
Friction and Lubrication of Large Tilting-Pad Thrust Bearings


Abstract
:
1. Introduction

- •
- Minimum thickness of the lubricant layer separating rotating collar from a pad surface is approximately 20–50 μm, which is less than the thickness of a human hair;
- •
- Relative speed is equal to 40–45 m/s; this is about 150 km/h;
- •
- The amount of heat generated in the bearing in some cases reaches 1 MW—heat flux generated in the film is equal to approximately 400 kW/m2;
- •
- Axial load can reach several meganewtons (MN), which is over one thousand tons;
- •
- Specific load may reach 5–6 MPa, but in the large bearings is usually limited to 2–3 MPa;
- •
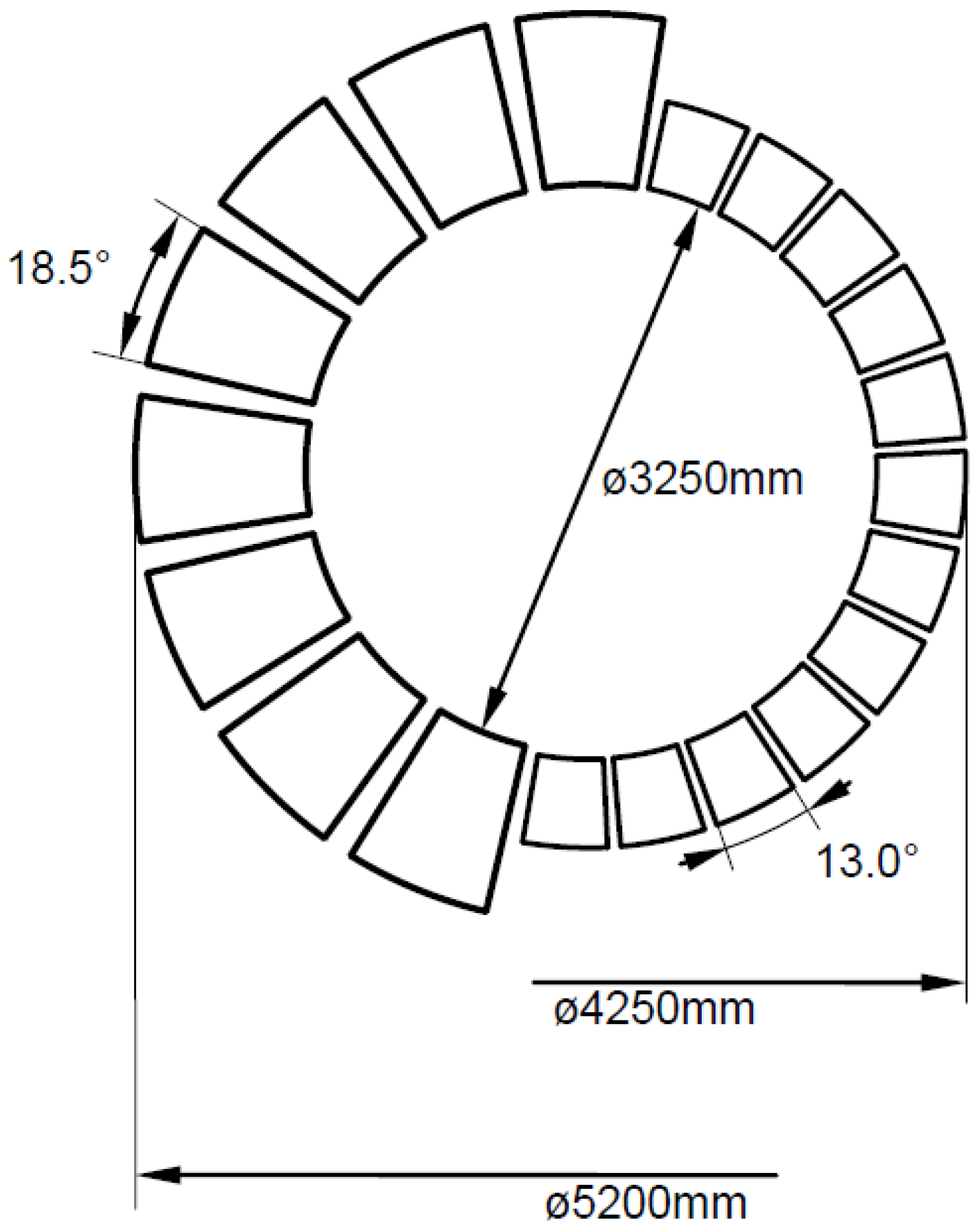
- Outer diameters of the thrust bearings exceed 5 metres—Three Gorges (China), Itaipu (Brazil)—5.2–5.3 m.
- •
- Excessive pad deformations affecting generation of hydrodynamic pressure,
- •
- Uneven load sharing among bearing pads,
- •
- Excessive temperatures affecting the bearing alloy,
- •
- Inadequate load carrying capacity at transient states.
2. Lubrication Systems of Large Tilting Pad Thrust Bearings
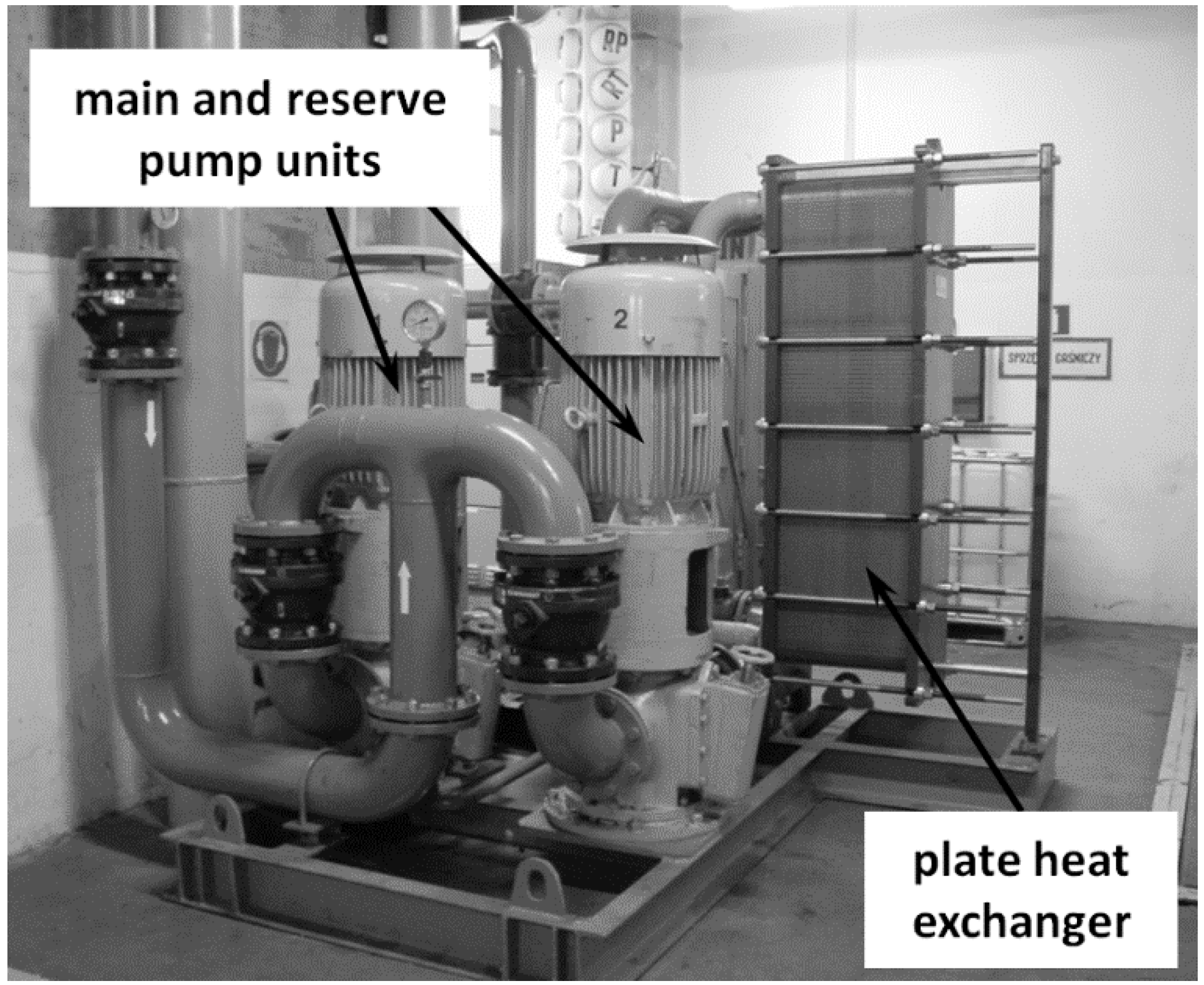
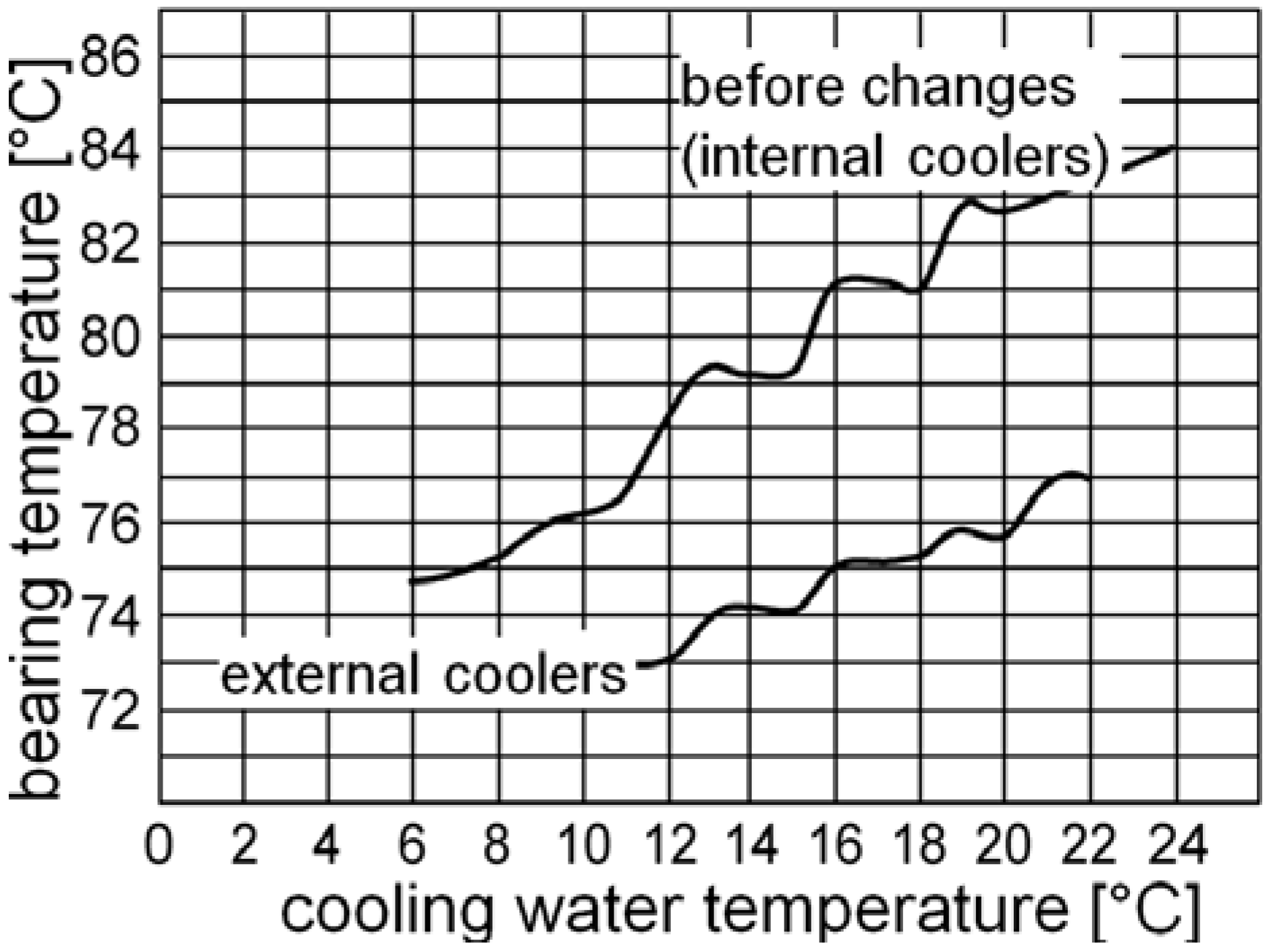
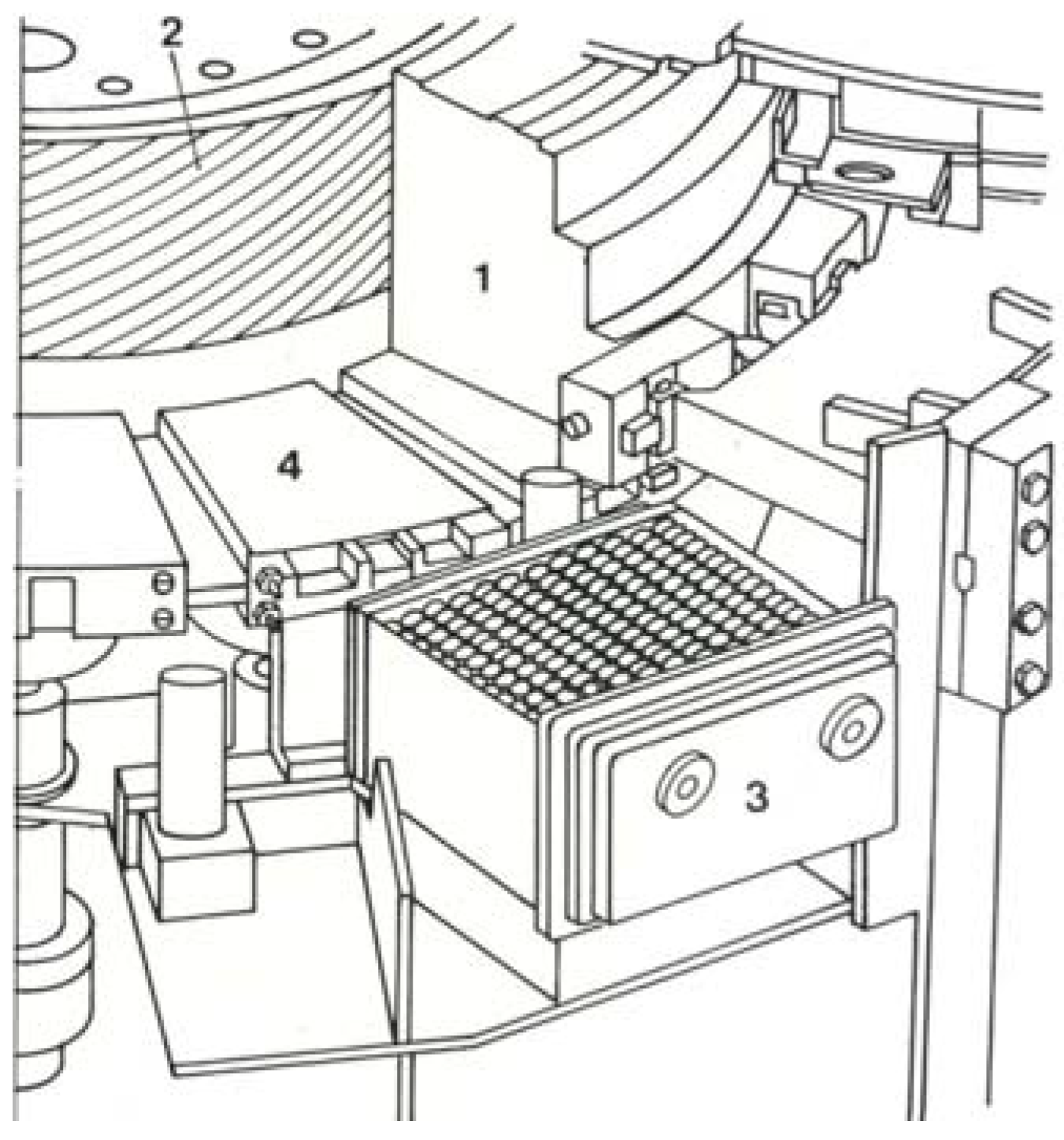
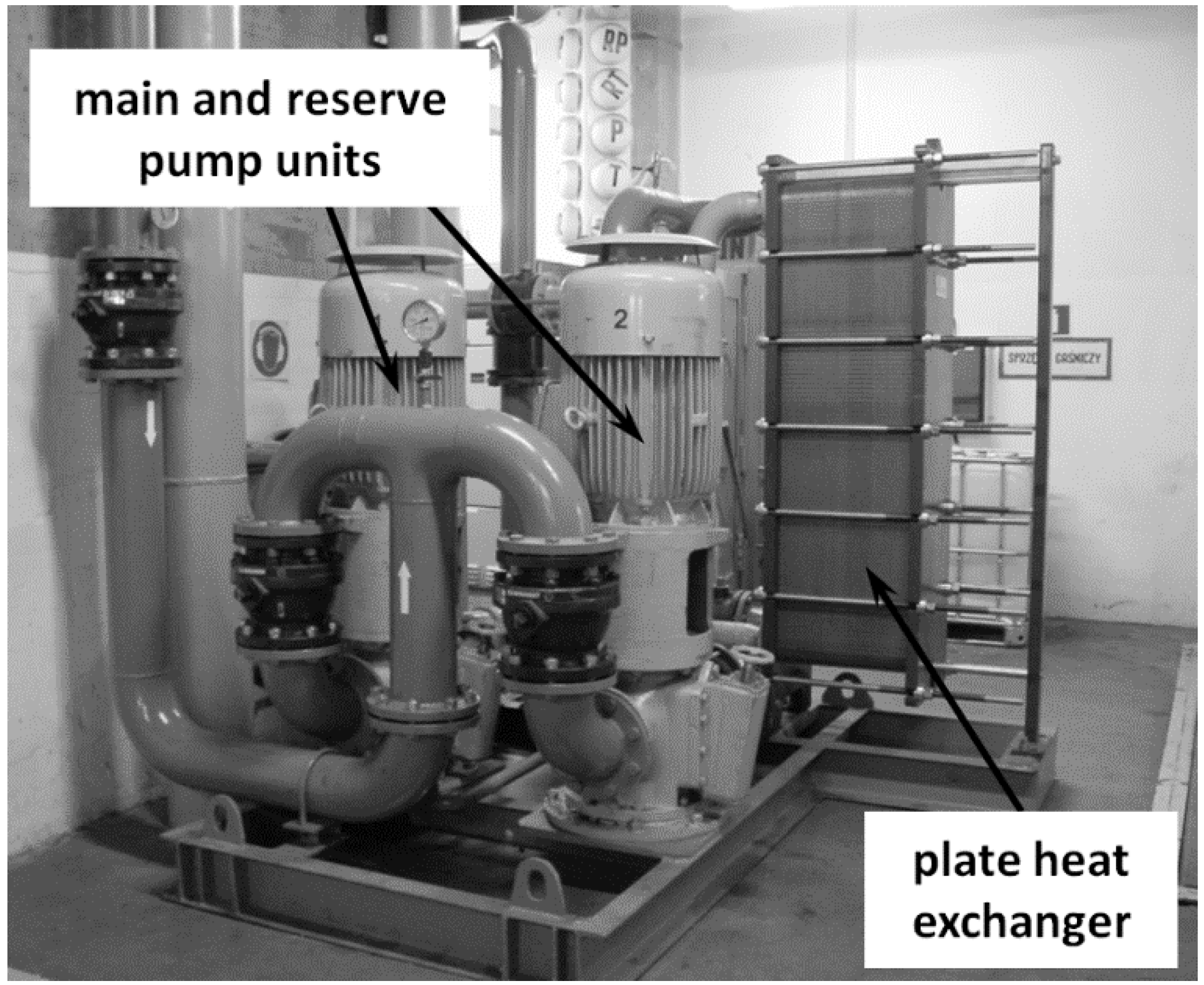
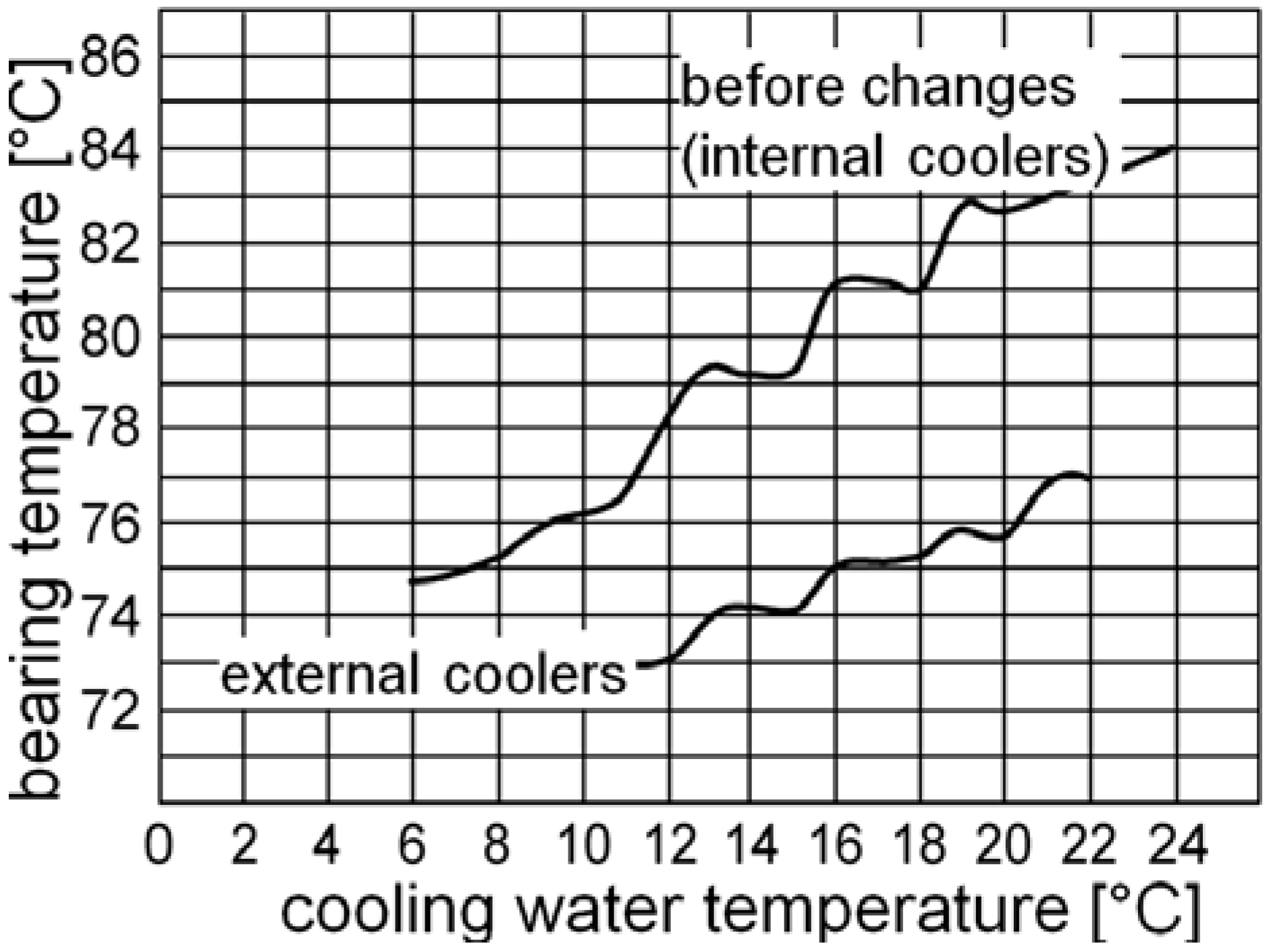
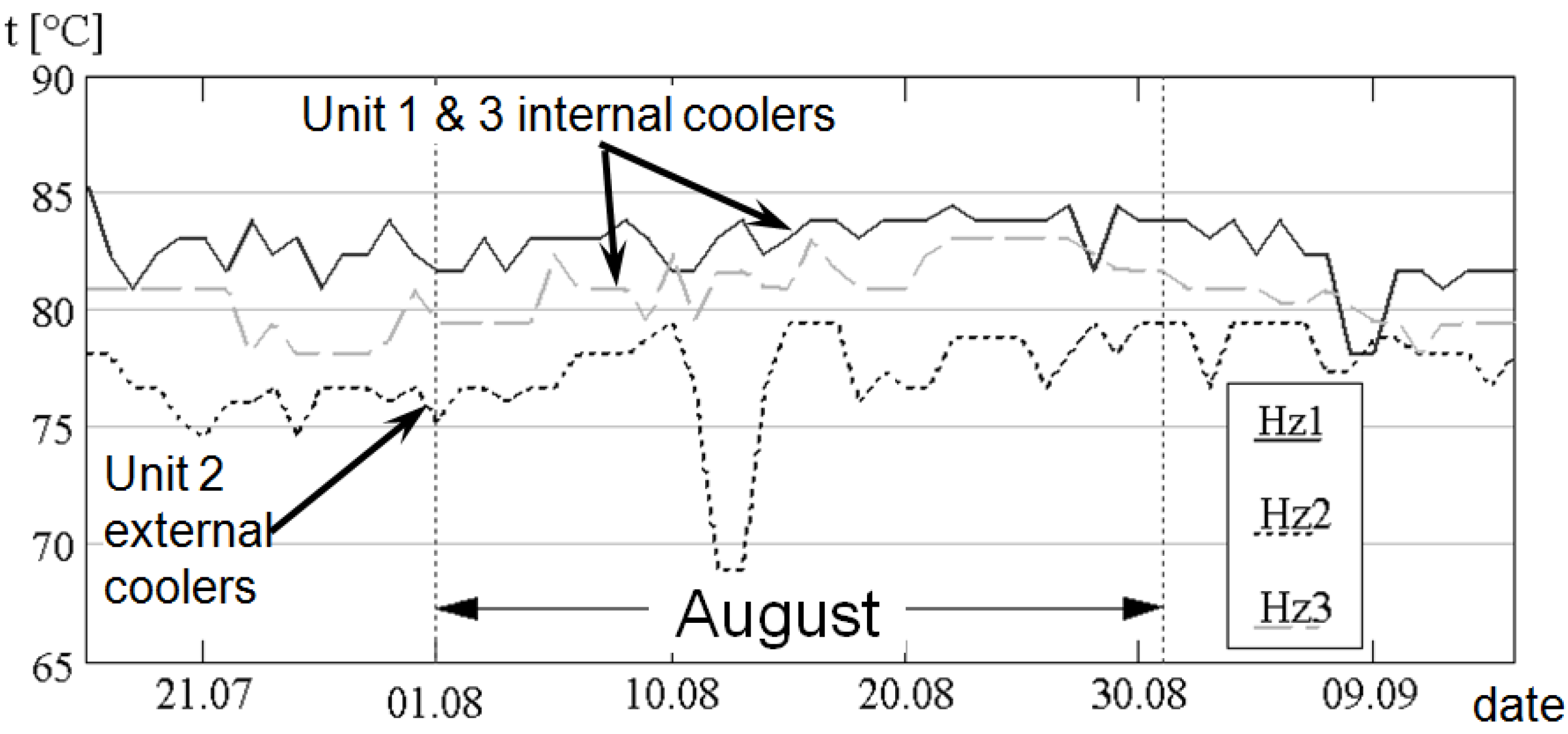
2.1. Bath Lubrication with Internal or External Cooling Systems
- •
- The area of the heat exchanger is not limited by the size of the bearing housing.
- •
- The heat transfer coefficient depends on the velocity of both fluids inside the cooler and when turbulent flow of both fluids is possible, which intensifies heat transfer—usually the heat transfer coefficient is 110–180 W/m2K for a built-in water oil cooler [6], and 600–680 W/m2K in an external plate heat exchanger (PHE) [7].
- •
- The counterflow arrangement helps to fully utilize the natural differences of water and oil temperatures, which is not possible in internal cooling because of the complex flow pattern of oil inside the oil bath.
- •
- The cooler output can easily be adjusted by the changing number of plates (in PHE).
- •
- High velocity of fluids and turbulent flow prevents sedimentation of contaminants on the plates, and the output is not affected by the contamination (in PHE).
- •
- The use of standard elements in the cooling systems increases quality and reliability
- •
- Due to external coolers, water is not pumped into the bearing housing, so the danger of water leakages inside the housing is decreased—special design of the seals in PHE further increases the reliability.
- •
- Oil circulation helps to provide continuous filtration of oil by a fine filter built in the system.

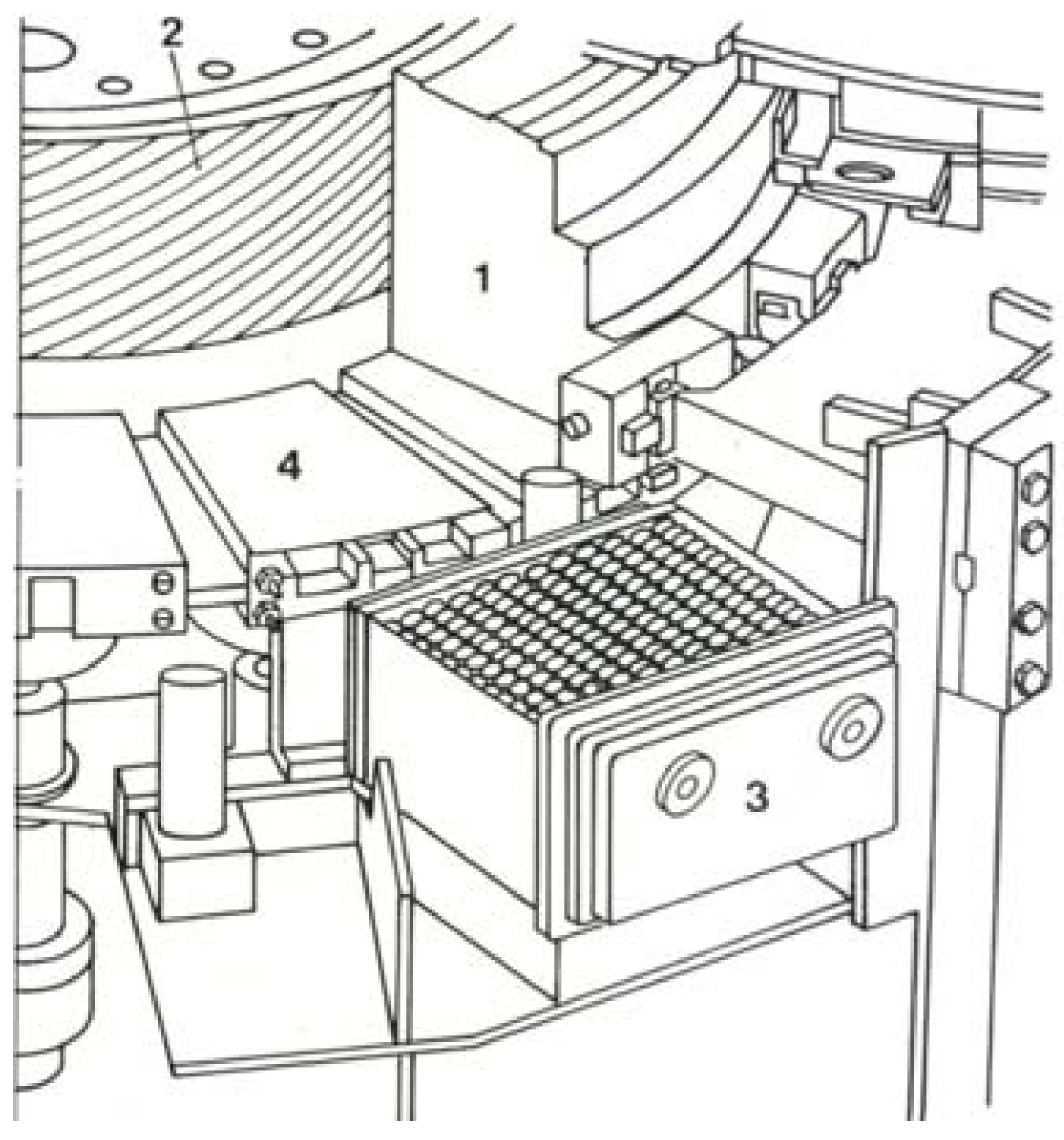
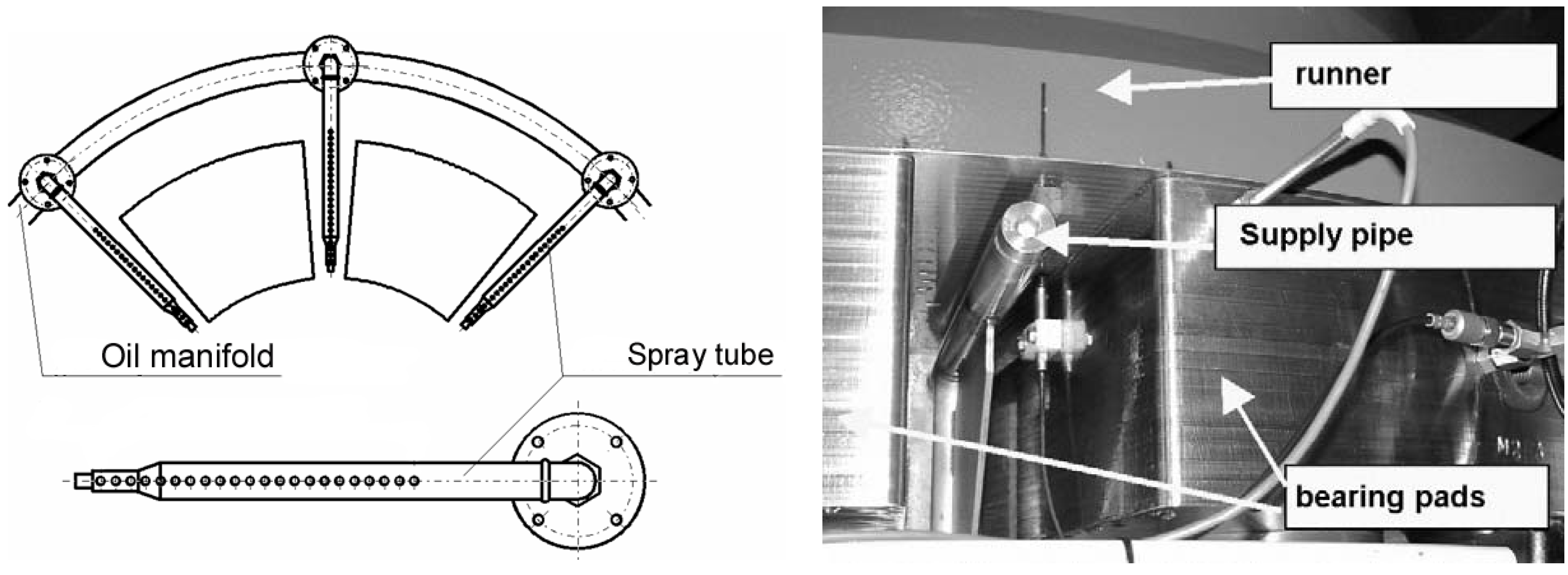
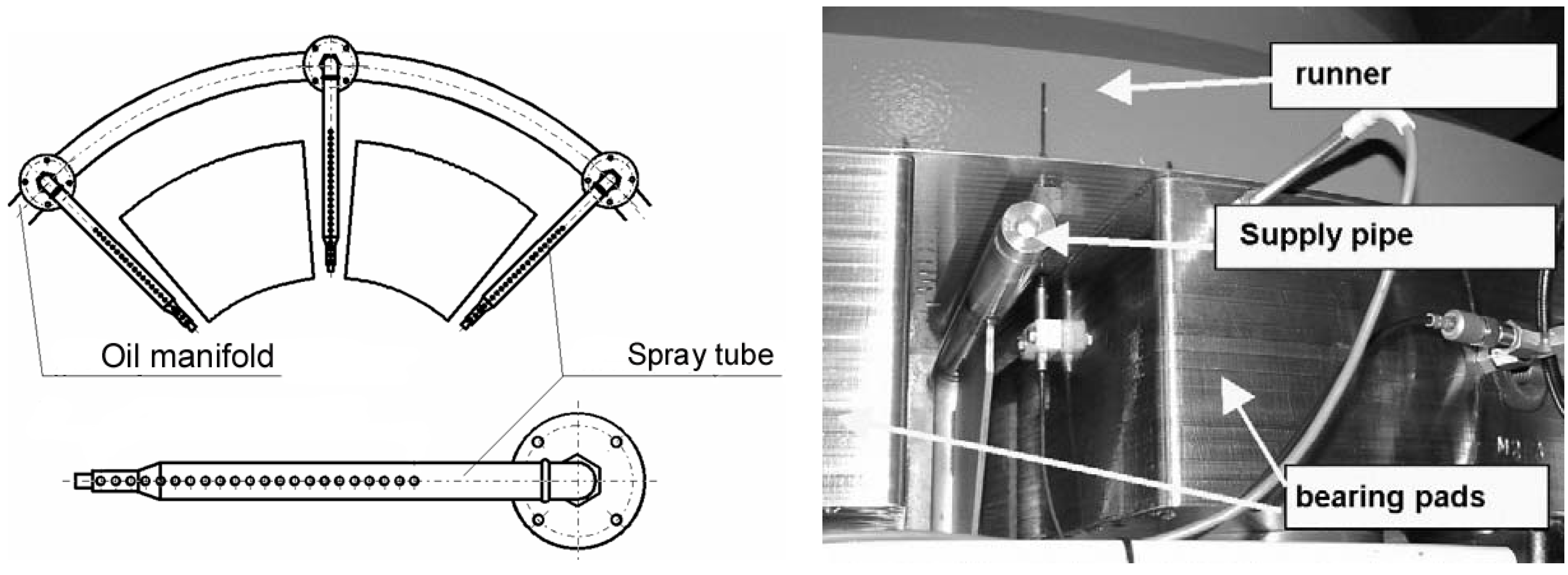
2.2. Directed Oil Supply

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Qlubr (L/min) | Lubrication System | Tmax (°C) | Tinlet (°C) |
|---|---|---|---|
| 330 | bath | 68.0 | 51.9 |
| direct supply | 68.0 | 51.5 | |
| 660 | bath | 67.8 | 50.3 |
| direct supply | 67.2 | 48.9 | |
| 990 | bath | 67.7 | 49.7 |
| direct supply | 66.6 | 47.2 | |
| 1320 | bath | 67.6 | 48.9 |
| direct supply | 66.2 | 45.7 |
3. Attempts to Reduce Bearing Losses
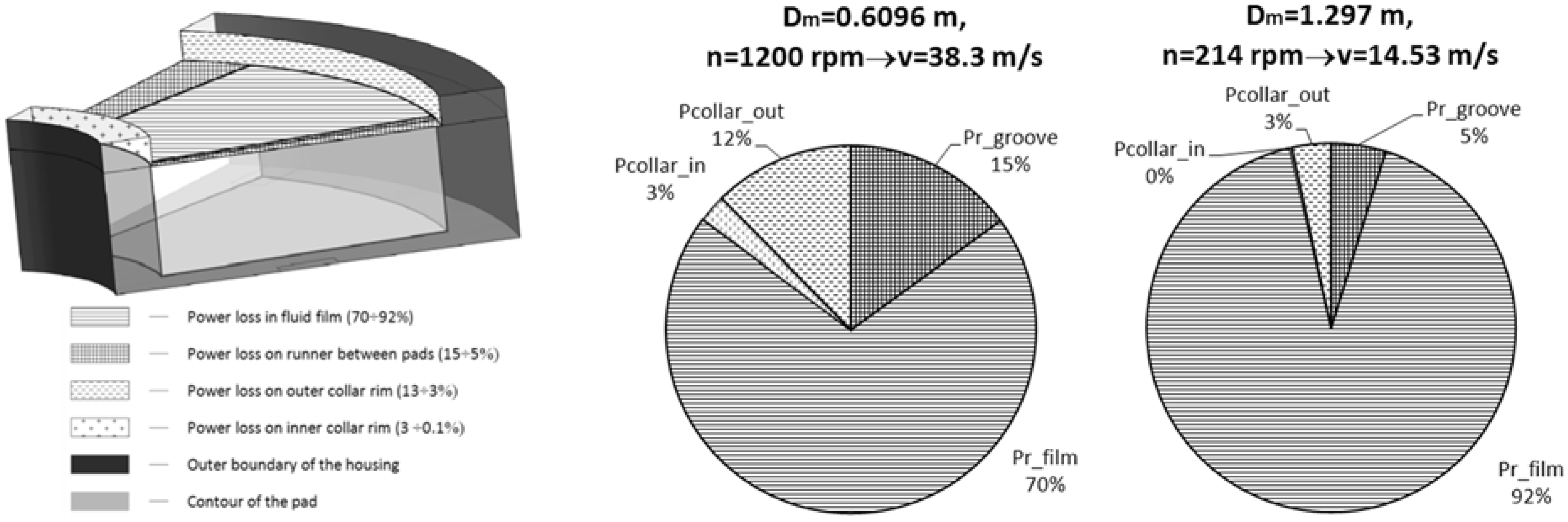
3.1. No Bath Lubrication

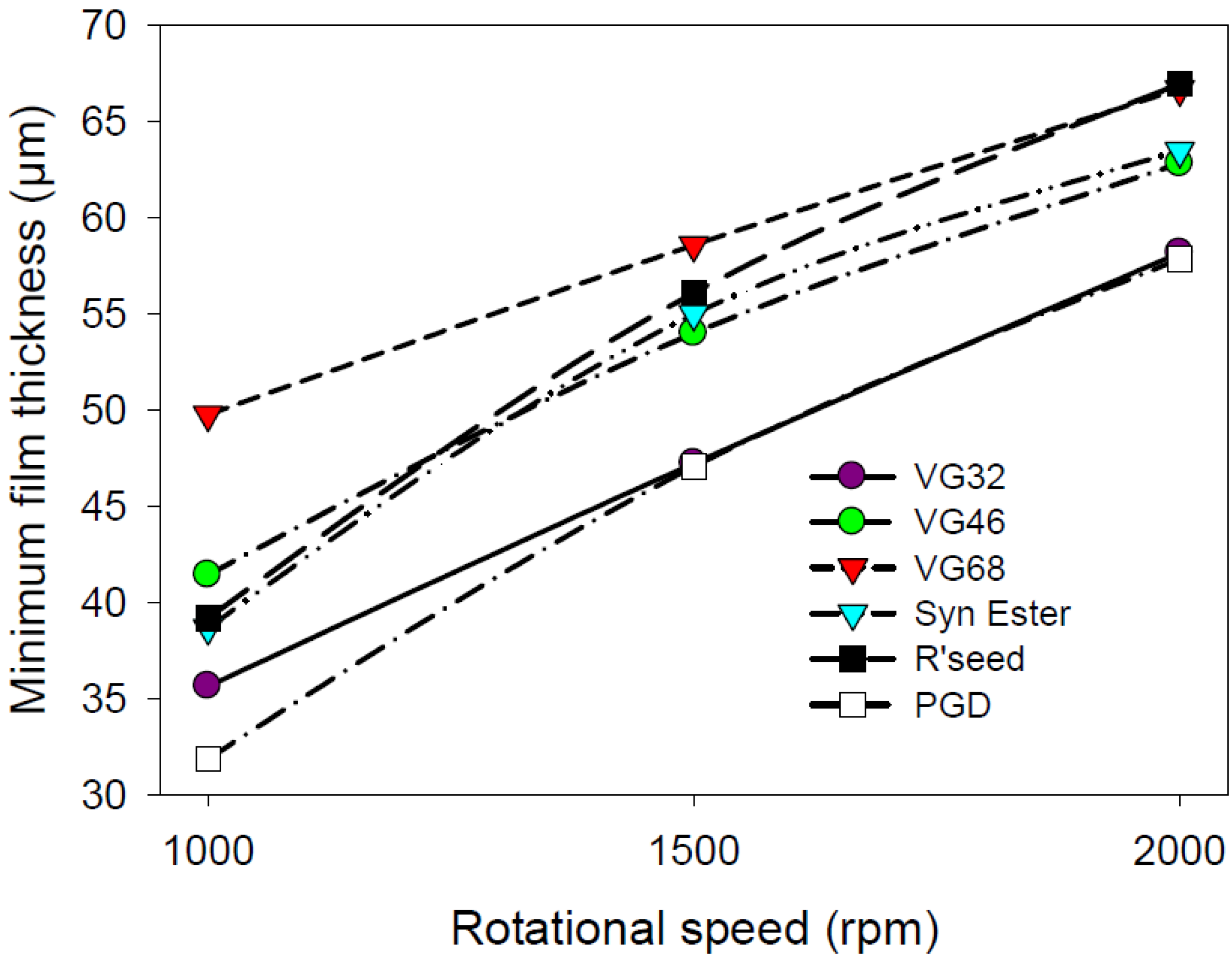
3.2. Decrease of Viscosity—Standard Oils, High Viscosity Index (VI) Oils

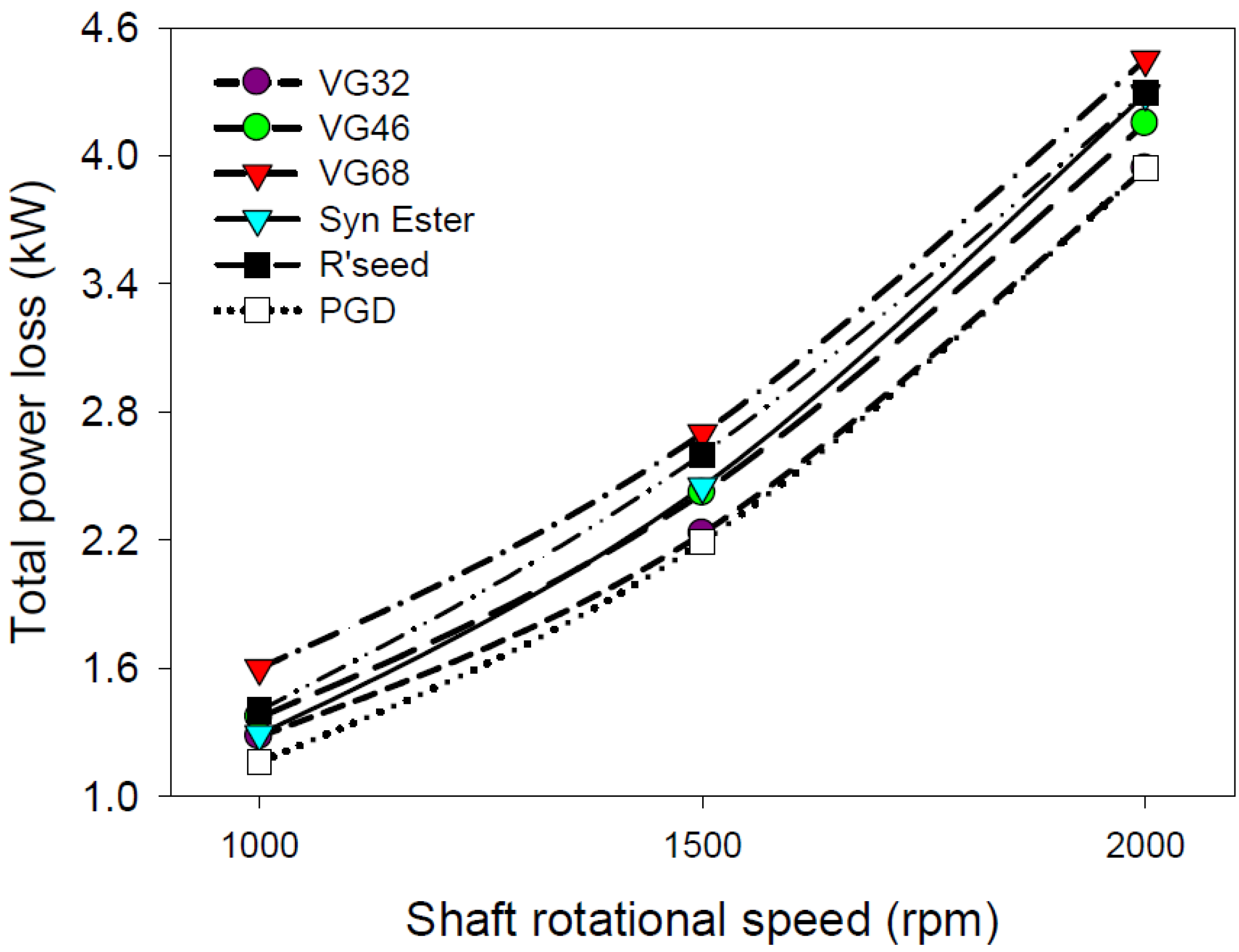
| Parameter | TurbWay SE | ISO VG 68 |
|---|---|---|
| Viscosity at 40 °C (mm2/s) | 46 | 69 |
| Viscosity at 100 °C (mm2/s) | 8.1 | 8.8 |
| Viscosity index | 149 | 98 |
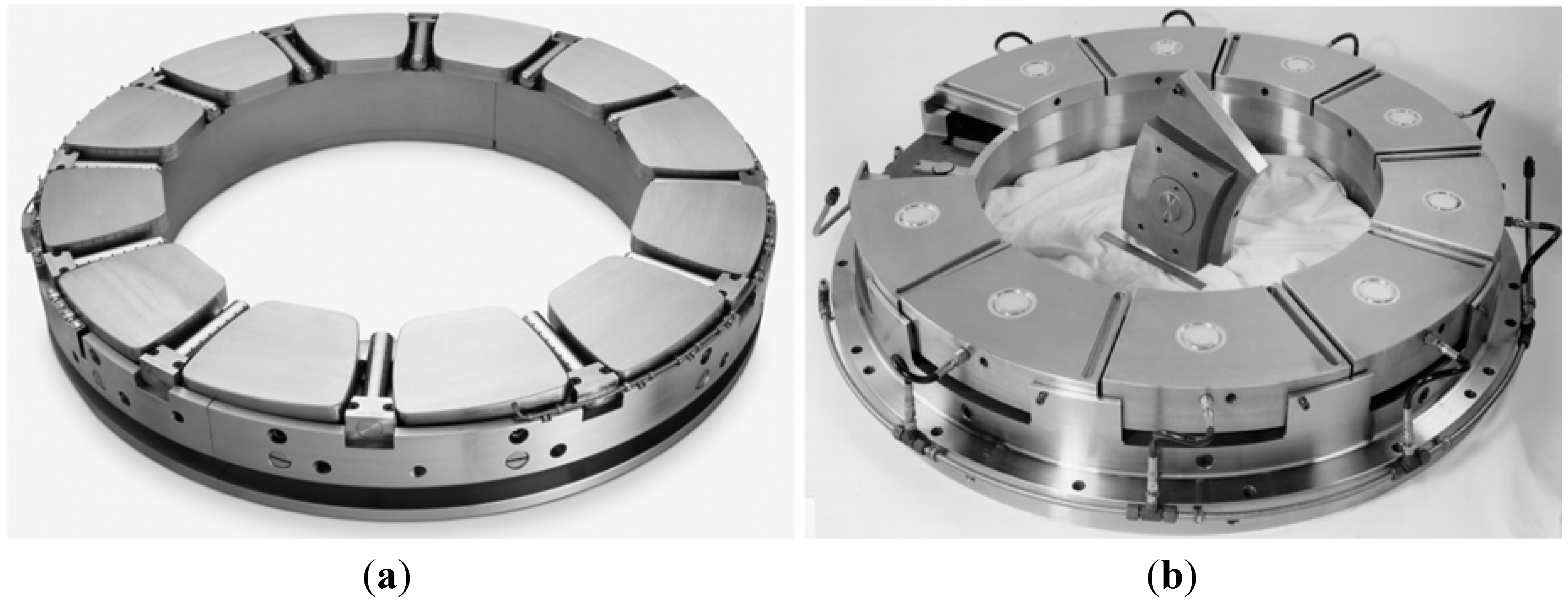
3.3. Contribution of Polymer Lined Bearings

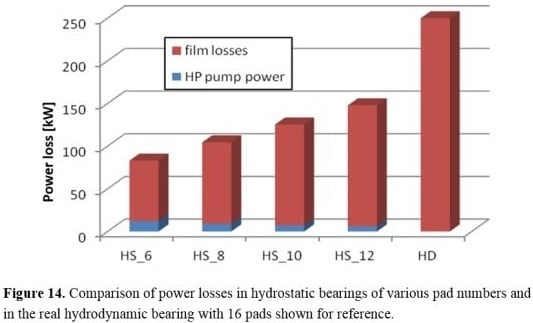
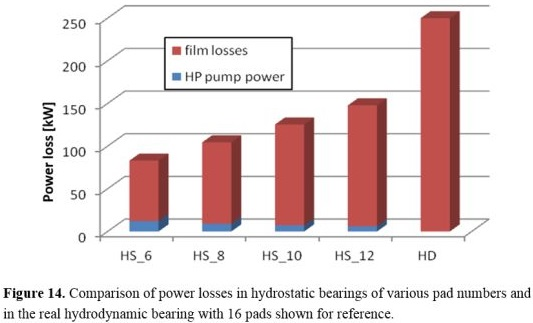
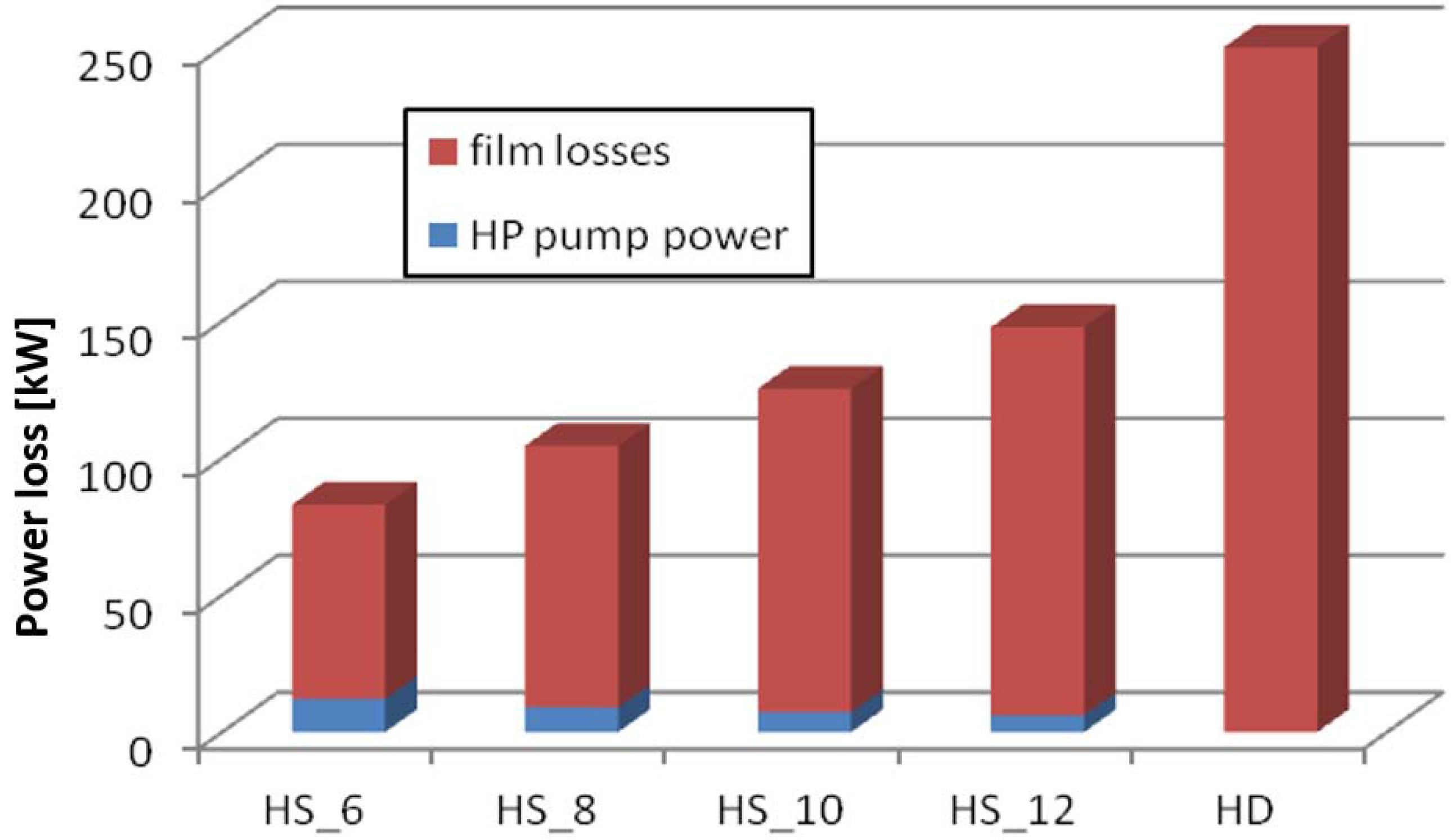
3.4. Hydrostatic Bearings
| Case | Number of Pads | Oil Viscosity | Pump Output | Film Thickness | Pocket Pressure | Pumping Power | Film Friction Loss |
|---|---|---|---|---|---|---|---|
| - | (Ns/m2) | (L/min) | (μm) | (MPa) | (kW) | (kW) | |
| HS 6 | 6 | 0.018 | 42.7 | 40 | 22.2 | 12.1 | 70.9 |
| HS 8 | 8 | 16.6 | 9.0 | 95.5 | |||
| HS 10 | 10 | 13.3 | 7.3 | 118.1 | |||
| HS 12 | 12 | 11.1 | 6.1 | 141.7 | |||
| HD | 16 | Hydrodynamic bearing with measured power loss of 250 kW, given for reference | |||||

3.5. Water Lubrication
4. Discussion and Conclusions
| Method of Friction Loss Reduction | Effects | Remarks |
|---|---|---|
| Decrease of viscosity—standard oils | Confirmed experimentally in large bearings, even a three-fold decrease of power loss, but at the cost of decreased film thickness | Decrease of the margin of safety |
| No-bath lubrication | Substantial decrease of power loss confirmed experimentally in tests in small bearings
Smaller effects in large bearings (approx. 10%) checked only by calculations | New ideas required to provide safety in case of failures |
| Decrease of viscosity—high VI oils | In large journal bearings, decrease of power loss by almost 20%. A reduction by 13% in thrust bearings checked by calculations only | Oil price is the only barrier to extend the application, no other changes in bearings necessary |
| Polymer lining | 20%–30% savings possible just by increase of oil bath temperature, 40%–50% savings possible in modified bearings of higher specific loads and decreased dimensions | Increase of oil temperature may affect its durability |
| Special hydrostatic bearings | In field tests, considerable decrease of temperature and increase in film thickness observed. Benefits of up to 50% were checked by calculations but require special design hydrostatic bearings | Not often used. New bearing designs and hydraulic systems necessary.
Methods of providing safety in case of failures |
| Water lubrication | 6–7 times reduction of losses is theoretically possible. | hydrodynamic or hydrostatic bearings—substantial development required, but the benefits may be remarkable |
Acknowledgements
Conflicts of Interest
References
- Simmons, J.E.L.; Advani, S.D. Michell and the development of tilting pad bearings. In Fluid Film Lubrication—Osborne Reynolds Centenary; Elsevier: Amsterdam, The Netherlands, 1987. [Google Scholar]
- The Kingsbury bearing at Holtwood. In ASME Identification Number HH 0587; ASME: New York, NY, USA, 1987.
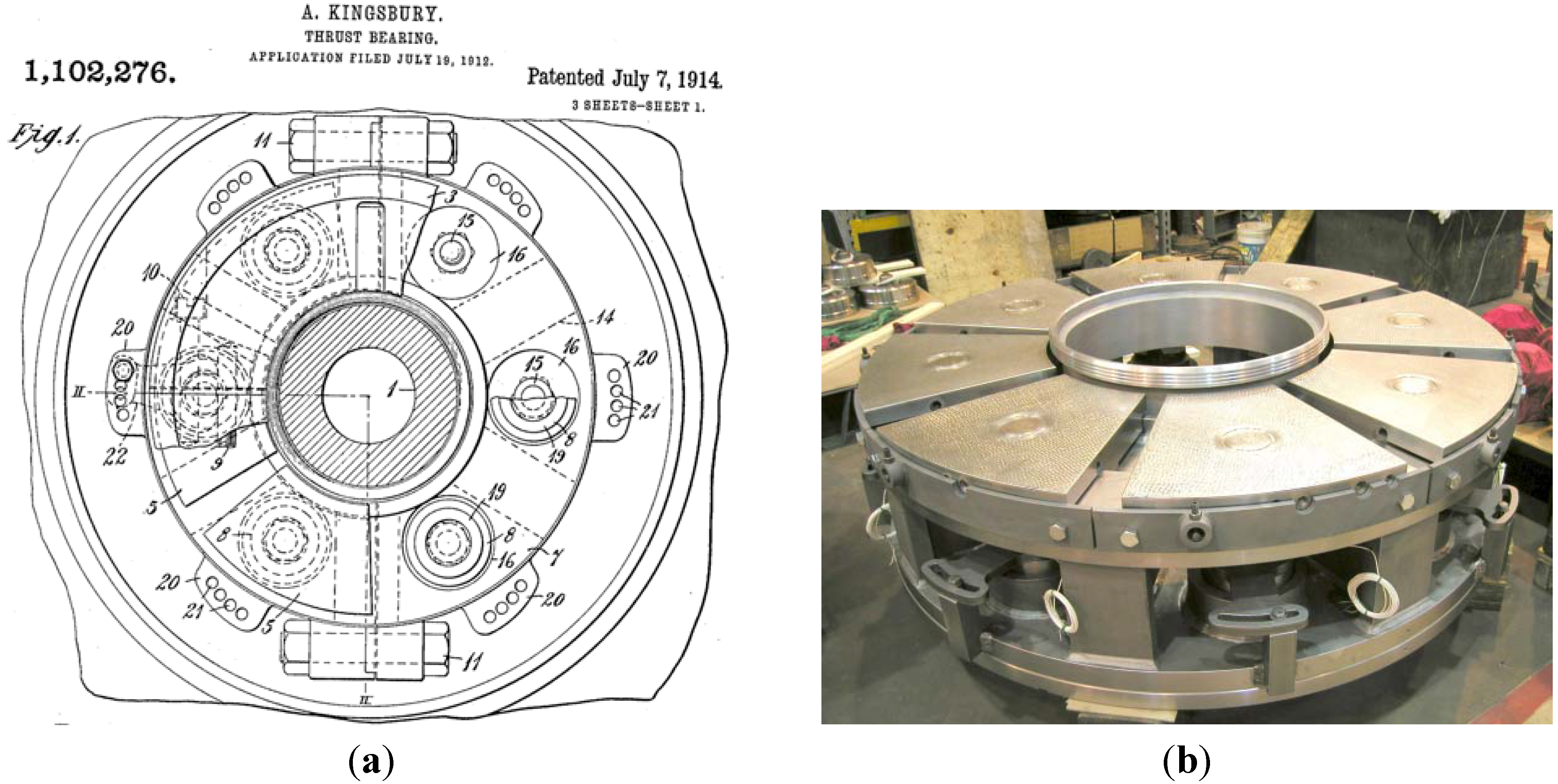
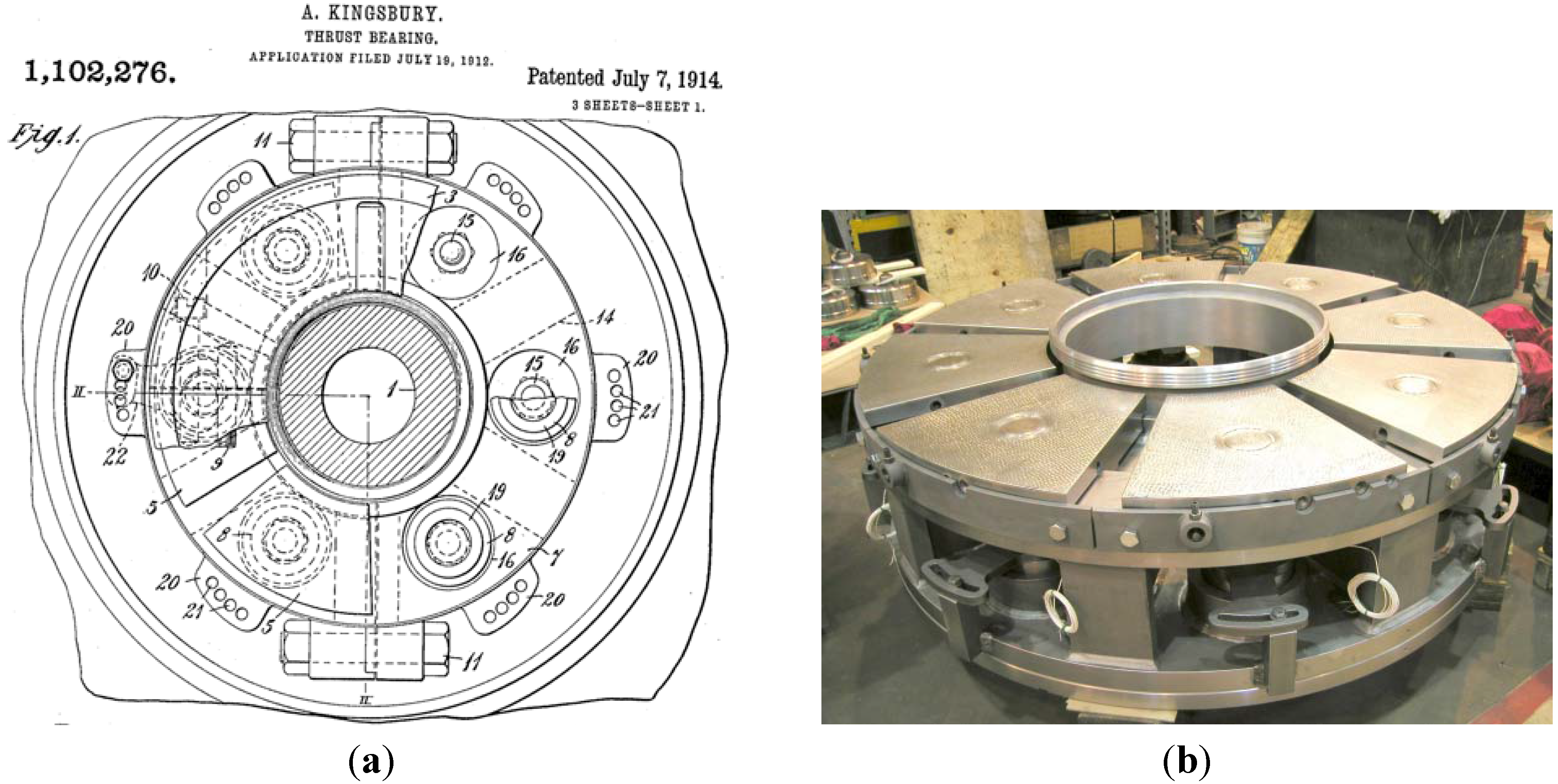
- Kingsbury, A. Thrust Bearing. U.S. Patent 1102276, 7 July 1914. [Google Scholar]
- Wasilczuk, M.; Wodtke, M.; Dąbrowski, L. Large Hydrodynamic Thrust Bearings and Their Application in Hydrogenerators. In Encyclopedia of Tribology; Jane Wang, Q.J., Chung, Y.W., Eds.; Springer Science+Business Media: New York, NY, USA, 2013; pp. 1912–1926. [Google Scholar]
- Leopard, A.J. Tilting Pad Bearings—Limits of Operation. Lubr. Eng. 1975, 32, 637–644. [Google Scholar]
- Stryczek, S. Napęd Hydrostatyczny (Hydrostatic Drive Systems); WNT: Warsaw, Poland, 1984; p. 454. [Google Scholar]
- Dąbrowski, L.; Wasilczuk, M.; Lewandowski, S. Układy chłodzenia oleju smarującego łożyska wzdłużne turbin wodnych (Cooling systems of hydrogenerator thrust bearings—in Polish). Tribologia 2002, 33, 201–213. [Google Scholar]
- Itaipu hydroelectric project. Generation equipment.; ALSTOM Hydro: Baden, Switzerland; pp. 69–74.
- Dąbrowski, L.; Wasilczuk, M.; Lewandowski, S. Badania eksploatacyjne łożyska wzdłużnego pompoturbiny—analiza wpływu czasu pracy pompy hydrostatycznego smarowania na warunki pracy łożysk (Field tests of a thrust bearing of a pump-turbine—Analysis of the time of hydrostatic pump operation on bearing properties—In Polish). Tribologia 2002, 181, 185–200. [Google Scholar]
- Rotta, G.; Wasilczuk, M. Modeling lubricant flow between thrust-bearing pads. Tribol. Int. 2008, 41, 908–913. [Google Scholar] [CrossRef]
- Rotta, G.; Wasilczuk, M. Obliczeniowa analiza wybranych systemów dostarczania smaru w hydrodynamicznych łożyskach wzdłużnych (Calculation analysis of sytems of oil supply in hydrodynamic thrust bearings). Tribologia Teoria i Praktyka. 2009, 161–169. [Google Scholar]
- Wasilczuk, M.; Rotta, G. On the Possibilities of Decreasing Power Loss in Large Tilting Pad Thrust Bearings. ISRN Tribol. 2013. [Google Scholar] [CrossRef]
- Mikula, A.M. Further Test Results of the Leading-Edge-Groove (LEG) Tilting Pad Thrust Bearing. Trans. ASME J. Tribol. 1988, 110, 174–180. [Google Scholar] [CrossRef]
- Bielec, M.K.; Leopard, A.J. Tilting Pad Thrust Bearings: Factors Affecting Performance and Improvements with Directed Lubrication (Paper 13-AT 341/70). In Proceedings of Tribology Convention, Brighton, Great Britain, 27–29 May 1970.
- Mikula, A.M. The Leading-Edge-Groove Tilting-Pad Thrust Bearing: Recent Developments. Trans. ASME J. Tribol. 1985, 107, 423–430. [Google Scholar] [CrossRef]
- Ferguson, J.H.; Yuan, J.H.; Medley, J.B. Spring-supported thrust bearings for hydroelectric generators: Influence of oil viscosity on power loss. In Leeds-Lyon Symposium on Tribology; Dowson, D., Ed.; Tribology Series; Elsevier: London, UK, 1997; pp. 187–194. [Google Scholar]
- Tanaka, H. The Effect of 0W-20 Low Viscosity Oil on Fuel Economy. Tech. Paper 1999. [Google Scholar] [CrossRef]
- McCarthy, D.M.C.; Glavatskih, S.B.; Byheden, A. Influence of oil type on the performance characteristics of a two axial groove journal bearing. Lubr. Sci. 2009, 21, 366–377. [Google Scholar] [CrossRef]
- Simmons, G.F.; Kuznetsov, E.A.; Glavatskih, S.B. Powerplant lubricant selection for improved efficiency and environmental impact reduction. In Proceedings of the ASME 2010 International Mechanical Engineering Congress & Exposition IMECE 2010, Vancouver, BC, Canada, 12–18 November 2010.
- Aleksandrow, A.E.; Płatonow, N.G. Naturnyje issledowanija raboty podpiatnikow s EMP segmentami pri powyszennoj tiemperaturie masła (Experimental testing of thrust bearings with composite lined pads at elevated oil bath temperature—In Russian). Gidrotechniczeskoje stroitielstwo 1990, 11, 20–24. [Google Scholar]
- Aleksandrow, A.E. Primienienije w podpiatnikach gidrogieneratorow elasticznich metałłopłastmasowych segmientow s ftoropłastowym pokrytiem powierchnosti trenja (Substitution of the sliding layer of a hydrogenerator thrust bearing pad with PTFE composite material—In Russian). Gidroelektrostrojenije 1981, 9, 12–14. [Google Scholar]
- Baibrodow, J.I.; Romanov, A.A. Opyt ekspłuatacji elsasticznich metałłopłastmasowych segmientow w podpiatnikie gidrogieneratora No 9 Wolzhskoj GES. (Experience of exploitation of elastic metal-polymer lined pads in a thrust bearing of the unit no. 9 at V. I. Lenin Volzhskaya hydro-electric station—In Russian). Gidrotechniczeskoje stroitielstwo 1977, 10, 28–31. [Google Scholar]
- Baibrodow, J.I.; Tiereshtshenko, A.W.; Aleksandrow, A.E. Rezultaty naturnych ispytanij podpiatnika gidroagregata Bratskoj GES s elasticznymi metałłopłastmasowymi segmientami (Results of field testing of a thrust bearing of Bratska HEPP with elastic metal-polymer lined pads—In Russian). Gidrotechniczeskoje stroitielstwo 1982, 6, 42–45. [Google Scholar]
- Glavatskih, S.B. Extending performance limits of tilt pad thrust bearings: A full scale study. In Proceedings of the 7th EDF/LMS Poitiers Workshop. Operational limits of Bearings: Improving of Performance through Modelling and Experimentation, Futuroscope, France, 2 October 2008.
- Schubert, A.; Brescianini, T. Application of a PEEK coated thrust bearing on the occasion of a refurbishment of a large hydro power plant with concurrent load increase. In Proceedings of the 10th EDF/Pprime Poitiers Workshop: Condition Monitoring, Performance Improvement and Safe Operation of Bearings, Futuroscope, France, 6–7 October 2011.
- Knox, R.T.; Moss, W.O. The development of a PTFE faced thrust bearing for Dinorwig pumped storage power station. In Proceedings of the Hydraulic Machinery and Systems 20th IAHR Symposium, Hydro Technology, and Environment for the New Century, Charlotte, NC, USA; 2000. [Google Scholar]
- Pajaczkowski, P.; Spiridon, M.; Schubert, A.; Brito, G.C.; Marra, J.M. Itaipu Binacional hydro power plant thrust bearing design optimization for higher efficiency. In Proceedings of 2nd International Brazilian Conference on Tribology, Foz da Igacu, Parana, Brazil, 3–5 October 2014.
- Wasilczuk, M. Wielkogabarytowe hydrodynamiczne łożyska wzdłużne—(Large hydrodynamic thrust bearings—In Polish); Wydawnictwo ITEE: Radom, Poland, 2012; p. 151. [Google Scholar]
- Abramovitz, S. Using Hydrostatic Bearings as “Lifts” in Hydroturbines. Hydro Rev. 2000, 19, 38–47. [Google Scholar]
- Rippel, H. Projektirowanije gidrostaticzeskich podszipnikow (Design of hydrostatic bearings—In Russian translated from English); Izdatielstwo Maszinostrojenie: Moscow, Soviet Union, 1967; p. 16. [Google Scholar]
- Dąbrowski, L.; Wasilczuk, M. Influence of hydrostatic pump operation period on performance of a thrust bearing of a 125 MW pump-turbine. Mecanique Ind. 2004, 5, 3–9. [Google Scholar] [CrossRef]
- Litwin, W.; Olszewski, A. Properties Comparison of Two Water Lubricated Rubber Bearings Based on Experimental Test. In Proceedings of the ASME/STLE 2012 International Joint Tribology Conference, Denver, Colorado, USA, 7–10 October 2012.
- Litwin, W.; Olszewski, A. Water-Lubricated Sintered Bronze Journal Bearings—Theoretical and Experimental Research. Tribol. Trans. 2013, 57, 114–122. [Google Scholar] [CrossRef]
- Litwin, W.; Wodtke, M.; Olszewski, A. Shaft Misalignment Influence On Water Lubricated Turbine Sliding Bearing With Various Bush Module Of Elasticity. Key Eng. Mater. 2012, 490, 128–134. [Google Scholar] [CrossRef]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wasilczuk, M. Friction and Lubrication of Large Tilting-Pad Thrust Bearings. Lubricants 2015, 3, 164-180. https://doi.org/10.3390/lubricants3020164
Wasilczuk M. Friction and Lubrication of Large Tilting-Pad Thrust Bearings. Lubricants. 2015; 3(2):164-180. https://doi.org/10.3390/lubricants3020164
Chicago/Turabian StyleWasilczuk, Michał. 2015. "Friction and Lubrication of Large Tilting-Pad Thrust Bearings" Lubricants 3, no. 2: 164-180. https://doi.org/10.3390/lubricants3020164
APA StyleWasilczuk, M. (2015). Friction and Lubrication of Large Tilting-Pad Thrust Bearings. Lubricants, 3(2), 164-180. https://doi.org/10.3390/lubricants3020164