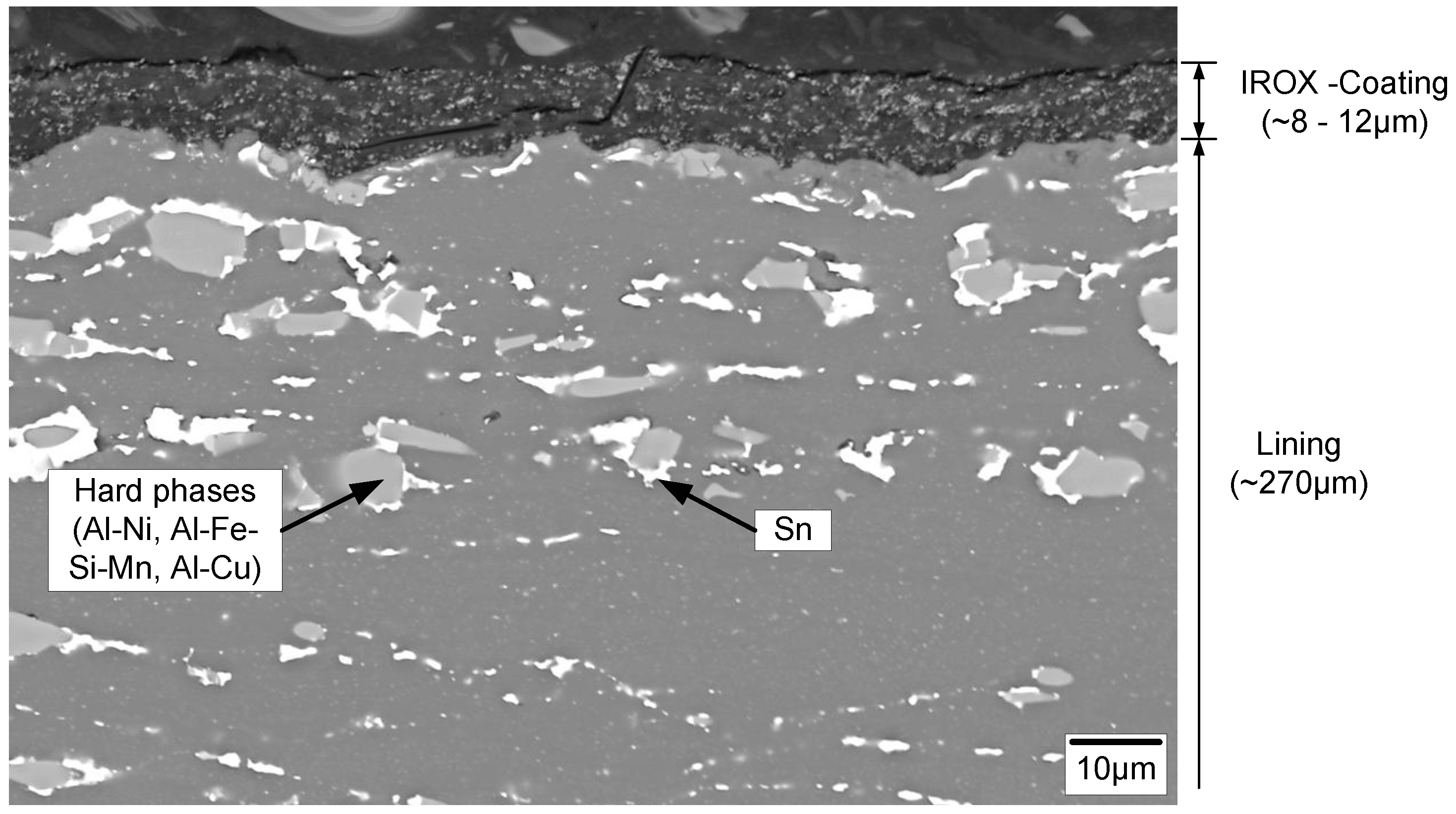
5.3. Surface Analysis and Tribo Mechanisms
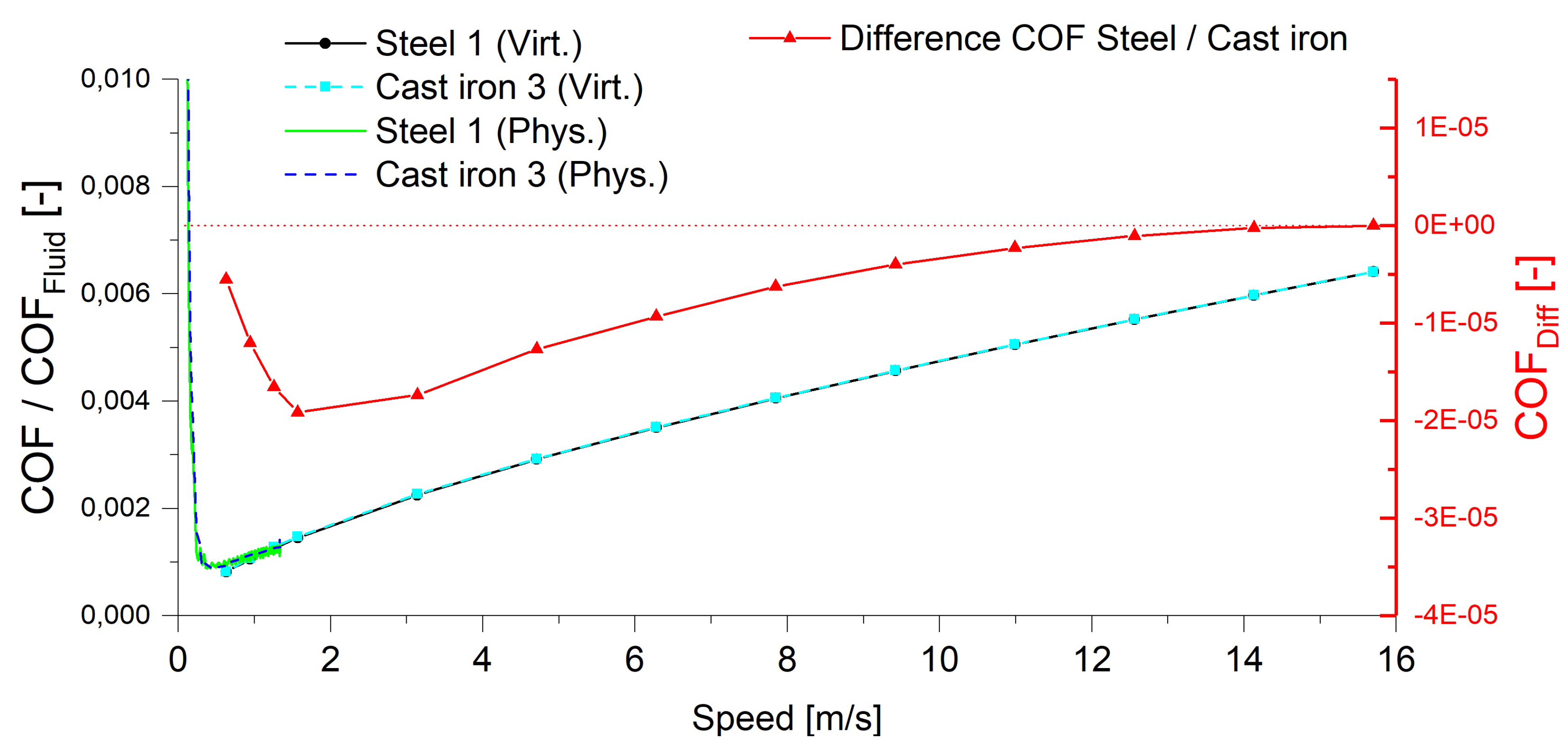
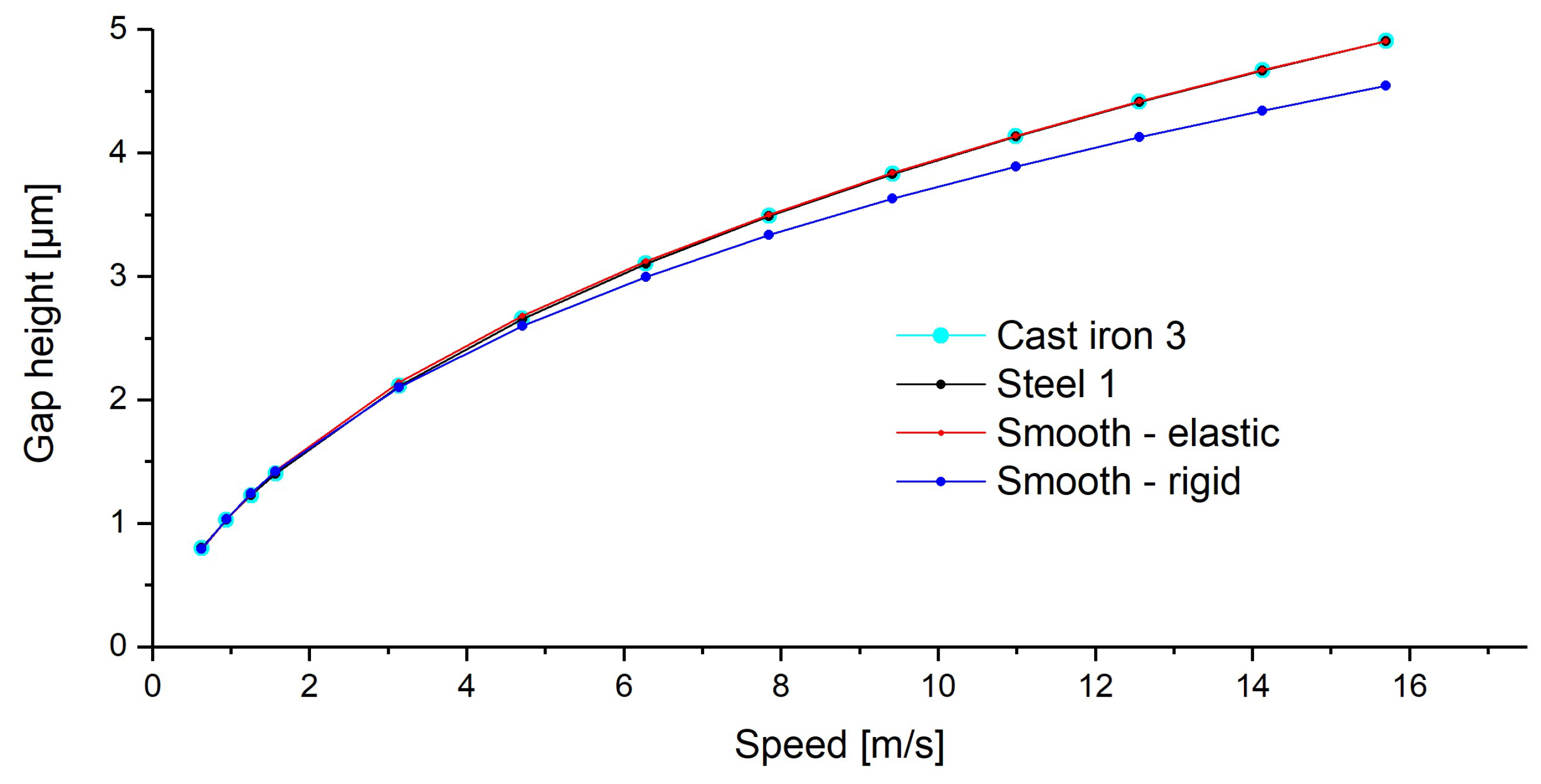
6. Results of the Virtual Simulation
7. Conclusions and Outlook
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kniewallner, L. Kurbelwellen. In Handbuch Verbrennungsmotor; Vieweg+Teubner: Berlin, Germany, 2010; Volume 5. [Google Scholar]
- Summer, F.; Grün, F.; Schiffer, J.; Gódor, I.; Papadimitriou, I. Tribological study of crankshaft bearing systems: Comparison of forged steel and cast iron counterparts under start–stop operation. Wear 2015, 338–339, 232–241. [Google Scholar] [CrossRef]
- Menk, W.; Kniewallner, L.; Prukner, S. Cast crankshafts as an alternative to forged crankshafts. MTZ Worldw. 2007, 68, 23–24. [Google Scholar] [CrossRef]
- Bhushan, B. (Ed.) Modern Tribology Handbook; CRC Press LLC: Boca Raton, FL, USA, 2001. [Google Scholar]
- Czichos, H. Tribologie-Handbuch: Tribometrie, Tribomaterialien, Tribotechnik, 3rd ed.; Springer Fachmedien: Wiesbaden, Germany, 2010. [Google Scholar]
- Feyzullahoğlu, E.; Şakiroğlu, N. The wear of aluminium-based journal bearing materials under lubrication. Mater. Des. 2010, 31, 2532–2539. [Google Scholar] [CrossRef]
- Hagemann, T.; Pfeiffer, P.; Schwarze, H. Measured and Predicted Operating Characteristics of a Tilting-Pad Journal Bearing with Jacking-Oil Device at Hydrostatic, Hybrid, and Hydrodynamic Operation. Lubricants 2018, 6, 81. [Google Scholar] [CrossRef] [Green Version]
- Vlădescu, S.C.; Fowell, M.; Mattsson, L.; Reddyhoff, T. The effects of laser surface texture applied to internal combustion engine journal bearing shells—An experimental study. Tribol. Int. 2019, 134, 317–327. [Google Scholar] [CrossRef]
- Summer, F.; Bergmann, P.; Grün, F. Damage Equivalent Test Methodologies as Design Elements for Journal Bearing Systems. Lubricants 2017, 5, 47. [Google Scholar] [CrossRef] [Green Version]
- Grün, F.; Gódor, I.; Trausmuth, A.; Krampl, H. Damage oriented tribological model testing for internal combustion engines—Design of laboratory test strategies. Tribol. Schmier. 2013, 60, 5–12. [Google Scholar]
- Summer, F.; Grün, F.; Offenbecher, M.; Taylor, S. Challenges of friction reduction of engine plain bearings—Tackling the problem with novel bearing materials. Tribol. Int. 2018, 131, 238–250. [Google Scholar] [CrossRef]
- Summer, F.; Grün, F.; Offenbecher, M.; Taylor, S.; Lainé, E. Tribology of journal bearings: Start stop operation as life-time factor. Tribol. Und Schmier. 2017, 64, 44–54. [Google Scholar]
- Bergmann, P.; Grün, F.; Gódor, I.; Stadler, G.; Maier-Kiener, V. On the modelling of mixed lubrication of conformal contacts. Tribol. Int. 2018, 125, 220–236. [Google Scholar] [CrossRef]
- Bergmann, P.; Grün, F.; Summer, F.; Gódor, I. Evaluation of Wear Phenomena of Journal Bearings by Close to Component Testing and Application of a Numerical Wear Assessment. Lubricants 2018, 6, 65. [Google Scholar] [CrossRef] [Green Version]
- Chengwei, W.; Zheng, L. An Average Reynolds Equation for Partial Film Lubrication With a Contact Factor. J. Tribol. 1989, 111, 188–191. [Google Scholar]
- Dobrica, M.B.; Fillon, M.; Maspeyrot, P. Influence of Mixed-Lubrication and Rough Elastic-Plastic Contact on the Performance of Small Fluid Film Bearings. Tribol. Trans. 2008, 51, 699–717. [Google Scholar] [CrossRef]
- Patir, N.; Cheng, H.S. An Average Flow Model for Determining Effects of Three-Dimensional Roughness on Partial Hydrodynamic Lubrication. J. Lubr. Technol. 1978, 100, 12–17. [Google Scholar] [CrossRef]
- Patir, N.; Cheng, H.S. Application of Average Flow Model to Lubrication Between Rough Sliding Surfaces. J. Lubr. Technol. 1979, 101, 220–229. [Google Scholar] [CrossRef]
- Meng, F.M.; Cen, S.Q.; Hu, Y.Z.; Wang, H. On elastic deformation, inter-asperity cavitation and lubricant thermal effects on flow factors. Tribol. Int. 2009, 42, 260–274. [Google Scholar] [CrossRef]
- Dobrica, M.B.; Fillon, M.; Pascovici, M.D.; Cicone, T. Optimizing surface texture for hydrodynamic lubricated contacts using a mass-conserving numerical approach. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2010, 224, 737–750. [Google Scholar] [CrossRef]
- Dobrica, M.B.; Fillon, M. About the validity of Reynolds equation and inertia effects in textured sliders of infinite width. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2009, 223, 69–78. [Google Scholar] [CrossRef]
- Sahlin, F.; Larsson, R.; Marklund, P.; Almqvist, A.; Lugt, P.M. A mixed lubrication model incorporating measured surface topography. Part 2: Roughness treatment, model validation, and simulation. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2009, 224, 353–365. [Google Scholar] [CrossRef]
- De Kraker, A.; van Ostayen, R.A.J.; van Beek, A.; Rixen, D.J. A Multiscale Method Modeling Surface Texture Effects. J. Tribol. 2007, 29, 221–230. [Google Scholar] [CrossRef]
- De Kraker, A.; van Ostayen, R.A.J.; Rixen, D.J. Development of a texture averaged Reynolds equation. Tribol. Int. 2010, 43, 2100–2109. [Google Scholar] [CrossRef]
- Pusterhofer, M.; Bergmann, P.; Summer, F.; Grün, F.; Brand, C. A Novel Approach for Modeling Surface Effects in Hydrodynamic Lubrication. Lubricants 2018, 6, 27. [Google Scholar] [CrossRef] [Green Version]
- Prölß, M.; Schwarze, H.; Hagemann, T.; Zemella, P.; Winking, P. Theoretical and Experimental Investigations on Transient Run-Up Procedures of Journal Bearings Including Mixed Friction Conditions. Lubricants 2018, 6, 105. [Google Scholar] [CrossRef] [Green Version]
- Varela, A.C.; Santos, I.F. Dynamic Coefficients of a tilitng pad with active lubrication: Comparison between theoretical and experimental results. J. Tribol. 2015, 137, 1–10. [Google Scholar]
- ÖNORM EN ISO 25178-2:2012. Geometrical Product Specifications (GPS) ― Surface Texture: Areal Part 2: Terms, Definitions and Surface Texture Parameters; ISO: Geneva, Switzerland, 1996. [Google Scholar]
- KEYENCE. Introduction to Roughness: Solving the Question about Profile and Surface Roughness Measurements. 2019. Available online: https://www.keyence.eu/ss/products/microscope/roughness/index.jsp (accessed on 15 January 2020).
- Adam, A.; Prefot, M.; Wilhelm, M. Crankshaft bearings for engines with start-stop systems. MTZ Worldw. 2010, 71, 22–25. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Short Name | Material | Surface Treatment | Sz [µm] | Spk [µm] | Svk [µm] | Phys. Sim. | Virt. Sim. |
|---|---|---|---|---|---|---|---|
| Steel 1 | Steel | Classic polishing process | 1.9 | 0.266 | 0.275 | x | x |
| Steel 2 | Steel | Grinding process | 5.2 | 0.323 | 0.284 | x | |
| Cast Iron 1 | Cast iron | Classic polishing process | 2.9 | 0.364 | 0.345 | x | |
| Cast Iron 2 | Cast iron | Novel Surface Treatment 1 | 3.2 | 0.230 | 0.210 | x | |
| Cast Iron 3 | Cast iron | Novel Surface Treatment 2 | 2.3 | 0.175 | 0.189 | x | x |
| Location | C | O | Si | P | S | Ca | Fe | Zn |
|---|---|---|---|---|---|---|---|---|
| EDX 1 | 13.3 | 35.6 | - | - | - | 11.1 | 38.7 | 1.2 |
| EDX 2 | 11.4 | 30.6 | - | 1.2 | 1.7 | 9.0 | 44.5 | 1.6 |
| EDX 3 | 15.3 | 51.3 | - | - | - | 15.8 | 17.6 | - |
| EDX 4 | 12.3 | 37.3 | 1.6 | - | - | 12.1 | 36.2 | 0.8 |
| EDX 5 | 13.0 | 33.0 | 2.1 | - | - | 11.2 | 40.1 | 0.7 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pusterhofer, M.; Summer, F.; Maier, M.; Grün, F. Assessment of Shaft Surface Structures on the Tribological Behavior of Journal Bearings by Physical and Virtual Simulation. Lubricants 2020, 8, 8. https://doi.org/10.3390/lubricants8010008
Pusterhofer M, Summer F, Maier M, Grün F. Assessment of Shaft Surface Structures on the Tribological Behavior of Journal Bearings by Physical and Virtual Simulation. Lubricants. 2020; 8(1):8. https://doi.org/10.3390/lubricants8010008
Chicago/Turabian StylePusterhofer, Michael, Florian Summer, Michael Maier, and Florian Grün. 2020. "Assessment of Shaft Surface Structures on the Tribological Behavior of Journal Bearings by Physical and Virtual Simulation" Lubricants 8, no. 1: 8. https://doi.org/10.3390/lubricants8010008
APA StylePusterhofer, M., Summer, F., Maier, M., & Grün, F. (2020). Assessment of Shaft Surface Structures on the Tribological Behavior of Journal Bearings by Physical and Virtual Simulation. Lubricants, 8(1), 8. https://doi.org/10.3390/lubricants8010008