Performance of TiSiN/TiAlN-Coated Carbide Tools in Slot Milling of Hastelloy C276 with Various Cooling Strategies



Abstract
1. Introduction
2. Equipment and Experimental Design
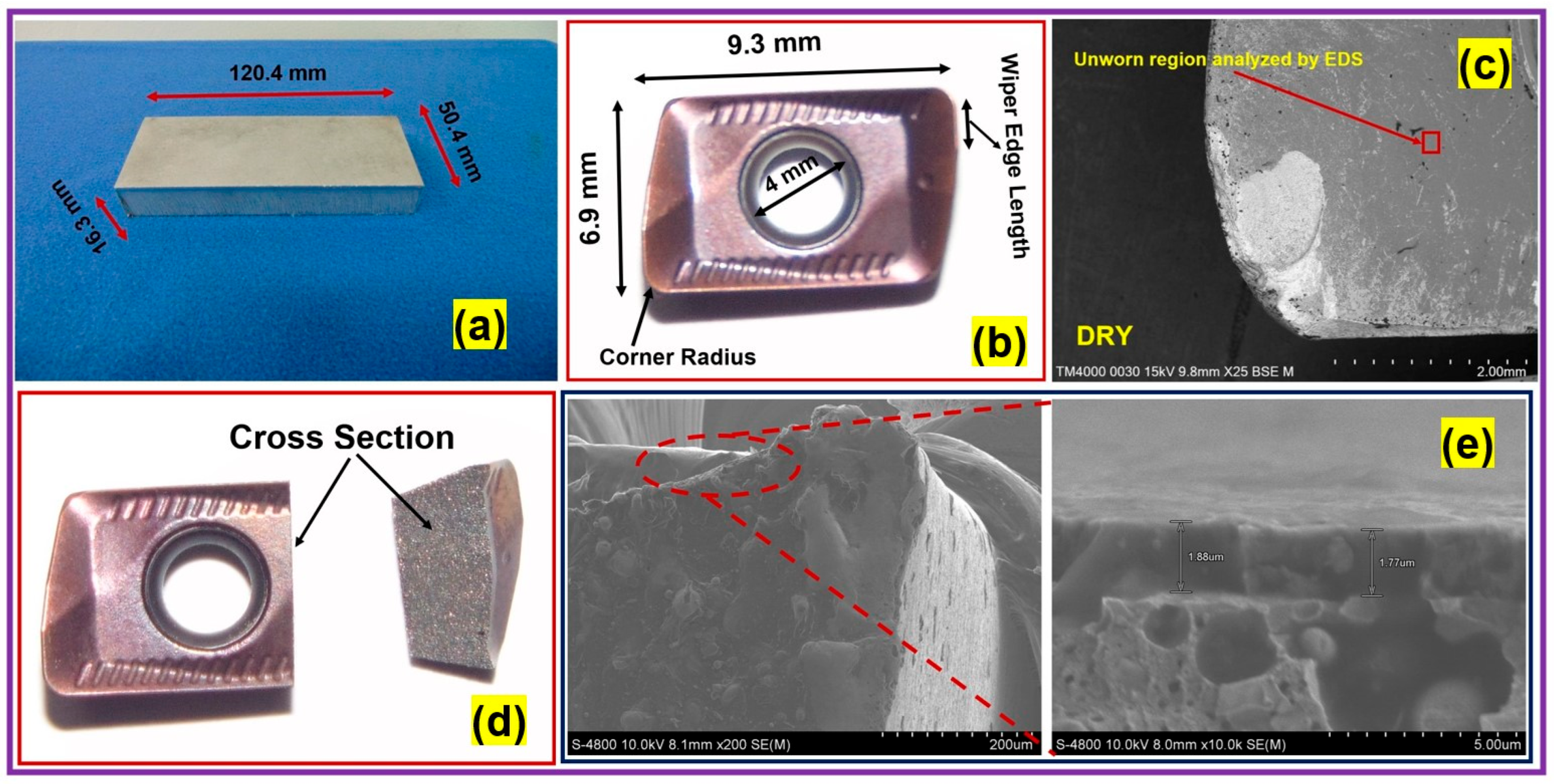
2.1. Material and Cutter
2.2. Machine and Machining Settings
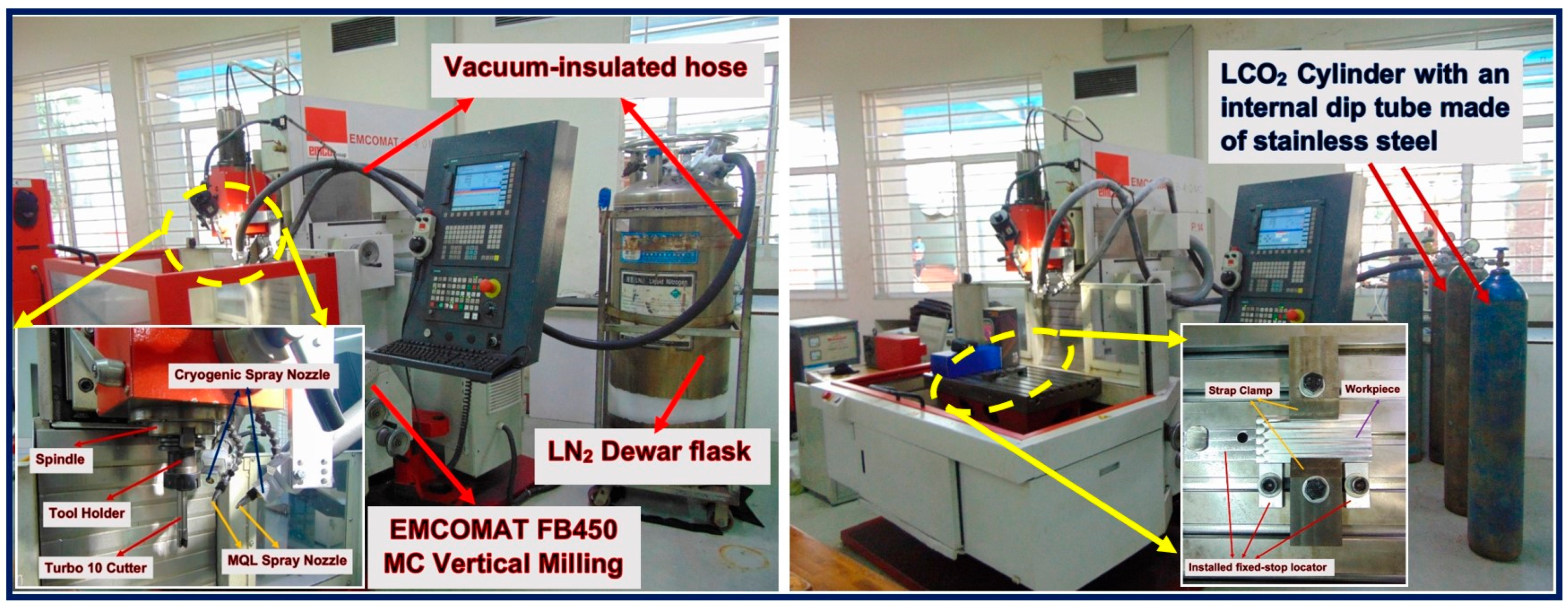
2.2.1. Machine
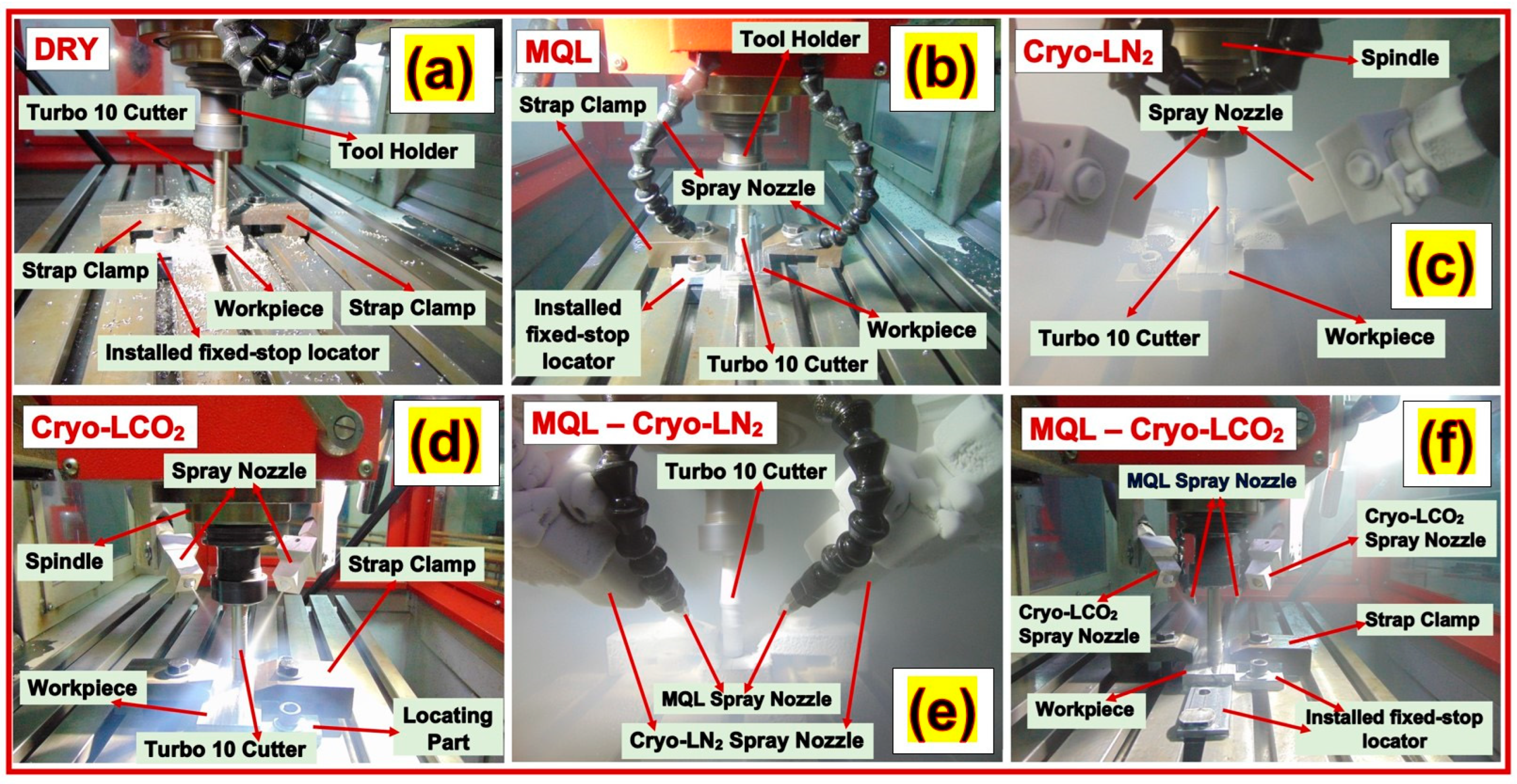
2.2.2. Dry Milling
2.2.3. Minimum Quantity Lubrication (MQL)
2.2.4. Cryogenic Cooling (Cryo-LN2 and Cryo-LCO2)
2.2.5. Hybrid MQL–Cryogenic Cooling (MQL–Cryo-LN2 and MQL–Cryo-LCO2)
2.3. Input Parameters and Experimental Methodology
2.4. Tools for Assessing Output Responses
2.4.1. Process Parameters
Cutting Zone Temperature
2.4.2. Cutting Tool Performance
Wear Characteristics
Surface Finish (Ra)
2.4.3. Material Properties
Chip Morphology
Microhardness Evaluation
3. Results and Discussions
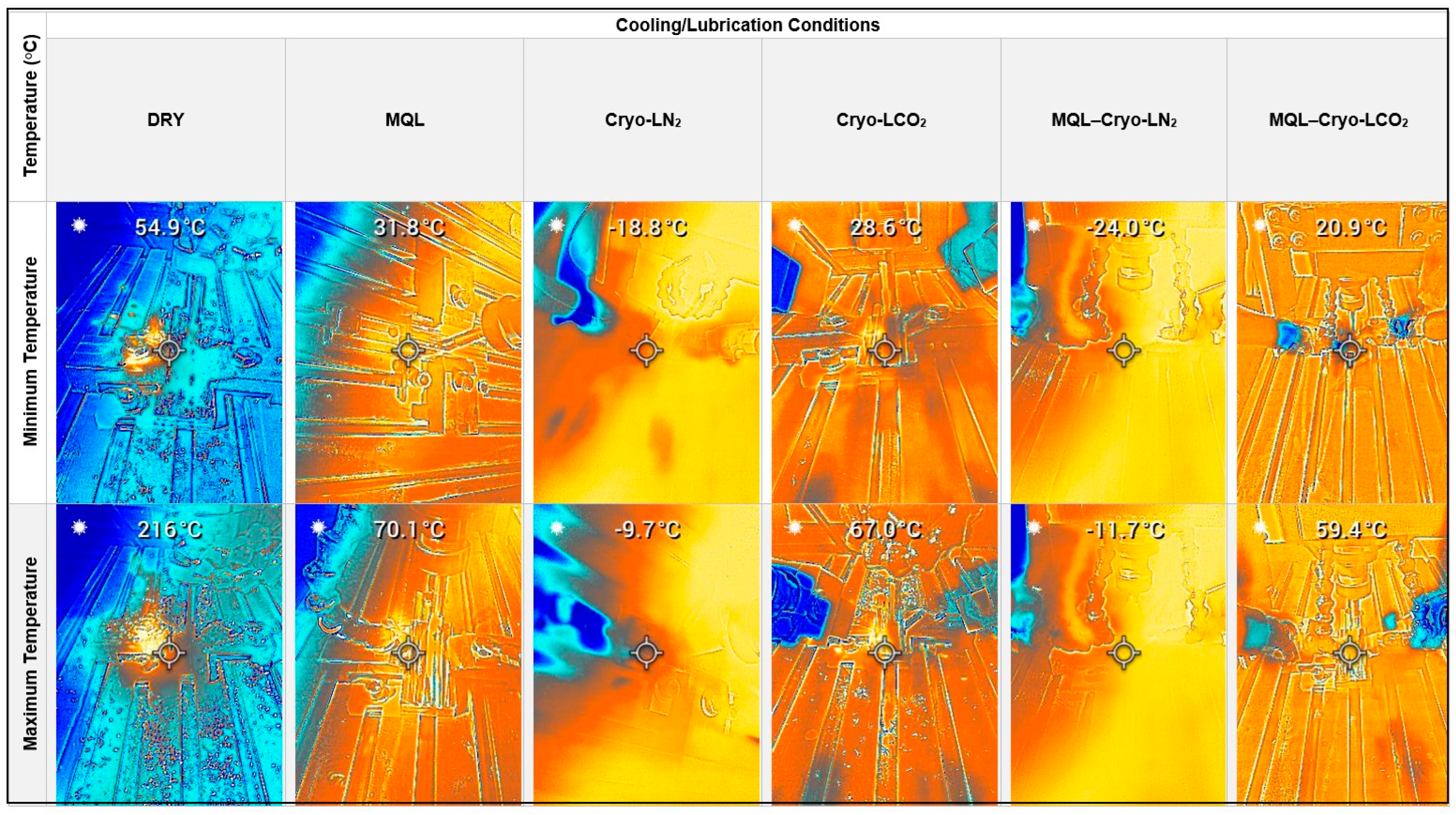
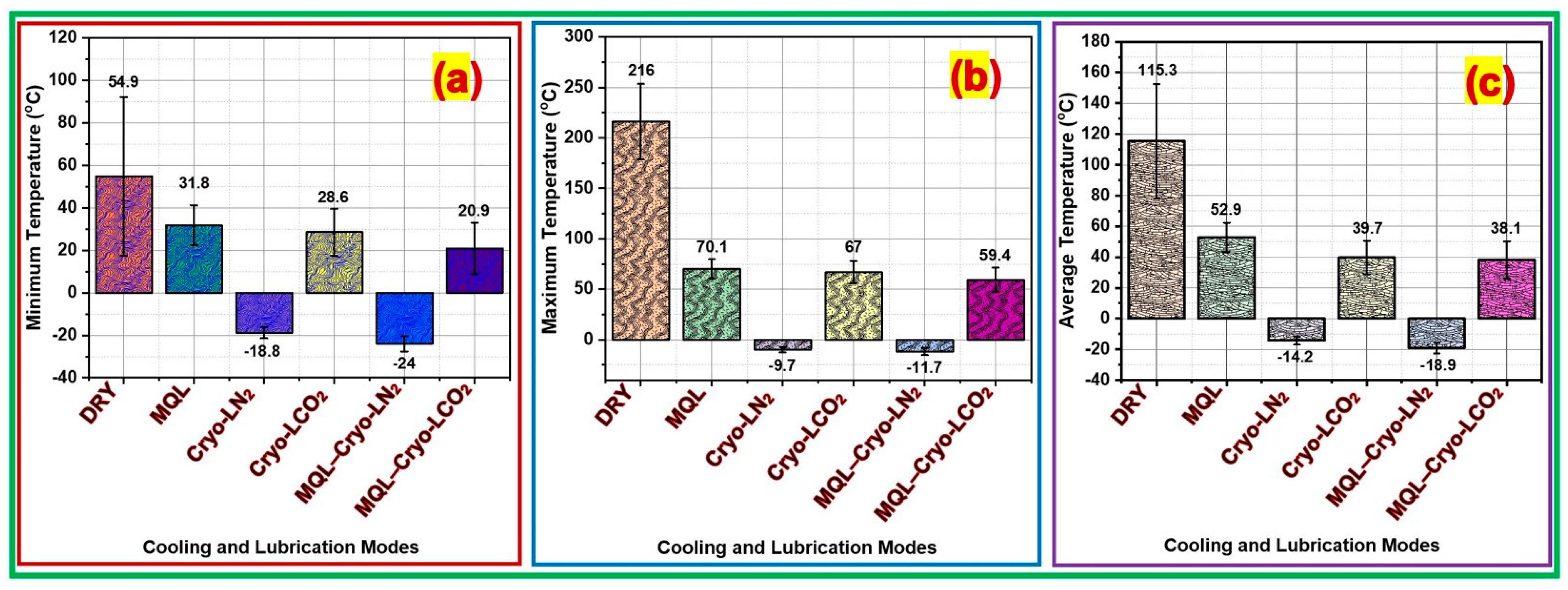
3.1. Cutting Zone Temperature
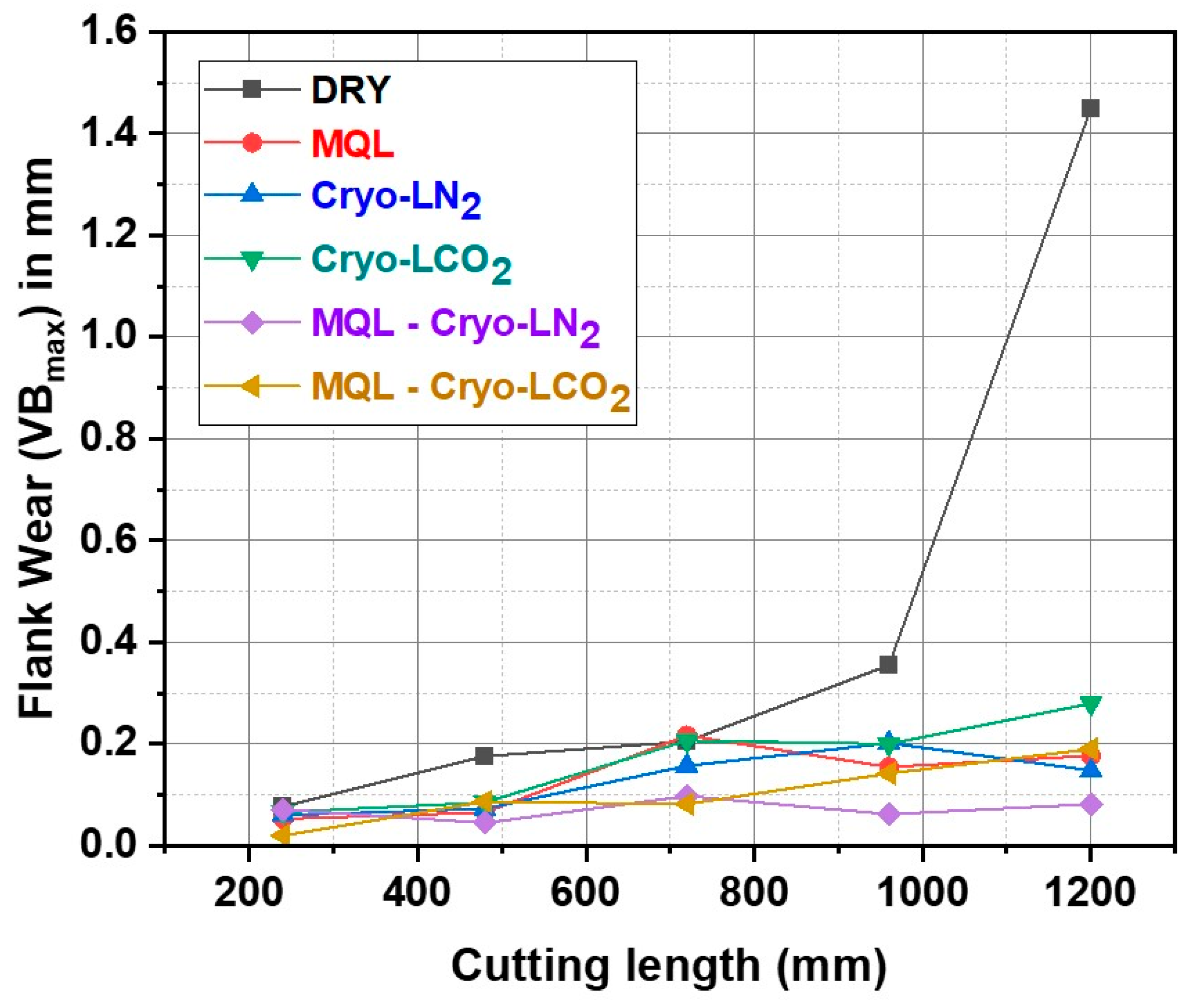
3.2. Tool Wear
3.3. Surface Roughness Ra
3.4. Chip Morphology
3.5. Microhardness
4. Conclusions
- ***
- Thermal performance: Hybrid MQL–Cryo-LN2 and Cryo-LN2 approaches provided excellent thermal protection, reducing cutting zone temperatures by up to 116.4 percent compared to dry conditions. These improvements were most notable at lower cutting speeds and feeds.
- ***
- Tool wear reduction: Among all the strategies, hybrid MQL–Cryo-LN2 resulted in the lowest flank wear at 0.082 mm, representing a 94.34 percent improvement over dry machining. MQL with coconut oil also outperformed several cryogenic conditions, as confirmed by SEM analysis of rake wear.
- ***
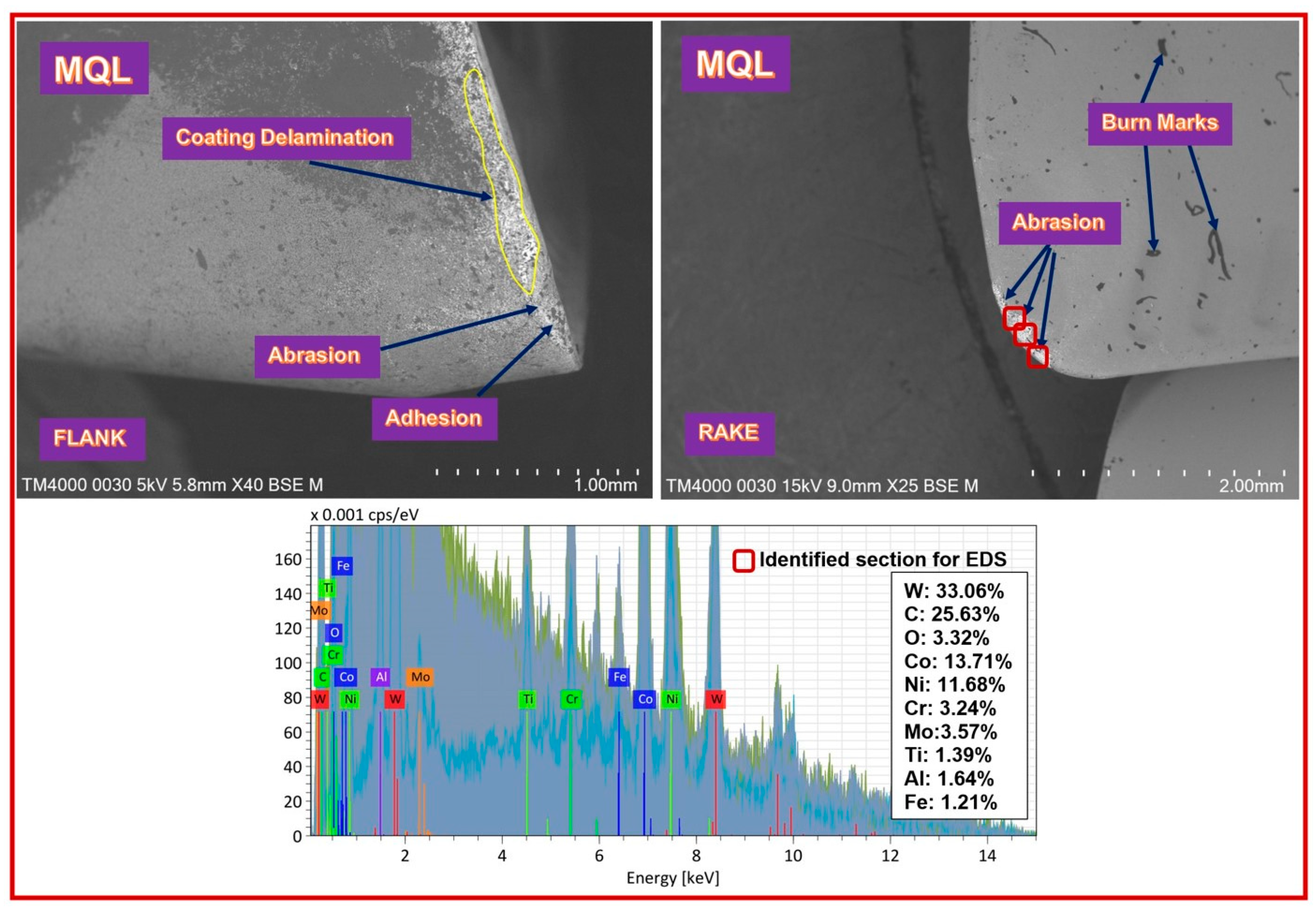
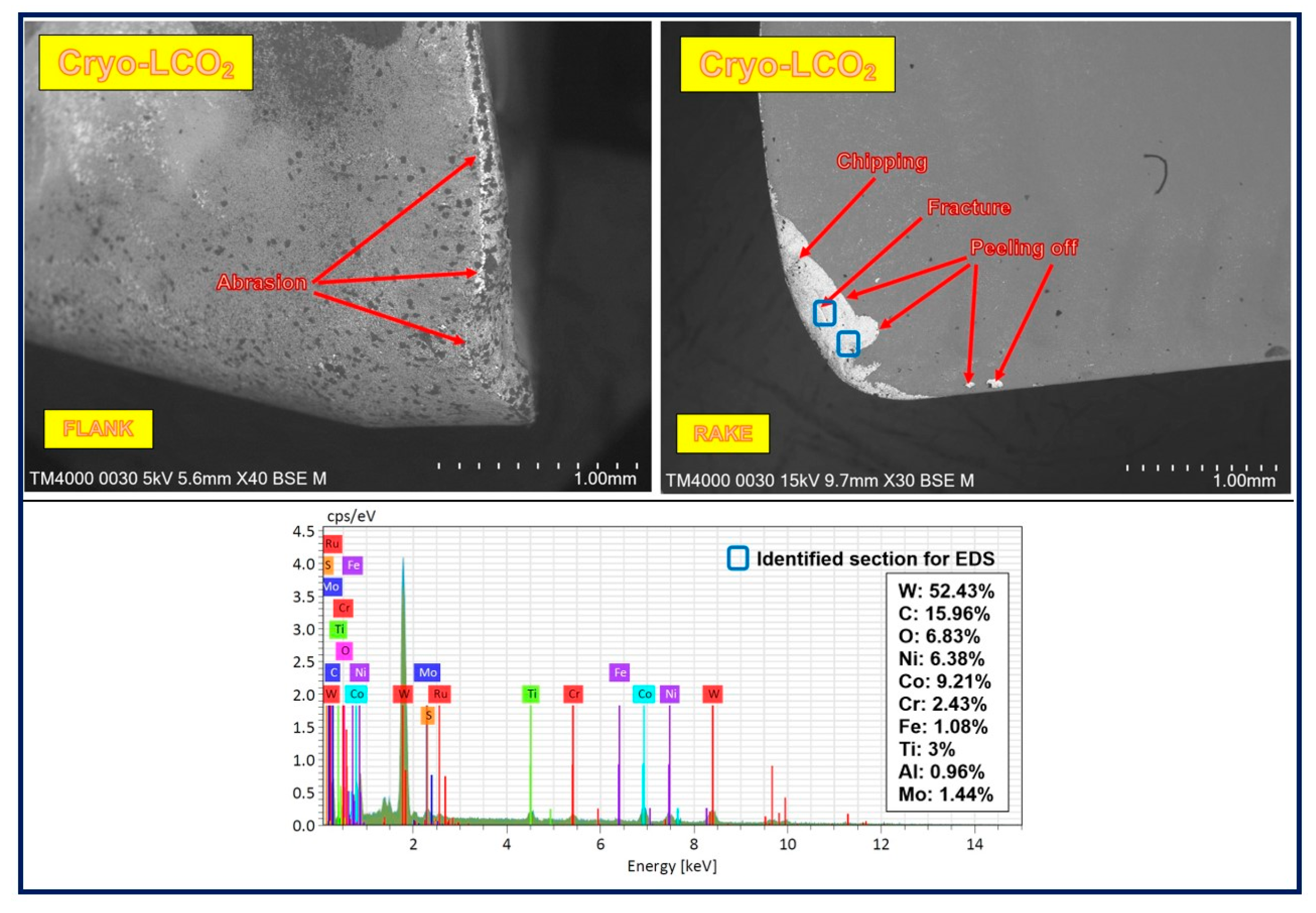
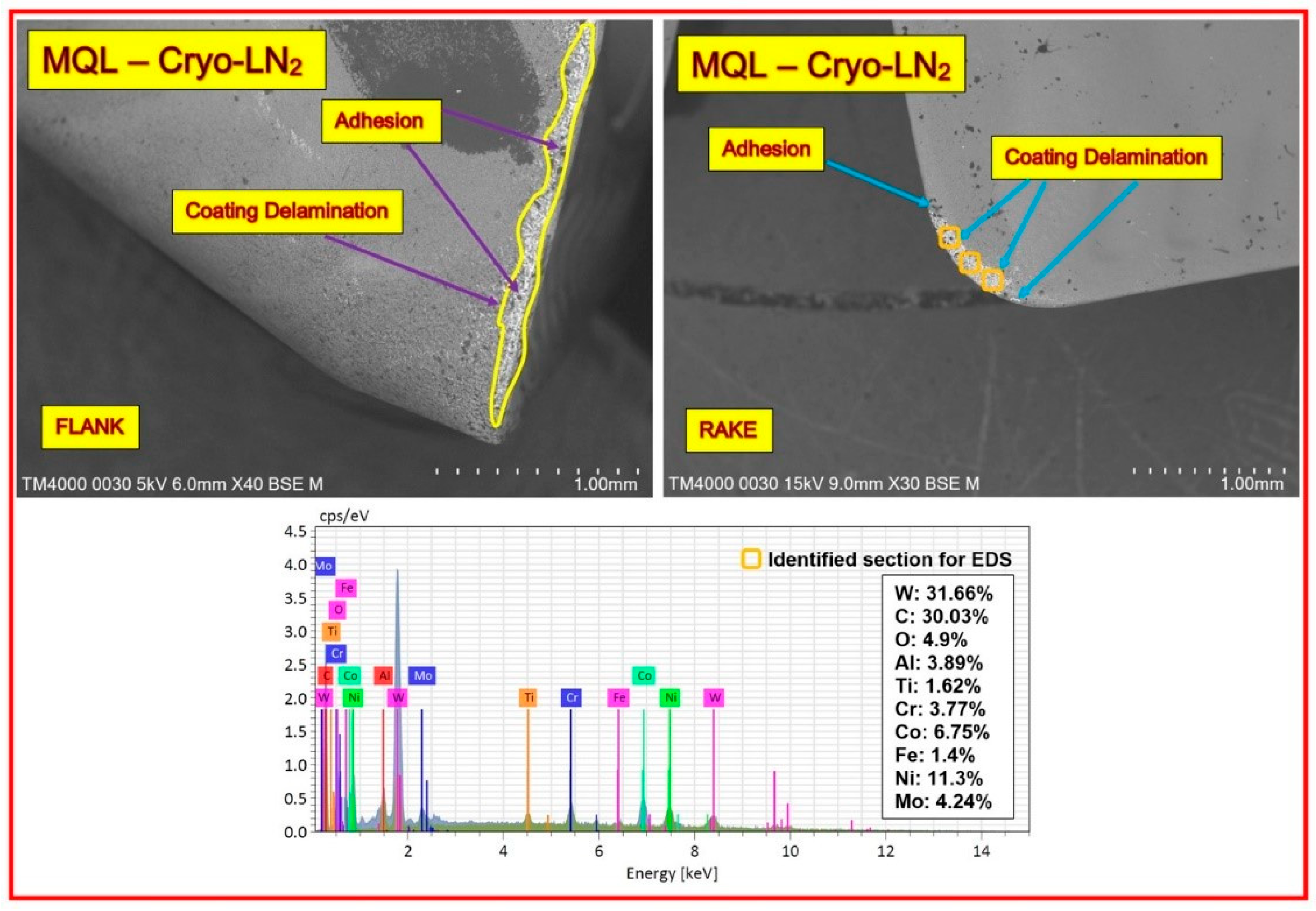
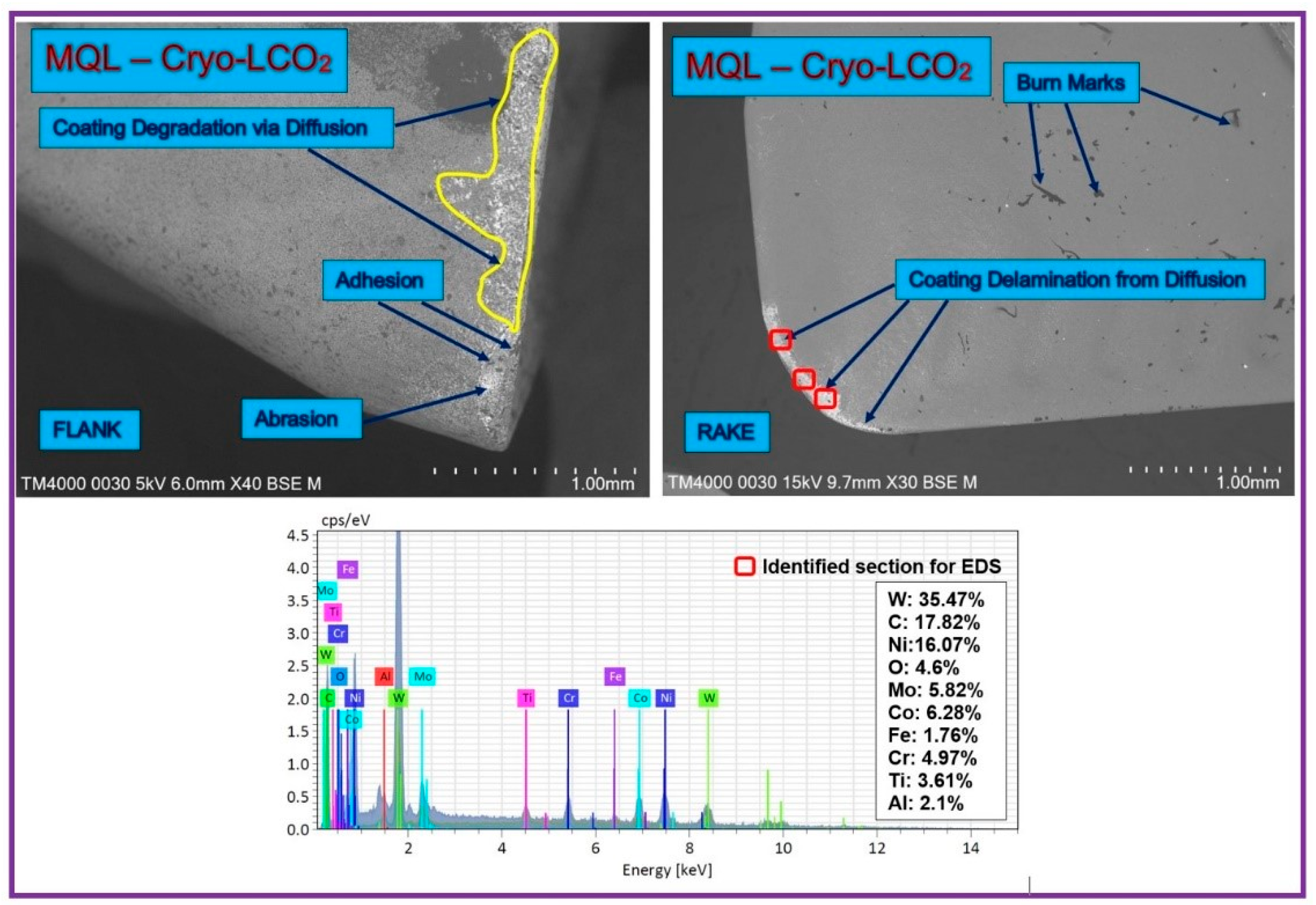
- Wear mechanisms and coating effectiveness: EDS and SEM analyses identified adhesive, abrasive, and oxidative wear modes on the flank and rake faces of TiSiN/TiAlN-coated inserts. The coating showed high durability, especially under MQL and hybrid MQL–Cryo-LN2 environments, reinforcing its suitability for machining Hastelloy C276.
- ***
- Surface quality: While both Ra and Rq were analyzed, Ra was chosen for concluding remarks because it is more commonly referenced and directly reflects performance differences across cooling and lubrication strategies. Hybrid MQL–Cryo-LN2 produced the smoothest surfaces at 0.317 μm, while dry cutting resulted in the roughest finish at 1.327 μm.
- ***
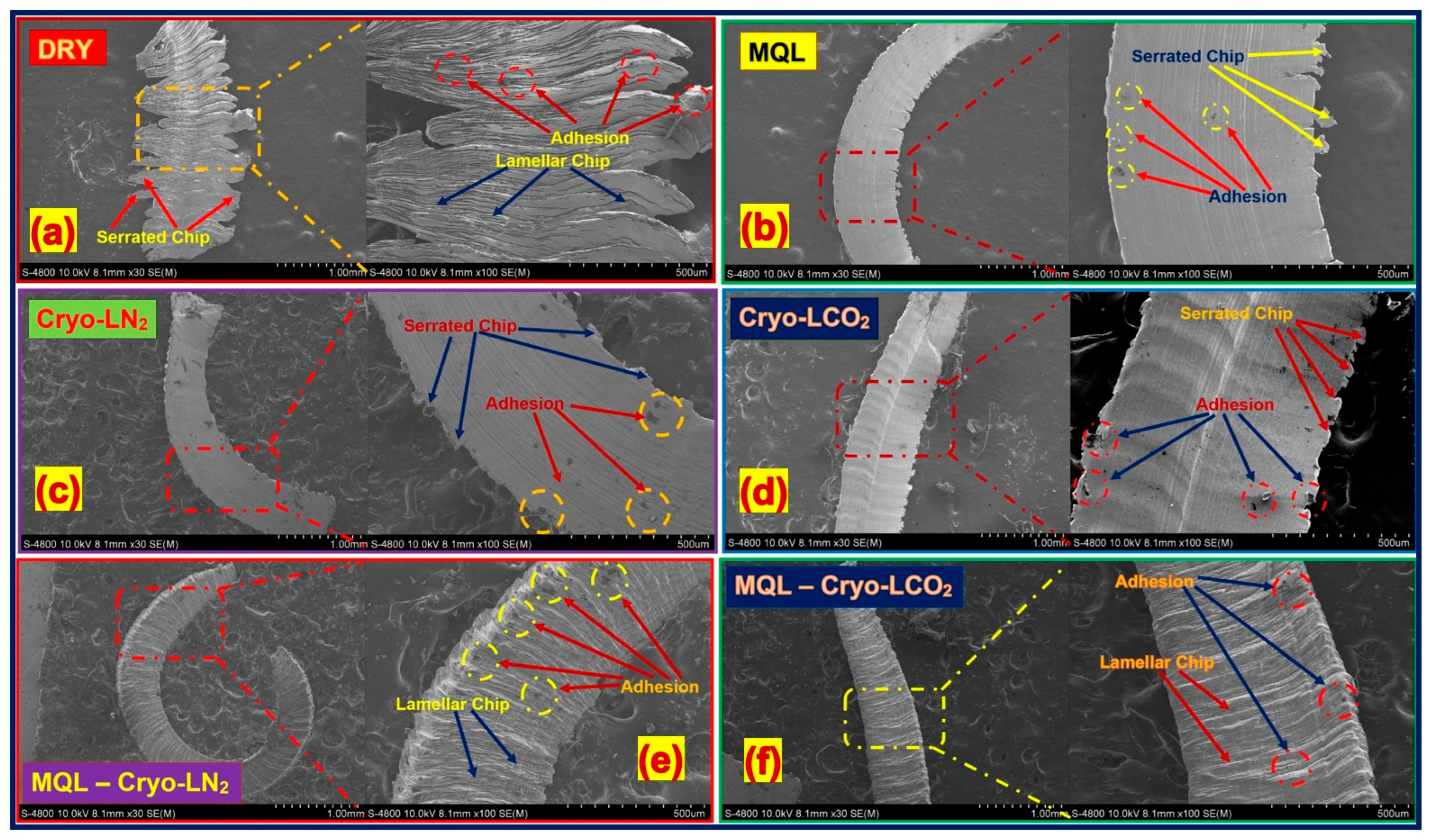
- Chip formation: SEM imaging revealed extensive serrations and damage under dry machining, whereas hybrid MQL–Cryo-LN2 and MQL–Cryo-LCO2 generated more uniform lamellar chips and reduced frictional defects.
- ***
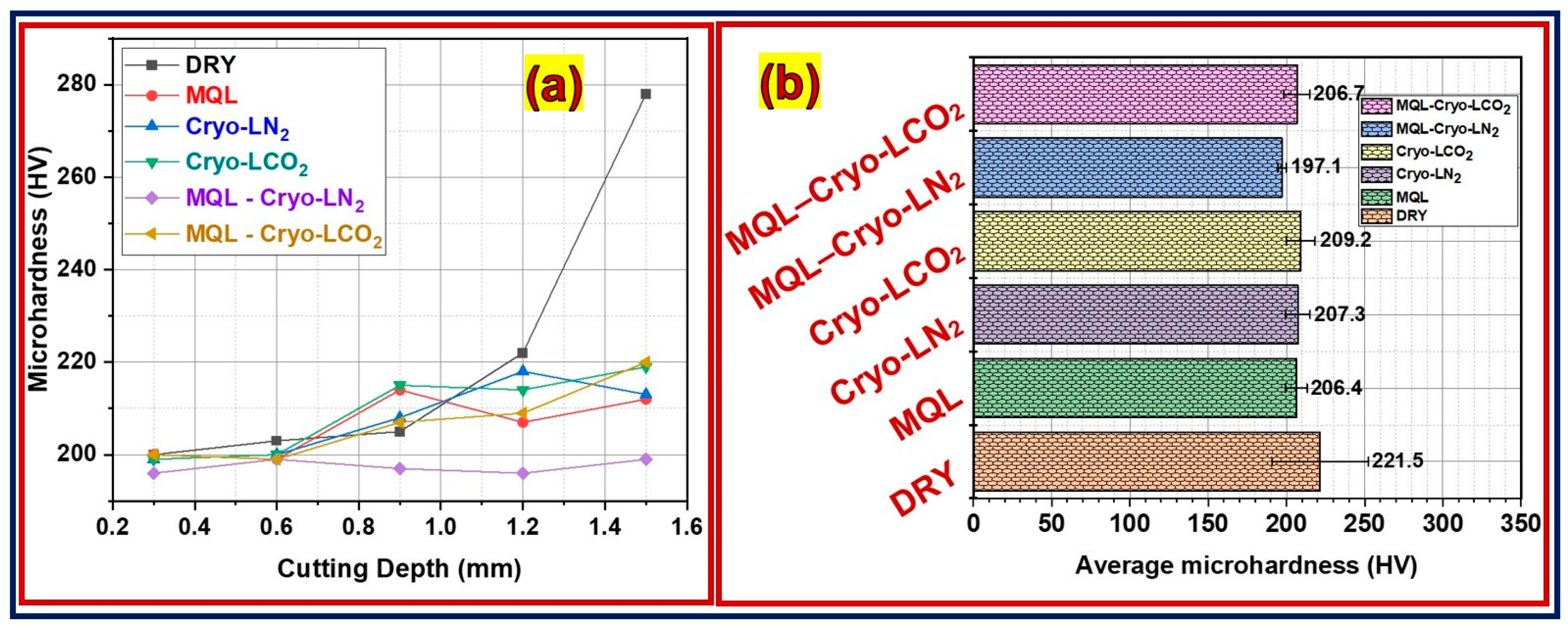
- Microhardness response: Dry machining produced the highest surface microhardness, increasing by 39.7 percent relative to hybrid MQL–Cryo-LN2. This was attributed to elevated thermal stress, tool wear, and surface hardening due to extreme operating conditions.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Klocke, F. Manufacturing Processes 1: Cutting, in RWTHedition; Springer: Berlin/Heidelberg, Germany, 2011; ISBN 978-3-642-11979-8. [Google Scholar]
- Yıldırım, Ç.V.; Şirin, Ş.; Kıvak, T.; Ercan, H.; Sarıkaya, M. An attempt towards green machining of Ni-based Hastelloy C4 alloy: Effect of vegetable oils and their combination with TiO2 and SiO2 nanoparticles on outputs. Sustain. Mater. Technol. 2023, 37, e00668. [Google Scholar] [CrossRef]
- Şirin, E.; Kıvak, T.; Yıldırım, Ç.V. Effects of mono/hybrid nanofluid strategies and surfactants on machining performance in the drilling of Hastelloy X. Tribol. Int. 2021, 157, 106894. [Google Scholar] [CrossRef]
- Panigrahi, D.R.; Bartarya, G.; Chetan. Drilling performance of Nickel-based Hastelloy C276 under mono and hybrid nanofluids environments. J. Manuf. Process. 2024, 120, 1213–1230. [Google Scholar] [CrossRef]
- Şirin, E.; Yıldırım, Ç.V.; Kıvak, T.; Şirin, Ş.; Sarıkaya, M. Experimental research on sustainable drilling of Hastelloy X superalloy: Impact of hBN, GNP, LN2 and hybrid eco-friendly cooling/lubrication strategies. Tribol. Int. 2024, 200, 110070. [Google Scholar] [CrossRef]
- Singh, G.; Aggarwal, V.; Singh, S.; Singh, B. Sustainable machining of Hastelloy C-276 enabling minimum quantity lubrication of environmentally compatible lubricants. J. Clean. Prod. 2022, 373, 133928. [Google Scholar] [CrossRef]
- Zhu, D.; Zhang, X.; Ding, H. Tool wear characteristics in machining of nickel-based superalloys. Int. J. Mach. Tools Manuf. 2013, 64, 60–77. [Google Scholar] [CrossRef]
- Han, Q.; Mertens, R.; Montero-Sistiaga, M.L.; Yang, S.; Setchi, R.; Vanmeensel, K.; Hooreweder, B.V.; Evans, S.L.; Fan, H. Laser powder bed fusion of Hastelloy X: Effects of hot isostatic pressing and the hot cracking mechanism. Mater. Sci. Eng. A 2018, 732, 228–239. [Google Scholar] [CrossRef]
- Hong, H.U.; Kim, I.S.; Choi, B.G.; Jeong, H.W.; Jo, C.Y. Effects of temperature and strain range on fatigue cracking behavior in Hastelloy X. Mater. Lett. 2008, 62, 4351–4353. [Google Scholar] [CrossRef]
- Pimenov, D.Y.; da Silva, L.R.R.; Machado, A.R.; França, P.H.P.; Pintaude, G.; Unune, D.R.; Kunto, M.; Krolczyk, G.M. A comprehensive review of machinability of difficult-to-machine alloys with advanced lubricating and cooling techniques. Tribol. Int. 2024, 196, 109677. [Google Scholar] [CrossRef]
- Krolczyk, G.M.; Maruda, R.W.; Krolczyk, J.B.; Wojciechowski, S.; Mia, M.; Nieslony, P.; Budzik, G. Ecological trends in machining as a key factor in sustainable production–A review. J. Clean. Prod. 2019, 218, 601–615. [Google Scholar] [CrossRef]
- Najiha, M.S.; Rahman, M.M.; Yusoff, A.R. Environmental impacts and hazards associated with metal working fluids and recent advances in the sustainable systems: A review. Renew. Sustain. Energy Rev. 2016, 60, 1008–1031. [Google Scholar] [CrossRef]
- Khanna, N.; Agrawal, C.; Gupta, M.K.; Song, Q. Tool wear and hole quality evaluation in cryogenic Drilling of Inconel 718 superalloy. Tribol. Int. 2020, 143, 106084. [Google Scholar] [CrossRef]
- Sarikaya, M.; Gupta, M.K.; Tomaz, I.; Danish, M.; Mia, M.; Rubaiee, S.; Jamil, M.; Pimenov, D.Y.; Khanna, N. Cooling techniques to improve the machinability and sustainability of light-weight alloys: A state-of-the-art review. J. Manuf. Process. 2020, 62, 179–201. [Google Scholar] [CrossRef]
- Yang, K.Z.; Pramanik, A.; Basak, A.K.; Dong, Y.; Prakash, C.; Shankar, S.; Dixit, S.; Kumar, K.; Vatin, N.I. Application of coolants during tool-based machining–A review. Ain Shams Eng. J. 2023, 14, 101830. [Google Scholar] [CrossRef]
- Korkmaz, M.E.; Gupta, M.K.; Ross, N.S.; Sivalingam, V. Implementation of green cooling/lubrication strategies in metal cutting industries: A state of the art towards sustainable future and challenges. Sustain. Mater. Technol. 2023, 36, e00641. [Google Scholar] [CrossRef]
- Chetan; Ghosh, S.; Rao, P.V. Comparison between sustainable cryogenic techniques and nano-MQL cooling mode in turning of nickel-based alloy. J. Clean. Prod. 2019, 231, 1036–1049. [Google Scholar] [CrossRef]
- Zadafiya, K.; Shah, P.; Shokrani, A.; Khanna, N. Recent advancements in nano-lubrication strategies for machining processes considering their health and environmental impacts. J. Manuf. Process. 2021, 68, 481–511. [Google Scholar] [CrossRef]
- Jawahir, I.S.; Attia, H.; Biermann, D.; Duflou, J.; Klocke, F.; Meyer, D.; Newman, S.T.; Pusavec, F.; Putz, M.; Rech, J.; et al. Cryogenic manufacturing processes. CIRP Ann. 2016, 65, 713–736. [Google Scholar] [CrossRef]
- Khanna, N.; Agrawal, C.; Pimenov, D.Y.; Singla, A.K.; Machado, A.R.; da Silva, L.R.R.; Gupta, M.K.; Sarikaya, M.; Krolczyk, G.M. Review on design and development of cryogenic machining setups for heat resistant alloys and composites. J. Manuf. Process. 2021, 68, 398–422. [Google Scholar] [CrossRef]
- Halim, N.H.A.; Haron, C.H.C.; Ghani, J.A.; Azhar, M.F. Tool wear and chip morphology in high-speed milling of hardened Inconel 718 under dry and cryogenic CO2 conditions. Wear 2019, 426–427, 1683–1690. [Google Scholar] [CrossRef]
- Shah, P.; Khanna, N.; Chetan. Comprehensive machining analysis to establish cryogenic LN2 and LCO2 as sustainable cooling and lubrication techniques. Tribol. Int. 2020, 148, 106314. [Google Scholar] [CrossRef]
- Khanna, N.; Shah, P.; Chetan. Comparative analysis of dry, flood, MQL and cryogenic CO2 techniques during the machining of 15-5-PH SS alloy. Tribol. Int. 2020, 146, 106196. [Google Scholar] [CrossRef]
- Agrawal, C.; Wadhwa, J.; Pitroda, A.; Pruncu, C.I.; Sarikaya, M.; Khanna, N. Comprehensive analysis of tool wear, tool life, surface roughness, costing and carbon emissions in turning Ti–6Al–4V titanium alloy: Cryogenic versus wet machining. Tribol. Int. 2021, 153, 106597. [Google Scholar] [CrossRef]
- Agrawal, C.; Khanna, N.; Pimenov, D.Y.; Wojciechowski, S.; Giasin, K.; Sarıkaya, M.; Yıldırım, C.V.; Jamil, M. Experimental investigation on the effect of dry and multi-jet cryogenic cooling on the machinability and hole accuracy of CFRP composites. J. Mater. Res. Technol. 2022, 18, 1772–1783. [Google Scholar] [CrossRef]
- Khan, A.M.; Zhao, W.; Li, L.; Alkahtani, M.; Hasnain, S.; Jamil, M.; He, N. Assessment of cumulative energy demand, production cost, and CO2 emission from hybrid CryoMQL assisted machining. J. Clean. Prod. 2021, 292, 125952. [Google Scholar] [CrossRef]
- Bagherzadeh, A.; Budak, E. Investigation of machinability in turning of difficult-to-cut materials using a new cryogenic cooling approach. Tribol. Int. 2018, 119, 510–520. [Google Scholar] [CrossRef]
- Gupta, M.K.; Song, Q.; Liu, Z.; Sarikaya, M.; Jamil, M.; Mia, M.; Khanna, N.; Krolczyk, G.M. Experimental characterisation of the performance of hybrid cryo-lubrication assisted turning of Ti–6Al–4V alloy. Tribol. Int. 2021, 153, 106582. [Google Scholar] [CrossRef]
- Danish, M.; Gupta, M.K.; Rubaiee, S.; Ahmed, A.; Korkmaz, M.E. Influence of hybrid Cryo-MQL lubri-cooling strategy on the machining and tribological characteristics of Inconel 718. Tribol. Int. 2021, 163, 107178. [Google Scholar] [CrossRef]
- Gupta, M.K.; Niesłony, P.; Sarikaya, M.; Korkmaz, M.E.; Kunto, M.; Kr’olczyk, G.M.; Jamil, M. Tool wear patterns and their promoting mechanisms in hybrid cooling assisted machining of titanium Ti-3Al-2.5V/grade 9 alloy. Tribol. Int. 2022, 174, 107773. [Google Scholar] [CrossRef]
- Ross, N.S.; Ganesh, M.; Srinivasan, D.; Gupta, M.K.; Korkmaz, M.E.; Krolczyk, J.B. Role of sustainable cooling/lubrication conditions in improving the tribological and machining characteristics of Monel-400 alloy. Tribol. Int. 2022, 176, 107880. [Google Scholar] [CrossRef]
- Sartori, S.; Ghiotti, A.; Bruschi, S. Hybrid lubricating/cooling strategies to reduce the tool wear in finishing turning of difficult-to-cut alloys. Wear 2017, 376–377, 107–114. [Google Scholar] [CrossRef]
- Pereira, O.; Rodríguez, A.; Fernández-Abia, A.I.; Barreiro, J.; De Lacalle, L.N.L. Cryogenic and minimum quantity lubrication for an eco-efficiency turning of AISI 304. J. Clean. Prod. 2016, 139, 440–449. [Google Scholar] [CrossRef]
- Bagherzadeh, A.; Kuram, E.; Budak, E. Experimental evaluation of eco-friendly hybrid cooling methods in slot milling of titanium alloy. J. Clean. Prod. 2021, 289, 125817. [Google Scholar] [CrossRef]
- Shokrani, A.; Al-Samarrai, I.; Newman, S.T. Hybrid cryogenic MQL for improving tool life in machining of Ti-6Al-4V titanium alloy. J. Manuf. Process. 2019, 43, 229–243. [Google Scholar] [CrossRef]
- Gajrani, K.K. Assessment of cryo-MQL environment for machining of Ti-6Al-4V. J. Manuf. Process. 2020, 60, 494–502. [Google Scholar] [CrossRef]
- Khanna, N.; Airao, J.; Kshitij, G.; Nirala, C.K.; Hegab, H. Sustainability analysis of new hybrid cooling/lubrication strategies during machining Ti6Al4V and Inconel 718 alloys. Sustain. Mater. Technol. 2023, 36, e00606. [Google Scholar] [CrossRef]
- Korkmaz, M.E.; Gupta, M.K.; Günay, M.; Boy, M.; Yasar, N.; Demirs¨oz, R.; Ross, K.N.S.; Abbas, Y. Comprehensive analysis of tool wear, surface roughness and chip morphology in sustainable turning of Inconel-601 alloy. J. Manuf. Process. 2023, 103, 156–167. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V.; Kıvak, T.; Sarıkaya, M.; Şirin, Ş. Evaluation of tool wear, surface roughness/topography and chip morphology when machining of Ni-based alloy 625 under MQL, cryogenic cooling and CryoMQL. J. Mater. Res. Technol. 2020, 9, 2079–2092. [Google Scholar] [CrossRef]
- Xiang, D.; Liu, Y.; Yu, T.; Wang, D.; Leng, X.; Wang, K.; Liu, L.; Pan, J.; Yao, S.; Chen, Z. Review on wear resistance of laser cladding high-entropy alloy coatings. J. Mater. Res. Technol. 2024, 28, 911–934. [Google Scholar] [CrossRef]
- Meijun, L.; Xu, L.; Zhu, C.; Li, Z.; Wei, S. Research progress of high entropy alloy: Surface treatment improves friction and wear properties. J. Mater. Res. Technol. 2024, 28, 752–773. [Google Scholar] [CrossRef]
- Hao, X.; Liu, H.; Zhang, X.; Chen, L.; Wang, Y.; Yang, C.; Liu, Y. Friction–wear behaviors and microstructure of AlTiVCrNb lightweight refractory high-entropy alloy coating prepared by laser cladding on Ti–6Al–4V substrate. J. Mater. Res. Technol. 2024, 29, 1–11. [Google Scholar] [CrossRef]
- Sousa, V.F.C.; Silva, F.J.G.; Alexandre, R.; Fecheira, J.S.; Silva, F.P.N. Study of the wear behaviour of TiAlSiN and TiAlN PVD coated tools on milling operations of pre-hardened tool steel. Wear 2021, 476, 203695. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, K.; Dang, J.; Tu, L.; Wang, Q.; Ming, W.; Wang, D.; Liu, Z.; Chen, M. Analysis of tool wear and cutting characteristics in milling of powder metallurgy nickel-based superalloy by various coatings. Wear 2024, 552–553, 205429. [Google Scholar] [CrossRef]
- Ross, N.S.; Srinivasan, N.; Amutha, P.; Gupta, M.K.; Korkmaz, M.E. Thermo-physical, tribological and machining characteristics of Hastelloy C276 under sustainable cooling/lubrication conditions. J. Manuf. Process. 2022, 80, 397–413. [Google Scholar] [CrossRef]
- Danish, M.; Rubaiee, S.; Gupta, M.K.; Yildirim, M.B.; Ahmed, A. Technological and tribological characteristics improvement of additively manufactured SS 316L components machined under sustainable cooling conditions. Tribol. Int. 2023, 181, 108329. [Google Scholar] [CrossRef]
- Sivalingam, V.; Sun, J.; Yang, B.; Liu, K.; Raju, R. Machining performance and tool wear analysis on cryogenic treated insert during end milling of Ti-6Al-4V alloy. J. Manuf. Process. 2018, 36, 188–196. [Google Scholar] [CrossRef]
- Wang, R.; Wang, X.; Yan, P.; Zhou, T.; Jiao, L.; Teng, L.; Zhao, B. The effects of cryogenic cooling on tool wear and chip morphology in turning of tantalum-tungsten alloys Ta-2.5W. J. Manuf. Process. 2023, 86, 152–162. [Google Scholar] [CrossRef]
- ISO 3685:1993; Tool-Life Testing with Single-Point Turning Tools. ISO: Geneva, Switzerland, 1993.
- Astakhov, V.P.; Davim, J.P. Machining of Hard Materials; Springer: London, UK, 2011; ISBN 978-1-84996-449-4. [Google Scholar]
- Trung, L.C.; Phuc, T.T. Wear Mechanism of an AlCrN-Coated Solid Carbide Endmill Cutter and Machined Surface Quality under Eco-Friendly Settings during Open Slot Milling of Tempered JIS SKD11 Steel. Coatings 2024, 14, 923. [Google Scholar] [CrossRef]
- Salur, E. Understandings the tribological mechanism of Inconel 718 alloy machined under different cooling/lubrication conditions. Tribol. Int. 2022, 174, 107677. [Google Scholar] [CrossRef]
- Berman, D. Plant-Based Oils for Sustainable Lubrication Solutions—Review. Lubricants 2024, 12, 300. [Google Scholar] [CrossRef]
- Gupta, M.K.; Song, Q.; Liu, Z.; Sarikaya, M.; Jamil, M.; Mia, M.; Kushvaha, V.; Singla, A.K.; Li, Z. Ecological, economical and technological perspectives based sustainability assessment in hybrid-cooling assisted machining of Ti-6Al-4 V alloy. Sustain. Mater. Technol. 2020, 26, e00218. [Google Scholar] [CrossRef]
- Kónya, G.; Kovács, Z.F. Experimental investigation of the effects of cooling-lubricating methods on the slot milling process of GTD-111 type nickel-based superalloy. J. Manuf. Process. 2024, 119, 98–108. [Google Scholar] [CrossRef]
- Machado, A.R.; Da Silva, L.R.R.; Pimenov, D.Y.; De Souza, F.C.R.; Kuntoğlu, M.; De Paiva, R.L. Comprehensive review of advanced methods for improving the parameters of machining steels. J. Manuf. Process. 2024, 125, 111–142. [Google Scholar] [CrossRef]
- Usca, Ü.A.; Uzun, M.; Şap, S.; Giasin, K.; Pimenov, D.Y.; Prakash, C. Determination of machinability metrics of AISI 5140 steel for gear manufacturing using different cooling/lubrication conditions. J. Mater. Res. Technol. 2022, 21, 893–904. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Ni | Cr | Mo | Fe | W | Mn | Co | C | Si | S | V |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Percentage (%) | 57.2 | 15.86 | 15.83 | 6.14 | 3.33 | 0.74 | 0.07 | 0.0095 | 0.07 | 0.002 | 0.04 |
| Element | Atomic Percentage (at.%) |
|---|---|
| Ti | 53.85 |
| Si | 2.32 |
| Al | 9.97 |
| N | 12.88 |
| Input Data | Specifics |
|---|---|
| Workpiece material (post rough machining) | Hastelloy C276, HRC 9-11, dimensions: 120 × 50 × 15.5 mm |
| Square shoulder and slot milling cutter | Turbo 10-R217.69-1416.0-10-2A, manufactured by SECO TOOLS |
| Insert installed on Turbo 10 | PVD-coated carbide with TiSiN/TiAlN coating, Model: XOMX10T308TR-ME07, MP2050, SECO TOOLS |
| Speed (V) | Set at 45 m/min for the machining process |
| Cutting feed (F) | Maintained at 98.45 mm/min during milling operations |
| Depth of cut (ap) | Defined at 0.3 mm for consistent material removal |
| Cooling/Lubrication conditions | Various approaches were employed, including dry machining, minimum quantity lubrication (MQL), and cryogenic cooling with liquid nitrogen (LN2) and liquid carbon dioxide (LCO2), as well as hybrid MQL–cryogenic systems utilizing LN2 and LCO2. |
| Final dimensions of a slot per machining cycle | 120 × 24 × 0.3 mm |
| Cooling/Lubrication Conditions | Cutting Length (mm) | ||||
|---|---|---|---|---|---|
| 240 | 480 | 720 | 960 | 1200 | |
| Machining Cycle 1 | Machining Cycle 2 | Machining Cycle 3 | Machining Cycle 4 | Machining Cycle 5 | |
| DRY | 1 slot cycle | 2 slot cycles | 3 slot cycles | 4 slot cycles | 5 slot cycles |
| MQL | 1 slot cycle | 2 slot cycles | 3 slot cycles | 4 slot cycles | 5 slot cycles |
| Cryo-LN2 | 1 slot cycle | 2 slot cycles | 3 slot cycles | 4 slot cycles | 5 slot cycles |
| Cryo-LCO2 | 1 slot cycle | 2 slot cycles | 3 slot cycles | 4 slot cycles | 5 slot cycles |
| MQL–Cryo-LN2 | 1 slot cycle | 2 slot cycles | 3 slot cycles | 4 slot cycles | 5 slot cycles |
| MQL–Cryo-LCO2 | 1 slot cycle | 2 slot cycles | 3 slot cycles | 4 slot cycles | 5 slot cycles |
| Cooling/Lubrication Conditions | Cutting Length (mm) | ||||
|---|---|---|---|---|---|
| Exp. 1 | Exp. 2 | Exp. 3 | Exp. 4 | Exp. 5 | |
| 240 | 480 | 720 | 960 | 1200 | |
| Rq ± SD (µm) | |||||
| DRY | 1.079 ± 0.72 | 0.315 ± 0.05 | 1.397 ± 0.52 | 0.579 ± 0.23 | 1.464 ± 0.66 |
| MQL | 0.202 ± 0.03 | 0.383 ± 0.03 | 0.290 ± 0.03 | 0.262 ± 0.04 | 0.392 ± 0.04 |
| Cryo-LN2 | 0.718 ± 0.29 | 0.811 ± 0.41 | 0.796 ± 0.40 | 0.847 ± 0.37 | 1.017 ± 0.56 |
| Cryo-LCO2 | 0.791 ± 0.20 | 0.843 ± 0.26 | 0.583 ± 0.26 | 0.758 ± 0.27 | 0.625 ± 0.13 |
| MQL–Cryo-LN2 | 0.172 ± 0.02 | 0.296 ± 0.03 | 0.180 ± 0.03 | 0.386 ± 0.02 | 0.319 ± 0.04 |
| MQL–Cryo-LCO2 | 0.281 ± 0.04 | 0.264 ± 0.05 | 0.214 ± 0.03 | 0.397 ± 0.12 | 0.383 ± 0.18 |
| Cooling and Lubrication Conditions | Cutting Length (mm) | Mean ± SD (HV) | ||||
|---|---|---|---|---|---|---|
| Exp. 1 (240 mm) | Exp. 2 (480 mm) | Exp. 3 (720 mm) | Exp. 4 (960 mm) | Exp. 5 (1200 mm) | ||
| Microhardness (HV) | ||||||
| DRY | 203, 200, 196 | 200, 202, 207 | 205, 203, 206 | 222, 231, 212 | 272, 284, 279 | 221.5 ± 30.83 |
| MQL | 199, 201, 199 | 199, 200, 199 | 218, 209, 215 | 202, 209, 210 | 215, 208, 213 | 206.4 ± 6.88 |
| Cryo-LN2 | 195, 196, 204 | 201, 201, 199 | 212, 205, 207 | 213, 219, 220 | 214, 212, 212 | 207.3 ± 7.95 |
| Cryo-LCO2 | 201, 199, 196 | 206, 197, 197 | 212, 215, 218 | 214, 217, 209 | 221, 213, 223 | 209.2 ± 9.26 |
| MQL–Cryo-LN2 | 195, 191, 201 | 199, 199, 198 | 197, 196, 196 | 196, 198, 195 | 195, 201, 200 | 197.1 ± 2.70 |
| MQL–Cryo-LCO2 | 201, 202, 196 | 198, 197, 201 | 209, 205, 207 | 209, 209, 208 | 218, 218, 223 | 206.7 ± 8.08 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Trung, L.C.; Phuc, T.T. Performance of TiSiN/TiAlN-Coated Carbide Tools in Slot Milling of Hastelloy C276 with Various Cooling Strategies. Lubricants 2025, 13, 316. https://doi.org/10.3390/lubricants13070316
Trung LC, Phuc TT. Performance of TiSiN/TiAlN-Coated Carbide Tools in Slot Milling of Hastelloy C276 with Various Cooling Strategies. Lubricants. 2025; 13(7):316. https://doi.org/10.3390/lubricants13070316
Chicago/Turabian StyleTrung, Ly Chanh, and Tran Thien Phuc. 2025. "Performance of TiSiN/TiAlN-Coated Carbide Tools in Slot Milling of Hastelloy C276 with Various Cooling Strategies" Lubricants 13, no. 7: 316. https://doi.org/10.3390/lubricants13070316
APA StyleTrung, L. C., & Phuc, T. T. (2025). Performance of TiSiN/TiAlN-Coated Carbide Tools in Slot Milling of Hastelloy C276 with Various Cooling Strategies. Lubricants, 13(7), 316. https://doi.org/10.3390/lubricants13070316