Tribological Evaluation of Brake Materials with Silk and Grewia optiva Natural Fibers

 , , , , , , , ,
, , , , , , , ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Raw Ingredients
2.2. Sample Fabrication
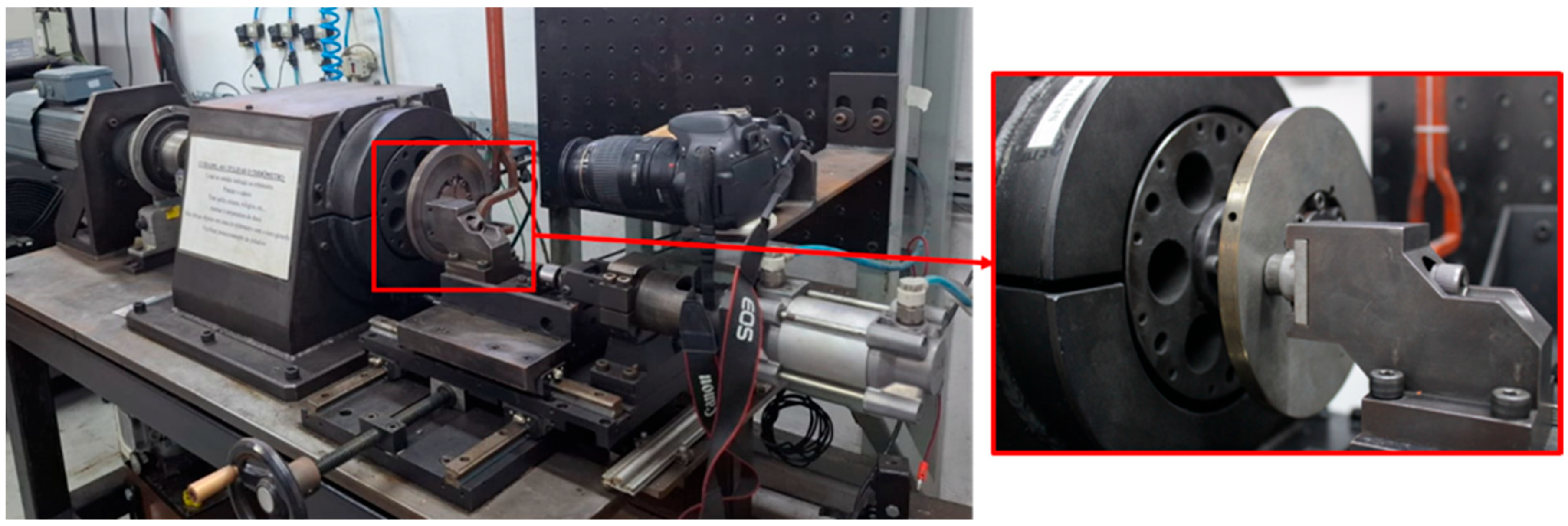
2.3. Set-Up of the Experiments
3. Results and Discussions
3.1. Thermogravimetric Analysis (TGA)
3.2. Standard AK Master Results
3.3. Results of the Extended AK Master
4. Conclusions
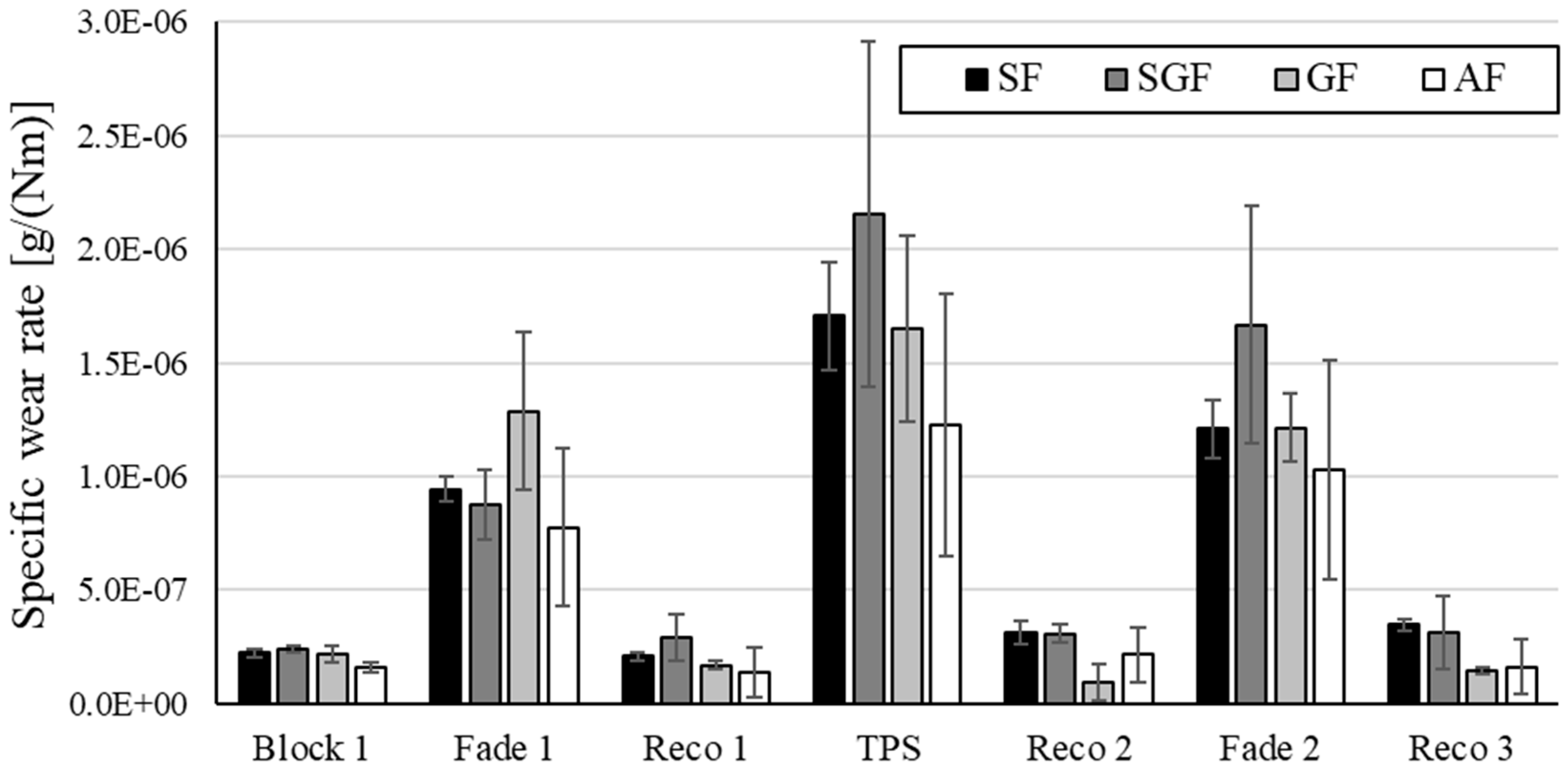
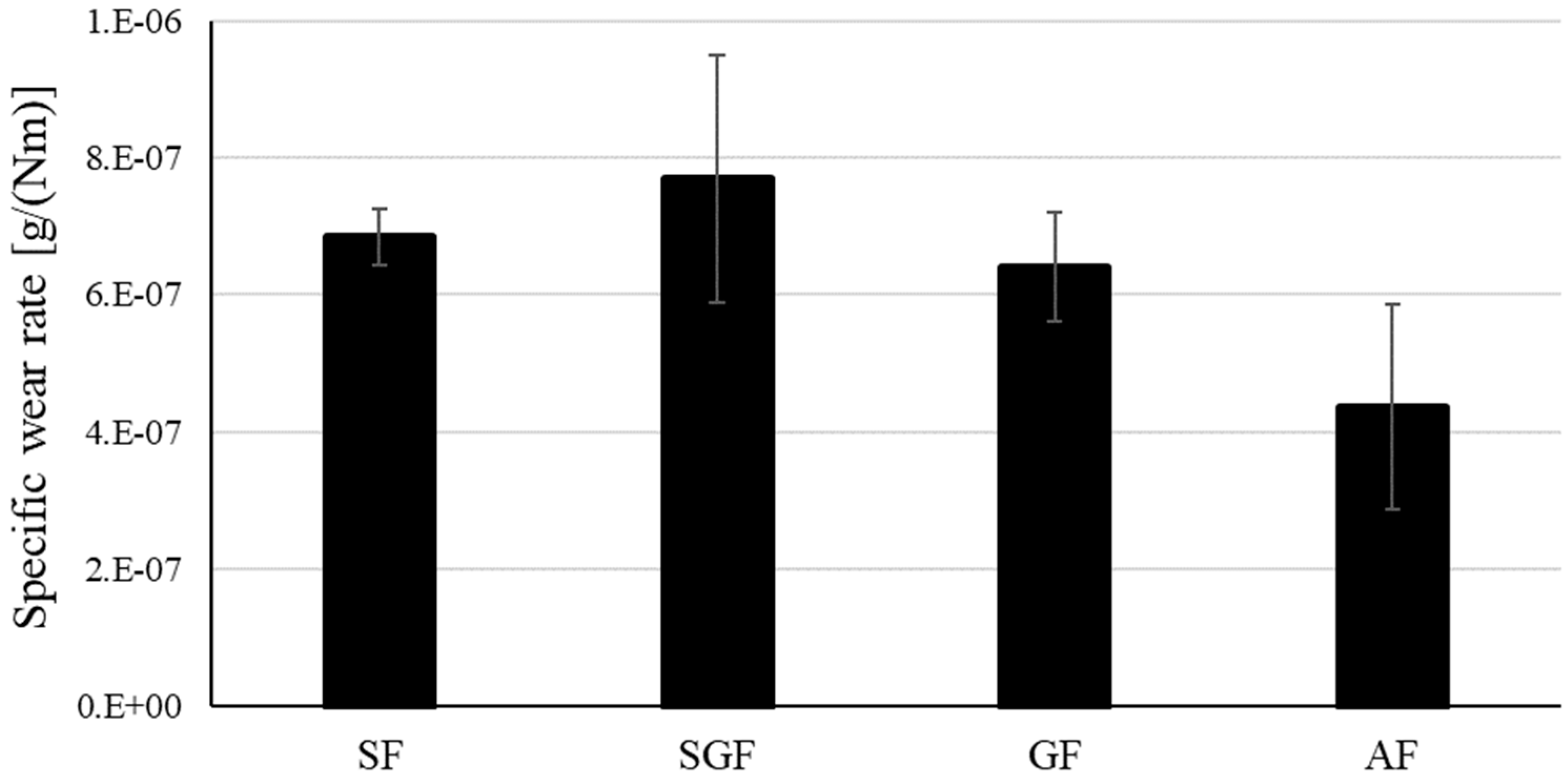
- The specific wear rate measured for the whole AK Master procedure revealed that natural fiber-reinforced formulations (SF, GF, and SGF) exhibited statistically similar wear resistance. The aramid-fiber reference material (AF) demonstrated significantly lower wear compared with the silk fiber formulation (SF).
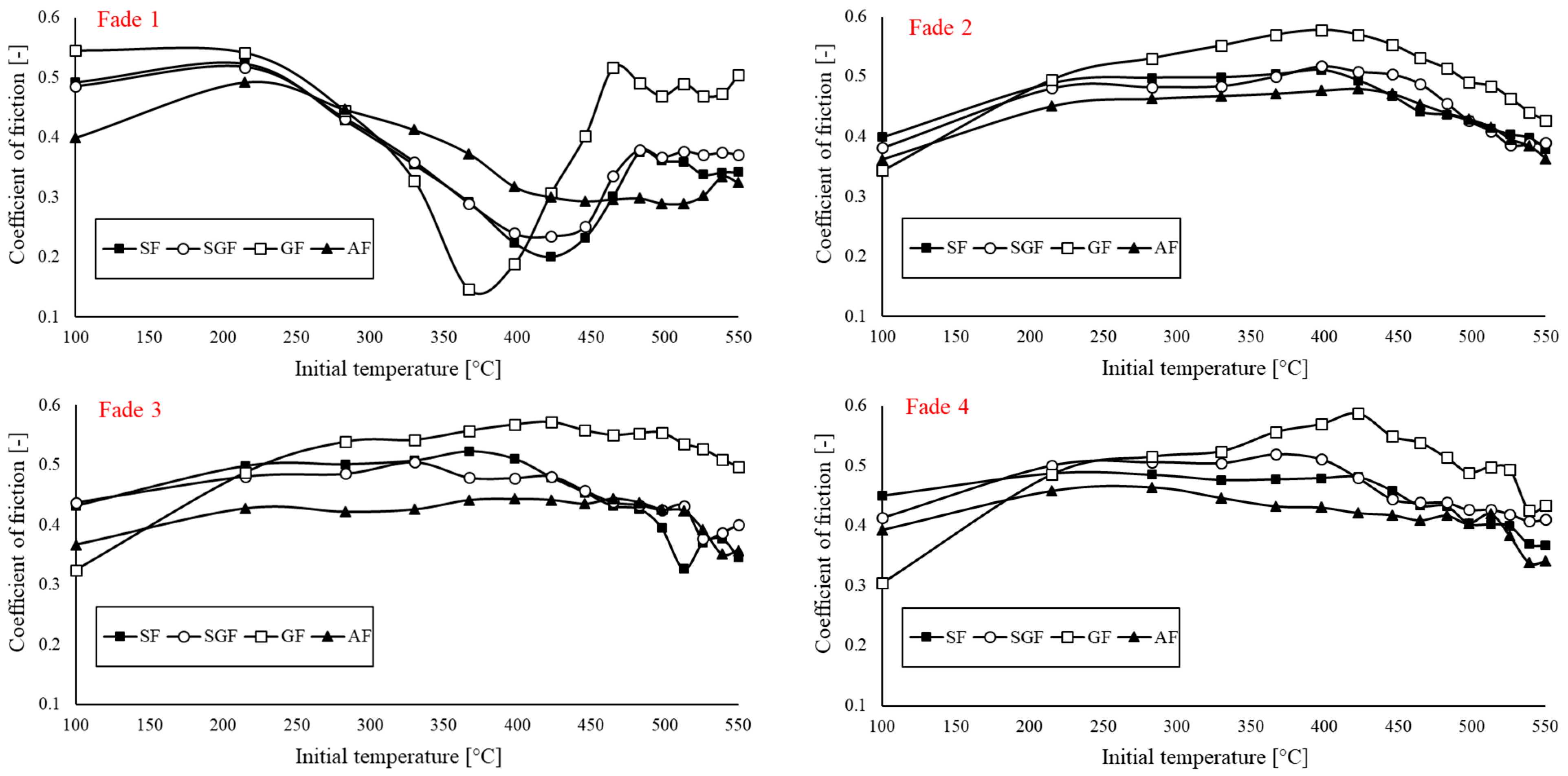
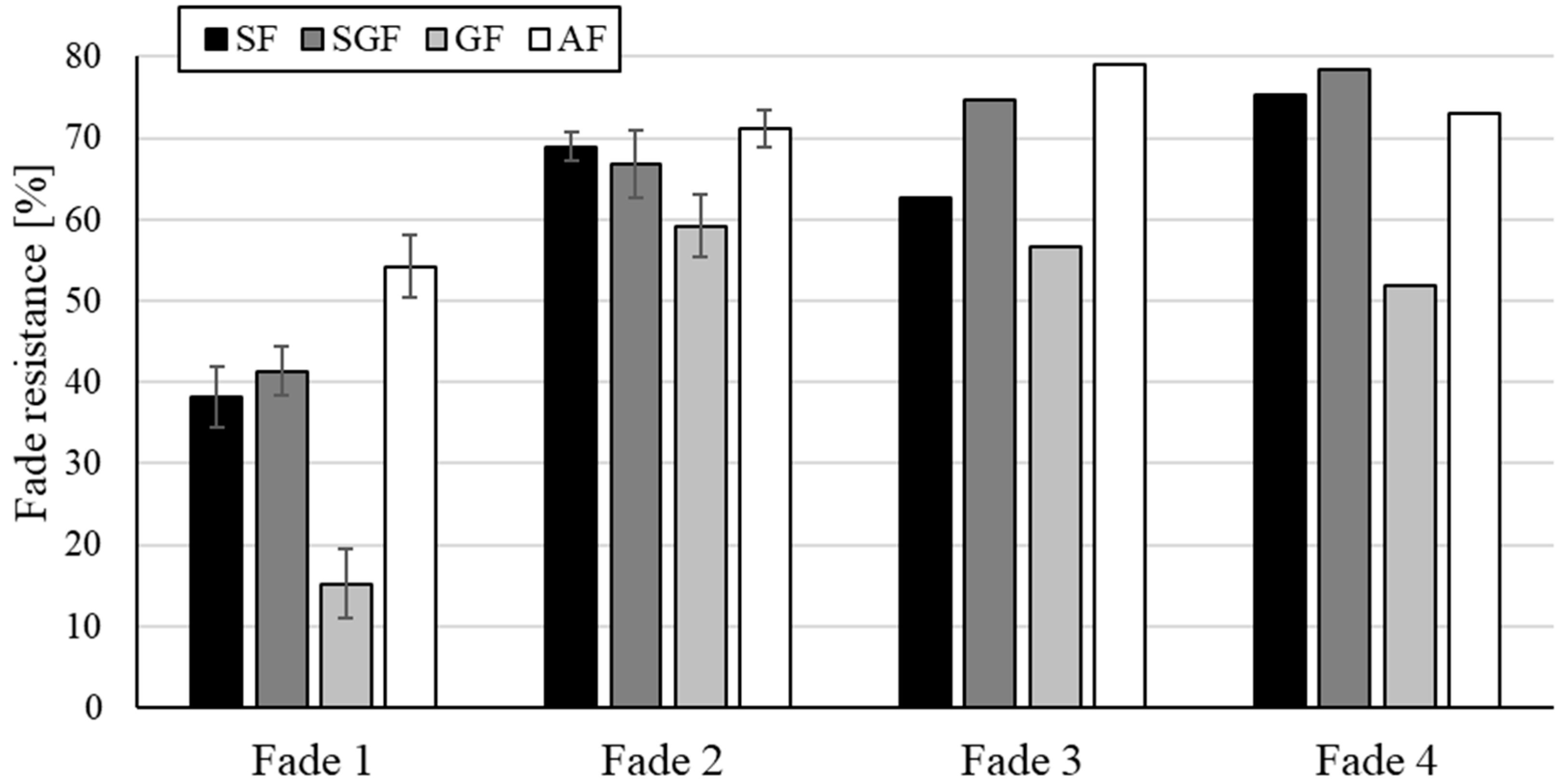
- Grewia optiva fiber (GF) showed inferior fade resistance, with significant CoF fluctuations during high-temperature sections (fades and TPS). SF and SGF (3% GF + 3% silk) performed close to the reference formulation (AF) in these sections.
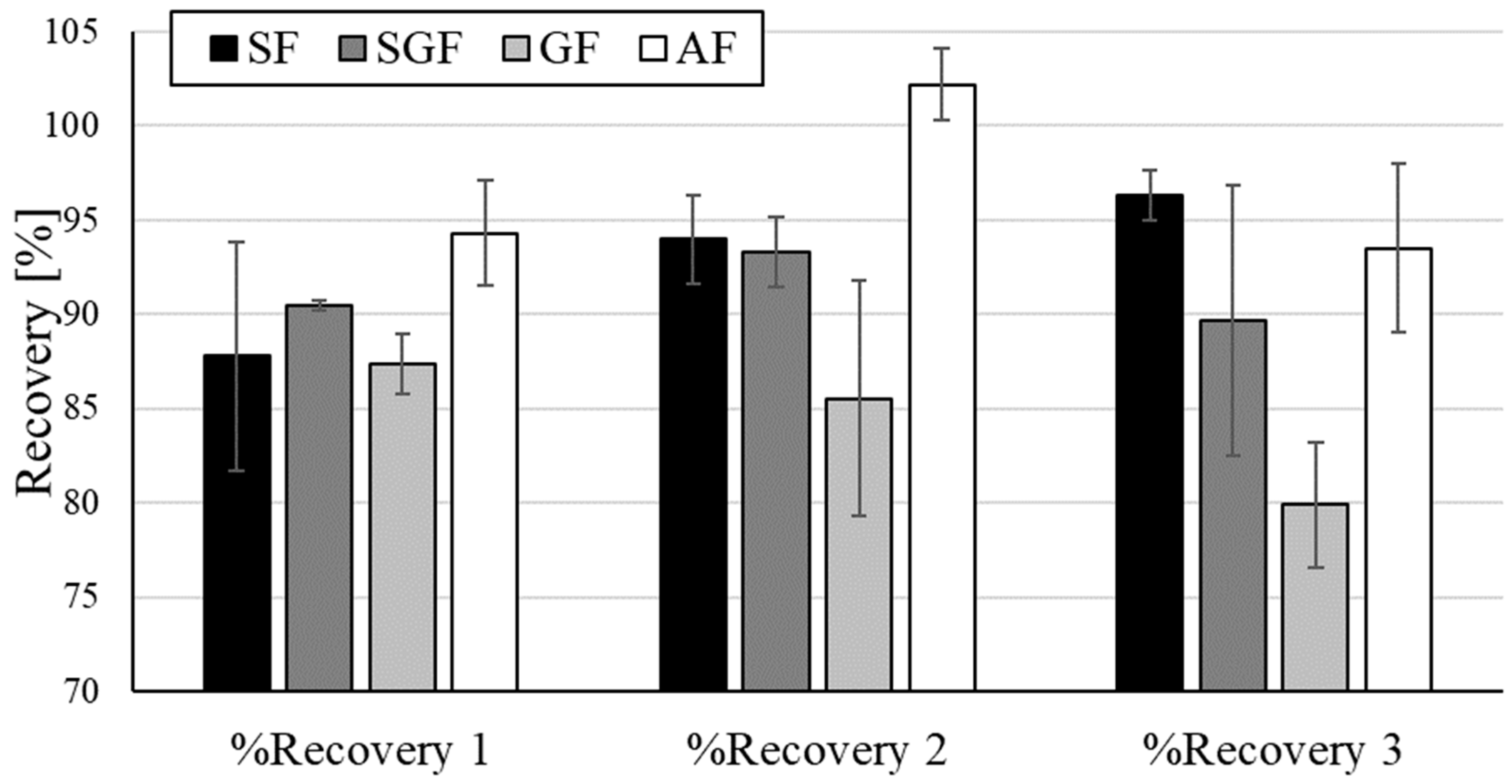
- All brake friction materials (BFMs) met the 85% recovery threshold criterion, with the exception of the Grewia optiva fiber (GF) formulation, which failed to achieve adequate friction recovery after high-temperature braking sections.
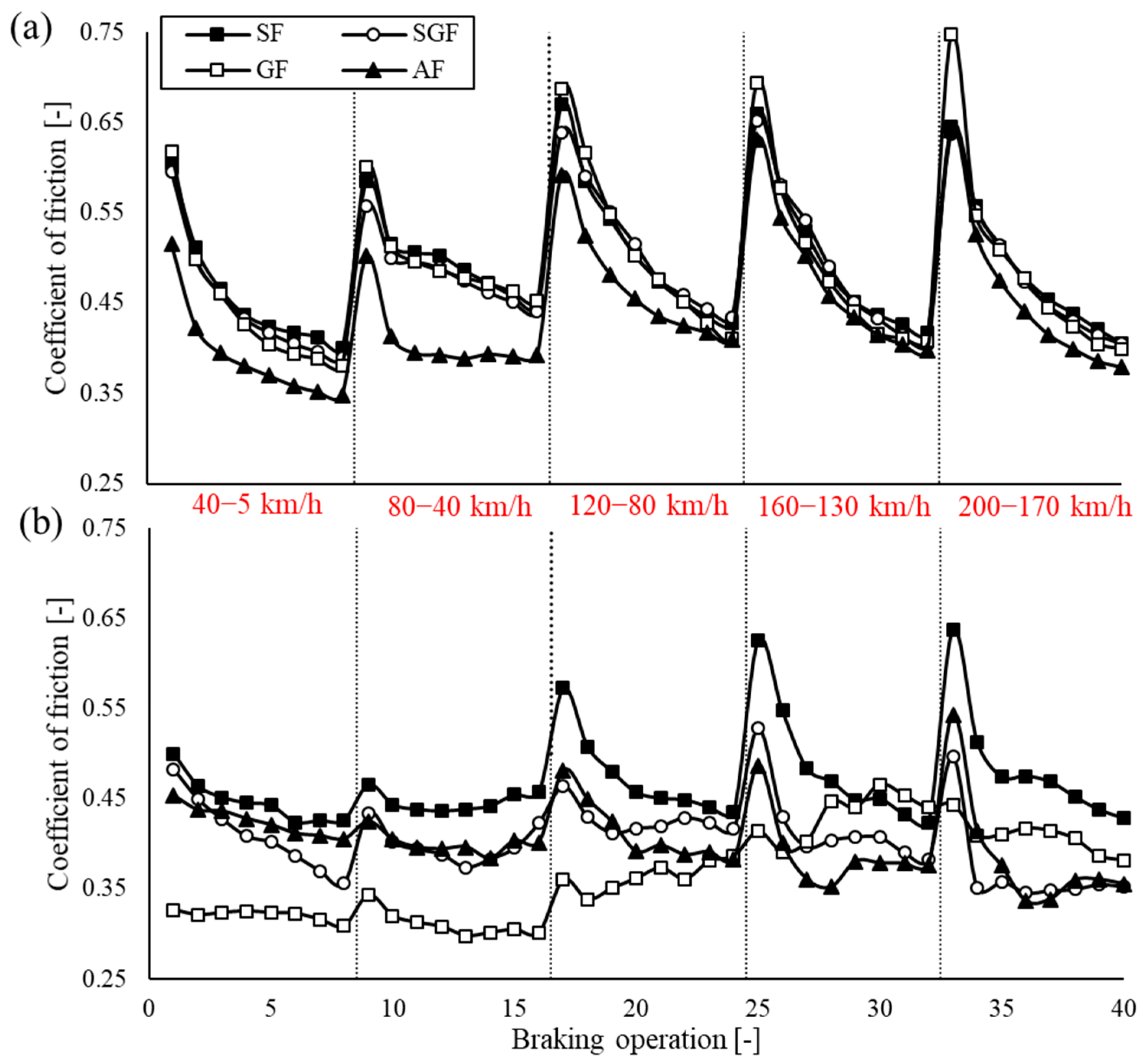
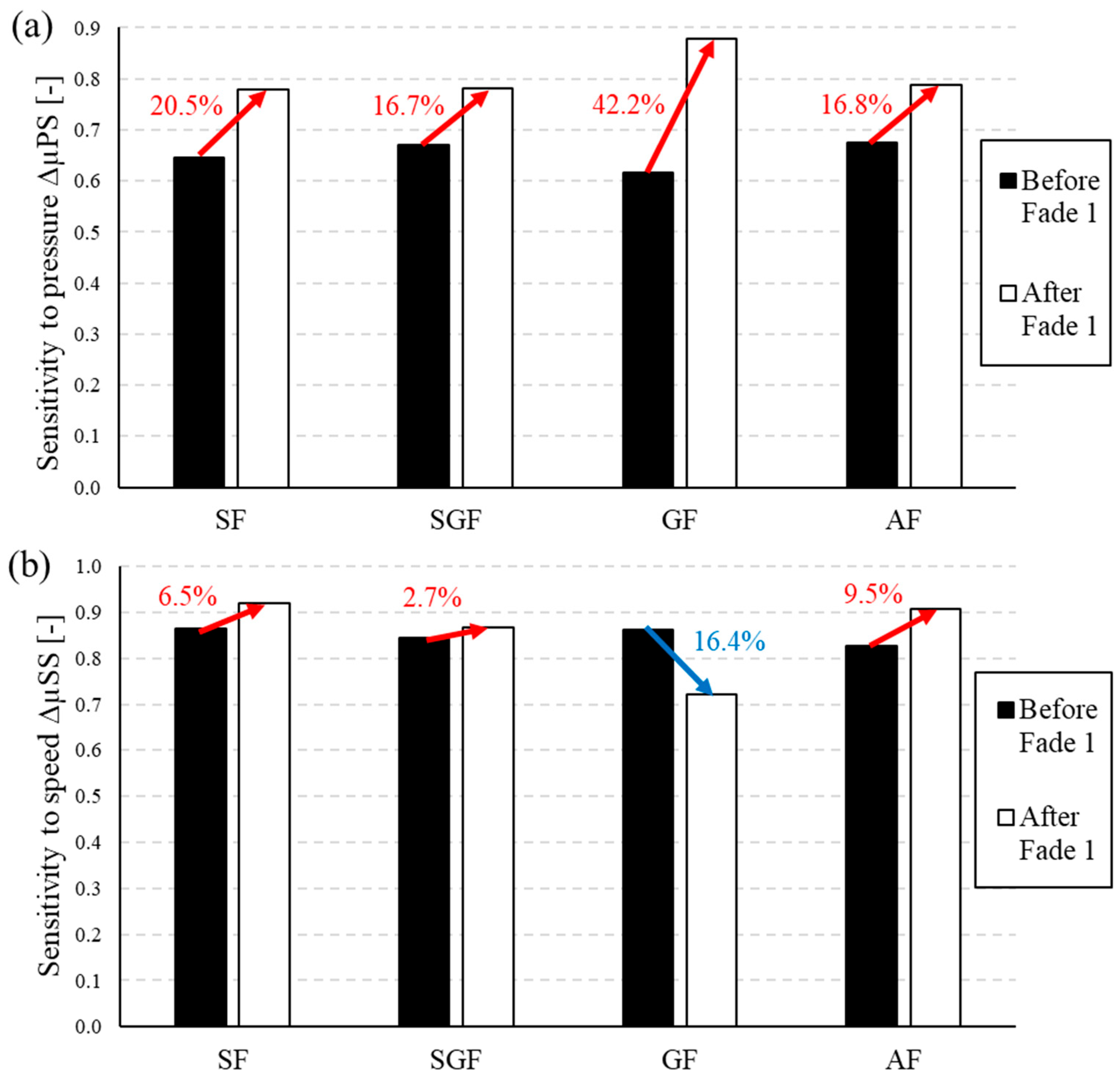
- The analysis of friction stability through speed and pressure sensitivity (SPS) revealed that SF achieved stability comparable to the reference AF formulation, while GF demonstrated significantly poorer performance across these metrics.
- Fade 1 acted as a critical thermal settlement phase, after which the BFMs improved their friction stability. Furthermore, subsequent fade sections (Fades 2–4) yielded repeatable results, suggesting that Fade 1 indeed serves as thermal settlement.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ramesh, M.; Palanikumar, K.; Reddy, K.H. Plant fibre based bio-composites: Sustainable and renewable green materials. Renew. Sustain. Energy Rev. 2017, 79, 558–584. [Google Scholar] [CrossRef]
- Ahmad, F.; Choi, H.S.; Park, M.K. A review: Natural fiber composites selection in view of mechanical, light weight, and economic properties. Macromol. Mater. Eng. 2015, 300, 10–24. [Google Scholar] [CrossRef]
- Ma, Y.; Liu, Y.; Ma, S.; Wang, H.; Gao, Z.; Sun, J.; Tong, J.; Guo, L. Friction and wear properties of dumbbell-shaped jute fiber-reinforced friction materials. J. Appl. Polym. Sci. 2014, 131. [Google Scholar] [CrossRef]
- Krishnan, G.S.; Babu, L.G.; Pradhan, R.; Kumar, S. Study on tribological properties of palm kernel fiber for brake pad applications. Mater. Res. Express 2019, 7, 015102. [Google Scholar] [CrossRef]
- Wu, S.; Zhuang, J.; Wu, Q.; Qi, H.; Zhao, J.; Guo, M. Investigation of tribological, physicomechanical, and morphological properties of resin-based friction materials reinforced with Agave americana waste. Mater. Res. Express 2021, 8, 075308. [Google Scholar] [CrossRef]
- Naidu, M.; Bhosale, A.; Munde, Y.; Salunkhe, S.; Hussein, H.M. Wear and friction analysis of brake pad material using natural hemp fibers. Polymers 2022, 15, 188. [Google Scholar] [CrossRef]
- Bashir, M.; Qayoum, A.; Saleem, S.S. Effect of banana peel powder on the fade and recovery of brake friction material. JOM 2022, 74, 2705–2715. [Google Scholar] [CrossRef]
- Sukrawan, Y.; Hamdani, A.; Mardani, S.A. Effect of bamboo weight faction on mechanical properties in non-asbestos composite of motorcycle brake pad. Mater. Phys. Mech. 2019, 42, 367–372. [Google Scholar]
- Ranakoti, L.; Gupta, M.K.; Rakesh, P.K. Silk and silk-based composites: Opportunities and challenges. Process. Green Compos. 2019, 91–106. [Google Scholar] [CrossRef]
- Ranjan, C.; Sarkhel, G.; Kumar, K. Investigation of mechanical, tribological, and electrical properties of silk reinforced polymeric composite. Adv. Mater. Sci. Eng. 2023, 2023, 1507891. [Google Scholar] [CrossRef]
- Shah, D.U.; Porter, D.; Vollrath, F. Can silk become an effective reinforcing fibre? A property comparison with flax and glass reinforced composites. Compos. Sci. Technol. 2014, 101, 173–183. [Google Scholar] [CrossRef]
- Rana, A.K.; Potluri, P.; Thakur, V.K. Cellulosic grewia optiva fibres: Towards chemistry, surface engineering and sustainable materials. J. Environ. Chem. Eng. 2021, 9, 106059. [Google Scholar] [CrossRef]
- Thakur, V.K.; Singha, A.S.; Thakur, M.K. Natural cellulosic polymers as potential reinforcement in composites: Physicochemical and mechanical studies. Adv. Polym. Technol. 2013, 32 (Suppl. S1), E427–E435. [Google Scholar] [CrossRef]
- Singha, A.S.; Rana, A.K. A comparative study on functionalization of cellulosic biofiber by graft copolymerization of acrylic acid in air and under microwave radiation. BioResources 2012, 7, 2019–2037. [Google Scholar] [CrossRef]
- Kumar, S.; Patel, V.K.; Mer, K.K.; Gangil, B.; Singh, T.; Fekete, G. Himalayan natural fiber-reinforced epoxy composites: Effect of Grewia optiva/Bauhinia Vahlii fibers on physico-mechanical and dry sliding wear behavior. J. Nat. Fibers 2021, 18, 192–202. [Google Scholar] [CrossRef]
- Bijlwan, P.P.; Prasad, L.; Sharma, A. Analysis of mechanical properties and free vibrational characteristics of novel Grewia optiva/basalt fiber reinforced hybrid polymer composites. J. Appl. Polym. Sci. 2024, 141, e55165. [Google Scholar] [CrossRef]
- Nain, S.; Kumar, A.; Ahlawat, V. Tribo-performance analysis of white ark shell powder/grewia optiva fiber reinforced brake friction composites. Eng. Res. Express 2023, 5, 035051. [Google Scholar] [CrossRef]
- Singh, T.; da Silva Gehlen, G.; Ferreira, N.F.; de Barros, L.Y.; Lasch, G.; Poletto, J.C.; Ali, S.; Neis, P.D. Automotive brake friction composite materials using natural Grewia Optiva fibers. J. Mater. Res. Technol. 2023, 26, 6966–6983. [Google Scholar] [CrossRef]
- Raghunathan, V.; Sathyamoorthy, G.; Ayyappan, V.; Srisuk, R.; Singaravelu, D.L.; Rangappa, S.M.; Siengchin, S. Advances in brake friction materials: A comprehensive review of ingredients, processing methods, and performance characteristics. J. Vinyl Addit. Technol. 2024, 30, 1396–1431. [Google Scholar] [CrossRef]
- Hentati, N.; Makni, F.; Elleuch, R. Braking performance of friction materials: A review of manufacturing process impact and future trends. Tribol.-Mater. Surf. Interfaces 2023, 17, 136–157. [Google Scholar] [CrossRef]
- Kılıç, H.; Güney, B. Investigation on tribo-properties of twaron pulp-reinforced brake friction composites. Polym. Compos. 2025, 46, 949–962. [Google Scholar] [CrossRef]
- Li, L.; Ma, Z.; Liu, G.; Song, W.; Ren, L.; Yuan, S.; Yang, X.; Zhang, Q.; Ma, Y. Evaluation of the Mechanical and Tribological Behavior of Polyether Ether Ketone Fiber-Reinforced Resin-Based Friction Materials Fabricated by Wet Granulation. Polymers 2023, 15, 4732. [Google Scholar] [CrossRef] [PubMed]
- Ammar, Z.; Ibrahim, H.; Adly, M.; Sarris, I.; Mehanny, S. Influence of natural fiber content on the frictional material of brake pads—A review. J. Compos. Sci. 2023, 7, 72. [Google Scholar] [CrossRef]
- Tsybrii, Y.; Nosko, O.; Zglobicka, I.; Kuciej, M. Emission and properties of airborne wear particles from train brake friction materials based on novolac phenolic resins and butadiene rubbers. Wear 2024, 546, 205332. [Google Scholar] [CrossRef]
- Neis, P.D. Development of a Multifunctional Tribometer with Independent Temperature Control of the Brake Disk (‘Ontwerp en Bouw van een Multifunctionele Tribometer Met Onafhankelijke Temperatuurcontrole van de Remschijf’). Ph.D. Thesis, Ghent University, Ghent, Belgium, 2012. [Google Scholar]
- Gehlen, G.S.; Nogueira, A.P.; Carlevaris, D.; Barros, L.Y.; Poletto, J.C.; Lasch, G.; Straffelini, G.; Ferreira, N.F.; Neis, P.D. Tribological assessment of rice husk ash in eco-friendly brake friction materials. Wear 2023, 516, 204613. [Google Scholar] [CrossRef]
- Ma, Y.; Wu, S.; Zhuang, J.; Tong, J.; Qi, H. Tribological and physio-mechanical characterization of cow dung fibers reinforced friction composites: An effective utilization of cow dung waste. Tribol. Int. 2019, 131, 200–211. [Google Scholar] [CrossRef]
- Matějka, V.; Fu, Z.; Kukutschová, J.; Qi, S.; Jiang, S.; Zhang, X.; Yun, R.; Vaculík, M.; Heliová, M.; Lu, Y. Jute fibers and powderized hazelnut shells as natural fillers in non-asbestos organic non-metallic friction composites. Mater. Des. 2013, 51, 847–853. [Google Scholar] [CrossRef]
- Amirjan, M. Microstructure, wear and friction behavior of nanocomposite materials with natural ingredients. Tribol. Int. 2019, 131, 184–190. [Google Scholar] [CrossRef]
- Satapathy, B.K.; Bijwe, J. Performance of friction materials based on variation in nature of organic fibres: Part I. Fade and recovery behaviour. Wear 2004, 257, 573–584. [Google Scholar] [CrossRef]
- Karacor, B.; Ozcanli, M. Thermal and mechanical characteristic investigation of the hybridization of basalt fiber with aramid fiber and carbon fiber. Polym. Compos. 2022, 43, 8529–8544. [Google Scholar] [CrossRef]
- Yun, R.; Filip, P.; Lu, Y. Performance and evaluation of eco-friendly brake friction materials. Tribol. Int. 2010, 43, 2010–2019. [Google Scholar] [CrossRef]
- Barros, L.Y.; Poletto, J.C.; Buneder, D.; Flores, R.; Gehlen, G.; Neis, P.D.; Ferreira, N.F.; Matozo, L.T. An experimental study of the transition in the wear regime of brake friction materials. Polym. Compos. 2021, 42, 6310–6321. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Main Ingredients (in Weight%) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Phenolic Resin | Barite | Graphite | Vermiculite | Alumina | Steel Wool | Lapinus Fiber | Aramid | Silk | Grewia | |
| AF | 10 | 50 | 6 | 5 | 3 | 10 | 10 | 6 | -- | -- |
| SF | -- | 6 | -- | |||||||
| GF | -- | -- | 6 | |||||||
| SGF | -- | 3 | 3 | |||||||
| SF | SGF | GF | |
|---|---|---|---|
| Fade 1 | −29.6 | −23.6 | −23.6 |
| Fade 2 | −3.15 | −6.2 | −16.8 |
| Fade 3 | −20.9 | −5.6 | −28.3 |
| Fade 4 | 3.13 | 7.5 | −28.9 |
| PS1 | −4.2 | −0.7 | −8.5 |
| SS1 | 4.3 | 1.9 | 4.2 |
| PS2 | −1.1 | −0.7 | 11.4 |
| SS2 | 1.4 | −4.4 | −20.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gehlen, G.S.; Singh, T.; Barros, L.Y.; Poletto, J.C.; Lasch, G.; Rodrigues, A.A.; Souza, R.H.S.; Ferreira, N.F.; Ali, S.; Neis, P.D. Tribological Evaluation of Brake Materials with Silk and Grewia optiva Natural Fibers. Lubricants 2025, 13, 295. https://doi.org/10.3390/lubricants13070295
Gehlen GS, Singh T, Barros LY, Poletto JC, Lasch G, Rodrigues AA, Souza RHS, Ferreira NF, Ali S, Neis PD. Tribological Evaluation of Brake Materials with Silk and Grewia optiva Natural Fibers. Lubricants. 2025; 13(7):295. https://doi.org/10.3390/lubricants13070295
Chicago/Turabian StyleGehlen, Gustavo S., Tej Singh, Liu Y. Barros, Jean Carlos Poletto, Germano Lasch, Alice A. Rodrigues, Régis H. S. Souza, Ney F. Ferreira, Sharafat Ali, and Patric D. Neis. 2025. "Tribological Evaluation of Brake Materials with Silk and Grewia optiva Natural Fibers" Lubricants 13, no. 7: 295. https://doi.org/10.3390/lubricants13070295
APA StyleGehlen, G. S., Singh, T., Barros, L. Y., Poletto, J. C., Lasch, G., Rodrigues, A. A., Souza, R. H. S., Ferreira, N. F., Ali, S., & Neis, P. D. (2025). Tribological Evaluation of Brake Materials with Silk and Grewia optiva Natural Fibers. Lubricants, 13(7), 295. https://doi.org/10.3390/lubricants13070295