Tribological Properties of MoN/TiN Multilayer Coatings Prepared via High-Power Impulse Magnetron Sputtering

 , and
, and
Abstract
1. Introduction
2. Preparation and Characterization
2.1. Sample Preparation
2.2. Morphological and Structural Characterization of Coatings
2.3. Mechanical Properties of Coatings
3. Results and Discussion
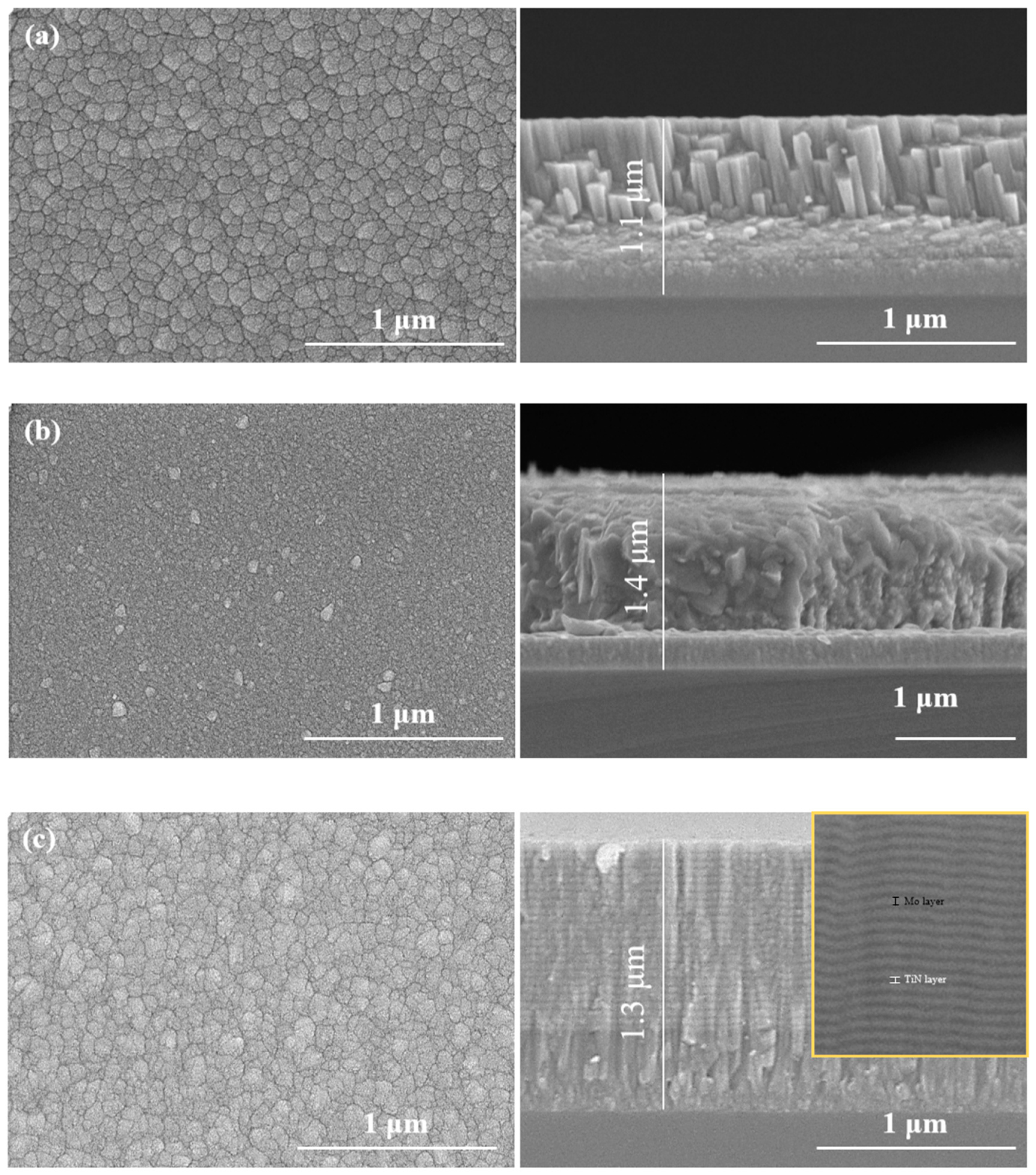
3.1. Coating Morphologies
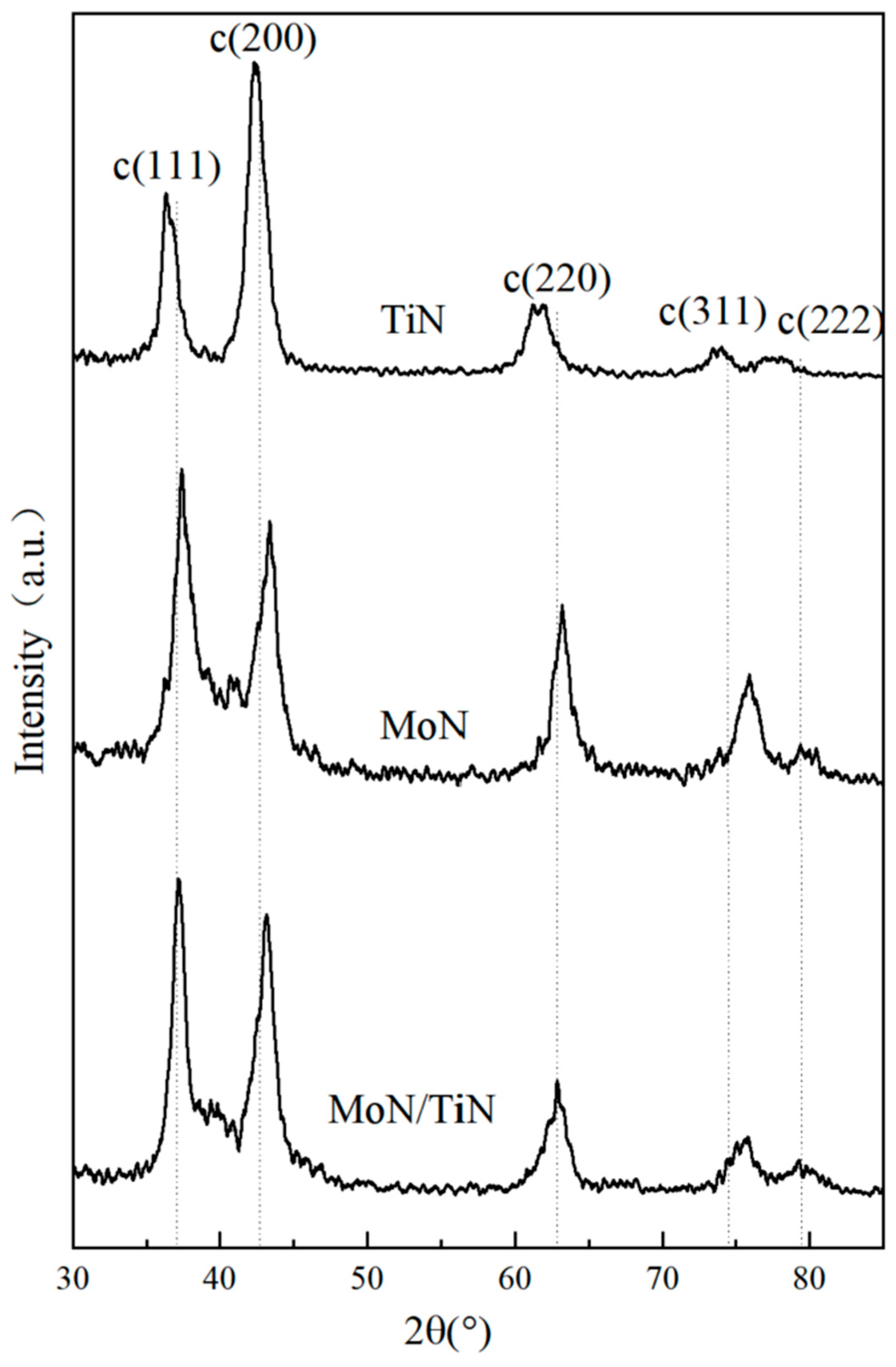
3.2. Phase Structure of Coatings
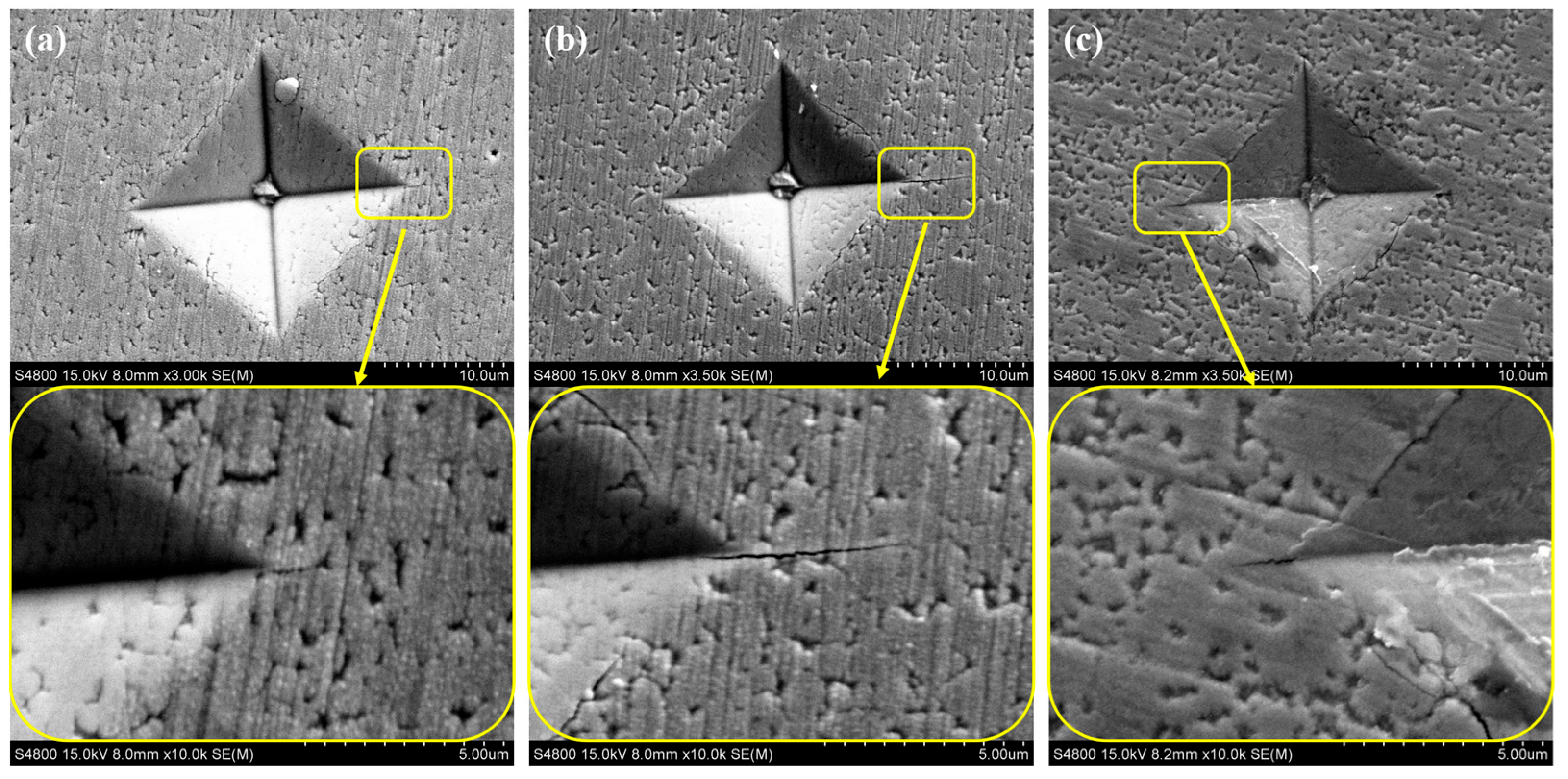
3.3. Hardness and Toughness of Coatings
3.4. Coating Adhesions
3.5. Tribological Properties of Coatings
4. Conclusions
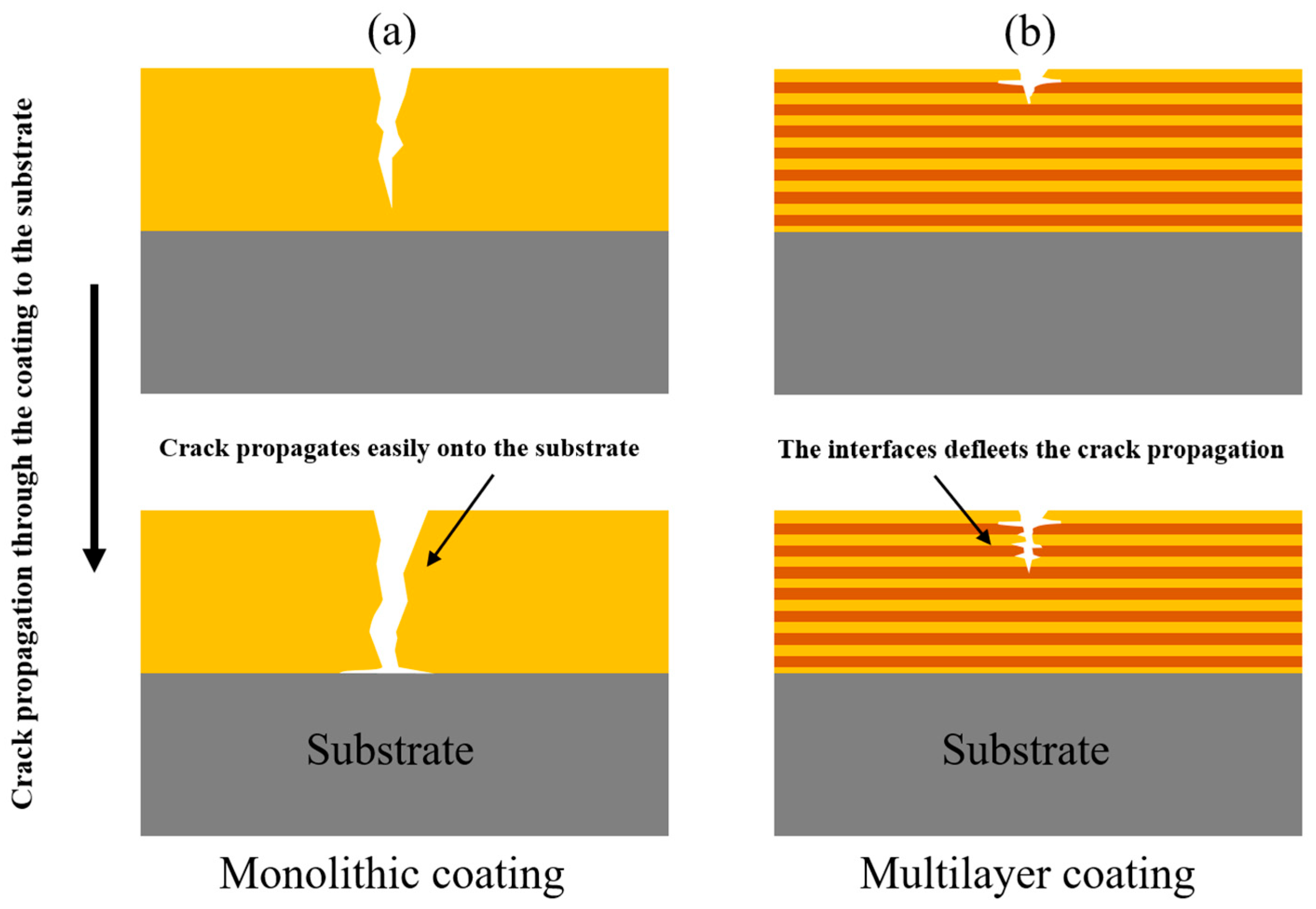
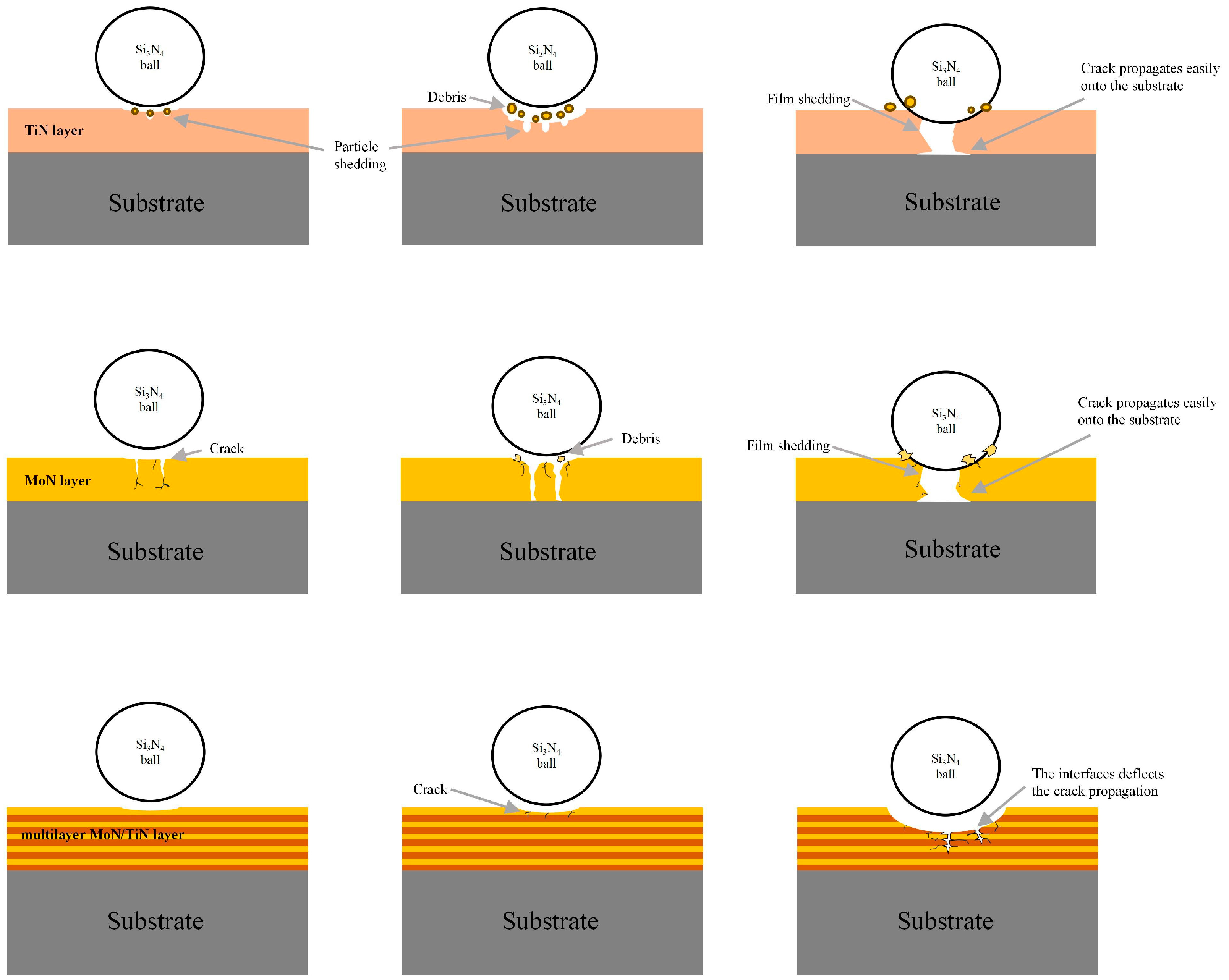
- SEM analysis revealed that the alternating MoN/TiN multilayer architecture led to a dense microstructure through columnar growth disruption, considerably reducing the number of structural defects. The refined grain structure and multiple interfaces effectively deflected crack propagation, enhancing the fracture toughness of the MoN/TiN coating compared with that of the monolithic coatings.
- The nanoindentation results demonstrated that the MoN/TiN multilayer coating achieved an optimal balance between hardness and toughness via the multilayer architecture. The multilayer interface structure that effectively suppressed dislocation motion considerably improved the hardness of the MoN/TiN coating by 64% and 35% compared with the corresponding values of the TiN and MoN monolithic coatings, respectively, and achieved an H3/E2 ratio of 0.159.
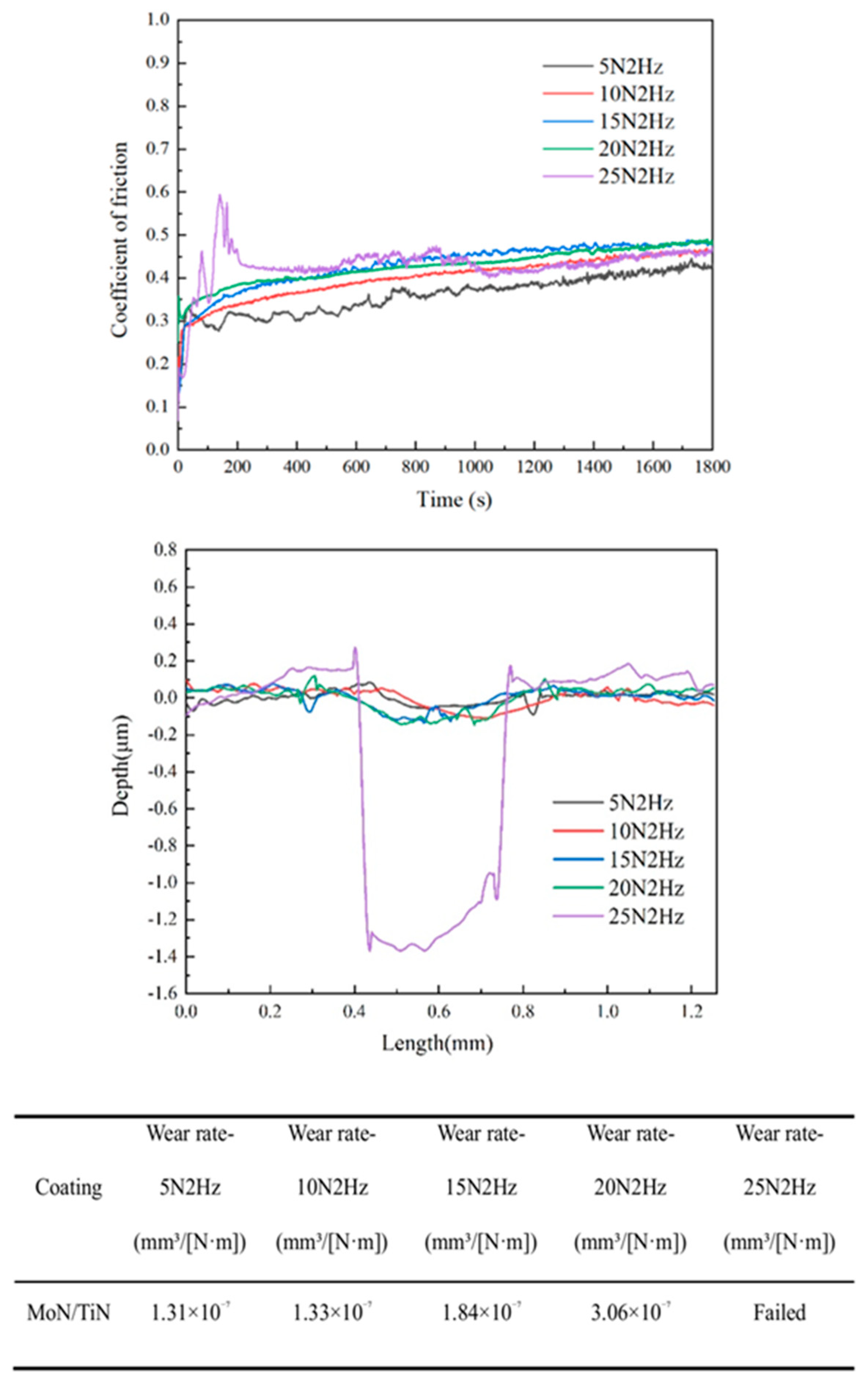
- Friction and wear tests revealed that the MoN/TiN multilayer coating samples maintained a low and stable COF (~0.3–0.45) under loads up to 20 N, demonstrating wear rates (3.06 × 10−7 mm3/[N·m]) considerably lower than those of the TiN and MoN monolithic coating samples. Although the MoN/TiN multilayer coating samples were subjected to substrate exposure under a load of 25 N, their critical load capacity remarkably exceeded those of the TiN (5 N) and MoN (10 N) monolithic coating samples. The multilayer structure effectively hindered crack propagation, preventing crack growth toward the substrate and coating delamination, which enhanced the tribological performance of the MoN/TiN multilayer coating samples.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Azadi, M.; Rouhaghdam, A.S.; Ahangarani, S.; Mofidi, H. Mechanical behavior of TiN/TiC multilayer coatings fabricated by plasma assisted chemical vapor deposition on AISI H13 hot work tool steel. Surf. Coat. Technol. 2014, 245, 156–166. [Google Scholar] [CrossRef]
- Suo, X.; Guo, C.; Kong, D.; Wang, L. Corrosion Behaviour of TiN and CrN Coatings Produced by Magnetron Sputtering Process on Aluminium Alloy. Int. J. Electrochem. Sci. 2019, 14, 826–837. [Google Scholar] [CrossRef]
- Perumal, P.; Ramanathan, K.; Ganesan, L.; Subramanian, B.; Ganesh, V.; Stalin, B. Investigation of TiN coating uniformity and its corrosion behaviour using image process. Mater. Res. Express 2019, 6, 046411. [Google Scholar] [CrossRef]
- Zhu, X.; Yue, D.; Shang, C.; Fan, M.; Hou, B. Phase composition and tribological performance of molybdenum nitride coatings synthesized by IBAD. Surf. Coat. Technol. 2013, 228, S184–S189. [Google Scholar] [CrossRef]
- Wang, T.; Zhang, G.; Ren, S.; Jiang, B. Effect of nitrogen flow rate on structure and properties of MoNx coatings deposited by facing target sputtering. J. Alloys Compd. 2017, 701, 1–8. [Google Scholar] [CrossRef]
- Czettl, C.; Schleinkofer, U.; Michotte, C. Coating Applications for Cutting Tools. Compr. Hard Mater. 2014, 1, 453–469. [Google Scholar]
- Yoon, S.Y.; Lee, K.O.; Kang, S.S.; Kim, K.H. Comparison for mechanical properties between TiN and TiAlN coating layers by AIP technique. J. Mater. Process. Technol. 2002, 130–131, 260–265. [Google Scholar] [CrossRef]
- Xu, J.; Zhang, P.; Ying, P.; Pogrebnjak, A.; Ma, C.; Lin, C.; Yang, T.; Wu, J.; Wang, T.; Grigoriev, A.Y.; et al. Thermal stability and mechanical properties of (Al,Cr,Ti,Si,Y)N multielement nitride coatings after annealing. J. Mater. Res. Technol. 2025, 36, 9619–9628. [Google Scholar] [CrossRef]
- Shugurov, A.R.; Kazachenok, M.S. Mechanical properties and tribological behavior of magnetron sputtered TiAlN/TiAl multilayer coatings. Surf. Coat. Technol. 2018, 353, 254–262. [Google Scholar] [CrossRef]
- Zhang, P.; Ying, P.; Lin, C.; Yang, T.; Wu, J.; Huang, M.; Wang, T.; Fang, Y.; Levchenko, V. Effect of Modulation Periods on the Mechanical and Tribological Performance of MoS2-TiL/MoS2-TiH Multilayer Coatings. Coatings 2021, 11, 1230. [Google Scholar] [CrossRef]
- Yanfeng, W.; Zhengxian, L.; Haonan, W.; Jihong, D.; Changwei, Z. Effect of Multilayered Structure on Properties of Ti/TiN Coating. Rare Met. Mater. Eng. 2017, 46, 1219–1224. [Google Scholar] [CrossRef]
- Koehler, J.S. Attempt to Design a Strong Solid. Phys. Rev. B 1970, 2, 547–551. [Google Scholar] [CrossRef]
- Chu, X.; Barnett, S.A. Model of Superlattice Yield Stress and Hardness Enhancements. J. Appl. Phys. 1995, 77, 4403–4411. [Google Scholar] [CrossRef]
- Sala, N.; de Figueiredo, M.R.; Franz, R.; Kainz, C.; Sánchez-López, J.; Rojas, T.; Reyes, D.F.d.L.; Colominas, C.; Abad, M.D. Microstructural and mechanical properties of TiN/CrN and TiSiN/CrN multilayer coatings deposited in an industrial-scale HiPIMS system: Effect of the Si incorporation. Surf. Coat. Technol. 2024, 494 Pt 2, 131461. [Google Scholar] [CrossRef]
- Lin, J.; Moore, J.J.; Mishra, B.; Pinkas, M.; Zhang, X.; Sproul, W.D. CrN/AlN superlattice coatings synthesized by pulsed closed field unbalanced magnetron sputtering with different CrN layer thicknesses. Thin Solid Film. 2009, 517, 5798–5804. [Google Scholar] [CrossRef]
- Rizzo, A.; Mirenghi, L.; Massaro, M.; Galietti, U.; Capodieci, L.; Terzi, R.; Tapfer, L.; Valerini, D. Improved properties of TiAlN coatings through the multilayer structure. Surf. Coat. Technol. 2013, 235, 475–483. [Google Scholar] [CrossRef]
- Li, F.; Dai, W.; Wang, Q.; Li, H.; Wu, Z. Dry Friction Performances of MoNx Coatings Deposited by High–Power Pulsed Magnetron Sputtering. Magnetochemistry 2023, 9, 60. [Google Scholar] [CrossRef]
- Li, F.; Dai, W.; Wu, Z.; Xu, Y.; Wang, J.; Wang, Q. Effect of Cu content on the mechanical and tribological properties of MoN-Cu coatings deposited by HiPIMS. Surf. Coat. Technol. 2025, 497, 131769. [Google Scholar] [CrossRef]
- Postolnyi, B.; Beresnev, V.; Abadias, G.; Bondar, O.; Rebouta, L.; Araujo, J.; Pogrebnjak, A. Multilayer design of CrN/MoN protective coatings for enhanced hardness and toughness. J. Alloys Compd. 2017, 725, 1188–1198. [Google Scholar] [CrossRef]
- Pogrebnjak, A.; Beresnev, V.; Bondar, O.; Postolnyi, B.; Zaleski, K.; Coy, E.; Jurga, S.; Lisovenko, M.; Konarski, P.; Rebouta, L.; et al. Superhard CrN/MoN coatings with multilayer architecture. Mater. Des. 2018, 153, 47–59. [Google Scholar] [CrossRef]
- Nordin, M.; Larsson, M.; Hogmark, S. Mechanical and tribological properties of multilayered PVD TiN/CrN, TiN/MoN, TiN/NbN and TiN/TaN coatings on cemented carbide. Surf. Coat. Technol. 1998, 106, 234–241. [Google Scholar] [CrossRef]
- Gao, Z.; Buchinger, J.; Koutná, N.; Wojcik, T.; Hahn, R.; Mayrhofer, P.H. Ab initio supported development of TiN/MoN superlattice thin films with improved hardness and toughness. Acta Mater. 2022, 231, 117871. [Google Scholar] [CrossRef]
- Gao, Z.; Buchinger, J.; Hahn, R.; Chen, Z.; Zhang, Z.; Koutná, N.; Mayrhofer, P. Bilayer period and ratio dependent structure and mechanical properties of TiN/MoN superlattices. Acta Mater. 2024, 279, 120313. [Google Scholar] [CrossRef]
- Pogrebnjak, O.D.; Bondar, O.V.; Abadias, G.; Eyidi, D.; Beresnev, V.M.; Sobol, O.V.; Postolnyi, B.O.; Żukowski, P. Investigation of Nanoscale TiN/MoN Multilayered Systems, Fabricated Using Arc Evaporation. Acta Phys. Pol. A 2015, 128, 836–841. [Google Scholar] [CrossRef]
- Wang, T.; Zhang, J.; Li, Y.; Gao, F.; Zhang, G. Self-lubricating TiN/MoN and TiAlN/MoN nano-multilayer coatings for drilling of austenitic stainless steel. Ceram. Int. 2019, 45, 24248–24253. [Google Scholar] [CrossRef]
- Sharma, P.; Ju, H.; Figueiredo, N.M.; Ferreira, F. Exploring the Potential of High-Power Impulse Magnetron Sputtering for Nitride Coatings: Advances in Properties and Applications. Coatings 2025, 15, 130. [Google Scholar] [CrossRef]
- Eichenhofer, G.; Fernandez, I.; Wennberg, A. Industrial use of HiPIMS and the hiP-V hiPlus technology: A review by a manufacturer. Vak. Forsch. Prax. 2017, 29, 40–44. [Google Scholar] [CrossRef]
- Anders, A. A review comparing cathodic arcs and high power impulse magnetron sputtering (HiPIMS). Surf. Coat. Technol. 2014, 257, 308–325. [Google Scholar] [CrossRef]
- Ying, P.; Sun, H.; Zhang, P.; Lin, C.; Yang, T.; Wu, J.; Huang, M.; Wang, T.; Lian, Z.; Levchenko, V. Preparation and tribological properties of WS2 solid lubricating coating with dense structure using HiPIMS. J. Mater. Res. Technol. 2024, 32, 530–540. [Google Scholar] [CrossRef]
- Lawn, B.R.; Evans, A.G.; Marshall, D.B. Elastic/Plastic Indentation Damage in Ceramics: The Median/Radial Crack System. J. Am. Ceram. Soc. 1980, 63, 574–581. [Google Scholar] [CrossRef]
- Vidakis, N.; Antoniadis, A.; Bilalis, N. The VDI 3198 indentation test evaluation of a reliable qualitative control for layered compounds. J. Mech. Work. Technol. 2003, 143–144, 481–485. [Google Scholar] [CrossRef]
- Wu, B.; Gao, S.; Xue, W.; Yang, S.; Li, S.; Duan, D. Designing TiB2/Cr multilayer coatings on Ti6Al4V substrate for optimized wear resistance. Surf. Sci. Technol. 2024, 2, 29. [Google Scholar] [CrossRef]
- Hecimovic, A.; Ehiasarian, A.P. Spatial and temporal evolution of ion energies in high power impulse magnetron sputtering plasma discharge. J. Appl. Phys. 2010, 108, 063301. [Google Scholar] [CrossRef]
- Gudmundsson, J.T.; Brenning, N.; Lundin, D.; Helmersson, U. High power impulse magnetron sputtering discharge. J. Vac. Sci. Technol. A 2012, 30, 030801. [Google Scholar] [CrossRef]
- Kouznetsov, V.; Macák, K.; Schneider, J.M.; Helmersson, U.; Petrov, I. A novel pulsed magnetron sputter technique utilizing very high target power densities. Surf. Coat. Technol. 1999, 122, 290–293. [Google Scholar] [CrossRef]
- Li, Z.; Guan, Q.; Liu, S.; Bao, J.; Ding, H.; Wang, W. Friction-reducing and anti-wear performance of SiO2-Coated TiN nanoparticles in gear oil. Wear 2023, 538–539, 205219. [Google Scholar] [CrossRef]
- Wang, Y.; Li, Y.; Wu, G.; Lu, Z. Friction reduction mechanisms of TiN film sliding in graphene aqueous dispersion. Lubr. Sci. 2022, 34, 112–126. [Google Scholar] [CrossRef]
- Tillmann, W.; Kokalj, D.; Stangier, D. Impact of structure on mechanical properties and oxidation behavior of magnetron sputtered cubic and hexagonal MoNx thin films. Appl. Surf. Sci. Adv. 2021, 5, 100119. [Google Scholar] [CrossRef]
- Devia, A.; Benavides, V.; Restrepo, E.; Arias, D.; Ospina, R. Influence substrate temperature on structural properties of TiN/TiC bilayers produced by pulsed arc techniques. Vacuum 2006, 81, 378–384. [Google Scholar] [CrossRef]
- Shen, Y.G. Effect of deposition conditions on mechanical stresses and microstructure of sputter-deposited molybdenum and reactively sputter-deposited molybdenum nitride films. Mater. Sci. Eng. A 2003, 359, 158–167. [Google Scholar] [CrossRef]
- Yang, Z.; Qiu, N.; Yang, H.; Chen, Q.; Wang, Y. Irradiation tolerance enhanced by coherent interfaces of FCC/BCC HEA multilayers. Surf. Coat. Technol. 2023, 457, 129338. [Google Scholar] [CrossRef]
- Abadias, G. Stress and preferred orientation in nitride-based PVD coatings. Surf. Coat. Technol. 2008, 202, 2223–2235. [Google Scholar] [CrossRef]
- He, D.; Li, X.; Pu, J.; Wang, L.; Zhang, G.; Lu, Z.; Li, W.; Xue, Q. Improving the mechanical and tribological properties of TiB2/aC nanomultilayers by structural optimization. Ceram. Int. 2018, 44, 3356–3363. [Google Scholar] [CrossRef]
- Chen, X.; Du, Y.; Chung, Y.-W. Commentary on using H/E and H3/E2 as proxies for fracture toughness of hard coatings. Thin Solid Film. 2019, 688, 137265. [Google Scholar] [CrossRef]
- Leyland, A.; Matthews, A. On the significance of the H/E ratio in wear control: A nanocomposite coating approach to optimised tribological behaviour. Wear 2000, 246, 1–11. [Google Scholar] [CrossRef]
- Kabir, M.S.; Munroe, P.; Zhou, Z.; Xie, Z. Scratch adhesion and tribological behaviour of graded Cr/CrN/CrTiN coatings synthesized by closed-field unbalanced magnetron sputtering. Wear 2017, 380–381, 163–175. [Google Scholar] [CrossRef]
- Volkhonskii, A.O.; Vereshchaka, A.A.; Blinkov, I.V.; Batako, A.D. Filtered cathodic vacuum Arc deposition of nano-layered composite coatings for machining hard-to-cut materials. Int. J. Adv. Manuf. Technol. 2015, 84, 1647–1660. [Google Scholar] [CrossRef]
- Maruschak, P.; Panin, S.; Ignatovich, S.; Zakiev, I.; Konovalenko, I.; Lytvynenko, I.; Sergeev, V. Influence of deformation process in material at multiple cracking and fragmentation of nanocoating. Theor. Appl. Fract. Mech. 2012, 57, 43–48. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, H.; Pelenovich, V.; Wan, Q.; Guo, J.; Chen, Y.; Zhang, J.; Xue, L.; Li, Z.; Yang, B. Influences of modulation period on structure and properties of AlTiSiN/AlCrSiN nanocomposite multilayer coatings. Vacuum 2021, 193, 110516. [Google Scholar] [CrossRef]
- Beresnev, V.M.; Bondar, O.V.; Postolnyi, B.O.; Lisovenko, M.O.; Abadias, G.; Chartier, P.; Kolesnikov, D.A.; Borisyuk, V.N.; Mukushev, B.A.; Zhollybekov, B.R.; et al. Comparison of tribological characteristics of nanostructured TiN, MoN, and TiN/MoN Arc-PVD coatings. J. Frict. Wear 2014, 35, 374–382. [Google Scholar] [CrossRef]
- Chen, J.; He, G.; Han, Y.; Yuan, Z.; Li, Z.; Zhang, Z.; Han, X.; Yan, S. Structural toughness and interfacial effects of multilayer TiN erosion-resistant coatings based on high strain rate repeated impact loads. Ceram. Int. 2021, 47, 27660–27667. [Google Scholar] [CrossRef]
- Daniel, R.; Ziegelwanger, T.; Zítek, M.; Červená, M.; Haviar, S.; Meindlhumer, M.; Baroch, P.; Keckes, J.; Zeman, P. Multilayer design of sustainable multifunctional Zr-Cu-N coatings: A route for enhanced mechanical and antibacterial performance. Mater. Des. 2025, 254, 114037. [Google Scholar] [CrossRef]
- Ni, W.; Cheng, Y.-T.; Lukitsch, M.J.; Weiner, A.M.; Lev, L.C.; Grummon, D.S. Effects of the ratio of hardness to Young’s modulus on the friction and wear behavior of bilayer coatings. Appl. Phys. Lett. 2004, 85, 4028–4030. [Google Scholar] [CrossRef]
- Fellah, M.; Hezil, N.; Bouras, D.; Obrosov, A.; Mohammed, A.S.; Montagne, A.; Abd-Elmonem, A.; El Din, S.M.; Weiß, S. Structural, mechanical and tribological performance of a nano structured biomaterial Co–Cr–Mo alloy synthesized via mechanical alloying. J. Mater. Res. Technol. 2023, 25, 2152–2165. [Google Scholar] [CrossRef]
- Yu, J.; Zhang, P.; Ying, P.; Lin, C.; Yang, T.; Wu, J.; Li, C.; Huang, M.; Levchenko, V. Tribological Properties of Hard TiB2 Thin Films Prepared at Low Temperatures Using. Coatings 2024, 14, 492. [Google Scholar] [CrossRef]
- Rutherford, K.L.; Hutchings, I.M. A micro-abrasive wear test, with particular application to coated systems. Surf. Coat. Technol. 1996, 79, 231–239. [Google Scholar] [CrossRef]
- Ying, P.; Zhang, P.; Wu, J.; Huang, M.; Lin, C.; Wang, T.; Fang, Y.; Levchenko, V. Effect of applied load on the tribological properties of MoS2-TiL/MoS2-TiH nano-multilayer coating. AIP Adv. 2020, 10, 105303. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating | Preparation Technology | Hardness (GPa) | Elastic Modulus (GPa) | H/E | H3/E2 | KIc (MPa·m1/2) |
|---|---|---|---|---|---|---|
| TiN | HiPIMS | 19.73 ± 2.26 | 357.97 ± 24.4 | 0.05511 | 0.05993 | 1.49 |
| MoN | HiPIMS | 23.98 ± 1.94 | 349.46 ± 16.1 | 0.06862 | 0.11296 | 1.08 |
| MoN/TiN | HiPIMS | 32.34 ± 1.74 | 461.12 ± 67.0 | 0.07014 | 0.15911 | 1.64 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, J.; Zhang, P.; Yu, J.; Ying, P.; Yang, T.; Wu, J.; Wang, T.; Myshkin, N.; Levchenko, V. Tribological Properties of MoN/TiN Multilayer Coatings Prepared via High-Power Impulse Magnetron Sputtering. Lubricants 2025, 13, 319. https://doi.org/10.3390/lubricants13080319
Xu J, Zhang P, Yu J, Ying P, Yang T, Wu J, Wang T, Myshkin N, Levchenko V. Tribological Properties of MoN/TiN Multilayer Coatings Prepared via High-Power Impulse Magnetron Sputtering. Lubricants. 2025; 13(8):319. https://doi.org/10.3390/lubricants13080319
Chicago/Turabian StyleXu, Jiaming, Ping Zhang, Jianjian Yu, Puyou Ying, Tao Yang, Jianbo Wu, Tianle Wang, Nikolai Myshkin, and Vladimir Levchenko. 2025. "Tribological Properties of MoN/TiN Multilayer Coatings Prepared via High-Power Impulse Magnetron Sputtering" Lubricants 13, no. 8: 319. https://doi.org/10.3390/lubricants13080319
APA StyleXu, J., Zhang, P., Yu, J., Ying, P., Yang, T., Wu, J., Wang, T., Myshkin, N., & Levchenko, V. (2025). Tribological Properties of MoN/TiN Multilayer Coatings Prepared via High-Power Impulse Magnetron Sputtering. Lubricants, 13(8), 319. https://doi.org/10.3390/lubricants13080319