Microstructure and Mechanical Properties of Laser-Clad Inconel 718 Coatings on Continuous Casting Mold Copper Plate


Abstract
1. Introduction
2. Experimental Conditions
2.1. Experimental Materials
2.2. Experimental Methods
3. Results and Discussion
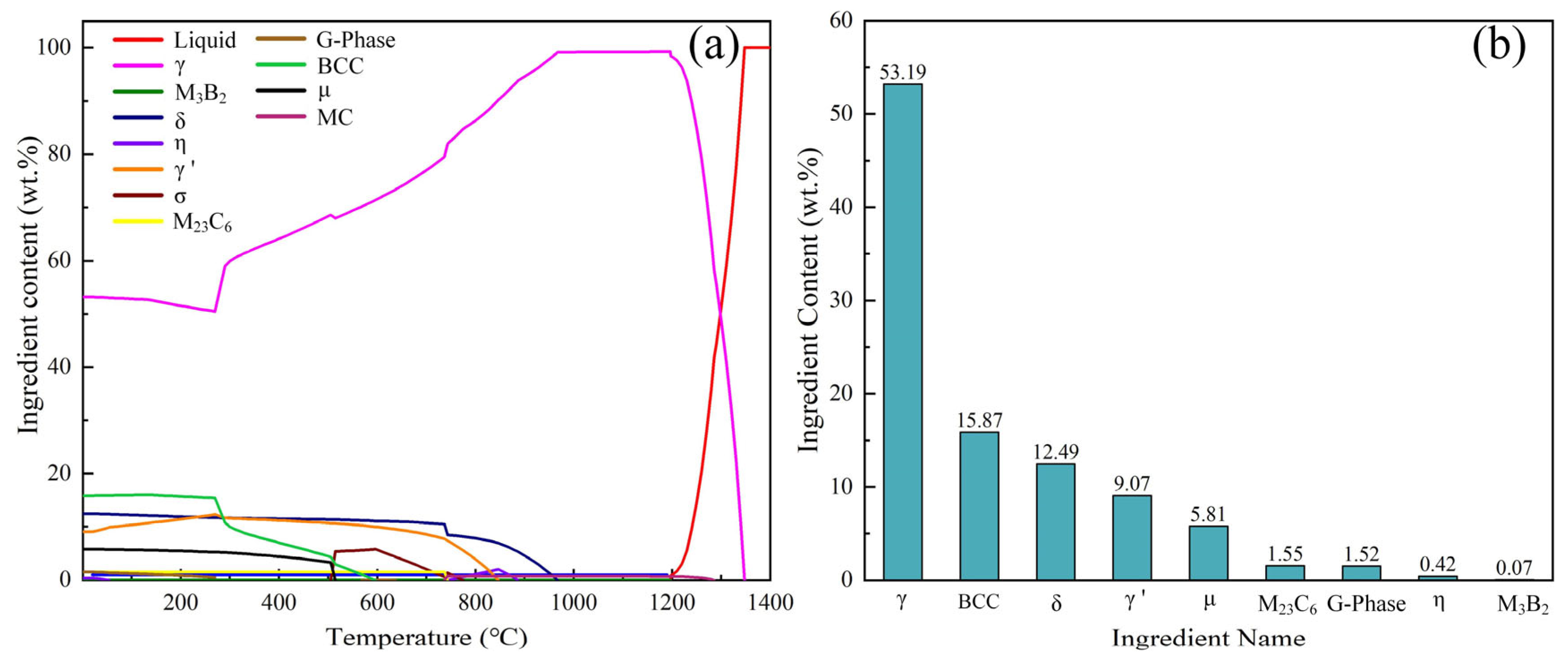
3.1. Phase
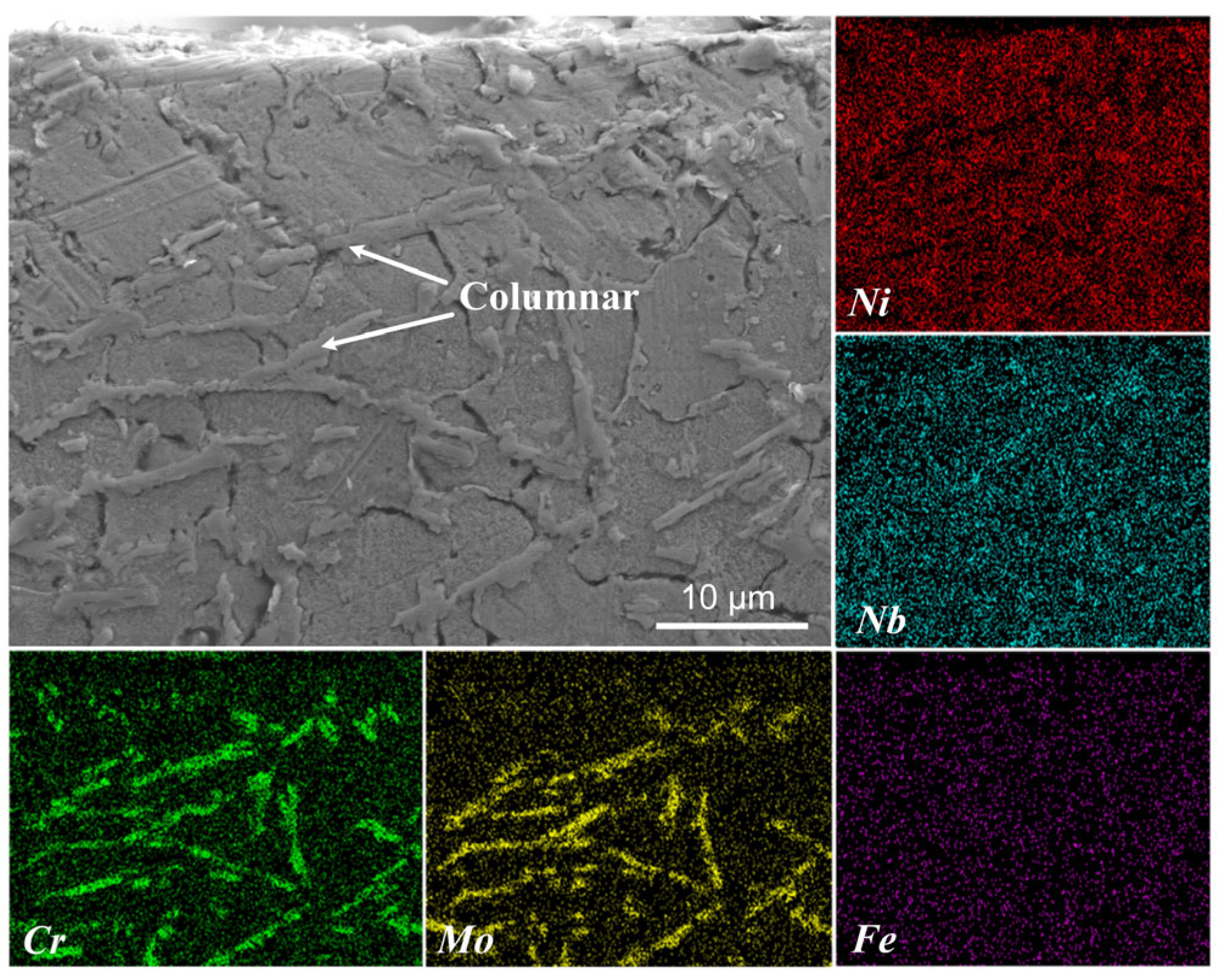
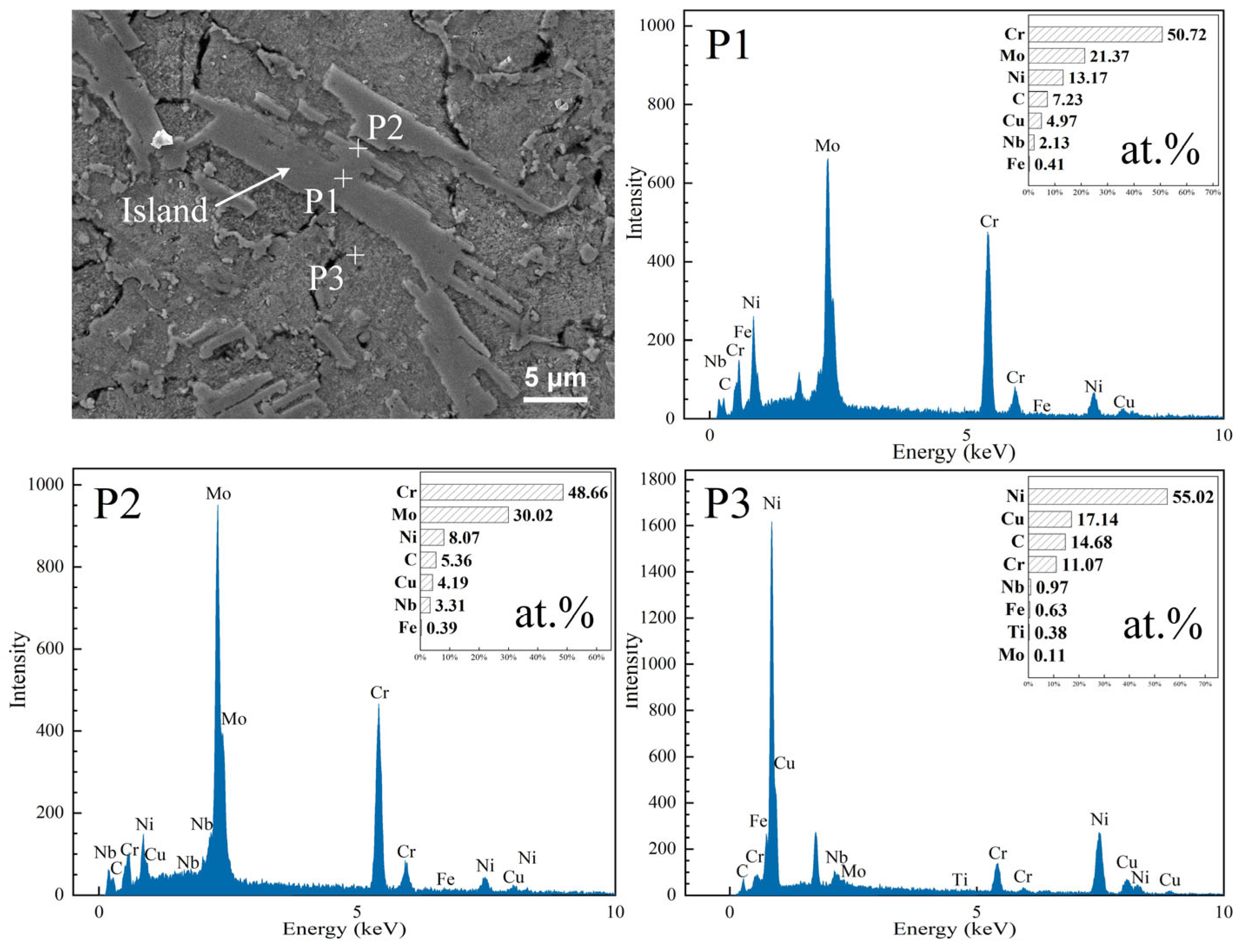
3.2. Microstructure and Element Distribution
3.3. Microhardness
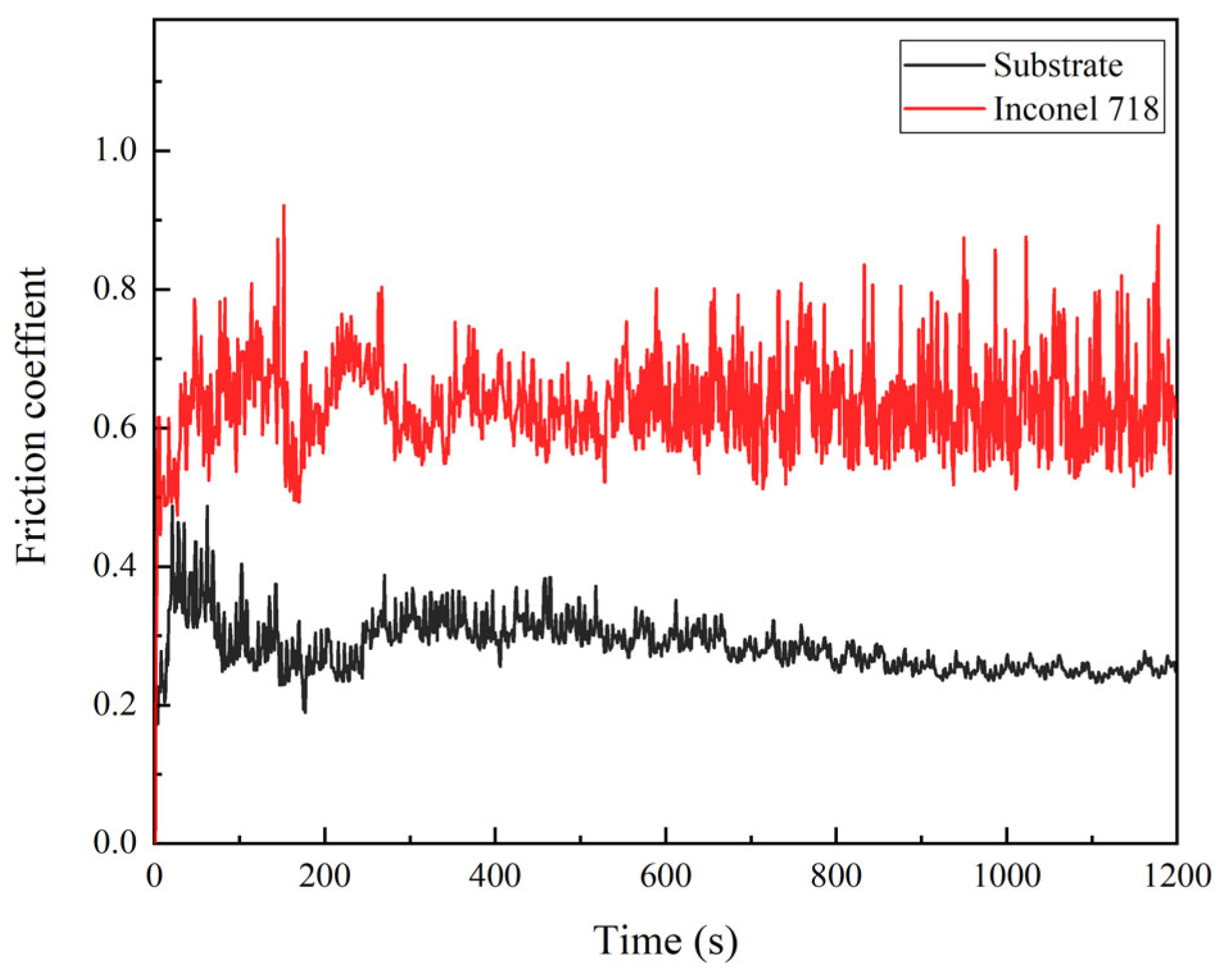
3.4. Friction and Wear Performance
4. Conclusions
- (1)
- The Inconel 718 coating was successfully prepared on the surface of mold copper plates with laser cladding technology. The coating exhibited a smooth and defect-free surface morphology. The phases identified in the coating were γ-(Fe, Ni, Cr), M23C6, and M6C (M = Cr, Mo, Fe), which aligned with the phase composition predicted by JMatPro software. The γ-(Fe, Ni, Cr) phase contributed to solid-solution strengthening, while the carbides (M23C6 and M6C) enhanced the coating’s mechanical properties.
- (2)
- The coating was free of pores and cracks, and it exhibited a metallurgical bond with the substrate. Cu was predominantly concentrated in the substrate, while Ni, Cr, and Mo were uniformly distributed throughout the coating. The top region of the coating contained elongated columnar grain boundaries, likely consisting of Laves phases, which contributed to dispersion strengthening. The middle region featured island-shaped carbides and intermetallic compounds that provided solid-solution strengthening.
- (3)
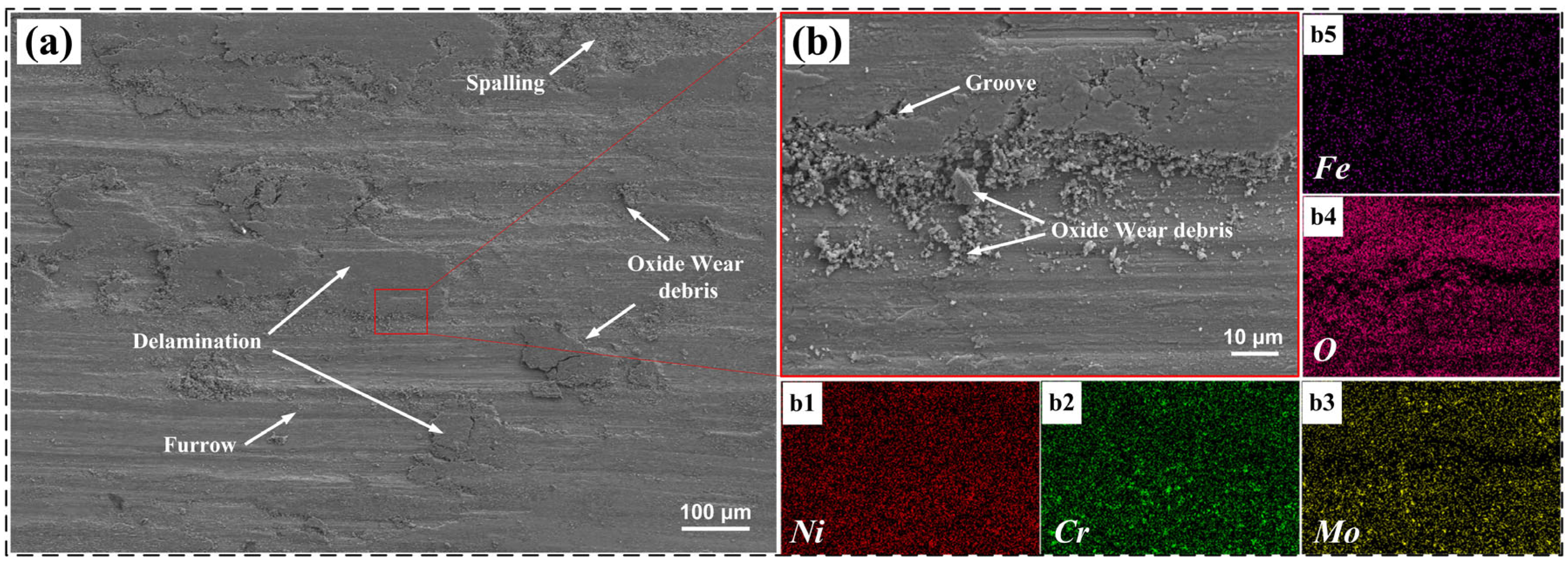
- The Inconel 718 coating exhibited an average microhardness of 491.7 HV0.5, which was approximately 6.8 times higher than that of the substrate (72.4 HV0.5). This significant enhancement is attributed to the coating’s fine grain structure and the presence of reinforcing phases. Under 400 °C testing conditions, the wear rates of the substrate and Inconel 718 coating were measured at 8.86 × 10−4 mm3·N−1·min−1 and 4.7 × 10−4 mm3·N−1·min−1, respectively, indicating that the coating’s wear rate was only 53% of the substrate’s. The superior wear resistance stems from the coating’s refined microstructure and the synergistic effects of multiple strengthening mechanisms, including a γ-(Fe, Ni, Cr) solid solution, carbide dispersion, Laves phase precipitation, and Cr–Mo compounds. These hard phases collectively enhanced the coating’s resistance to grinding ball penetration during friction, thereby resulting in excellent high-temperature wear performance. The dominant wear mechanisms are adhesive wear, abrasive wear, and oxidative wear.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Barella, S.; Gruttadauria, A.; Mapelli, C.; Mombelli, D. Investigation of Failure and Damages on a Continuous Casting Copper Mould. Eng. Fail. Anal. 2014, 36, 432–438. [Google Scholar] [CrossRef]
- Srnec Novak, J.; Lanzutti, A.; Benasciutti, D.; De Bona, F.; Moro, L.; De Luca, A. On the Damage Mechanisms in a Continuous Casting Mold: After-Service Material Characterization and Finite Element Simulation. Eng. Fail. Anal. 2018, 94, 480–492. [Google Scholar] [CrossRef]
- Song, J.; Cai, Z.; Piao, F.; Zhu, M. Heat Transfer and Deformation Behavior of Shell Solidification in Wide and Thick Slab Continuous Casting Mold. J. Iron Steel Res. Int. 2014, 21, 1–9. [Google Scholar] [CrossRef]
- Yu, S.; Long, M.; Chen, D.; Fan, H.; Yu, H.; Duan, H.; Xie, X.; Liu, T. Effect of the Mold Corner Structure on the Friction Behavior in Slab Continuous Casting Molds. J. Mater. Process. Technol. 2019, 270, 157–167. [Google Scholar] [CrossRef]
- Thomas, B.G.; Li, G.; Moitra, A.; Habing, D. Analysis of thermal and mechanical behavior of copper molds during continuous casting of steel slabs. Iron Steelmak. 1998, 25, 125–143. [Google Scholar]
- Zhu, M.Y.; Cai, Z.Z. Heat Transfer Behavior and Homogenous Solidification Control for High-Speed Continuous Casting Slab Mold. Chin. J. Eng. 2022, 44, 703–711. [Google Scholar]
- Zhou, J.; Zhu, L.; Sun, L.; Wang, B.; Xiao, P. Analysis of the Formation Mechanism of Surface Cracks of Continuous Casting Slabs Caused by Mold Wear. Processes 2022, 10, 797. [Google Scholar] [CrossRef]
- Ertugrul, O.; Enrici, T.M.; Paydas, H.; Saggionetto, E.; Boschini, F.; Mertens, A. Laser cladding of TiC reinforced 316L stainless steel composites: Feedstock powder preparation and microstructural evaluation. Powder Technol. 2020, 375, 384–396. [Google Scholar] [CrossRef]
- Lakkannavar, V.; Yogesha, K.B.; Prasad, C.D.; Phanden, R.K.; Prasad, S.C. Thermal spray coatings on high-temperature oxidation and corrosion applications–a comprehensive review. Results Surf. Interfaces 2024, 16, 100250. [Google Scholar] [CrossRef]
- Lakkannavar, V.; Yogesha, K.B.; Prasad, C.D.; Mruthunjaya, M.; Suresh, R. A review on tribological and corrosion behaviour of thermal spray coatings. J. Inst. Eng. (India) Ser. D 2025, 106, 753–769. [Google Scholar] [CrossRef]
- Augustyn, P.; Rytlewski, P.; Moraczewski, K.; Mazurkiewicz, A. A review on the direct electroplating of polymeric materials. J. Mater. Sci. 2021, 50, 14881–14899. [Google Scholar] [CrossRef]
- Zhu, L.; Xue, P.; Lan, Q.; Meng, G.; Ren, Y.; Yang, Z.; Xu, P.; Liu, Z. Recent Research and Development Status of Laser Cladding: A Review. Opt. Laser Technol. 2021, 138, 106915. [Google Scholar] [CrossRef]
- Wang, S.; Zhu, L.; Fuh, J.Y.H.; Zhang, H.; Yan, W. Multi-Physics Modeling and Gaussian Process Regression Analysis of Cladding Track Geometry for Direct Energy Deposition. Opt. Laser Eng. 2020, 127, 105950. [Google Scholar] [CrossRef]
- Zhou, S.; Dai, X.; Zeng, X. Effects of Processing Parameters on Structure of Ni-Based WC Composite Coatings during Laser Induction Hybrid Rapid Cladding. Appl. Surf. Sci. 2009, 255, 8494–8500. [Google Scholar] [CrossRef]
- Peng, X.; Zhou, J.; Qin, Y. Improvement of the Temperature Distribution in Continuous Casting Moulds through the Rearrangement of the Cooling Water Slots. J. Mater. Process. Technol. 2005, 167, 508–514. [Google Scholar] [CrossRef]
- Fu, Y.; Gu, H.; Qian, L.; Li, Y.; Tong, Z.; Tao, Y.; Zhang, Z.; Yu, Z.; Ren, X. Laser Cladding for Pipeline Components: Understanding Molten Pool Dynamics and Track Formation on Outer/Inner Tube Surfaces. Opt. Laser Technol. 2024, 179, 111324. [Google Scholar] [CrossRef]
- Wei, Q.; Pang, X.-M.; Zhou, J.-X.; Chen, C. High Temperature Spectral Selective TiC-Ni/Mo Cermet-Based Coatings for Solar Thermal Systems by Laser Cladding. Sol. Energy 2018, 171, 247–257. [Google Scholar] [CrossRef]
- Liu, Z.; Jiang, Q.; Li, T.; Dong, S.; Yan, S.; Zhang, H.; Xu, B. Environmental Benefits of Remanufacturing: A Case Study of Cylinder Heads Remanufactured through Laser Cladding. J. Clean. Prod. 2016, 133, 1027–1033. [Google Scholar] [CrossRef]
- Comesaña, R.; Quintero, F.; Lusquiños, F.; Pascual, M.J.; Boutinguiza, M.; Durán, A.; Pou, J. Laser Cladding of Bioactive Glass Coatings. Acta Biomater. 2009, 6, 953–961. [Google Scholar] [CrossRef]
- Hans, M.; Támara, J.C.; Mathews, S.; Bax, B.; Hegetschweiler, A.; Kautenburger, R.; Solioz, M.; Mücklich, F. Laser Cladding of Stainless Steel with a Copper–Silver Alloy to Generate Surfaces of High Antimicrobial Activity. Appl. Surf. Sci. 2014, 320, 195–199. [Google Scholar] [CrossRef]
- Chen, S.; Liu, Q.; Chen, J.; Zhang, L.; Cui, T.; Sun, X. Microstructure and Tribological Performance of Novel Ni-Based Alloy Cladding with Excellent High Temperature Wear Resistance and Self-Lubrication Performance. Surf. Coat. Technol. 2024, 494, 131395. [Google Scholar] [CrossRef]
- Ma, X.F.; Sun, Y.N.; Cheng, W.J.; Chong, Z.Z.; Huang, L.F.; Meng, A.C.; Jiang, L.H. Effect of High-Speed Laser Cladding on Microstructure and Corrosion Resistance of CoCrFeNiMo0.2 High-Entropy Alloy. J. Cent. South Univ. 2022, 29, 3436–3446. [Google Scholar] [CrossRef]
- Wang, R.; Ouyang, C.; Li, Q.; Bai, Q.; Zhao, C.; Liu, Y. Study of the Microstructure and Corrosion Properties of a Ni-Based Alloy Coating Deposited onto the Surface of Ductile Cast Iron Using High-Speed Laser Cladding. Materials 2022, 15, 1643. [Google Scholar] [CrossRef]
- Zhang, L.; Sun, J.; Huang, X. Biomass boiler extreme high-speed laser cladding Inconel 625 coating high temperature corrosion resistance. Clean Coal Technol. 2022, 28, 65–71. [Google Scholar]
- Gao, M.; Li, S.; Guan, W.; Xie, H.; Wang, X.; Liu, J.; Wang, H. Excellent thermal shock resistance of NiCrAlY coatings on copper substrate via laser cladding. J. Mater. Sci. Technol. 2022, 130, 93–102. [Google Scholar] [CrossRef]
- McLouth, T.D.; Bean, G.E.; Witkin, D.B.; Sitzman, S.D.; Adams, P.M.; Patel, D.N.; Park, W.; Yang, J.-M.; Zaldivar, R.J. The effect of laser focus shift on microstructural variation of Inconel 718 produced by selective laser melting. Mater. Des. 2018, 149, 205–213. [Google Scholar] [CrossRef]
- Georgilas, K.; Khan, R.H.U.; Kartal, M.E. The influence of pulsed laser powder bed fusion process parameters on Inconel 718 material properties. Mater. Sci. Eng. A. 2020, 769, 138527. [Google Scholar] [CrossRef]
- Amato, K.N.; Gaytan, S.M.; Murr, L.E.; Martinez, E.; Shindo, P.; Hernandez, J.; Collins, S.; Medina, F. Microstructures and mechanical behavior of Inconel 718 fabricated by selective laser melting. Acta Mater. 2012, 60, 2229–2239. [Google Scholar] [CrossRef]
- Cazic, I.; Zollinger, J.; Mathieu, S.; El Kandaoui, M.; Plapper, P.; Appolaire, B. New insights into the origin of fine equiaxed microstructures in additively manufactured Inconel 718. Scripta Mater. 2021, 195, 113740. [Google Scholar] [CrossRef]
- Sun, P.; Yan, N.; Wei, S.; Wang, D.; Song, W.; Tang, C.; Yang, J.; Xu, Z.; Hu, Q.; Zeng, X. Microstructural evolution and strengthening mechanisms of Inconel 718 alloy with different W addition fabricated by laser cladding. Mater. Sci. Eng. A 2023, 868, 0921–5093. [Google Scholar] [CrossRef]
- Muvvala, G.; Karmakar, P.D.; Nath, K.A. Monitoring and assessment of tungsten carbide wettability in laser cladded metal matrix composite coating using an IR pyrometer. J. Alloys Compd. 2017, 714, 514–521. [Google Scholar] [CrossRef]
- Xu, P.; Zhu, L.; Xue, P.; Yang, Z.; Wang, S.; Ning, J.; Meng, G.; Lan, Q.; Qin, S. Microstructure and properties of IN718/WC-12Co composite coating by laser cladding. Ceram. Int. 2022, 48, 9218–9228. [Google Scholar] [CrossRef]
- Hirose, A.; Kobayashi, K.F. Surface alloying of copper with chromium by CO2 laser. Mater. Sci. Eng. A 1994, 174, 199–206. [Google Scholar] [CrossRef]
- Cheng, P.; Li, G.W.; Huang, P.; Pang, Z.; Li, R.; Liu, P.; Zhang, Y.; Zou, X.; Lu, X. Novel blue diode laser cladding for high-performance nickel-based coatings on copper substrates. J. Mater. Sci. Technol. 2023, 27, 780–788. [Google Scholar] [CrossRef]
- Cao, S.; Liang, J.; Wang, L.; Zhou, J. Effects of NiCr intermediate layer on microstructure and tribological property of laser cladding Cr3C2 reinforced Ni60A-Ag composite coating on copper alloy. Opt. Laser Technol. 2021, 142, 106963. [Google Scholar] [CrossRef]
- Farshidianfar, M.H.; Khajepour, A.; Gerlich, A.P. Effect of real-time cooling rate on microstructure in laser additive manufacturing. J. Mater. Process. Technol. 2016, 231, 468–478. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zr | Cr | Cu |
|---|---|---|
| 0.25 | 0.68 | 99.07 |
| C | Cr | Nb | Mo | Ti | Al | Co | Mn | Si | Ni | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.08 | 19 | 4.8 | 3 | 0.75 | 0.65 | 1.2 | 0.35 | 0.35 | 55 | 15.17 |
| Laser Power (W) | Scanning Speed (mm/min) | Spot Diameter (mm) | Overlap Rate (%) | Preheating Temperature (°C) | Laser Fluence (J·mm−2) |
|---|---|---|---|---|---|
| 1400 | 120 | 3 | 30 | 200 | 2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Jin, H.; Li, G.; Xu, R.; Ma, N.; Liang, H.; Lin, J.; Xiang, W.; Zhang, Z. Microstructure and Mechanical Properties of Laser-Clad Inconel 718 Coatings on Continuous Casting Mold Copper Plate. Lubricants 2025, 13, 289. https://doi.org/10.3390/lubricants13070289
Liu Y, Jin H, Li G, Xu R, Ma N, Liang H, Lin J, Xiang W, Zhang Z. Microstructure and Mechanical Properties of Laser-Clad Inconel 718 Coatings on Continuous Casting Mold Copper Plate. Lubricants. 2025; 13(7):289. https://doi.org/10.3390/lubricants13070289
Chicago/Turabian StyleLiu, Yu, Haiquan Jin, Guohui Li, Ruoyu Xu, Nan Ma, Hui Liang, Jian Lin, Wenqing Xiang, and Zhanhui Zhang. 2025. "Microstructure and Mechanical Properties of Laser-Clad Inconel 718 Coatings on Continuous Casting Mold Copper Plate" Lubricants 13, no. 7: 289. https://doi.org/10.3390/lubricants13070289
APA StyleLiu, Y., Jin, H., Li, G., Xu, R., Ma, N., Liang, H., Lin, J., Xiang, W., & Zhang, Z. (2025). Microstructure and Mechanical Properties of Laser-Clad Inconel 718 Coatings on Continuous Casting Mold Copper Plate. Lubricants, 13(7), 289. https://doi.org/10.3390/lubricants13070289