Synthesis and Characterization of Novel Ti3SiC2 Reinforced Ni-Matrix Multilayered Composite-Based Solid Lubricants


Abstract
1. Introduction
2. Experimental Details
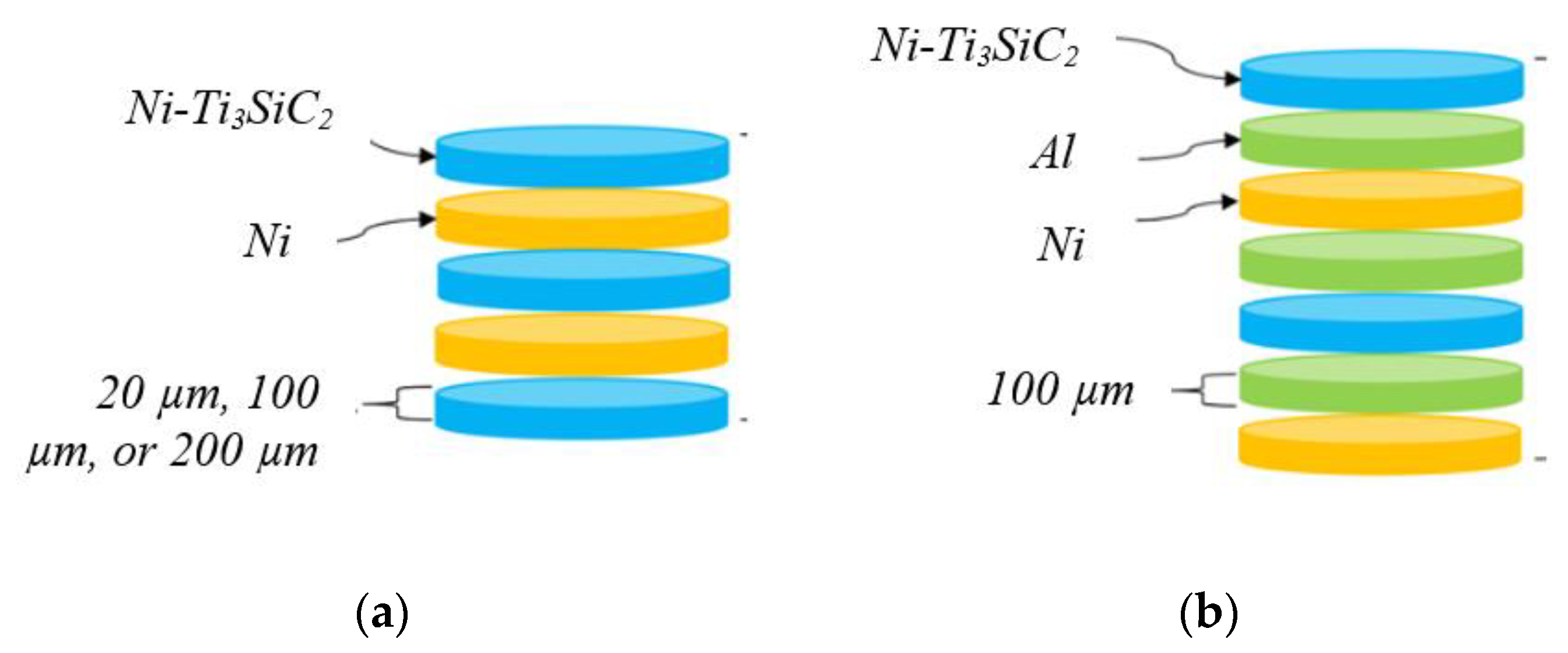
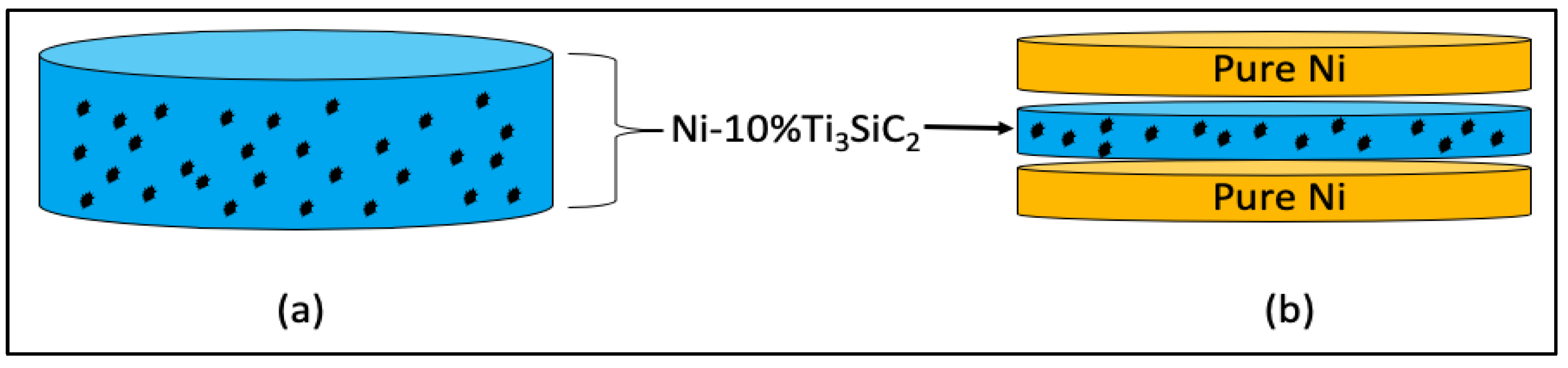
2.1. Laminate Design
2.2. Calculation of Ti3SiC2 Concentration in Composite
2.3. Slurry Design and Tape Casting
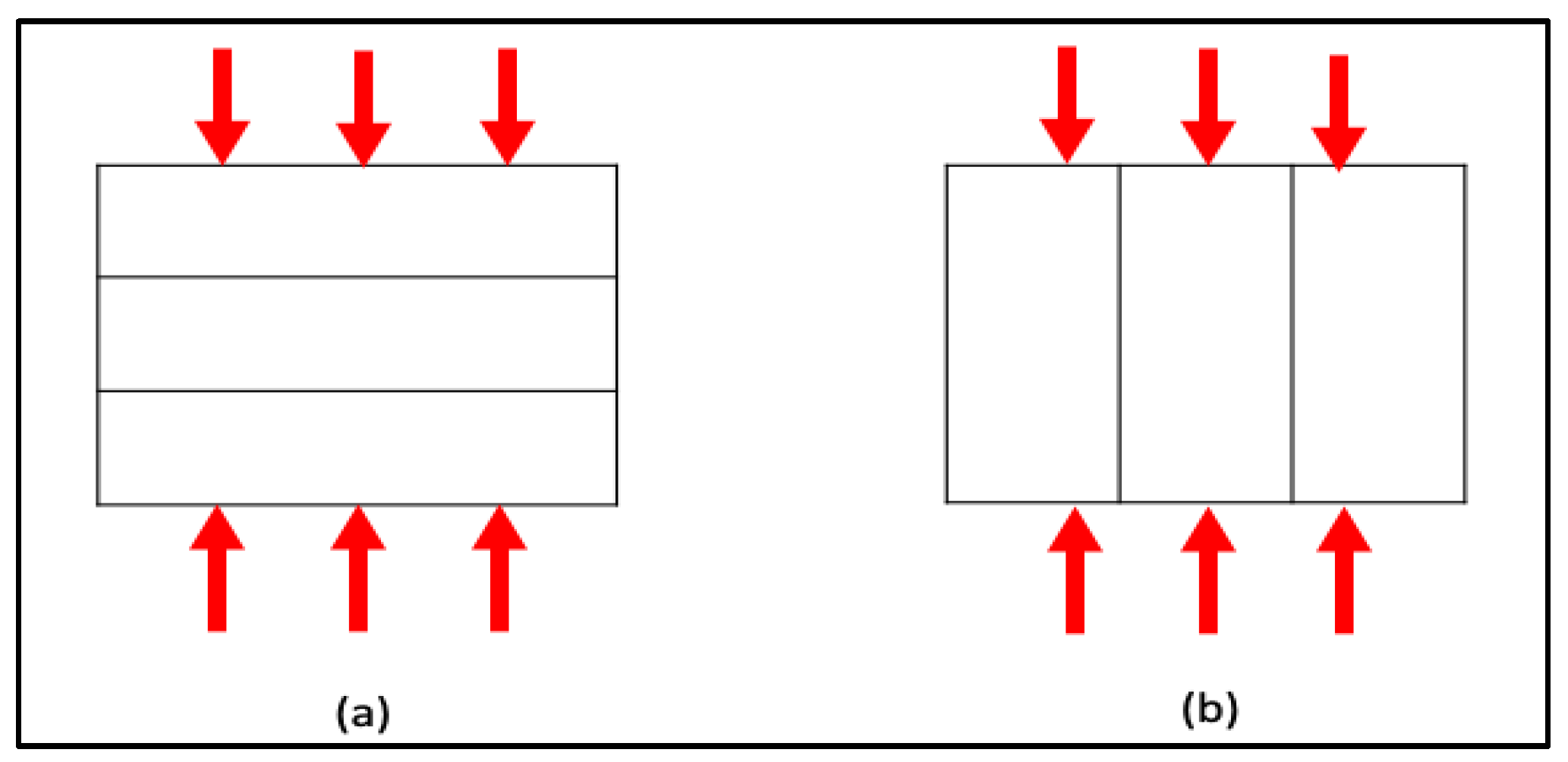
2.4. Mechanical and Tribological Testing
3. Results and Discussion
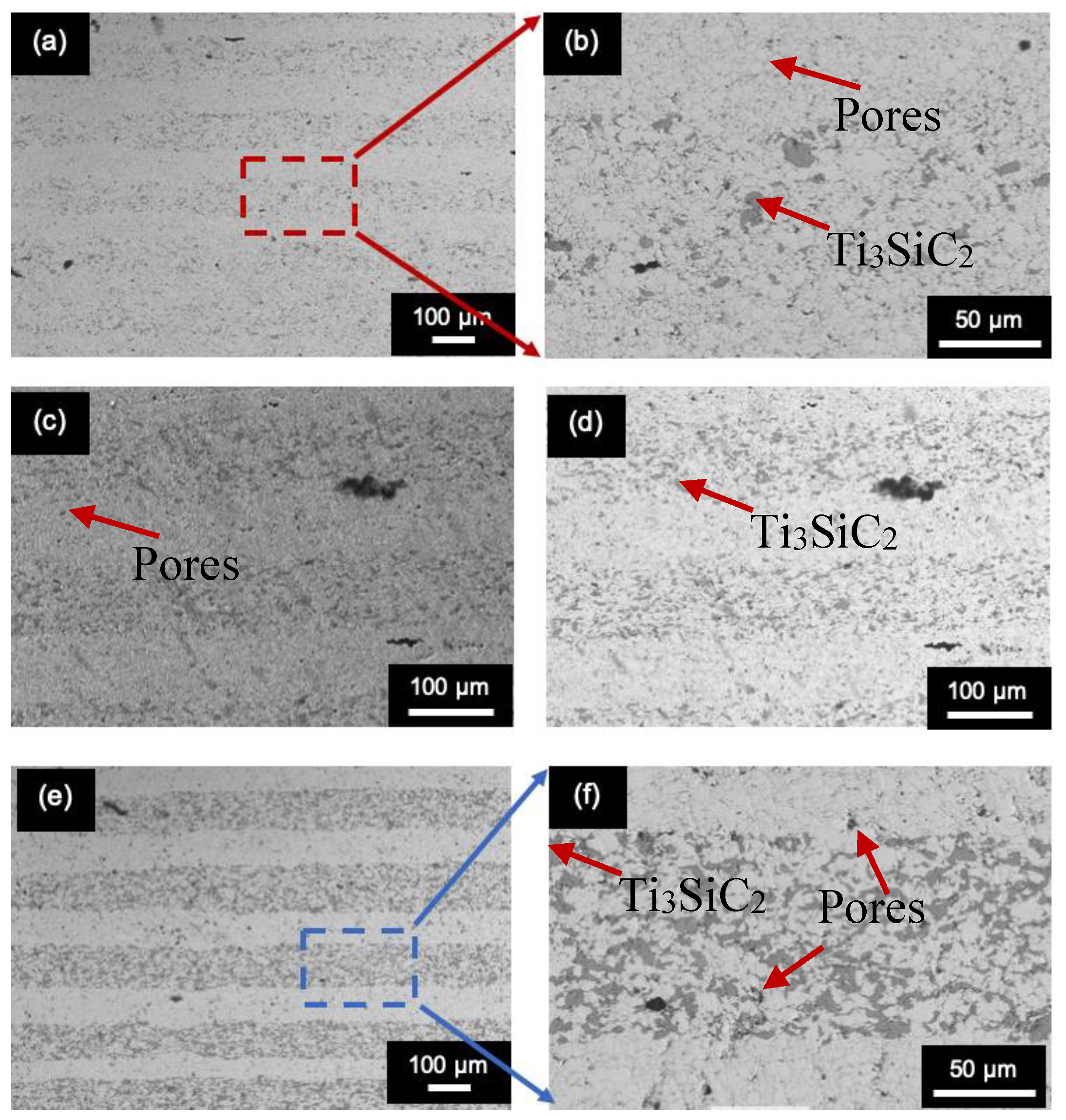
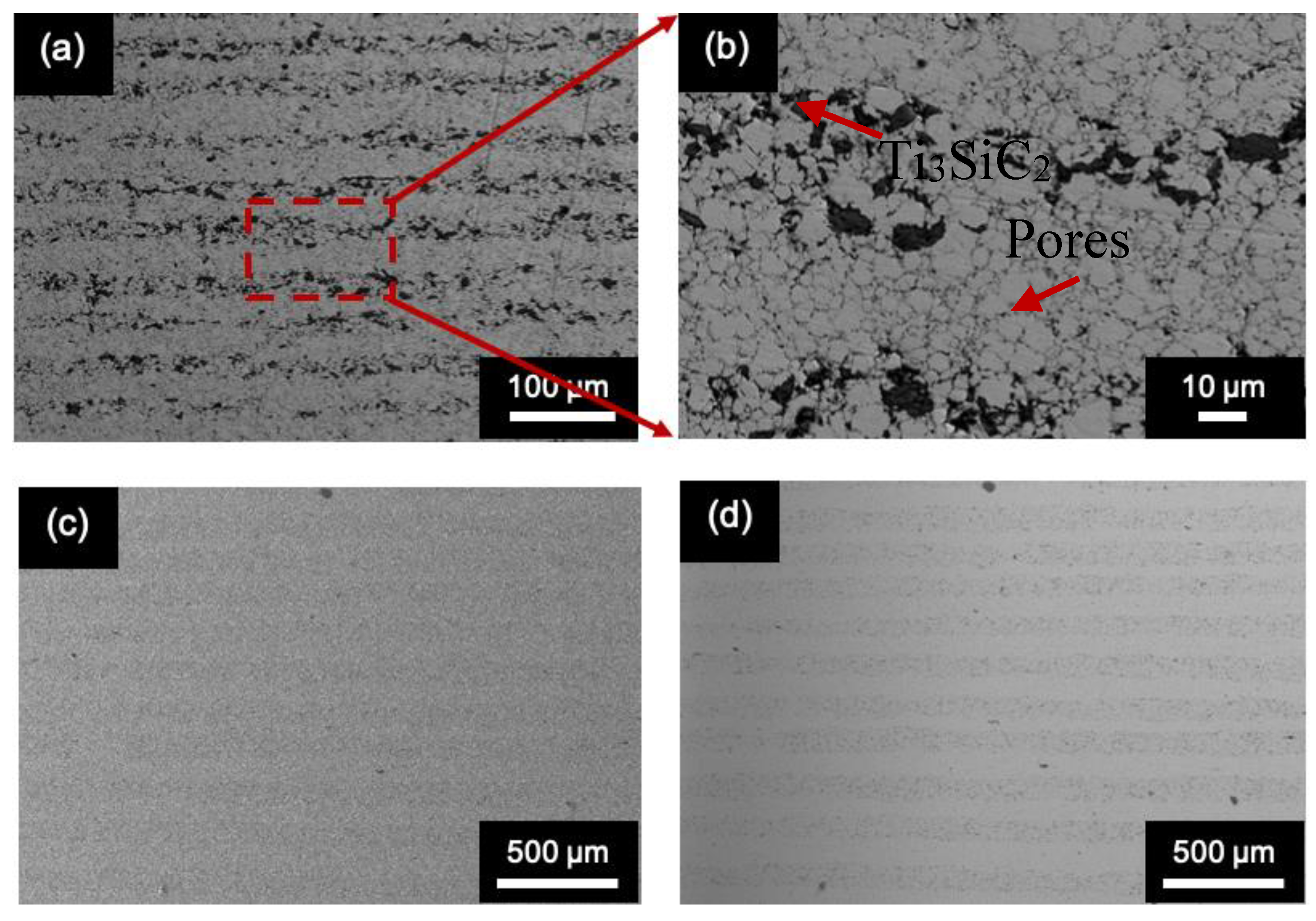
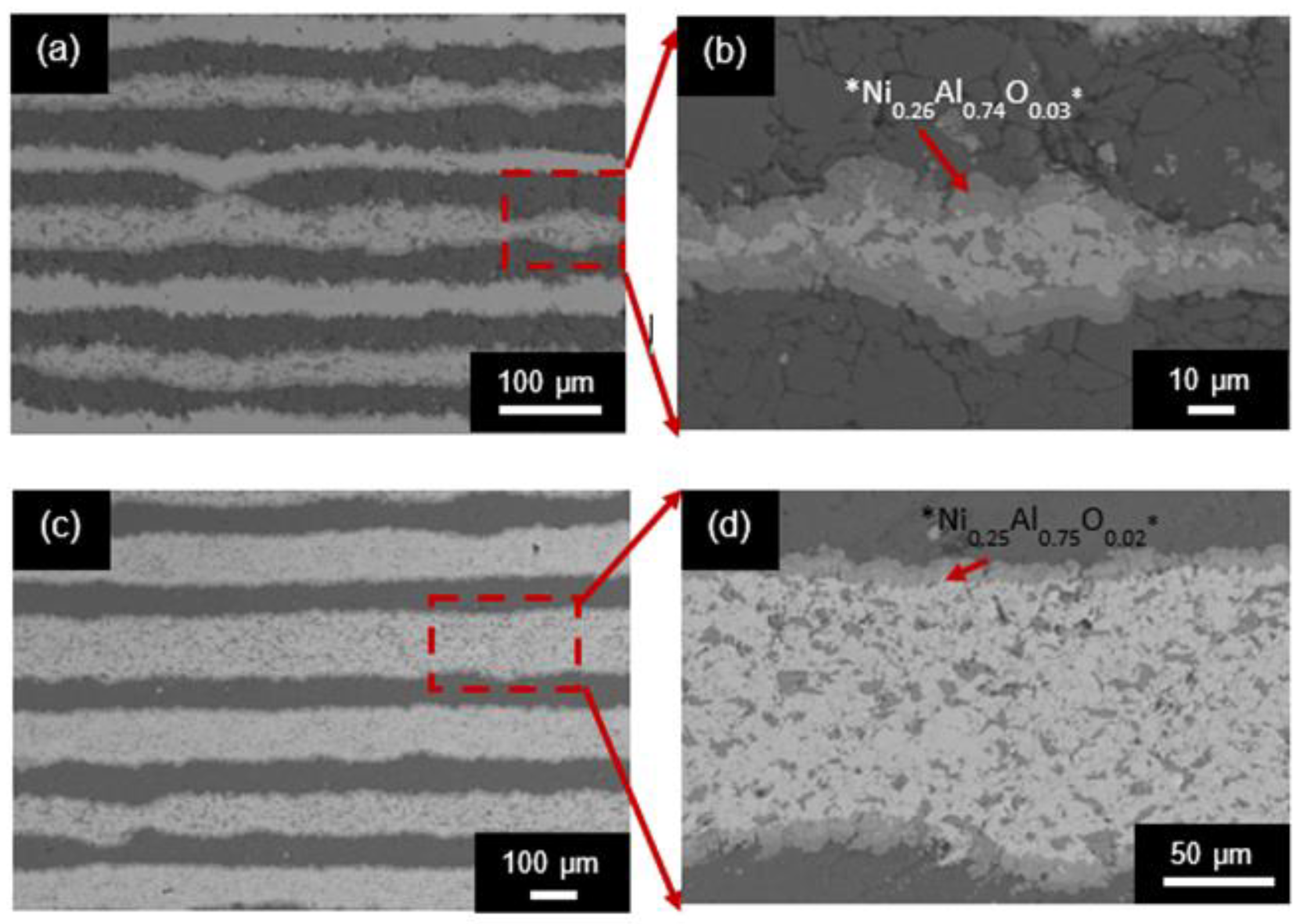
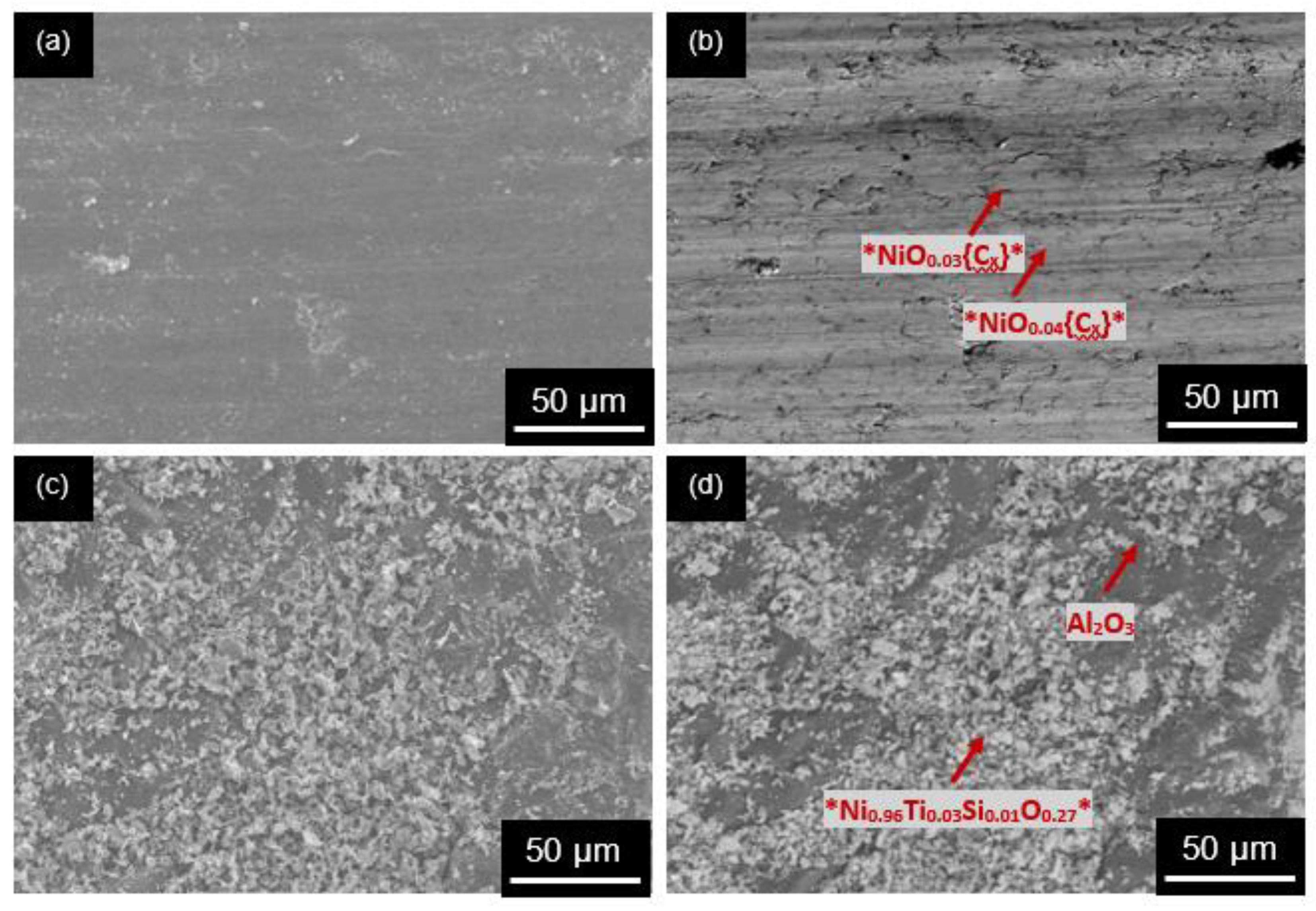
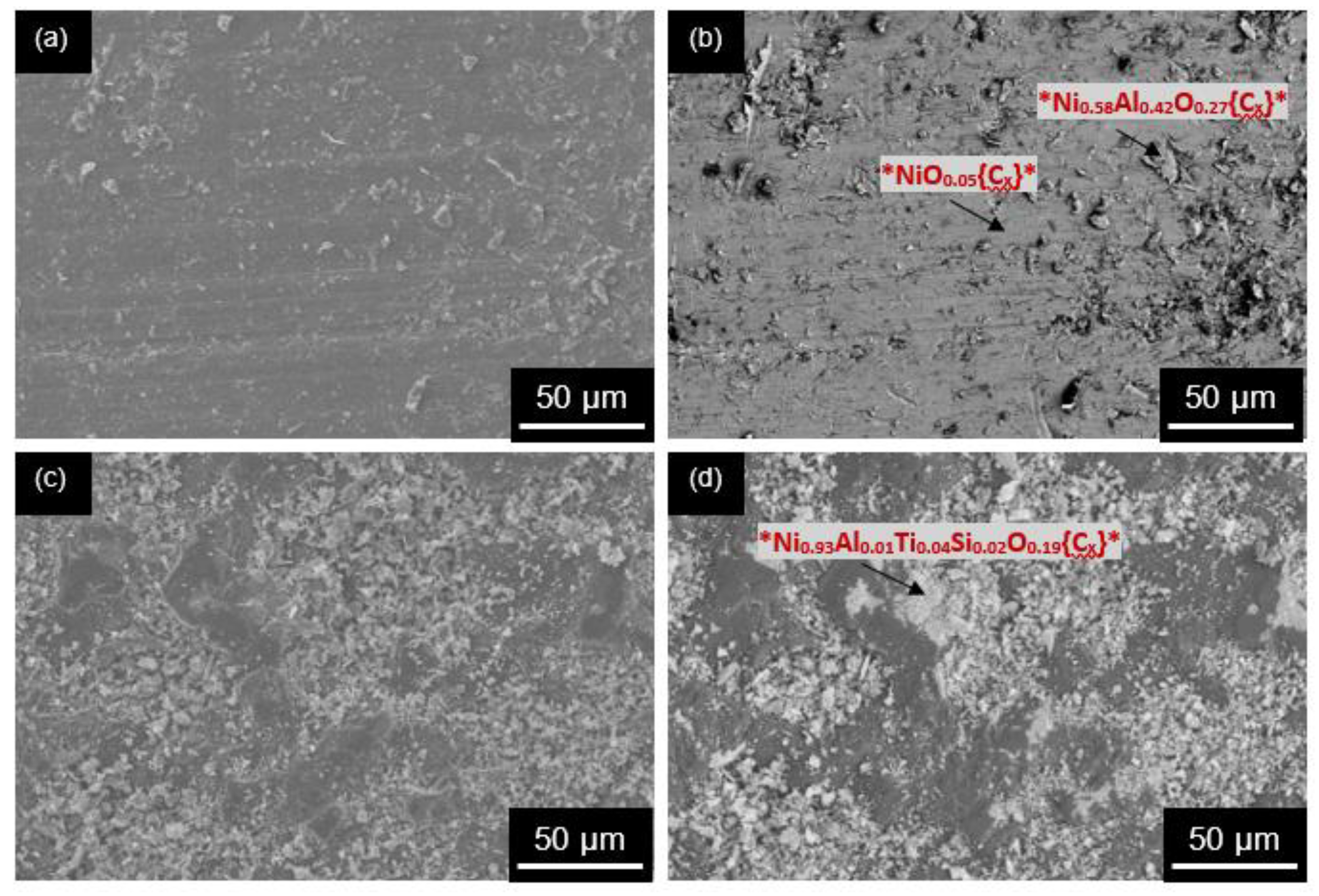
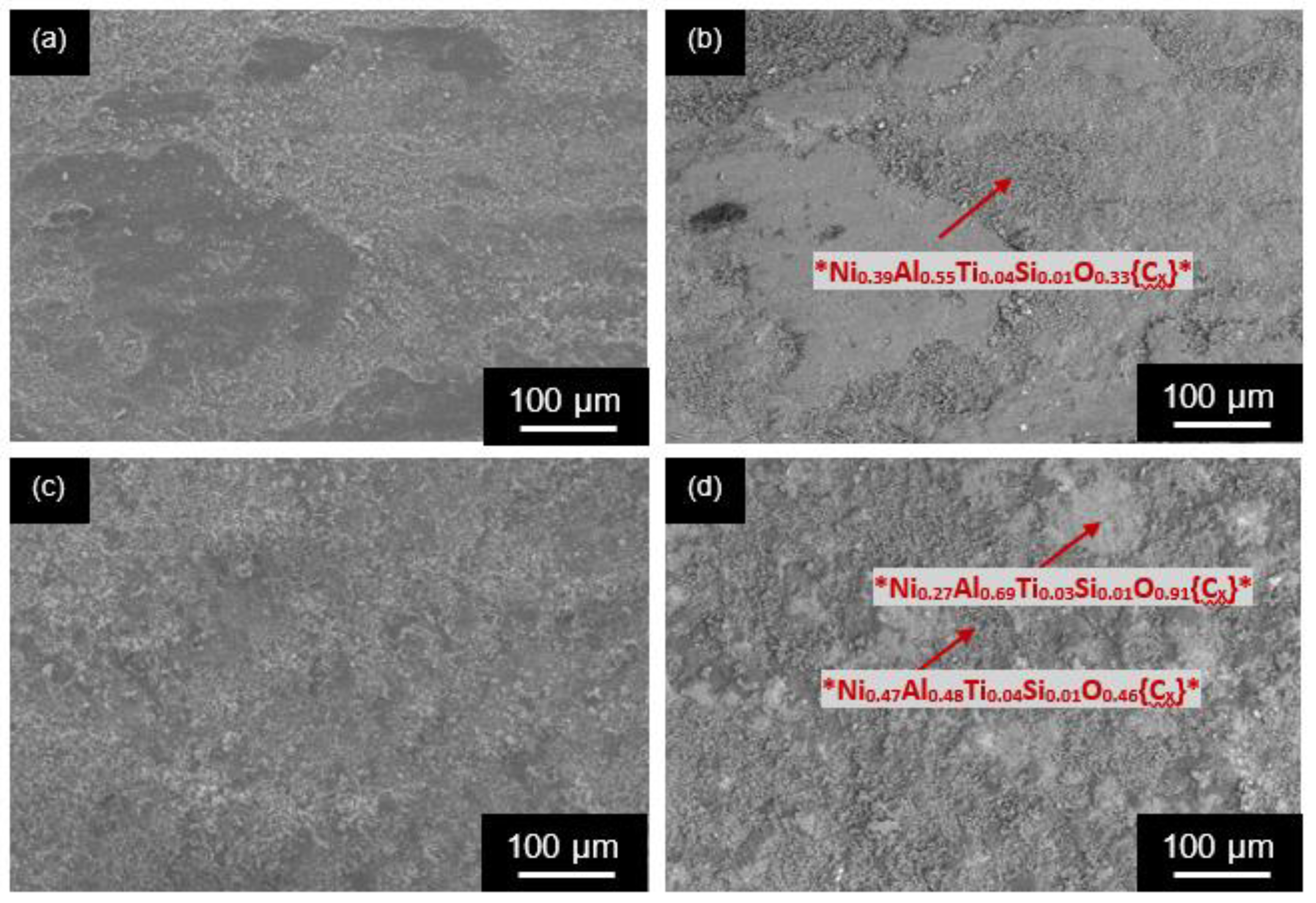
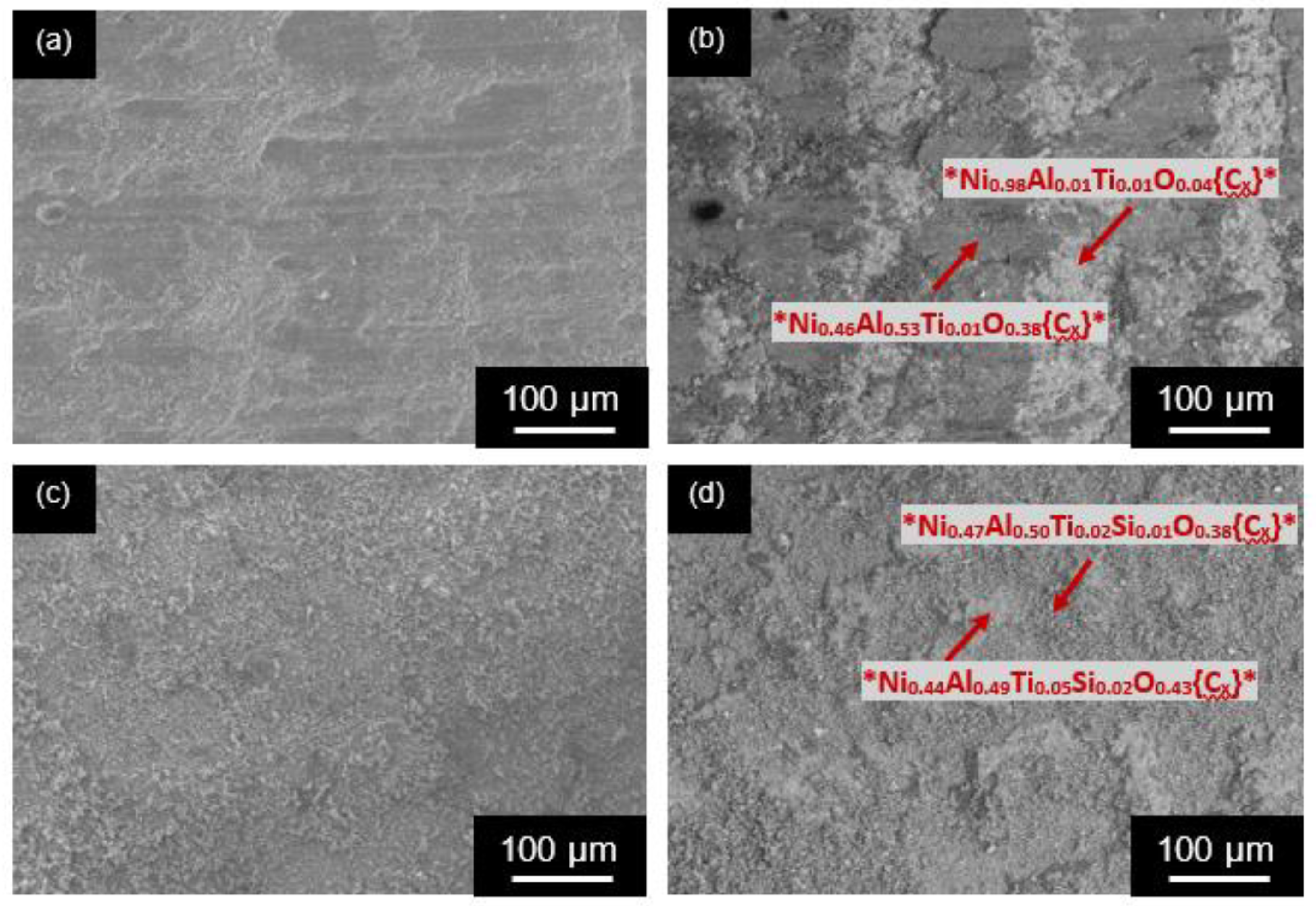
3.1. Microstructure Analysis
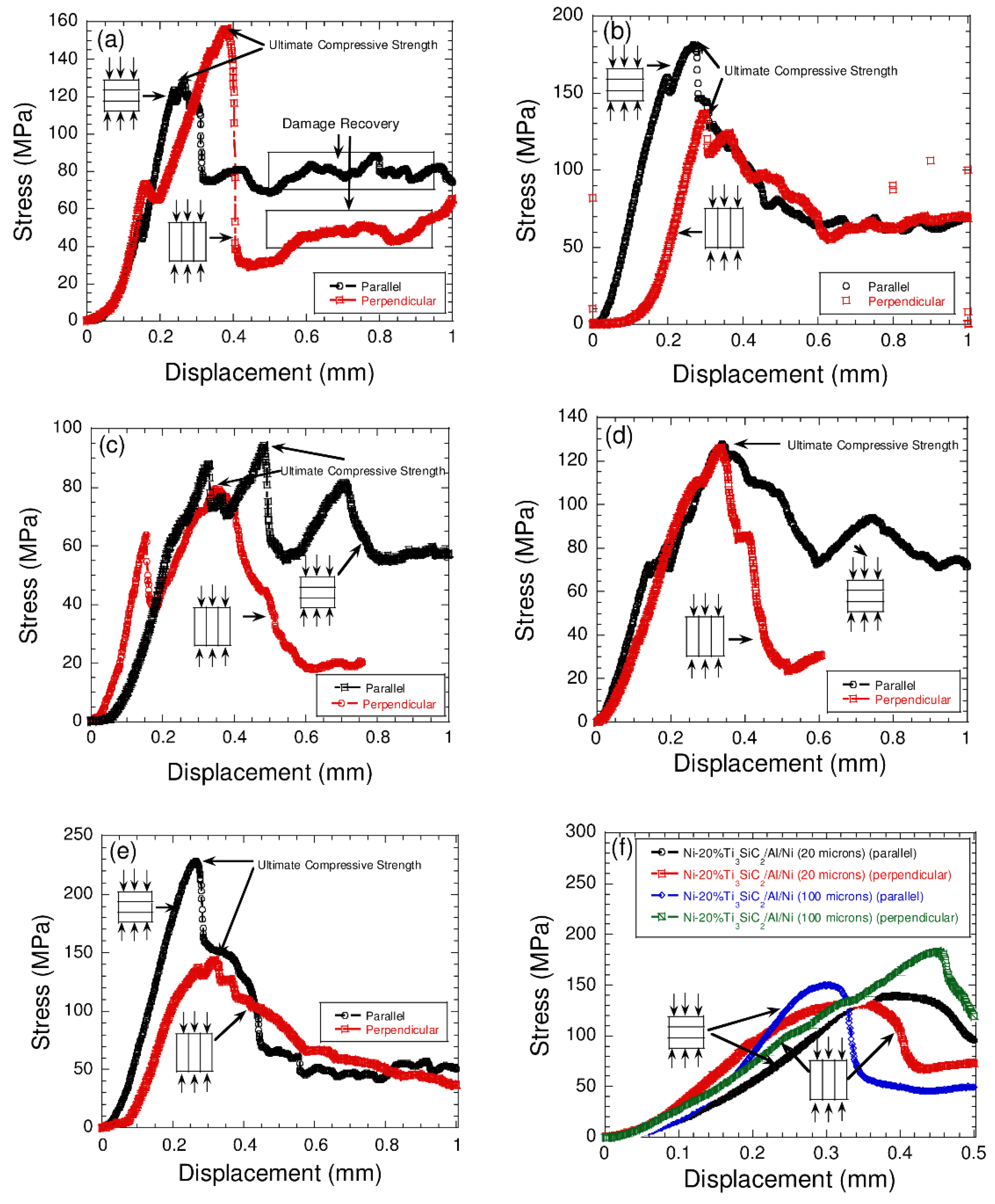
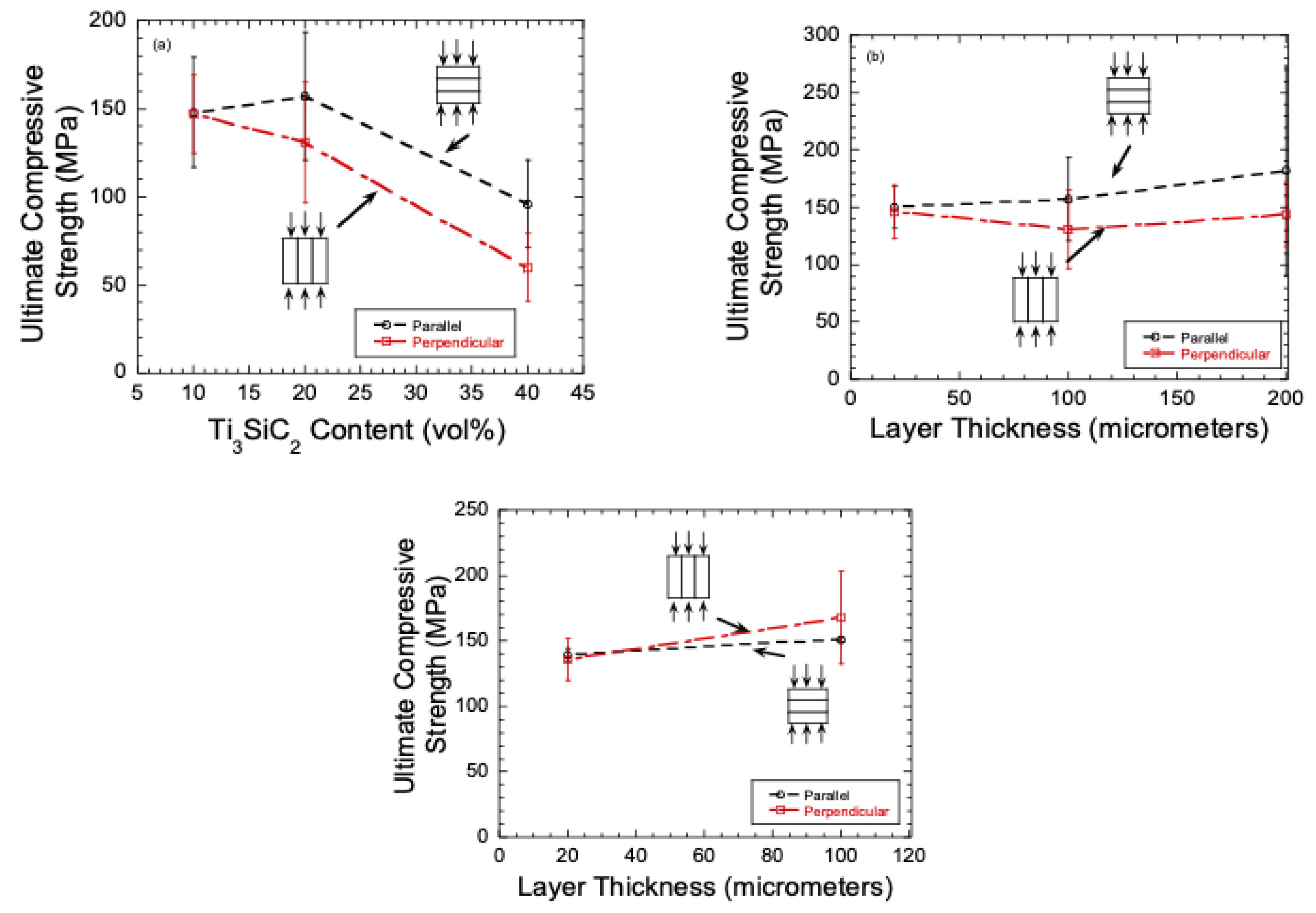
3.2. Mechanical Performance of Ni-Matrix Composites
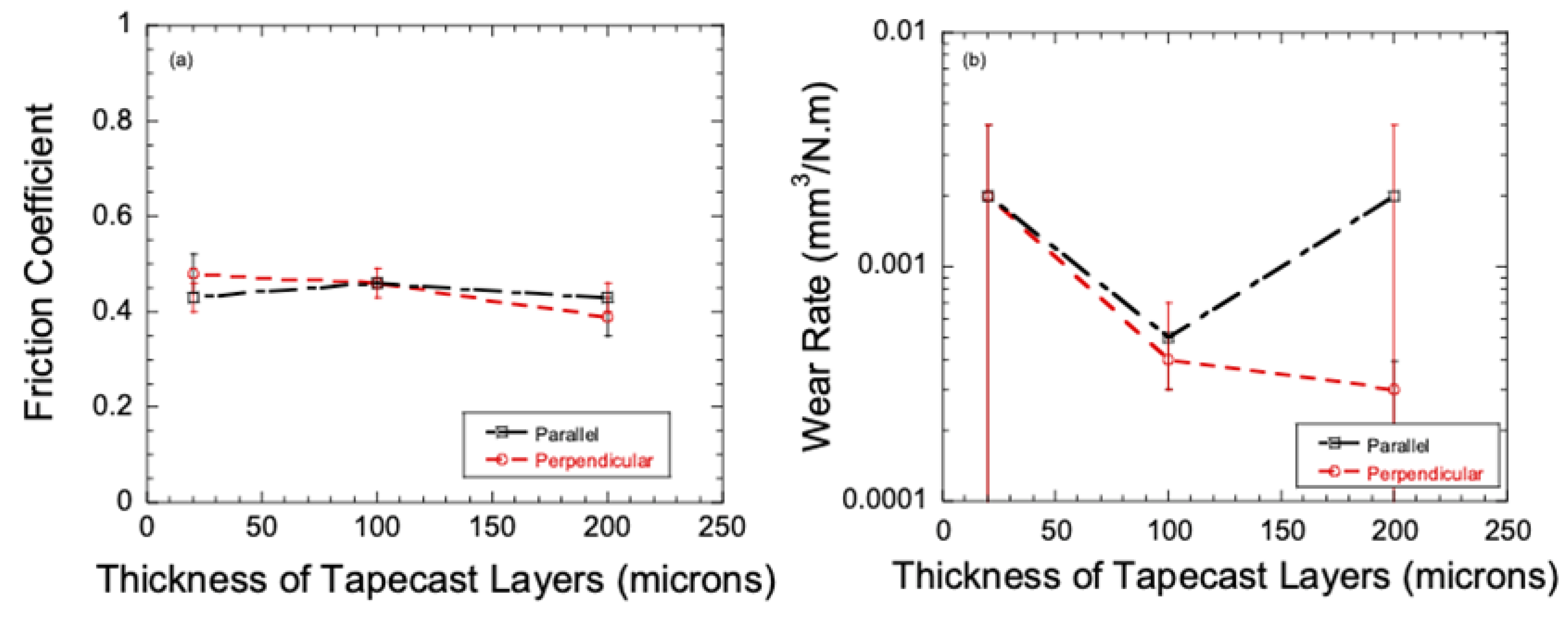
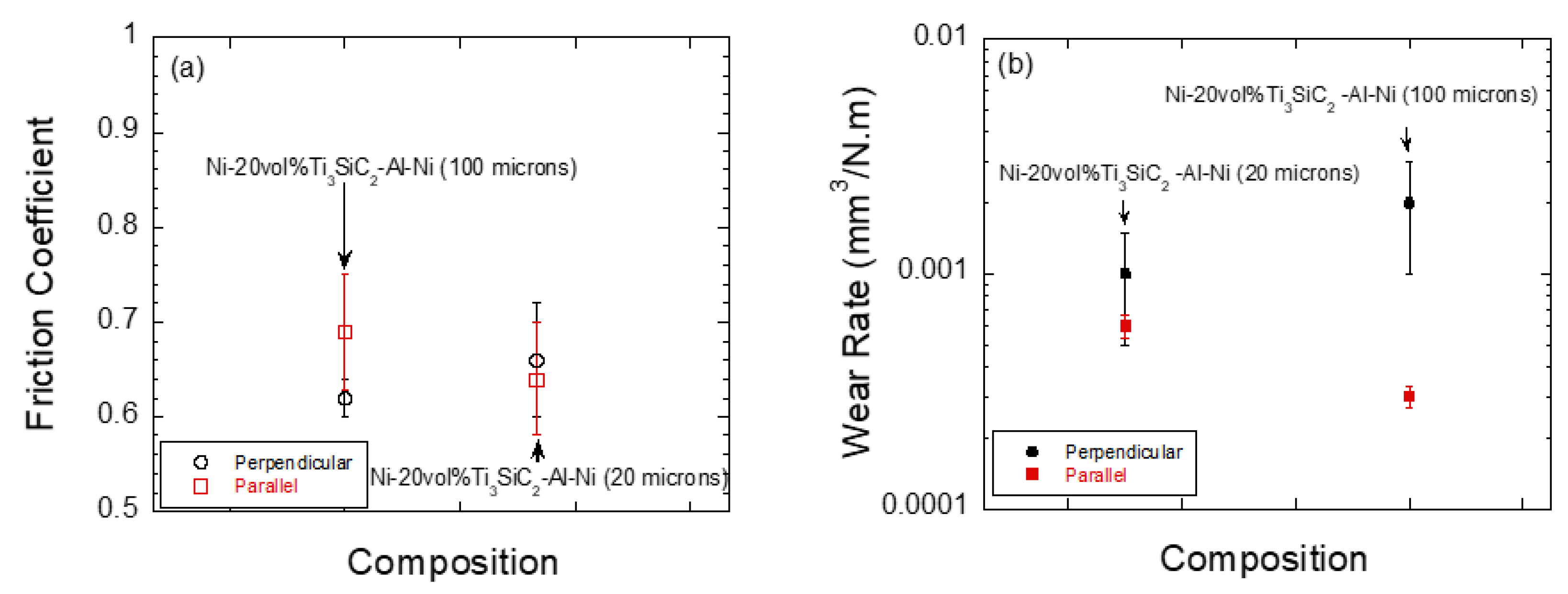
3.3. Tribological Behavior of Ni–Ti3SiC2 Composites
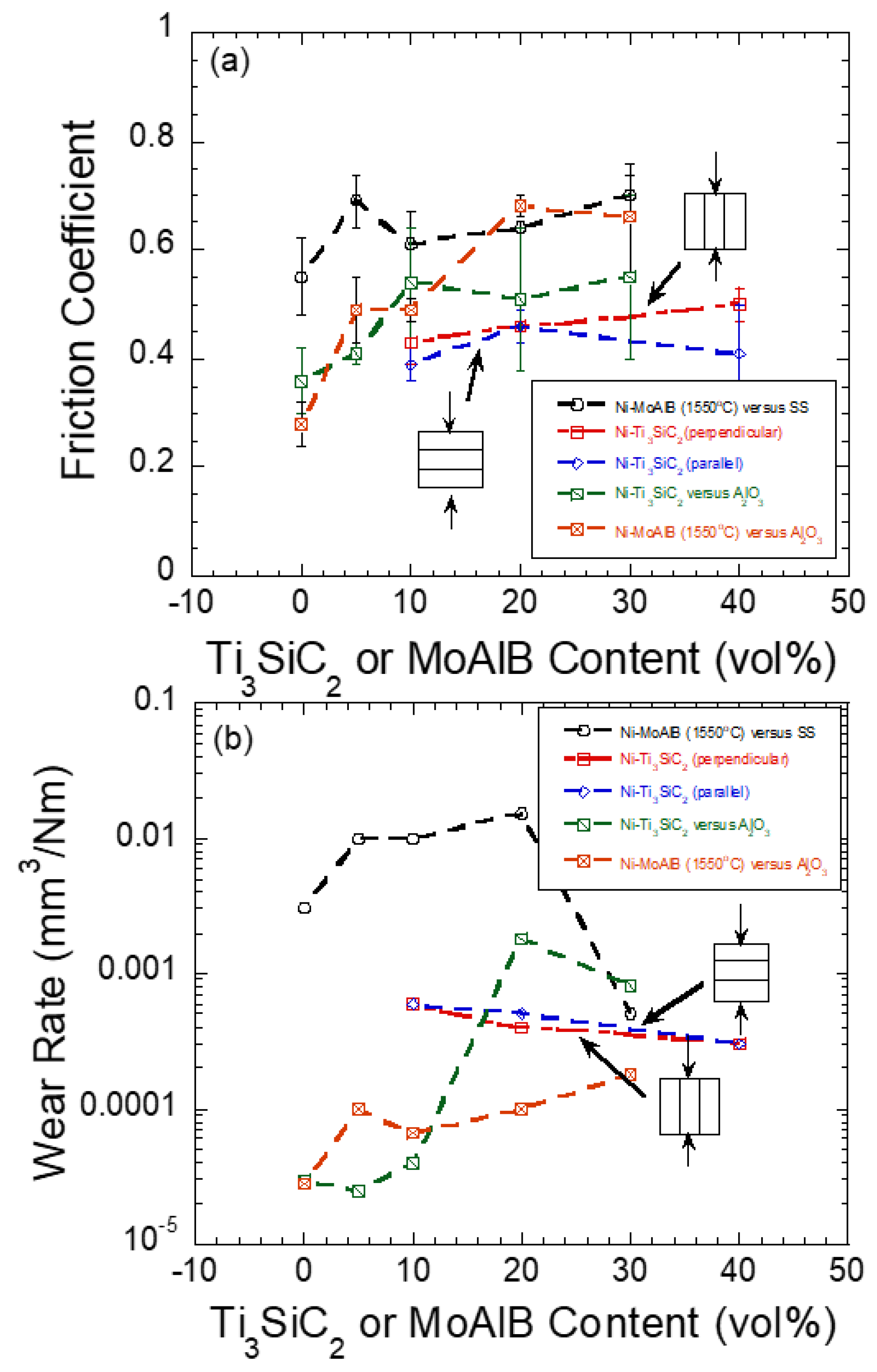
3.4. Comparison with Other Solid Lubricants
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Munch, E.; Launey, M.E.; Alsem, D.H.; Saiz, E.; Tomsia, A.P.; Ritchie, R.O. Tough, bio-Inspired Hybrid Materials. Science 2008, 322, 1516–1520. [Google Scholar] [CrossRef] [PubMed]
- Askarinejad, S.; Rahbar, N. Mechanics of Bioinspired Lamellar structured ceramic/polymer Composites: Experiments and Models. Int. J. Plast. 2018, 107, 122–149. [Google Scholar] [CrossRef]
- Salehinia, I.; Shao, S.; Wang, J.; Zbib, H.M. Plastic Deformation of Metal/Ceramic Nanolayered Composites. JOM 2014, 66, 2078–2085. [Google Scholar] [CrossRef]
- Clegg, W.J.; Kendall, K.; Alford, N.M.; Button, T.W.; Birchall, J.D. A simple way to make tough ceramics. Nature 1990, 347, 455–457. [Google Scholar] [CrossRef]
- Prikhna, T.A.; Dub, S.N.; Starostina, A.V.; Karpets, M.V.; Cabiosh, T.; Chartier, P. Mechanical Properties of Material Based on MAX Phases of the TI-Al-C System. J. Superhard Mater. 2012, 34, 102–109. [Google Scholar] [CrossRef]
- Barsoum, M.W.; Radovic, M. Elastic and Mechanical Properties of the MAX Phases. Annu. Rev. Mater. Res. 2011, 41, 195–197. [Google Scholar] [CrossRef]
- Barsoum, M.W. The Mn+1AXn Phases: A New Class of Solids; Thermodynamically Stable Nanolaminates. Prog. Solid State Chem. 2000, 28, 201–281. [Google Scholar] [CrossRef]
- Barsoum, M.W.; El-Raghy, T. Synthesis and Characterization of Remarkable Ceramic, Ti3SiC2. J. Am. Ceram. Soc. 1996, 79, 1953–1956. [Google Scholar] [CrossRef]
- Amini, S.; Barsoum, M.W.; El-Raghy, T. Synthesis and Mechanical Properties of Fully Dense Ti2SC. J. Am. Ceram. Soc. 2007, 90, 3953–3958. [Google Scholar] [CrossRef]
- Zhang, Y.; Sun, Z.M.; Zhou, Y.C. Cu/Ti3SiC2 Composites: A New Electrofriction Material. Mater. Res. Innov. 1999, 3, 80–84. [Google Scholar] [CrossRef]
- Anasori, B.; El’ad, N.C.; Barsoum, M.W. Fabrication and mechanical properties of pressureless melt infiltrated magnesium alloy composites reinforced with TiC and Ti2AlC particles. Mater. Sci. Eng. A 2014, 618, 511–522. [Google Scholar] [CrossRef]
- Gupta, S.; Barsoum, M.W. On the Tribology of the MAX Phases and Their Composites During Dry Sliding: A Review. Wear 2011, 271, 1878–1894. [Google Scholar] [CrossRef]
- Gupta, S.; Filimonov, D.; Palanisamy, T.; El-Raghy, T.; Barsoum, M.W. Ta2AlC and Cr2AlC Ag-based Composites: New Solid Lubricant Materials for use Over a Wide Temperature Range Against Ni-Based Superalloys and Alumina. Wear 2007, 262, 1479–1489. [Google Scholar] [CrossRef]
- Wang, W.J.; Gauthier-Brunet, V.; Bei, G.P.; Laplanche, G.; Bonneville, J.; Joulain, A.; Dubois, S. Powder Metallurgy Processing and Compressive Properties of Ti3AlC2/Al Composites. Mater. Sci. Eng. A 2011, 530, 168–173. [Google Scholar] [CrossRef]
- Hu, L.; O’Neil, M.; Erturun, V.; Benitez, R.; Proust, G.; Karaman, I.; Radovic, M. High-Performance Metal/Carbide Composites with Far-From Equilibrium Compositions and Controlled Microstructures. Sci. Rep. 2016, 6, 35523. [Google Scholar] [CrossRef]
- Kothalkar, A.; Karaman, I.; Radovic, M. Fabrication and characterization of NiTi/Ti3SiC2 and NiTi/Ti2AlC composites. J. Alloys Compd. 2014, 610, 635–644. [Google Scholar]
- Agne, M.T.; Radovic, M.; Bentzel, G.W.; Barsoum, M.W. Stability of V2AlC with Al in 800-1000 oC temperature range and in situ synthesis of V2AlC/Al composites. J. Alloys Compd. 2016, 666, 279–286. [Google Scholar] [CrossRef]
- Gupta, S.; Hammann, T.; Johnson, R.; Riyad, M.F. Synthesis and Characterization of Novel Al-Matrix Composites Reinforced with Ti3SiC2 Particulates. J. Mater. Eng. Perform. 2014, 24, 1011–1017. [Google Scholar] [CrossRef]
- Gupta, S.; AlAnazi, F.; Ghosh, S.; Dunnigan, R. Synthesis and Tribological Behavior of Novel Ag- and Bi- Based Composites Reinforced with Ti3SiC2. Wear 2017, 376, 1074–1083. [Google Scholar]
- Fuka, M.; Dey, M.; Gupta, S. Novel Ternary Boride (MoAlB) Particulates as Solid Lubricant Additives in Ni-matrix Composites. In Proceedings of the 2018 Joint Propulsion Conference, Session: Additive Manufacturing for Propulsion Systems II, AIAA 2018-4893, Cincinnati, OH, USA, 9–11 July 2018. [Google Scholar] [CrossRef]
- Dey, M.; Fuka, M.; AlAnazi, F.; Gupta, S. Synthesis and Characterization of Novel Ni-Ti3SiC2 Composites. In Proceeding of the 42nd International Conference on Advanced Ceramics and Composites, Daytona Beach, FL, USA, 21–26 January 2018; pp. 105–116. [Google Scholar]
- Hu, W.; Huang, Z.; Cai, L.; Lei, C.; Zhai, H.; Hao, S.; Yu, W.; Zhou, Y. “Preparation and mechanical properties of TiCx-Ni3(Al,Ti)/Ni composites synthesized from Ni alloy and Ti3AlC2 powders”. Mater. Sci. Eng. A 2017, 697, 48–54. [Google Scholar] [CrossRef]
- Murugaiah, A.; Souchet, A.; El-Raghy, T.; Radovic, M.; Sundberg, M.; Barsoum, M.W. Tape Casting, Pressureless Sintering, and Grain Growth in Ti3SiC2 Compacts. J. Am. Ceram. Soc. 2014, 87, 550–556. [Google Scholar] [CrossRef]
- Hu, C.; Sakka, Y.; Tanaka, H.; Nishimura, T.; Grasso, S. Fabrication of Textured Nb4AlC3 Ceramic by Slip Casting in a Strong Magnetic Field and Spark Plasma Sintering. J. Am. Ceram. Soc. 2011, 94, 410–415. [Google Scholar] [CrossRef]
- Hu, C.; Sakka, Y.; Grasso, S.; Suzuki, T.; Tanaka, H. Tailoring Ti3SiC2 Ceramic via a Strong Magnetic Field Alignment Method Followed by Spark Plasma Sintering. J. Am. Ceram. Soc. 2011, 94, 742–748. [Google Scholar] [CrossRef]
- Mishra, M.; Sakka, Y.; Hu, C.; Suzuki, T.S.; Uchikoshi, T.; Besra, L. Electrophoretic Deposition of Ti3SiC2 and Texture Development in a Strong Magnetic Field. J. Am. Ceram. Soc. 2012, 95, 2857–2862. [Google Scholar] [CrossRef]
- Krahmer, D.M.; Hameed, S.; Sánchez Egea, A.J.; Pérez, D.; Canales, J.; López de Lacalle, L.N. Wear and MnS Layer Adhesion in Uncoated Cutting Tools When Dry and Wet Turning Free-Cutting Steels. Metals 2019, 9, 556. [Google Scholar] [CrossRef]
- Sánchez Egea, A.J.; Martynenko, V.; Abate, G.; Deferrari, N.; Martinez Krahmer, D.; López de Lacalle, L.N. Friction capabilities of graphite-based lubricants at room and over 1400 K temperatures. Int. J. Adv. Manuf. Technol. 2019, 102, 1623–1633. [Google Scholar] [CrossRef]
- Liu, F.; Jia, J.; Yi, G.; Wang, W.; Shan, Y. Mechanical and tribological properties of NiCr–Al2O3 composites at elevated temperatures. Tribol. Int. 2015, 84, 1–8. [Google Scholar] [CrossRef]
- Dellacorte, C.; Laskowski, J.A. Tribological Evaluation of PS300: A New Chrome Oxide-Based Solid Lubricant Coating Sliding Against Al2O3 from 25 °C to 650 °C. Tribol. Trans. 1997, 40, 163–167. [Google Scholar] [CrossRef]
- DellaCorte, C.; Edmonds, B.J. NASA PS400: A New High Temperature Solid Lubricant Coating for High Temperature Wear Applications. U.S. Patent 8,753,417, 17 June 2014. [Google Scholar]
- Kong, L.; Bi, Q.; Zhu, S.; Yang, J.; Liu, W. Tribological properties of ZrO2 (Y2O3)–Mo–BaF2/CaF2 composites at high temperatures. Tribol. Int. 2012, 45, 43–49. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Thickness | Ti3SiC2 Concentration (%) | |
|---|---|---|---|
| Ni–Ti3SiC2 Layers | Multilayered Ni–Ti3SiC2 | ||
| Ni-10%Ti3SiC2/Ni | 100 µm | 10% | 5.10% |
| Ni-20%Ti3SiC2/Ni | 20% | 10.2% | |
| Ni-40%Ti3SiC2/Ni | 40% | 20.5% | |
| Ni-20%Ti3SiC2/Ni | 20 µm | 20% | 10.05% |
| Ni-20%Ti3SiC2/Ni | 200 µm | 20% | 10.5% |
| Ni-20%Ti3SiC2/Al/Ni | 20 µm | 20% | 6.80% |
| Ni-20%Ti3SiC2/Al/Ni | 100 µm | 20% | 7.00% |
| Architecture | Layer Thickness | Porosity |
|---|---|---|
| Ni-10%Ti3SiC2/Ni | 100 µm | 37.6 ± 1.28 |
| Ni-20% Ti3SiC2/Ni | 27.9 ± 1.34 | |
| Ni-40% Ti3SiC2/Ni | 32.4 ± 4.30 | |
| Ni-20% Ti3SiC2/Ni | 20 µm | 33.4 ± 3.85 |
| Ni-20% Ti3SiC2/Ni | 200 µm | 36.8 ± 3.12 |
| (Ni-20% Ti3SiC2/Ni) (Al) (Ni) | 20 µm | 29.1 ± 1.00 |
| (Ni-20% Ti3SiC2/Ni) (Al) (Ni) | 100 µm | 28.1 ± 1.42 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tran, Q.; Fuka, M.; Dey, M.; Gupta, S. Synthesis and Characterization of Novel Ti3SiC2 Reinforced Ni-Matrix Multilayered Composite-Based Solid Lubricants. Lubricants 2019, 7, 110. https://doi.org/10.3390/lubricants7120110
Tran Q, Fuka M, Dey M, Gupta S. Synthesis and Characterization of Novel Ti3SiC2 Reinforced Ni-Matrix Multilayered Composite-Based Solid Lubricants. Lubricants. 2019; 7(12):110. https://doi.org/10.3390/lubricants7120110
Chicago/Turabian StyleTran, Quan, Matt Fuka, Maharshi Dey, and Surojit Gupta. 2019. "Synthesis and Characterization of Novel Ti3SiC2 Reinforced Ni-Matrix Multilayered Composite-Based Solid Lubricants" Lubricants 7, no. 12: 110. https://doi.org/10.3390/lubricants7120110
APA StyleTran, Q., Fuka, M., Dey, M., & Gupta, S. (2019). Synthesis and Characterization of Novel Ti3SiC2 Reinforced Ni-Matrix Multilayered Composite-Based Solid Lubricants. Lubricants, 7(12), 110. https://doi.org/10.3390/lubricants7120110