Production and Tribological Characterization of Tailored Laser-Induced Surface 3D Microtextures



Abstract
:1. Introduction
2. Materials and Methods
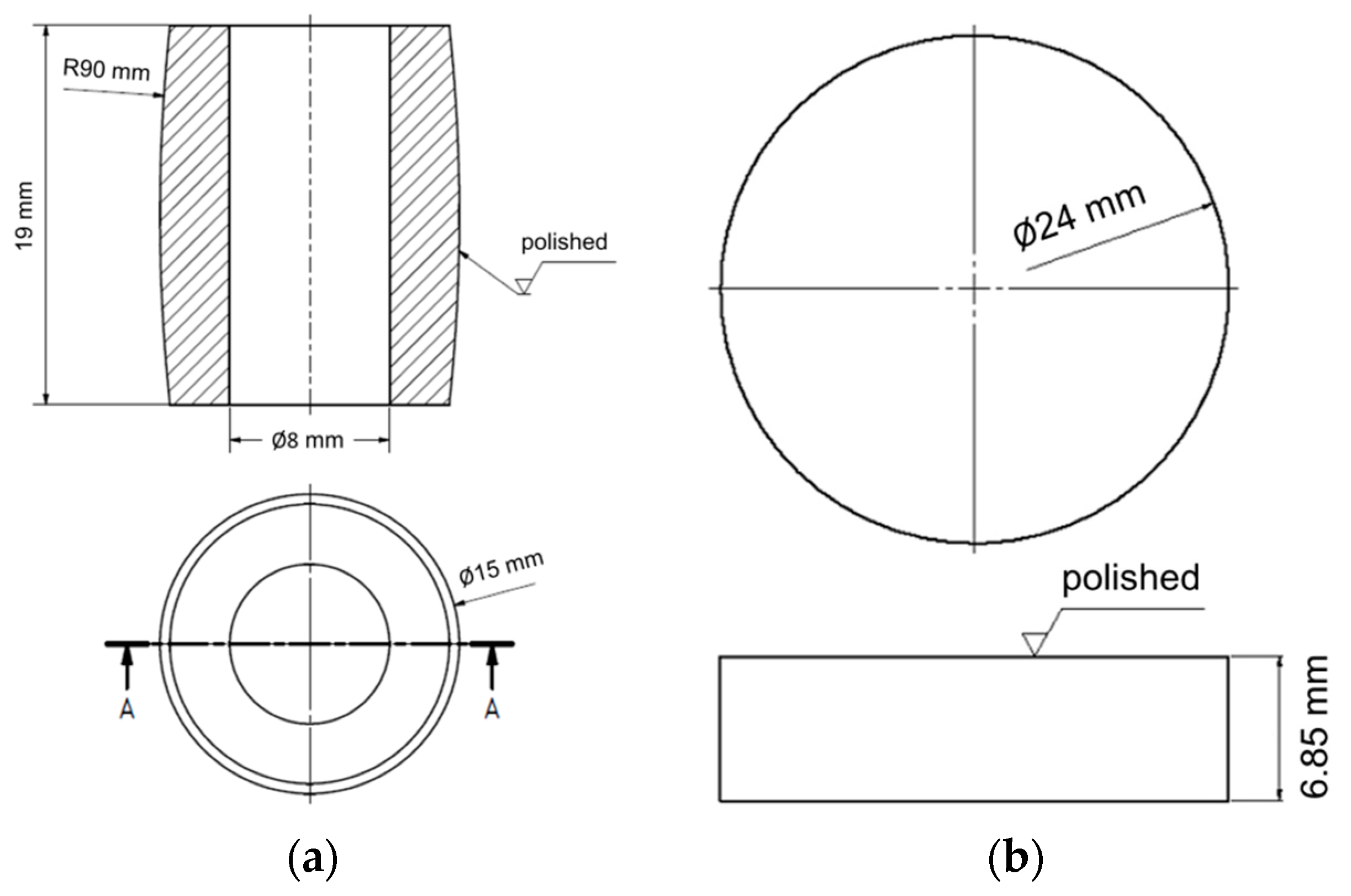
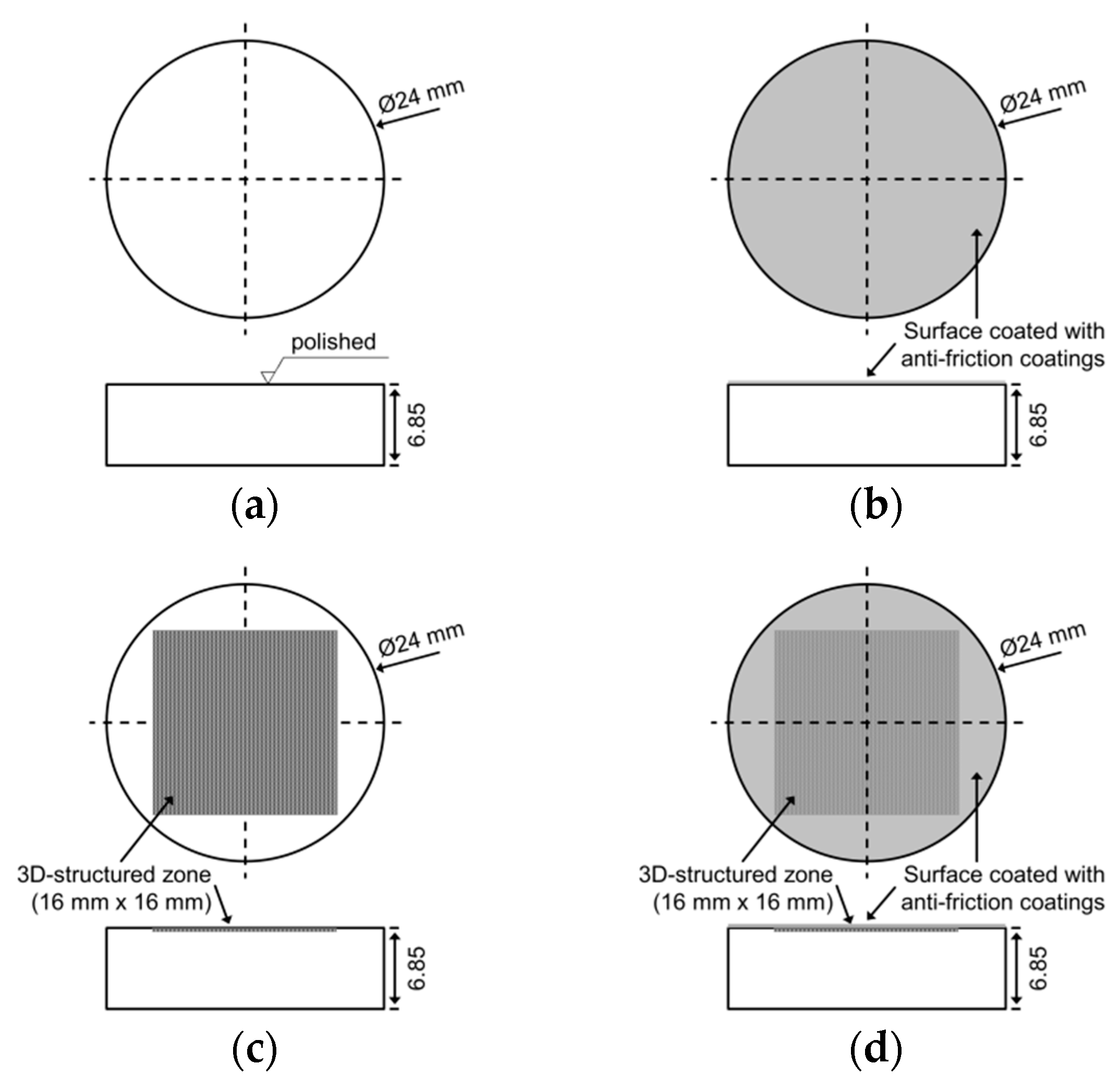
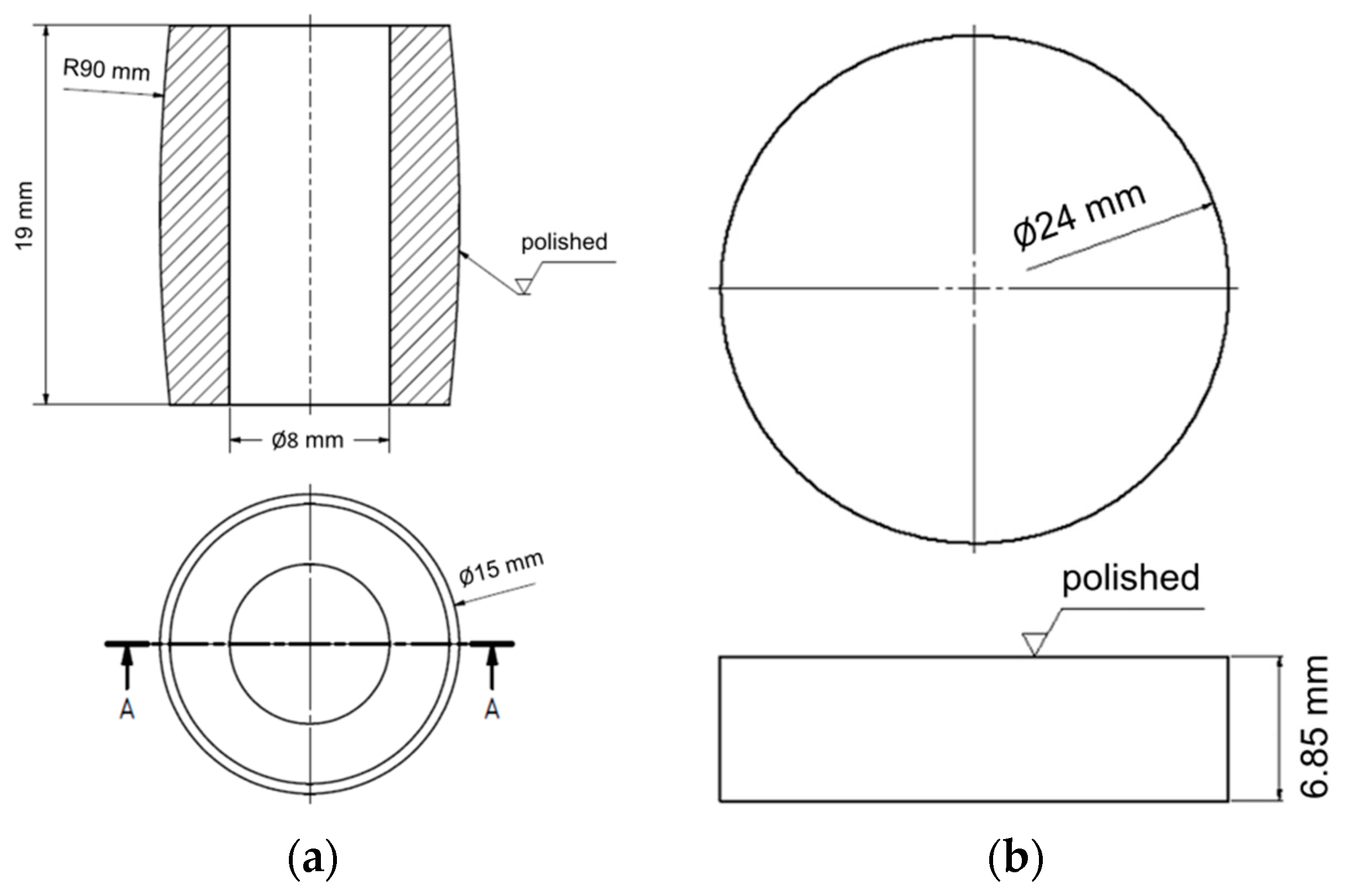
2.1. Samples Geometry and Dimensions
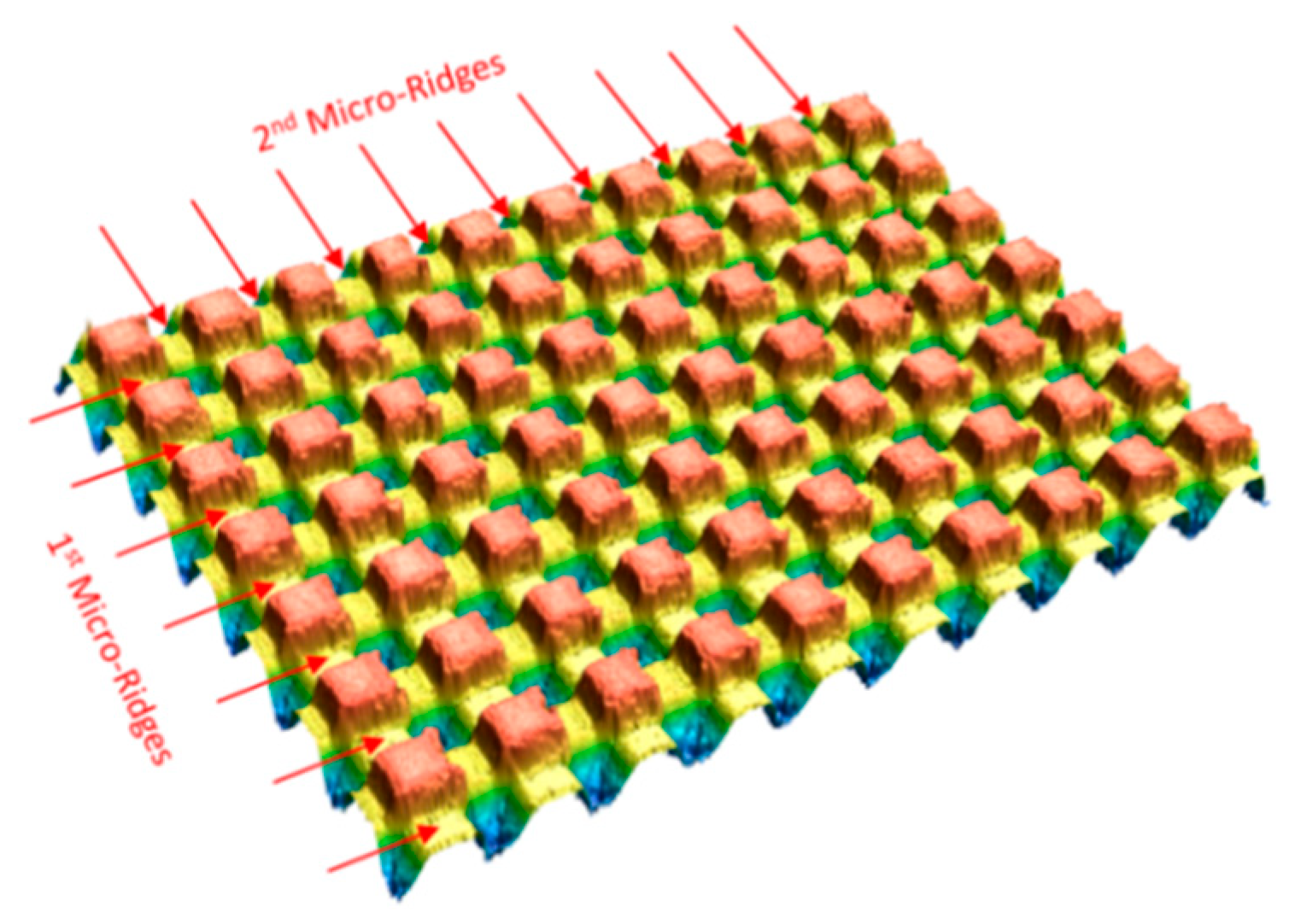
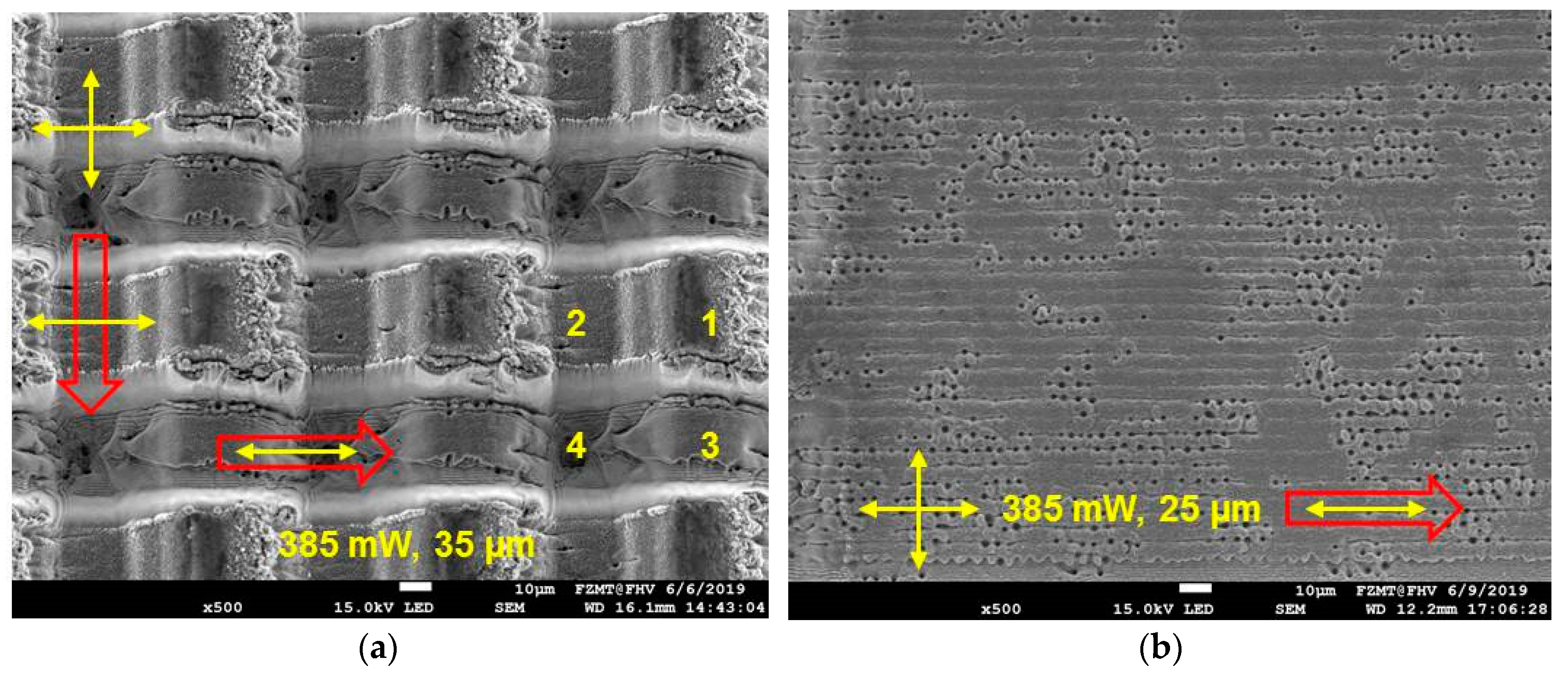
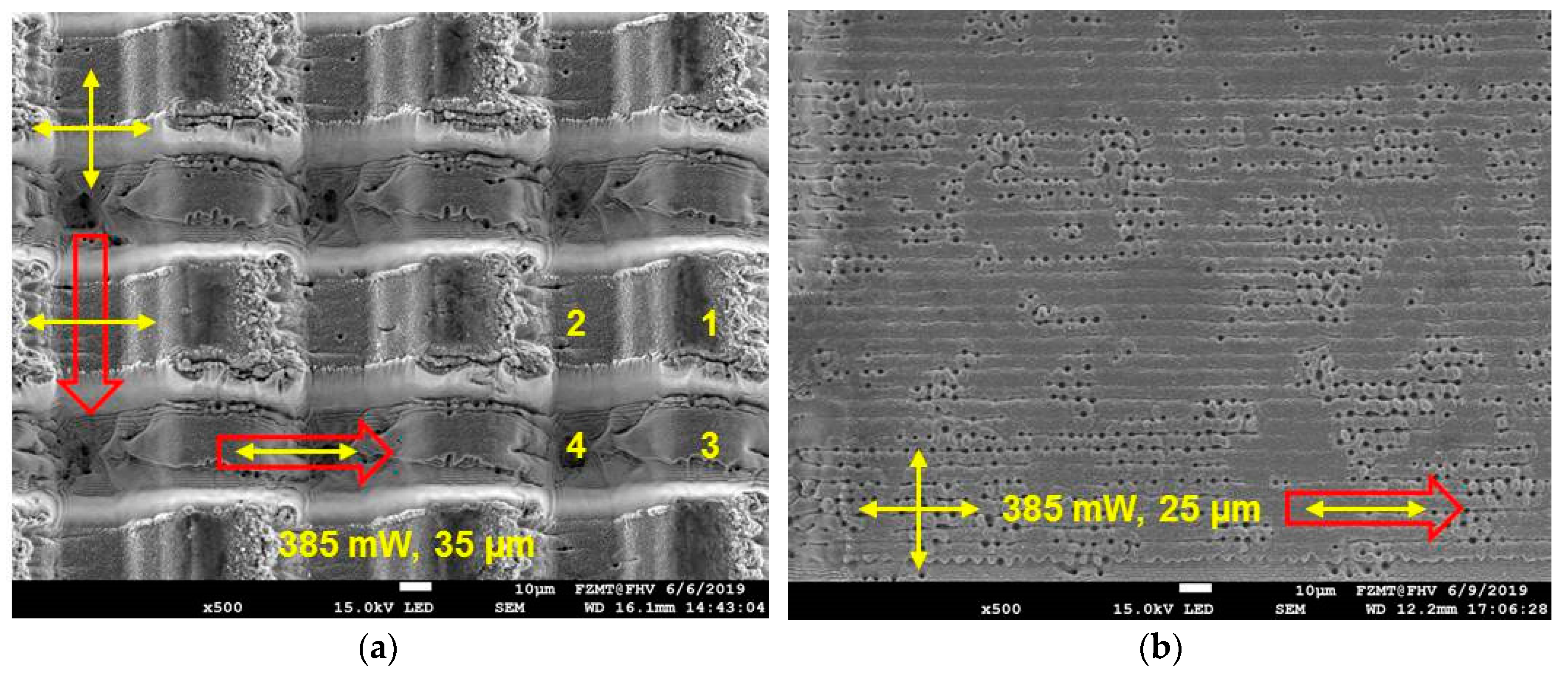
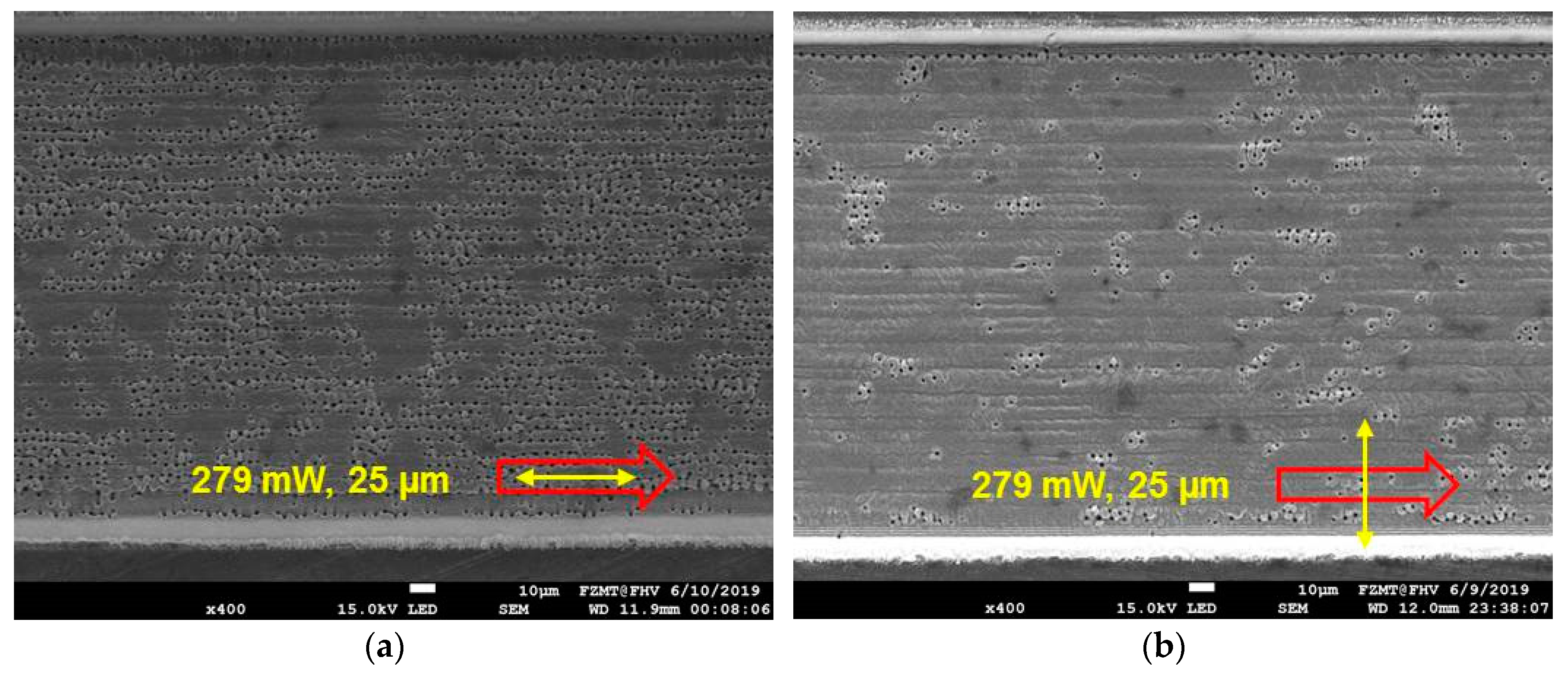
2.2. Production of 3D-Microtexture through Laser Ablation
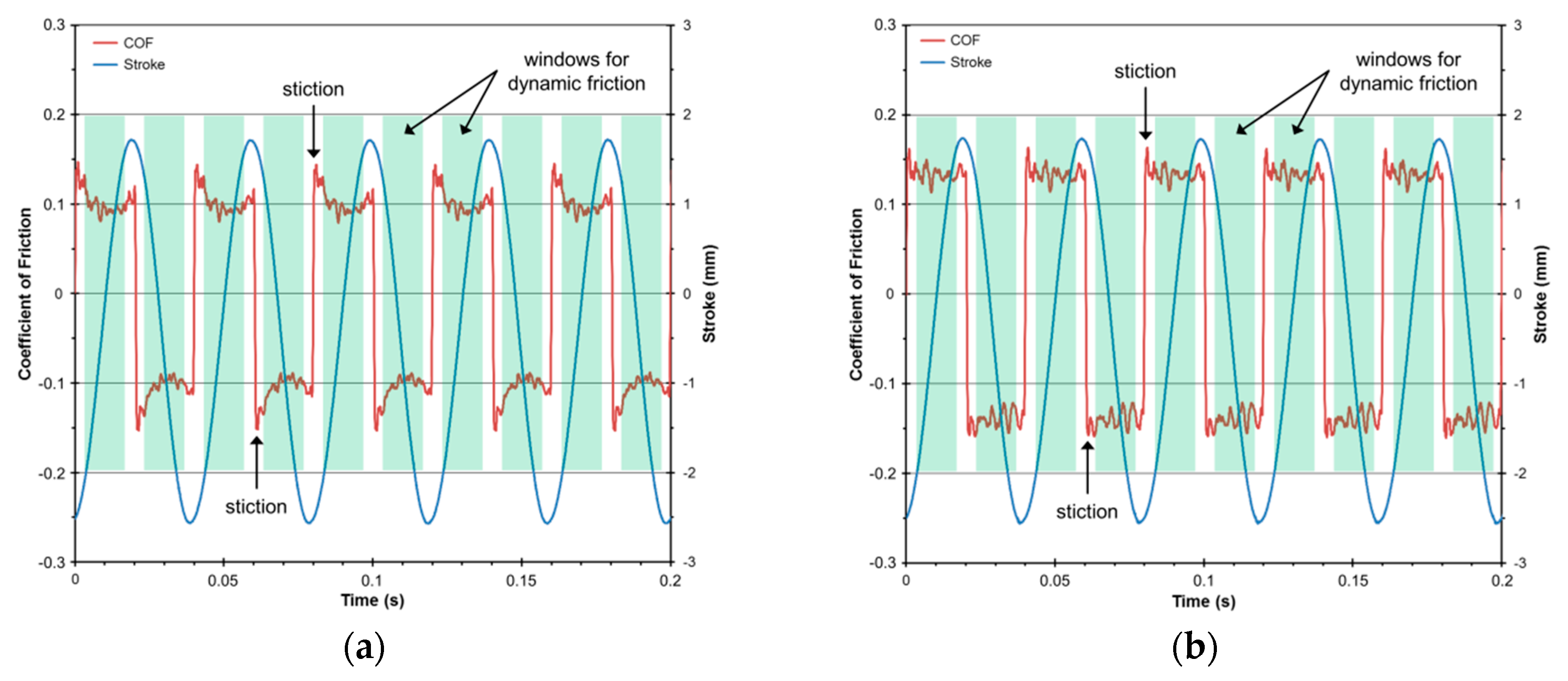
2.3. Evaluation of Dynamic Friction Coefficients
2.4. Evaluation of Wear Resistance and Long-Term Friction Behaviour
3. Results and Discussions
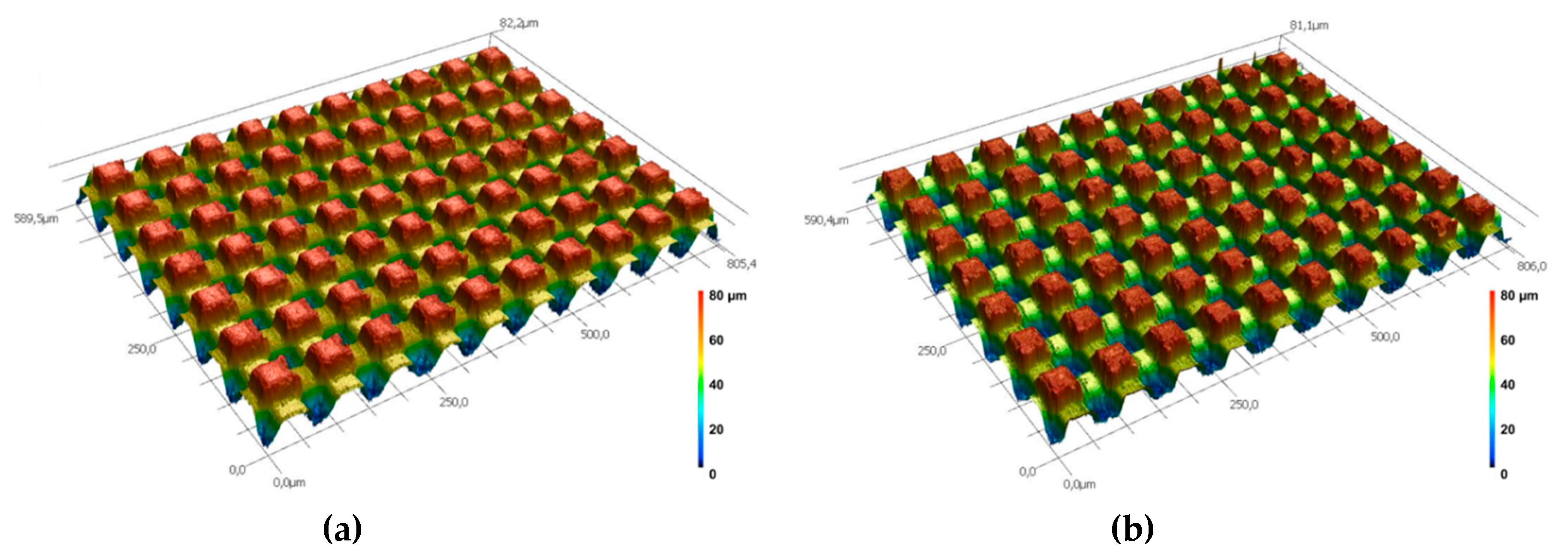
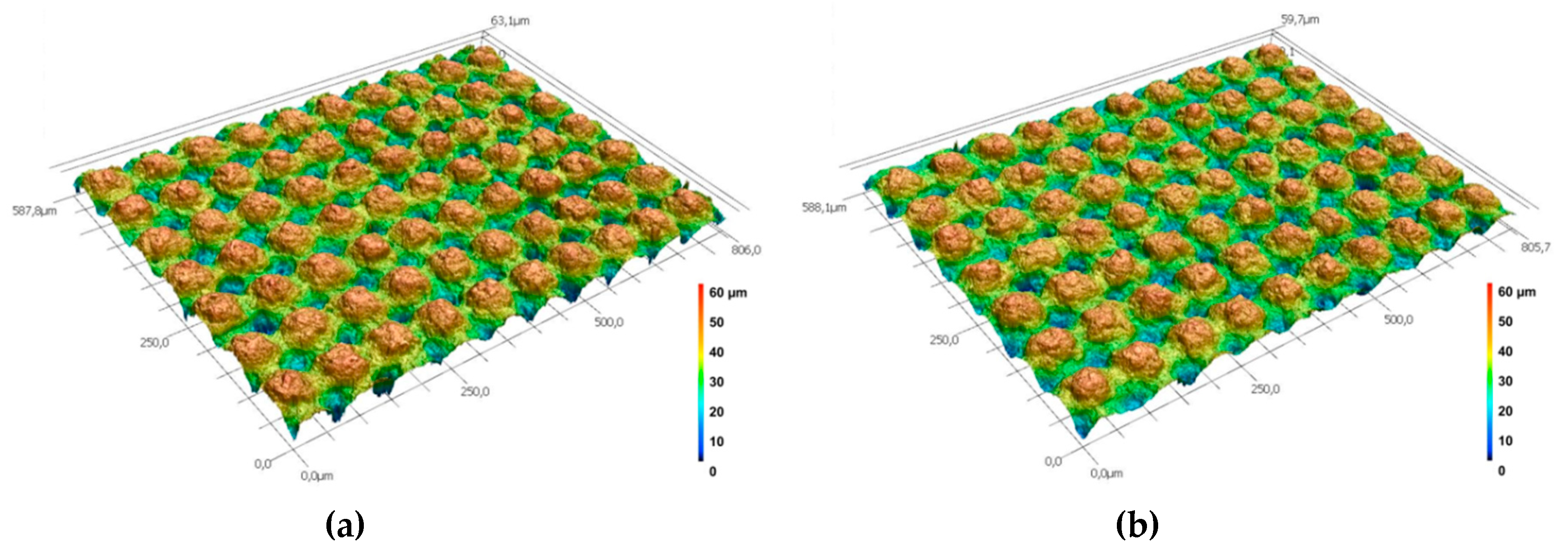
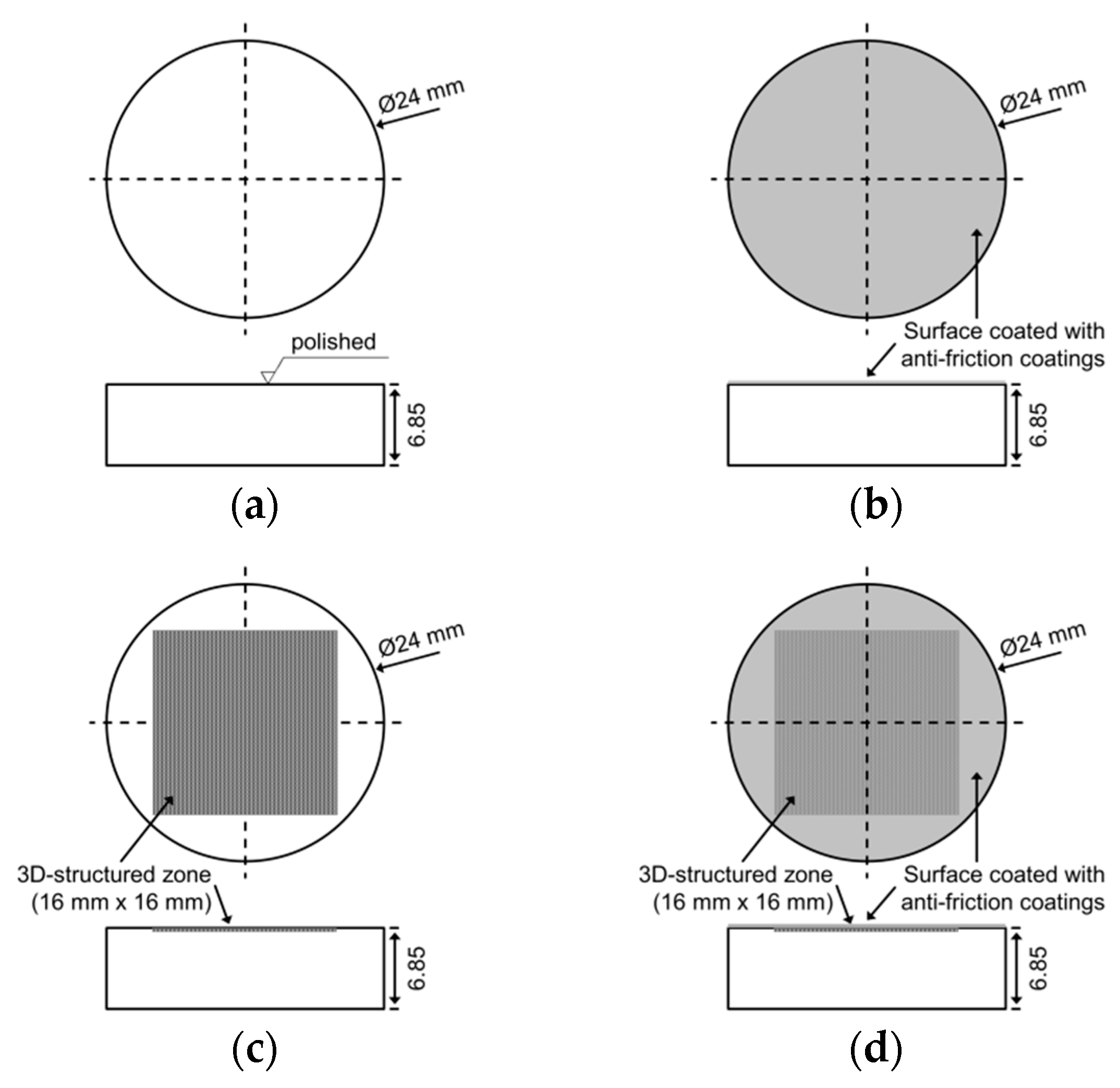
3.1. Characterization of Benchmark, Coated, 3D Microtextured and 3D Microtextured/Coated Samples
3.2. Evaluation of Dynamic Friction Coefficients
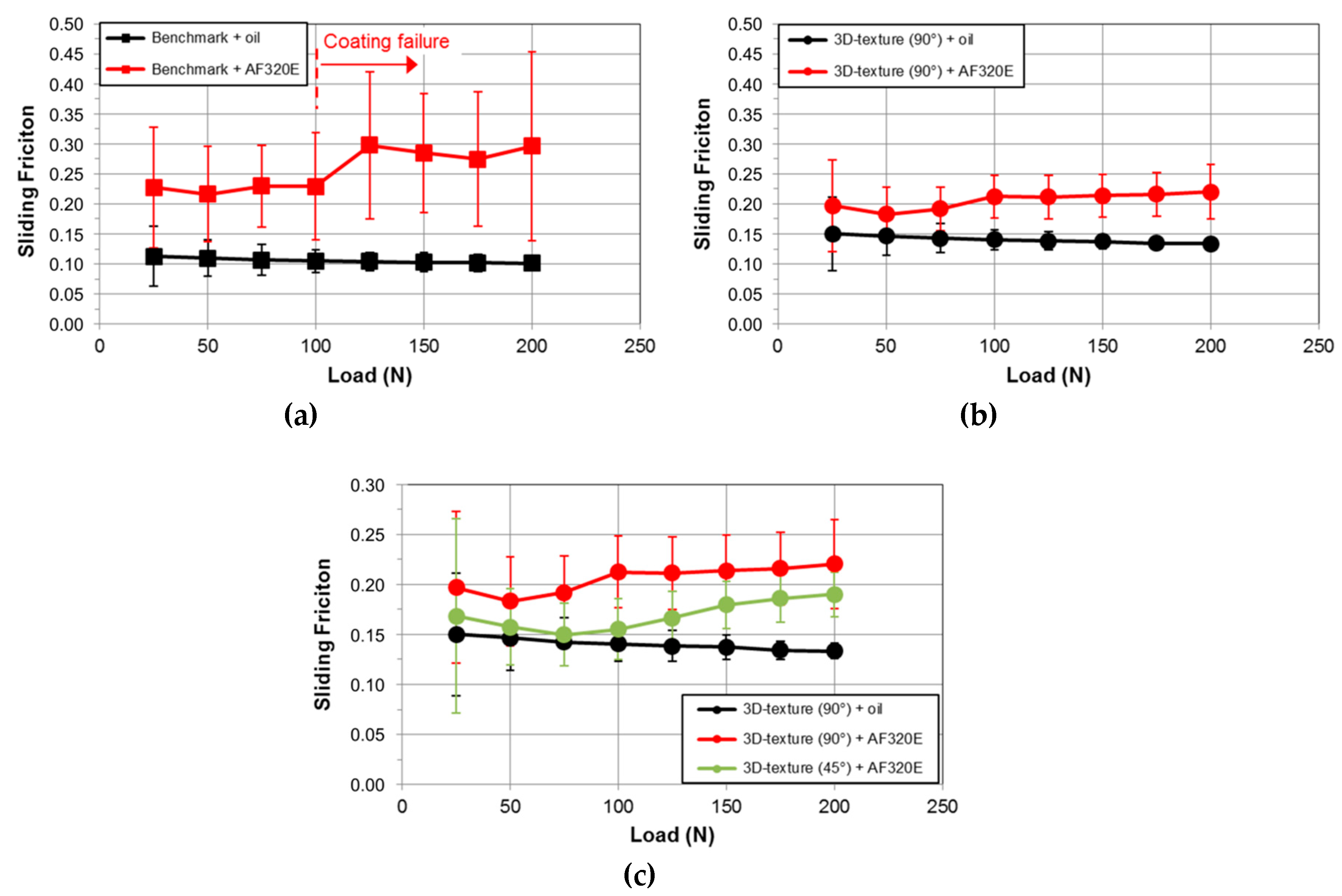
3.3. Evaluation of Wear Resistance and Long-Term Friction Behaviour
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Holmberg, K.; Kivikytö-Reponen, P.; Härkisaari, P.; Valtonen, K.; Erdemir, A. Global Energy Consumption due to Friction and Wear in the Mining Industry. Tribol. Int. 2017, 115, 116–139. [Google Scholar] [CrossRef]
- Sedlacek, M.; Podgornik, B.; Ramalho, A.; Cesnik, D. Influence of Geometry and the Sequence of Surface Texturing Process on Tribological Properties. Tribol. Int. 2017, 115, 268–273. [Google Scholar] [CrossRef]
- Sergejev, F.; Peetsalu, P.; Sivitski, A.; Saarna, M.; Adoberg, E. Surface Fatigue and Wear of PVD Coated Punches during Fine Blanking Operation. Eng. Fail. Anal. 2011, 18, 1689–1697. [Google Scholar] [CrossRef]
- Podgornik, B.; Hogmark, S.; Sandberg, O. Proper Coating Selection for Improved Galling Performance of Forming Tool Steel. Wear 2006, 261, 15–21. [Google Scholar] [CrossRef]
- Leskovsek, V.; Podgornik, B. Vacuum Heat Treatment, Deep Cryogenic Treatment and Simultaneous Pulse Plasma Nitriding and Tempering of P/M S390MC Steel. Mater. Sci. Eng. A 2012, 531, 119–129. [Google Scholar] [CrossRef]
- Voevodin, A.A.; Zabinski, J.S. Laser Surface Texturing for Adaptive Solid Lubrication. Wear 2006, 261, 11–12, 1285–1292. [Google Scholar] [CrossRef]
- Voyer, J.; Klien, S.; Ausserer, F.; Velkavrh, I.; Ristow, A.; Diem, A. Friction Reduction Through Sub-Micro Laser Surface Modifications. Tribologie und Schmierungstechnik 2015, 62, 13–18. [Google Scholar]
- Gachot, C.; Rosenkranz, A.; Hsu, S.M.; Costa, H.L. A Critical Assessment of Surface Texturing for Friction and Wear Improvement. Wear 2017, 372–373, 21–41. [Google Scholar] [CrossRef]
- Podgornik, B.; Sedlacek, M. Performance, Characterization and Design of Textured Surfaces. J. Tribol. 2012, 134, 1–7. [Google Scholar] [CrossRef]
- Vilhena, L.M.; Podgornik, B.; Vizintin, J.; Mozina, J. Influence of Texturing Parameters and Contact Conditions on Tribological Behaviour of Laser Textured Surfaces. Meccanica 2011, 46, 567–575. [Google Scholar] [CrossRef]
- Voyer, J.; Ausserer, F.; Klien, S.; Ristow, A.; Velkavrh, I.; Diem, A.; Zehetner, J.; Stroj, S.; Heidegger, S.; Bertschler, C.; et al. Sub-Micro Laser Modifications of Tribological Surfaces. Mater. Perform. Charact. 2017, 6, 42–67. [Google Scholar] [CrossRef]
- Vladescu, S.C.; Olver, A.V.; Pegg, I.G.; Reddyhoff, T. The Effects of Surface Texture in Reciprocating Contacts—An Experimental Study. Tribol. Int. 2015, 82A, 28–42. [Google Scholar] [CrossRef]
- Andersson, P.; Koskinen, J.; Varjus, S.; Gerbig, Y.; Haefke, H.; Georgiou, S.; Zhmud, B.; Buss, W. Microlubrication Effect by Laser-Textured Steel Surfaces. Wear 2007, 262, 369–379. [Google Scholar] [CrossRef]
- Cho, M.H.; Park, S. Micro CNC Surface Texturing on Polyoxymethylene (POM) and its Tribological Performance in Lubricated Sliding. Tribol. Int. 2011, 44, 859–867. [Google Scholar] [CrossRef]
- Biboulet, N.; Bouassida, H.; Lubrecht, A.A. Cross Hatched Texture Influence on the Load Carrying Capacity of Oil Control Rings. Tribol. Int. 2015, 82A, 12–19. [Google Scholar] [CrossRef]
- Huang, W.; Jiang, L.; Zhou, C.; Wang, X. The Lubricant Retaining Effect of Micro-Dimples on the Sliding Surface of PDMS. Tribol. Int. 2012, 52, 87–93. [Google Scholar] [CrossRef]
- Suh, M.S.; Chae, Y.H.; Kim, S.S.; Hinoki, T.; Kohyama, A. Effect of Geometrical Parameters in Micro-Grooved Crosshatch Pattern under Lubricated Sliding Friction. Tribol. Int. 2010, 43, 1508–1517. [Google Scholar] [CrossRef]
- Wakuda, M.; Yamauchi, Y.; Kanzaki, S.; Yasuda, Y. Effect of Surface Texturing on Friction Reduction Between Ceramic and Steel Materials under Lubricated Sliding Contact. Wear 2003, 254, 356–363. [Google Scholar] [CrossRef]
- Bonse, J.; Höhm, S.; Kirner, S.V.; Rosenfeld, A.; Krüger, J. Laser-Induced Periodic Surface Structures—A Scientific Evergreen. IEEE J. Sel. Top. Quantum Electron. 2017, 23, 9000615. [Google Scholar] [CrossRef]
- Zehetner, J.; Kraus, S.; Lucki, M.; Vanko, G.; Dzuba, J.; Lalinsky, T. Manufacturing of Membranes by Laser Ablation in SiC, Sapphire, Glass and Ceramic for GaN/Ferroelectric Thin Film MEMS and Pressure Sensors. Microsyst. Technol. 2016, 22, 1883–1892. [Google Scholar] [CrossRef]
- Zehetner, J.; Vanko, G.; Dzuba, J.; Lalinsky, T. Femtosecond Laser Processing of Membranes for Sensor Devices on Different Bulk Materials. Appl. Phys. 2017, 15, 561–568. [Google Scholar] [CrossRef]
- Voyer, J.; Ausserer, F.; Klien, S.; Velkavrh, I.; Diem, A. Reduction of the Adhesive Friction of Elastomers through Laser Texturing of Injection Molds. Lubricants 2017, 5, 45. [Google Scholar] [CrossRef]
- Bonse, J.; Krüger, J.; Höhm, S.; Rosenfeld, A. Femtosecond Laser Induced Periodic Surface Structures. J. Laser Appl. 2012, 24. [Google Scholar] [CrossRef]
- Varlamova, O.; Reif, J.; Varlamov, S.; Bestehorn, M. The Laser Polarization as Control Parameter in the Formation of Laser-Induced Periodic Surface Structures: Comparison of Numerical and Experimental Results. Appl. Surf. Sci. 2011, 257, 5465–5469. [Google Scholar] [CrossRef]
- Yao, J.W.; Zhang, C.Y.; Liu, H.Y.; Dai, Q.F.; Wu, L.J.; Lan, S.; Gopal, A.V.; Trofimov, V.A.; Lysak, T.M. High Spatial Frequency Periodic Structures on Metal Surface by Femtosecond Laser Pulses. Opt. Express 2012, 20, 905–911. [Google Scholar] [CrossRef] [PubMed]
- Ji, X.; Jiang, L.; Li, X.; Han, W.; Liu, Y.; Wang, A.; Lu, Y. Femtosecond Laser-Induced Cross-Periodic Structures on a Crystalline Silicon Surface under Low Pulse Number Irradiation. Appl. Surf. Sci. 2015, 326, 216–221. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating | Density (g/cm3 @ 20 °C) | Solid Lubricant | Solid Lubricant Amount | Binder | Solvent |
|---|---|---|---|---|---|
| AF320E | 0.97 | PTFE | 33% | organic | organic |
| Test-ID | Texture Angle | Cylinder (Upper Specimen) | Disc (Lower Specimen) | Lubricant | ||
|---|---|---|---|---|---|---|
| Material | Surface | Material | Coating | |||
| Blank Benchmark | - | 31CrMoV9 | as-received | 42CrMo4 | - | Oil* |
| Coated Benchmark | - | 31CrMoV9 | as-received | 42CrMo4 | AF320E | - |
| Microtexture (90°) | 90° | 31CrMoV9 | as-received | 42CrMo4 | - | Oil* |
| Coated Microtexture (90°) | 90° | 31CrMoV9 | as-received | 42CrMo4 | AF320E | - |
| Coated Microtexture (45°) | 45° | 31CrMoV9 | as-received | 42CrMo4 | AF320E | - |
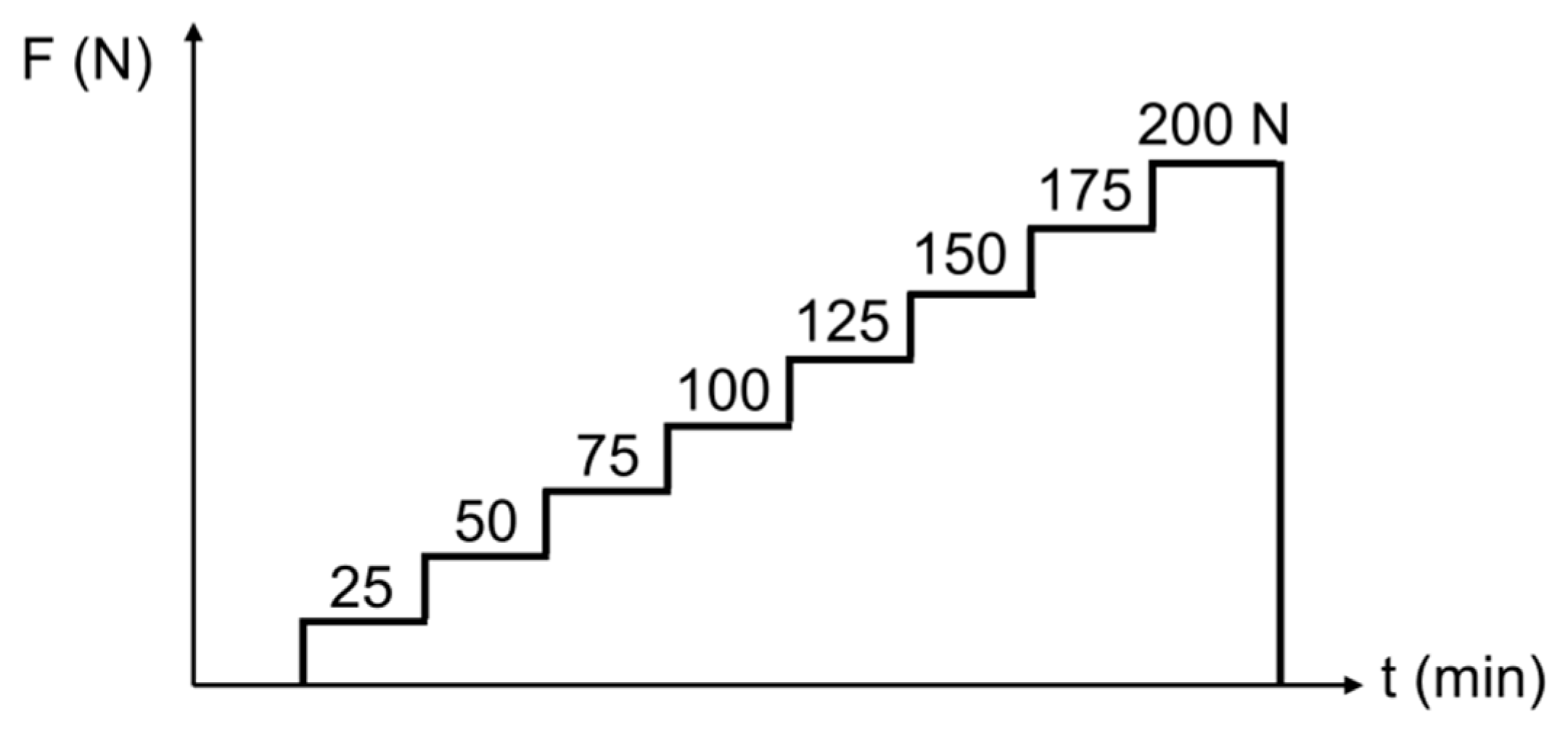
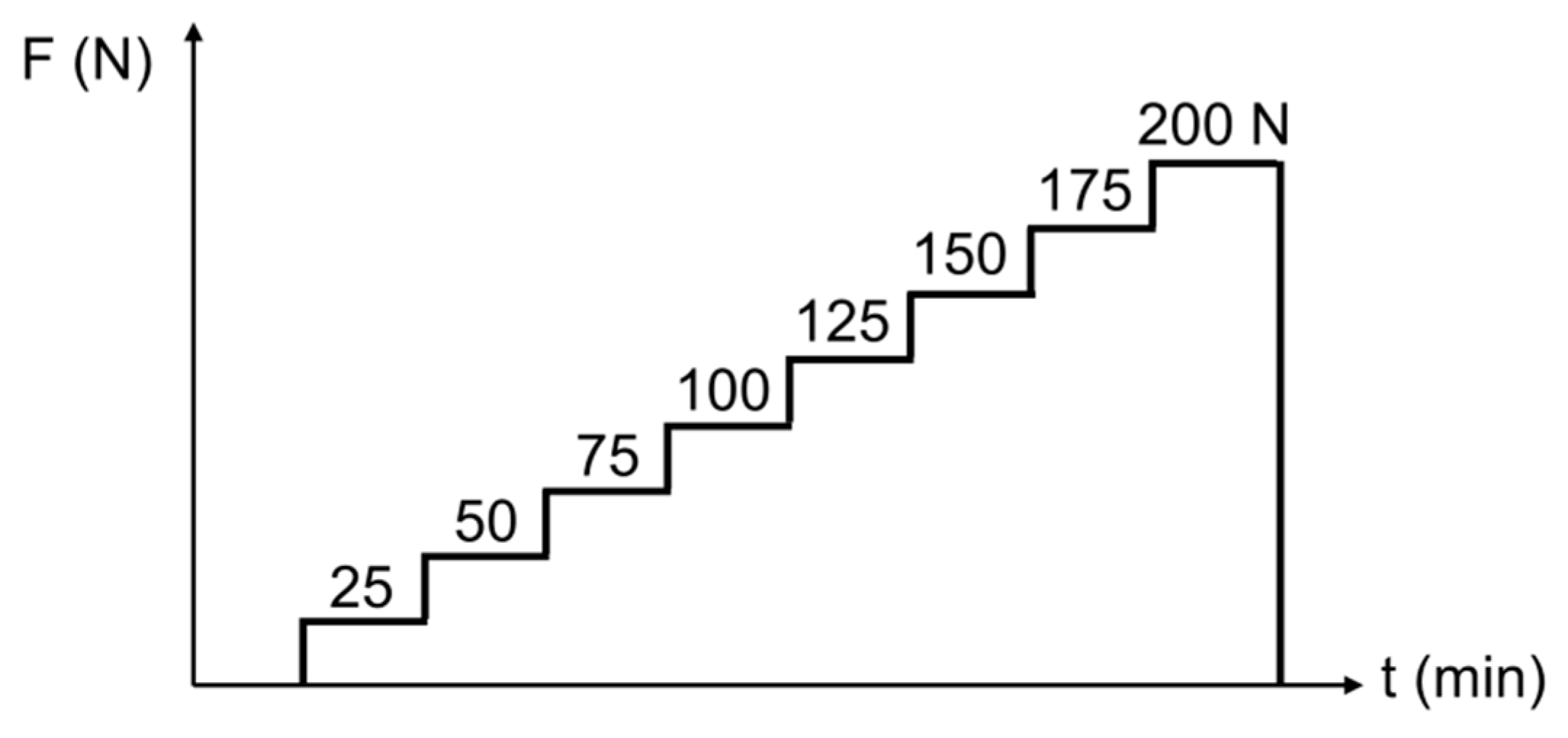
| Normal Load (N) | Duration for Each Load (min) | Total Duration (min) | Stroke (mm) | Frequency (Hz) | Temperature (°C) |
|---|---|---|---|---|---|
| 25, 50, 75, 100, 125, 150, 175, 200 | 5 | 40 | 4 | 25 | 22 |
| Sample Denomination | Texture | Coating | Ra (µm) | Rz (µm) |
|---|---|---|---|---|
| Blank Benchmark | None | None | 0.06 ± 0.01 | 0.65 ± 0.19 |
| Coated Benchmark | None | AF320E | 0.94 ± 0.10 | 5.74 ± 0.78 |
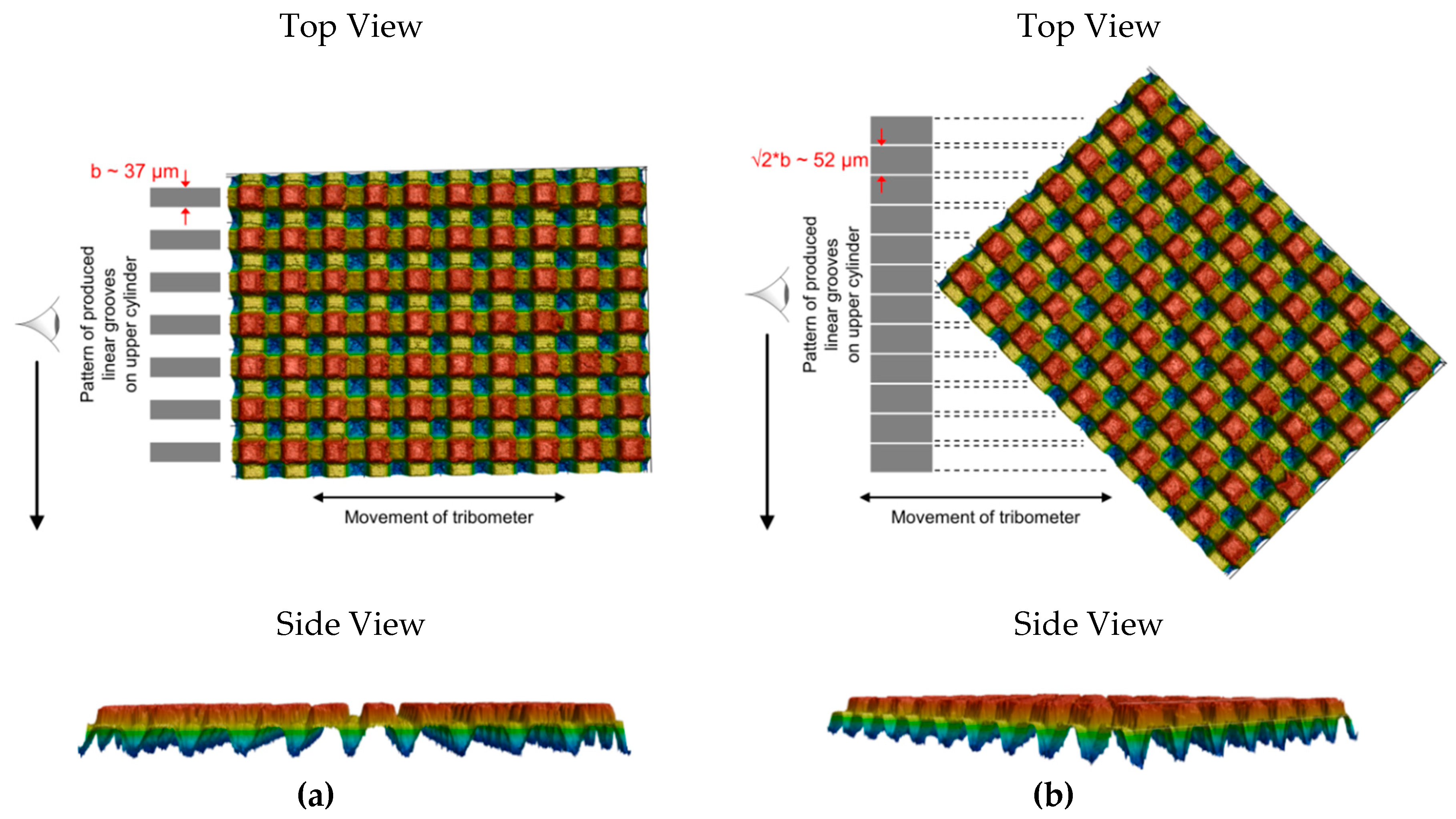
| Plateau 1 | Plateau 2 | ||||
|---|---|---|---|---|---|
| Sides (bx, by) (µm) | Height (Vs. Underlying Plateau 2) (µm) | Period (Px, Py) (µm) | Sides (bx, by) (µm) | Height (Vs. Underlying Plateau 3) (µm) | Period (Px, Py) (µm) |
| 37.2 ± 2.1 | 27.9 ± 0.6 | 82.3 ± 1.8 | 36.4 ± 1.5 | 41.2 ± 3.5 | 82.8 ± 0.8 |
| Plateau 1 Height (Vs. Underlying Plateau 2) (µm) | Plateau 2 Height (Vs. Underlying Plateau 3) (µm) |
|---|---|
| 18.1 ± 2.3 | 20.9 ± 2.5 |
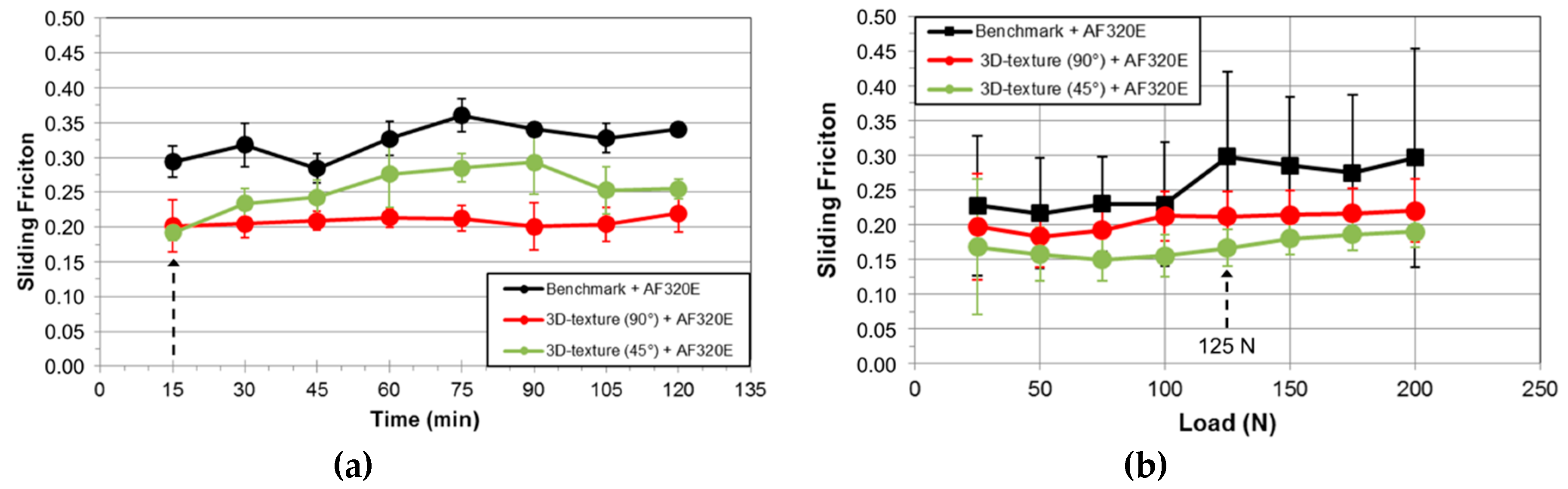
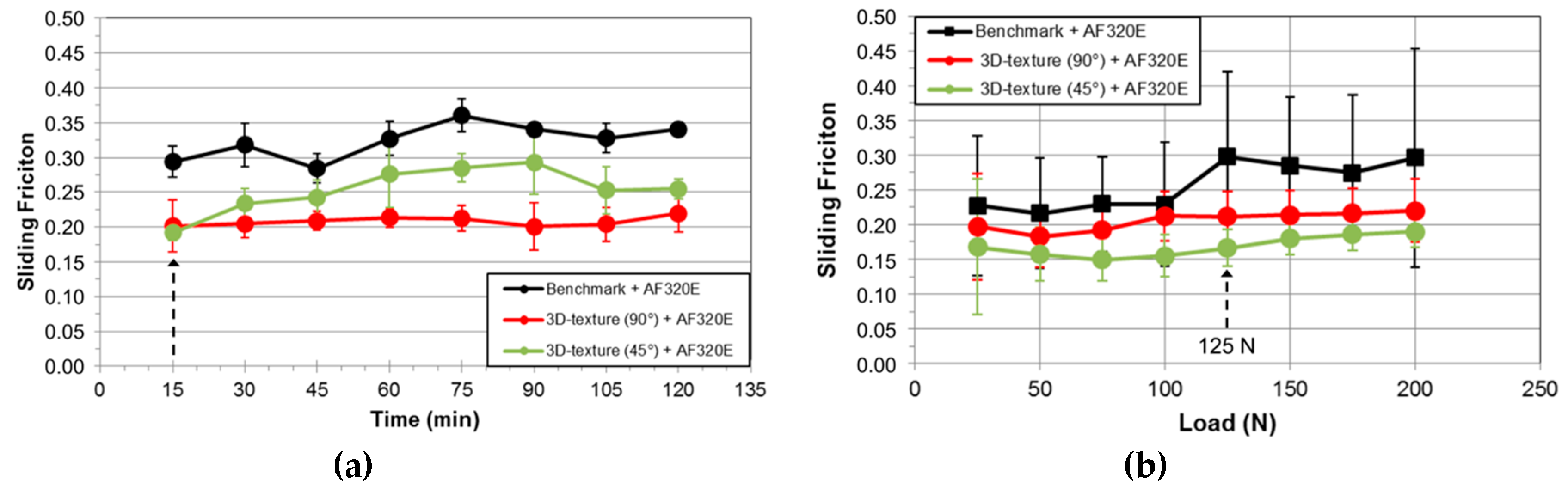
| Sample Denomination | Coefficient of Friction | |
|---|---|---|
| Wear Resistance Test (Figure 13a @ 15 min) | Load-Varying Test (Figure 13b @ 125 N) | |
| Benchmark + AF320E | 0.294 | 0.298 |
| 3D Microtexture (90°) + AF320E | 0.201 | 0.211 |
| 3D Microtexture (45°) + AF320E | 0.192 | 0.155 |
| Angle | Number of Pillars/Unit Surface Area | Number of Pillars/Unit Surface Area | Normalized Contact Area | Calculated Contact Pressure | Ratio Contact Pressures | |
|---|---|---|---|---|---|---|
| 90° | 100 | A90° = A | p90° = FN/A90° | p90° = FN/A | p45°/p90° = 1/0.8 ~1.25 | |
| 45° | ~80 | A45° ~0.8*A90° | p45° = FN/A45° | p45° = FN/0.8*A | ||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Voyer, J.; Zehetner, J.; Klien, S.; Ausserer, F.; Velkavrh, I. Production and Tribological Characterization of Tailored Laser-Induced Surface 3D Microtextures. Lubricants 2019, 7, 67. https://doi.org/10.3390/lubricants7080067
Voyer J, Zehetner J, Klien S, Ausserer F, Velkavrh I. Production and Tribological Characterization of Tailored Laser-Induced Surface 3D Microtextures. Lubricants. 2019; 7(8):67. https://doi.org/10.3390/lubricants7080067
Chicago/Turabian StyleVoyer, Joel, Johann Zehetner, Stefan Klien, Florian Ausserer, and Igor Velkavrh. 2019. "Production and Tribological Characterization of Tailored Laser-Induced Surface 3D Microtextures" Lubricants 7, no. 8: 67. https://doi.org/10.3390/lubricants7080067
APA StyleVoyer, J., Zehetner, J., Klien, S., Ausserer, F., & Velkavrh, I. (2019). Production and Tribological Characterization of Tailored Laser-Induced Surface 3D Microtextures. Lubricants, 7(8), 67. https://doi.org/10.3390/lubricants7080067