1. Introduction
In modern automotive and industrial engineering, the efficiency, durability, and environmental compatibility of lubricating systems are central to advancing mechanical performance and sustainability [
1]. Engine oils, beyond serving as basic lubricants, have evolved into complex chemical systems comprised of base oils and performance-enhancing additives designed to reduce friction, protect surfaces, dissipate heat, and prevent wear.
There are various additives on the market designed to enhance the properties of industrial lubricants, some of which are called revitalizers. Manufacturers claim that these products, when used according to the recommended technology, can renew worn surfaces. On promotional flyers or additive packages, you can find that, for example, the additive consists of a two-dimensional (2D) sliding agent, revitalizer, and atomic metal conditioner. Colored packaging elements can serve as a hint about the percentage composition of the aforementioned additive components (graphical abstract), but mostly it is like know-how technologies. However, the number of scientific works that clearly demonstrate the effectiveness of surface-restoring lubricant additives is limited, and those regarding effective methodologies for studying the effects of such additives are also scarce.
The advance of engine oil formulations is increasingly guided by tribological science, focusing on enhancing lubricant performance through the incorporation of functional additives. Among these, revitalizing additives containing atomic metal conditioners (AMCs) have received the most attention for their potential to restore worn surfaces and form protective tribofilms during operation. These additives typically include a mix of chemical groups designed to interact with the metal surfaces under load and temperature, contributing to the overall tribochemical processes responsible for wear reduction and friction management. Notably, these additives exhibit compatibility with existing additive packages in maintaining critical parameters like values of total acid number (TAN) and total base number (TBN). Calabokis [
2] found out that the oil viscosity, degree of dispersion, or TAN and TBN with and without MC of SAE 5W-30 API SN were similar.
Using AMCs, the wear reduction in the transmission chain, crown, pinion, and gears and engine piston has been described. However, it has been observed that the wear of the cooper elements is a bit higher than usual. Another observation is that at higher temperatures, the MC additive’s wear-reducing properties are better manifested [
3]. Active oil-lubricating ingredients such as CaCO
3, MoDTC, or bismuth compounds generate chemically reactive tribolayers that can significantly reduce the coefficients of friction. Burbank and Woydt’s [
4,
5] analysis of sample surfaces using SEM-EDX and Raman spectroscopy confirm the existence of such generated stable chemical tribofilms.
AMCs primarily consist of metallic nanoparticles and complexes that rejuvenate surface characteristics, thereby reducing friction and wear in lubricated systems. Kaliany [
6] investigated SDS-stabilized magnesium-doped zinc oxide (Zn0.88Mg0.12O) nanoparticles and, using EDX, confirmed the presence of zinc, magnesium, iron, carbon, and oxygen on the steel surface. The effectiveness of Zn-based additives has also been noted by other authors. Studies by Fujita and Spikes [
7] and Gosvami et al. [
8] show that the zinc dialkydithiophosphate (ZDDP) additive forms a durable protective film, even with increasing contact pressure and temperature.
The well-known additives in tribology such as MoS
2 or CaF
2 nanoparticles can provide significant reductions in friction and wear due to their ability to adhere to metal surfaces. Bas [
9] observed that the CaF
2 additive exhibits more stable friction behavior, while the MoS
2 additive has better protective effects against scratches on the block surface.
The exploration of two-dimensional (2D) materials as sliding agents in lubricants signifies a transformative approach in tribology, enhancing the performance of lubricants at both the microscopic and macroscopic levels. As research progresses in this domain, various 2D nanomaterials—such as the already mentioned molybdenum disulfide (MoS
2), graphene, and hexagonal boron nitride (h-BN)—have demonstrated exceptional tribological properties, promising reductions in friction and wear in diverse applications. Liu [
10], in a review of 2D materials, summarized that the friction mechanism of those materials can be divided into interfacial and surface friction mechanisms. The first is influenced by temperature, load, size, stacking, defects, layer spacing, and the number of layers, while the other is influenced by the electron–phonon coupling effect, out-of-plane puckering and highlights that further research is required for achieving super-lubricity, optimization of various processes of the experiment, and preparation of functional 2D materials. Moreover, the efficiency of the tribofilms generated on metal surfaces from the 2D materials has been identified as crucial for mitigating wear under varying load conditions [
11,
12].
Other terms that are used much less often than revitalizer are servovitic layer or wearlessness. The process of lubricated multi-material friction couple can transfer the tribosystem to the stationary friction mode over time with low and ultra-low coefficients of friction and wear. In such a system, the wear products not only accumulate, but also, thanks to tribotransformations, new composites can be formed in the lubricating medium. Tribochemical reactions between substances in the lubricant and wear products can form transition films on the friction surface. In the studies by Kuzharov et al. [
13], such films are called servovite and surfing films. Servovitic films ensure the operation of tribosystems with high antifriction properties and can be called wearlessness and super-antifrictionality.
The mechanism that reduces friction and wear in previously analyzed works, when conditioners or 2D materials have been used to improve the properties of lubricants, is more related to the formation of strong absorption boundary films on friction surfaces. Most of the commercial lubricants are stronger or weaker in relevance to tribofilms, nevertheless, no clear evidence of surface regeneration or self-healing has been found.
The present study has been motivated by the need to empirically investigate the real effects of a commercially available revitalizing additive that contains a mixture of metal conditioners and two-dimensional (2D) materials. The most important objective has been to investigate how this multifunctional additive affects the tribological performance and physicochemical properties of a fully synthetic SAE 5W-30 engine oil under boundary lubrication conditions. The specific focus has been placed on measuring the additive’s effect on friction torque behavior across different timeframes and lubrication regimes, assessing the additive’s effect on wear, and characterizing the formation and stability of tribofilms, particularly regarding their composition.
2. Materials and Methods
2.1. Materials Used
For the experiment, fully synthetic engine oil ACEA C3 API SN/CF SAE 5W-30 and additive metal conditioner with 3rd generation revitalizer available on the Lithuanian market was used. The manufacturer recommends mixing 225 mL of the additive (package sold) with 3–5 L of oil. As recommended, the additive was mixed with oil in a ratio of 1 to 18. Samples were mixed using magnetic mixer/heater TechnoKartel (Kartell S.p.A.—LABWARE Division, Noviglio, Italy), mixing duration was 1 h, heating temperature was 50 °C. Experiments were performed using pure engine oil (PEO) and oil mixed with the additive (OMA).
2.2. Tribo-Tests Procedure
Tribological tests were performed using improved tribomachine based on the 4-ball friction testing device MAST-1 (ZIP, Ivanova, Russia), equipped with HR Data Logger and software for ADC-200 version 4 (Pico Technology Limited, St. Neots, England), temperature measuring device TC-08 for K type thermophore (Pico Technology Limited, St. Neots, Cambridge, UK), and Scaime BEF-1 (Scaime, Annemasse, France) force sensor with CPJ2S (Scaime, Annemasse, France) amplifier for data recording. In addition, 1000 chrome steel balls of 12.7 mm in diameter were used. Every set of test balls was cleaned with acetone using an ultrasonic bath VTUSC2 (Velleman, Gavere, Belgium). Tribotests with every set of samples were repeated three times. Few tests have been performed according to the test duration for samples of PEO and OMA: 1–2 h; 2–1 h with PEO plus 1 h with PMA, 3–5 h. There were two cases of test start temperature: room temperature (17 °C) and 50 °C (recommended that temperature of additive usage needs to be not less than +25 °C). Maximum pressure per contact was 1.44 GPa (150 N load was used). Rotating speed—1470 min−1.
2.3. Worn Surface Analysis
The optic microscope NICON ECLIPSE MA-100 (Nikon Instruments, Tokyo, Japan) equipped with NIS-Elements D4.10.00 software was used for wear scar analysis. The Hitachi S–3400N–II scanning electron microscope (SEM Hitachi S–3400N–II, Tokyo, Japan) equipped with a Bruker energy dispersive X-ray spectroscopy (EDS) XFlash 5040 QUAD detector (Bruker, Bruker AXS Microanalysis, Berlin, Germany) was used for chemical composition of wear scar surface.
3. Results
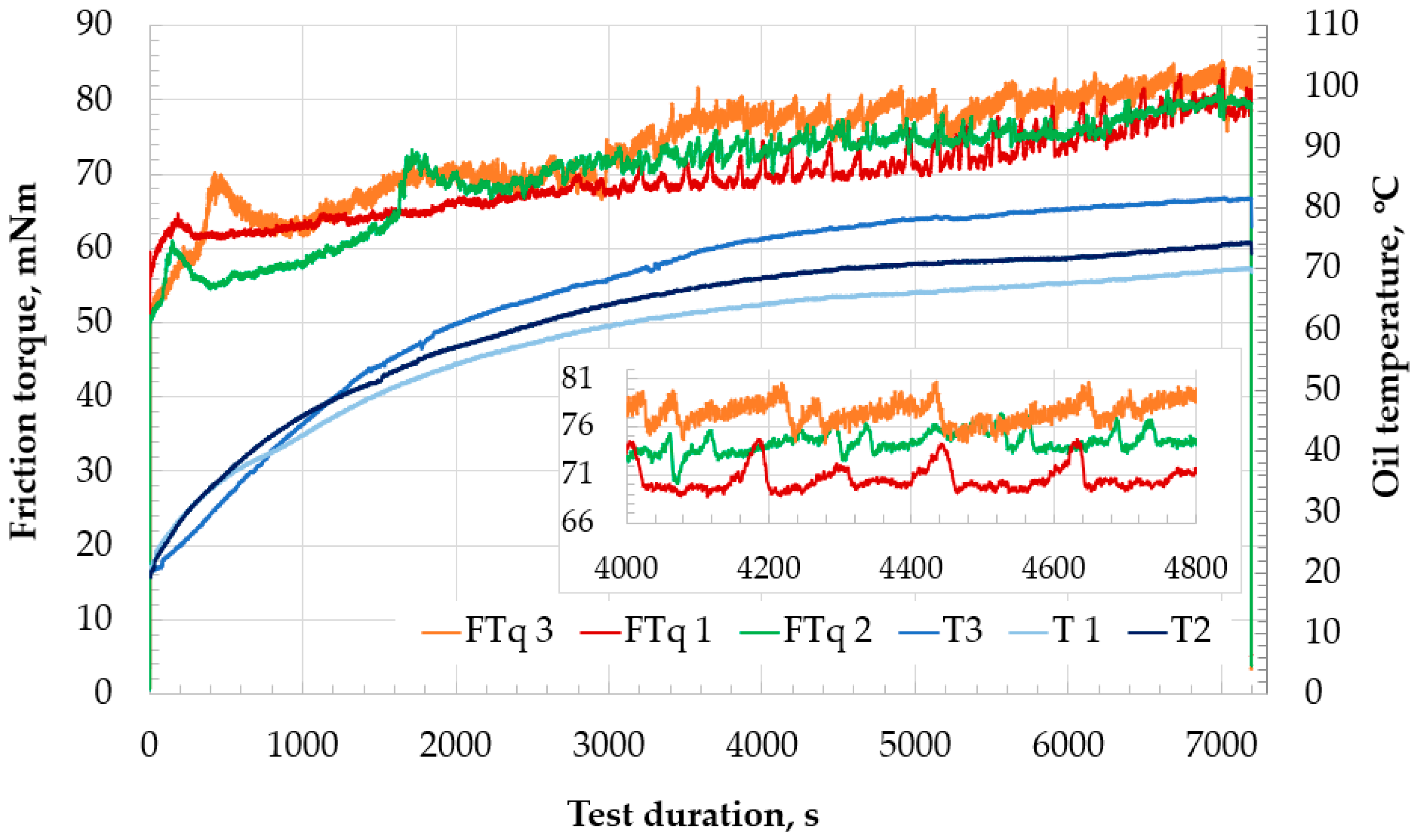
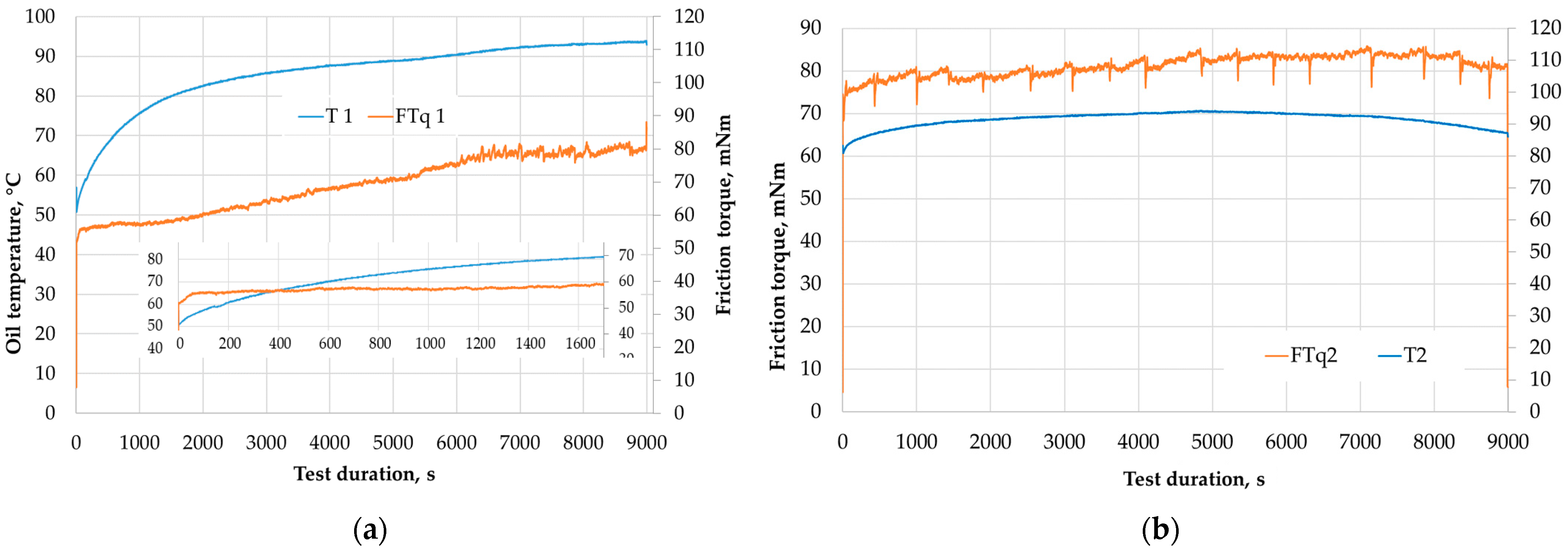
During the testing characteristics for the selected engine oil 5W-30, it was demonstrated that in practically all cases of repetition, in the period of 500 s from the test beginning the FTq rose then dropped significantly after gradually rising continuously. After about an hour of testing, a periodic variation in FTq appeared. The results are presented in
Figure 1. A clear dependence between FTq and temperature has been observed. In all three cases, the oil was at room temperature at the start of the test. The wear scar after the test (see
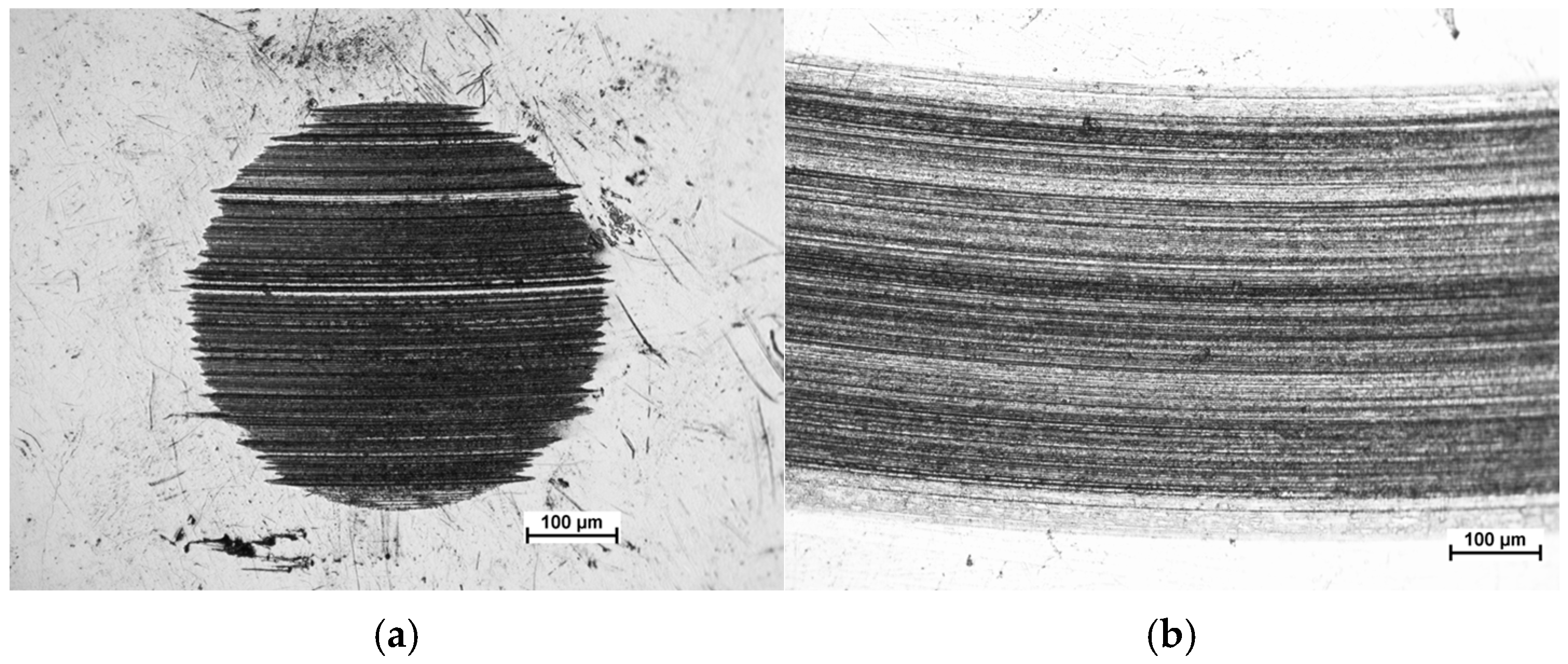
Figure 2) was densely and evenly scratched.
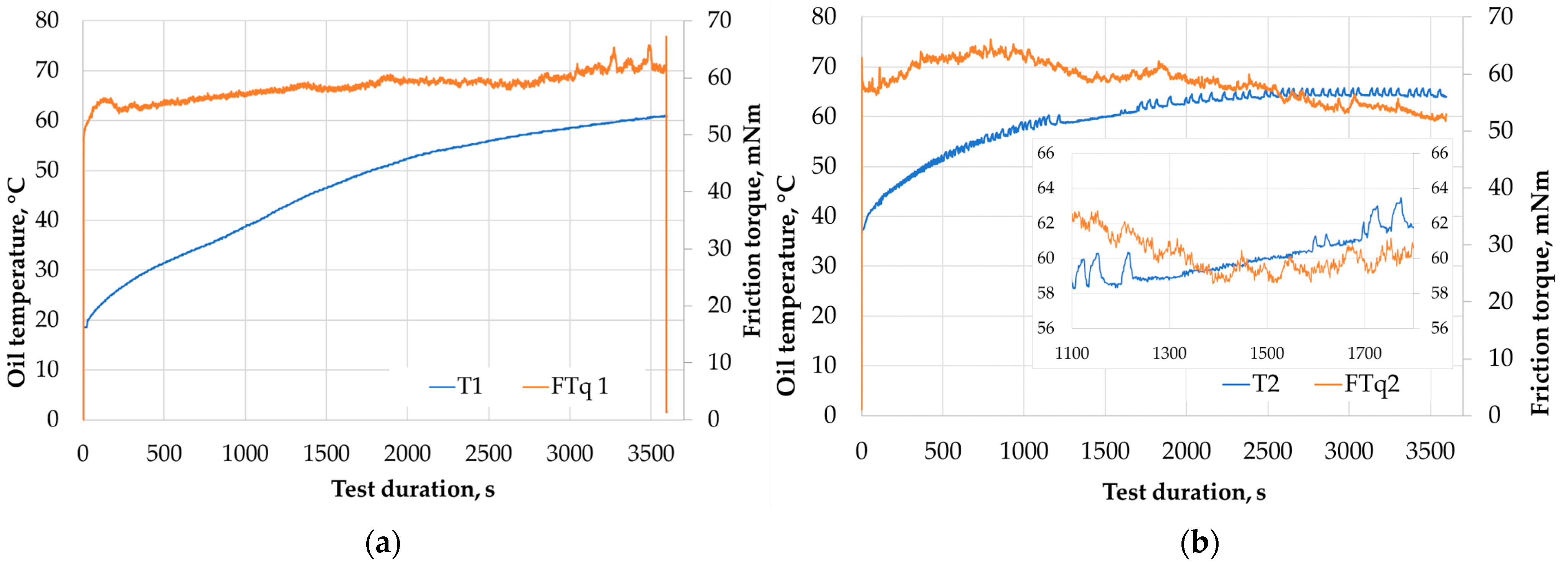
In
Figure 3, the results of the experiment are presented, illustrating when first hour of the experiment was performed with pure engine oil (PEO), as a surface pretreating, and extended for another hour with oil mixed with additive. Surface pretreating was used because oil additives like revitalizers are usually used to regenerate surfaces that are already somewhat worn. As was typical for the selected oil, the nature of the FTq was the same (see
Figure 1 and
Figure 3a). After adding oil with an additive into the tribometer reservoir and continuing the test further, the friction torque start value was the same as at the end of the first half of the test, then is increased for a while, and after approximately 15 min begins to fall unevenly (
Figure 3b).
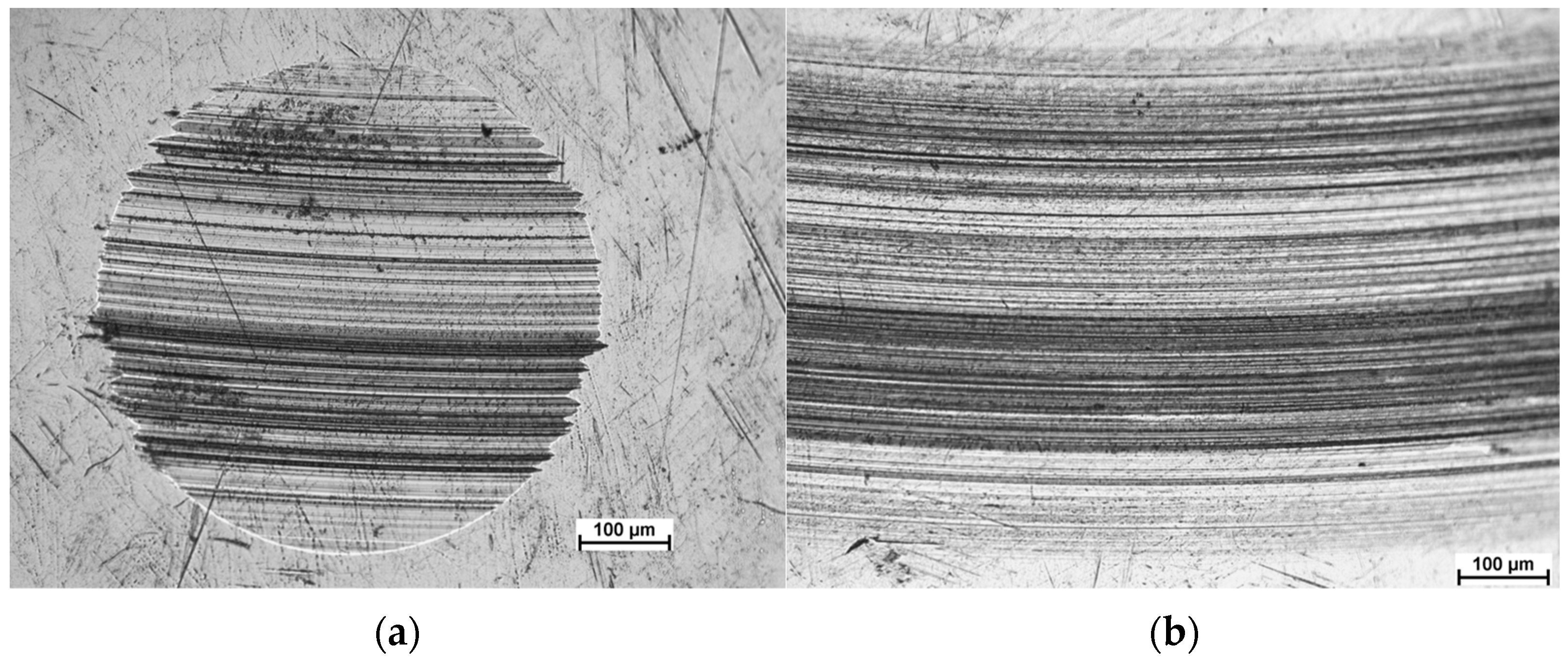
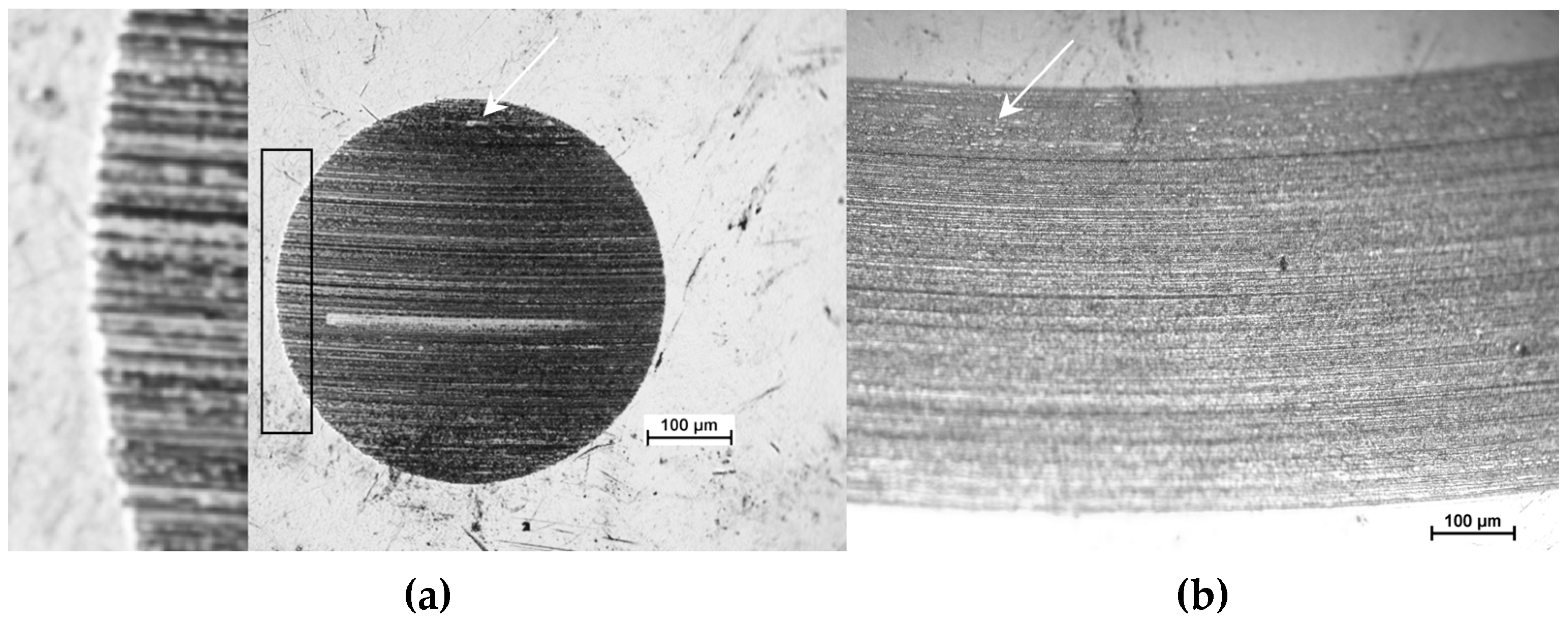
On analyzing the wear scars or trace on the balls (
Figure 4), there were no clear signs found that the revitalizer effect is occurring or that any protective layer or coating is forming. The character is more similar to those of abrasive wear, as in the case of wear in PEO. It can be seen that in comparison to the test with PEO (
Figure 2a), there are scratches of wear scars after OMA and the top and bottom of the scars are smooth. In addition, the wear scars were larger in diameter.
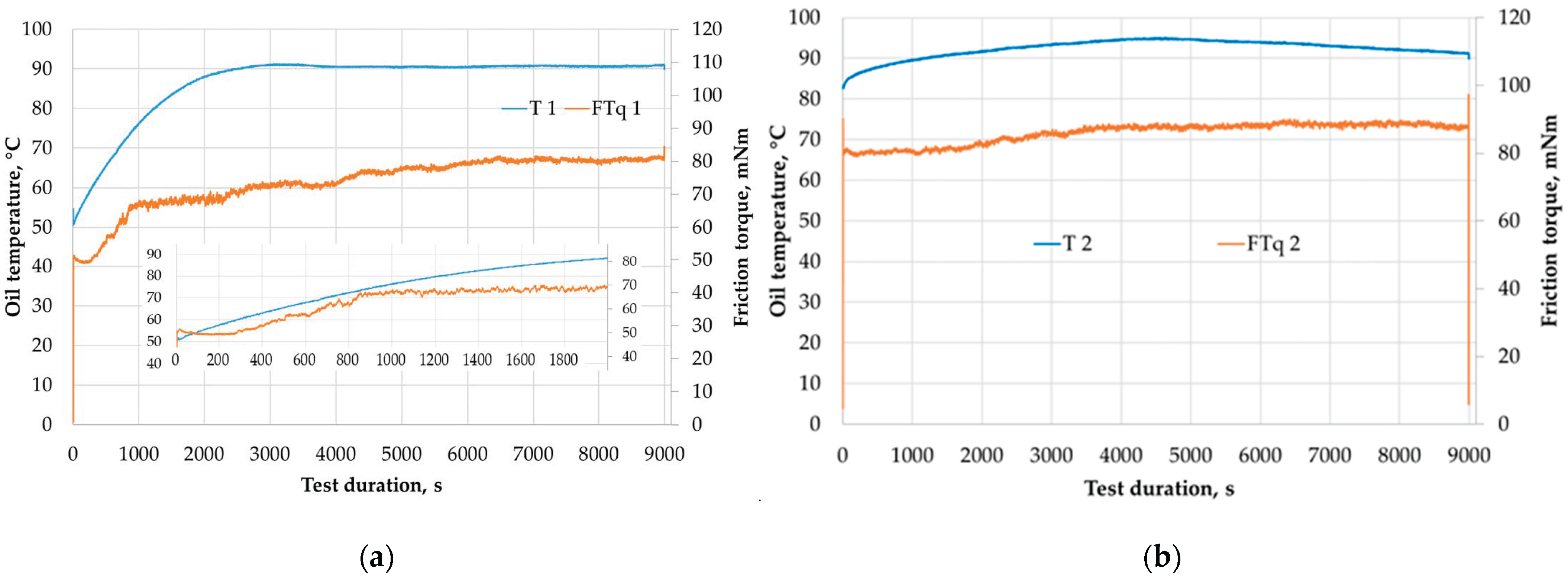
The graphs of the friction torque and temperature changes during 5 h tribological test of PEO are shown in
Figure 5. Before starting the wear machine, the oil was heated to 50 °C. The first thing that is remarkable is that unlike at startup, when the oil was at room temperature, the FTq remains steady for about 25–30 min. Then it starts to rise steadily, and only after about 90–110 min periodic FTq spikes appear (
Figure 5a). Continuing the test for another 2.5 h, the periodic nature of the FTq variation persists until the end of the test and after a quarter of the test time, the FTq no longer increases and even begins to gradually decrease (
Figure 5b). A clear relationship between FTq and temperature can be seen.
The surface of the wear spot shows continuous fine cuts over the entire area of spot running along the entire diameter (
Figure 6). If after 2 h of work the contour of the abrasion spot was jagged, then in this case, the contour line was smoother.
A similar 5 h test was performed using OMA. The FTq graph is shown in
Figure 7. The starting value of FTq, as in the PEO study, was practically the same (about 50 mNm). However, for the first 200–300 s (depending on the repetition), the friction moment even decreased, then it started to rise and after 800–1000 s, it become stable for a while and then periodically increased (
Figure 7a). Meanwhile, after 3/4 of the test time, the FTq reached a value of 88 mNm and remained so till the end of test.
As in the case of PEO, after 3/4 of the test time, it can be observed that the oil temperature begins to drop steadily (see
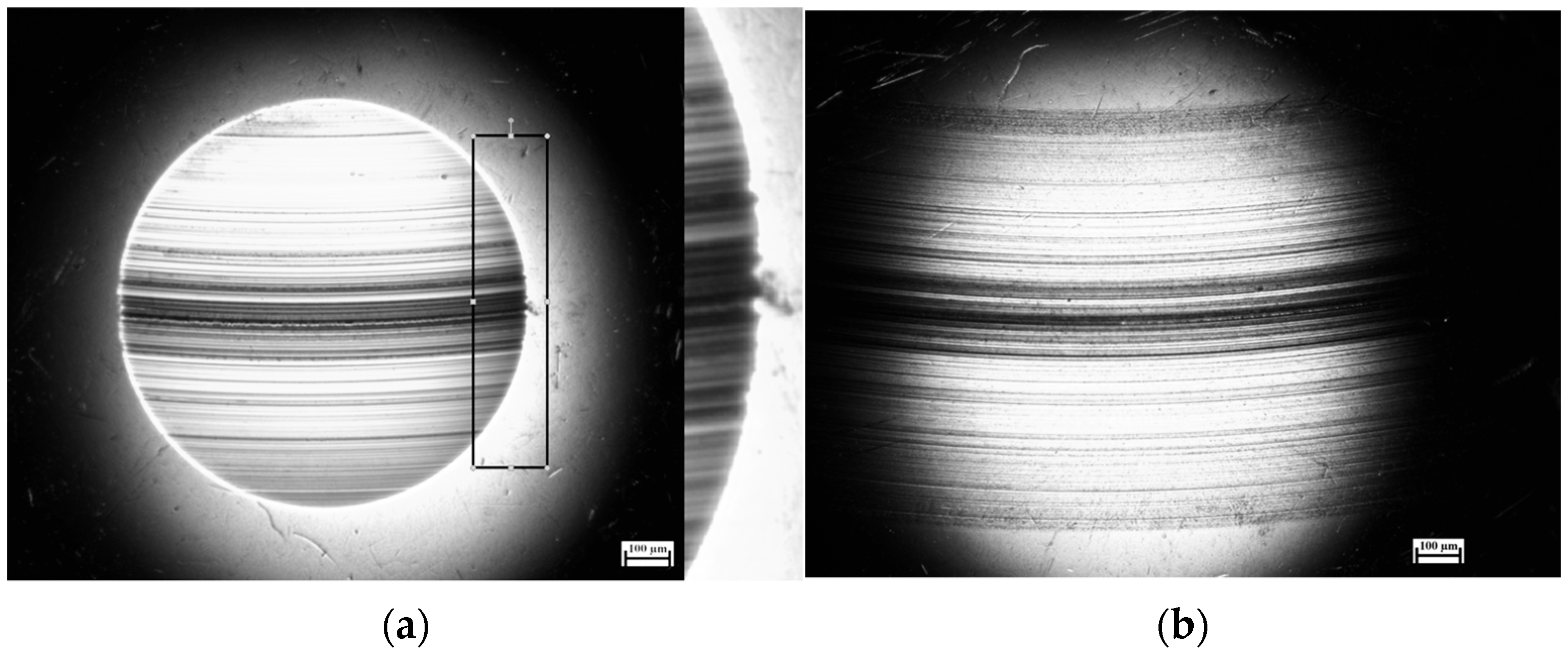
Figure 7b). The wear scars are presented in
Figure 8.
It is obvious that the wear spot is significantly larger. The characteristic “clean” sectors dividing the spot at the top and bottom are also clearly visible, as well as the more jagged edge in the central part than elsewhere (
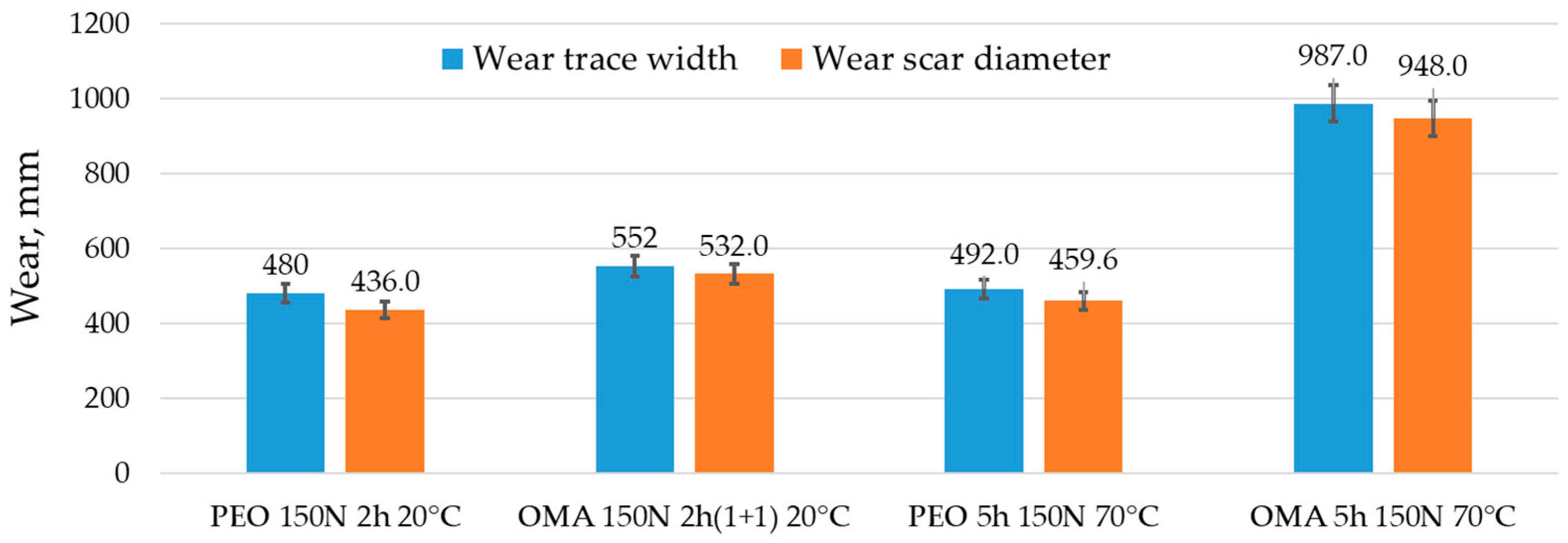
Figure 8a). The results of the wear track size of the balls are presented in
Figure 9. On analyzing the data, an interesting picture emerges.
The difference between the wear after 2 h and after 5 h of testing is 2–5%, when the pure engine oil was tested. When the balls were rotated for 1 h in PEO and then 1 h in OMA (2 h [1 + 1]), the average wear spot diameter was already 15–22% larger than after 2 h with PEO. After 5 h of testing with OMA alone, the wear spot grew by about 1.8 times compared to 2 h [1 + 1] and more than twice compared to 2 h of testing with pure oil.
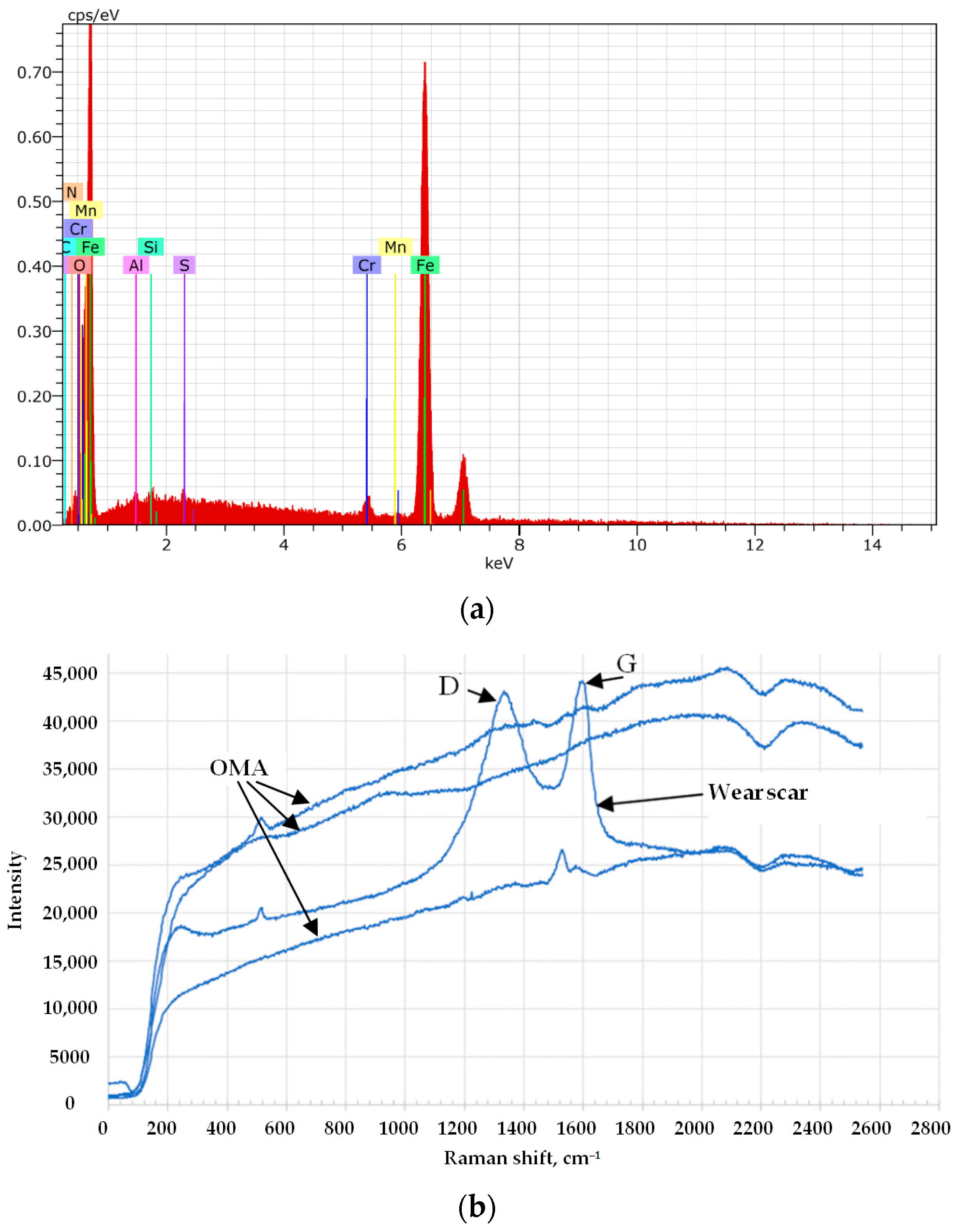
The SEM-EDS results of the wear scar surface of the ball after 5 h tribotest of MOA are presented in
Figure 10. The chemical composition of the surface does not indicate the existence of any special layer (
Figure 10 and
Table 1). It has been found that the content of nitrogen and sulfur was higher than in the case with PEO (
Table 1).
The Raman spectra show that in MOA and on the wear scar, there are some materials which are not usual for conventional engine oils (
Table 2). The most unusual and diagnostic feature in the spectrum is the presence of strong peaks between 2000 and 2100 cm
−1, which are not associated with typical hydrocarbon structures in base oils. This suggest the addition of nitrile-based surfactants, functionalized nanoparticles (e.g., graphene with polar tails), and advanced friction modifiers (like MoDTC or PANI NPs).
After the wear tracks analysis, additional short-term studies were conducted to assess the wear track initiation. Since the scratches on the surface of the wear spot were more like abrasion, it could be valuable to find out the reason.
Two tests were performed using the 4-ball test, with a load of 150 N. During one of them, the rotating ball was slowly rotated by hand 5 times back and forth at an angle of approximately 5–7 degrees. This was achieved using the following: 1. a set of dry, acetone-cleaned balls; 2. lubrication with 5W-30 oil with and without additives. The balls were also rotated for 2 min with 5W-30 oil with and without additives. Every test was repeated 3 times.
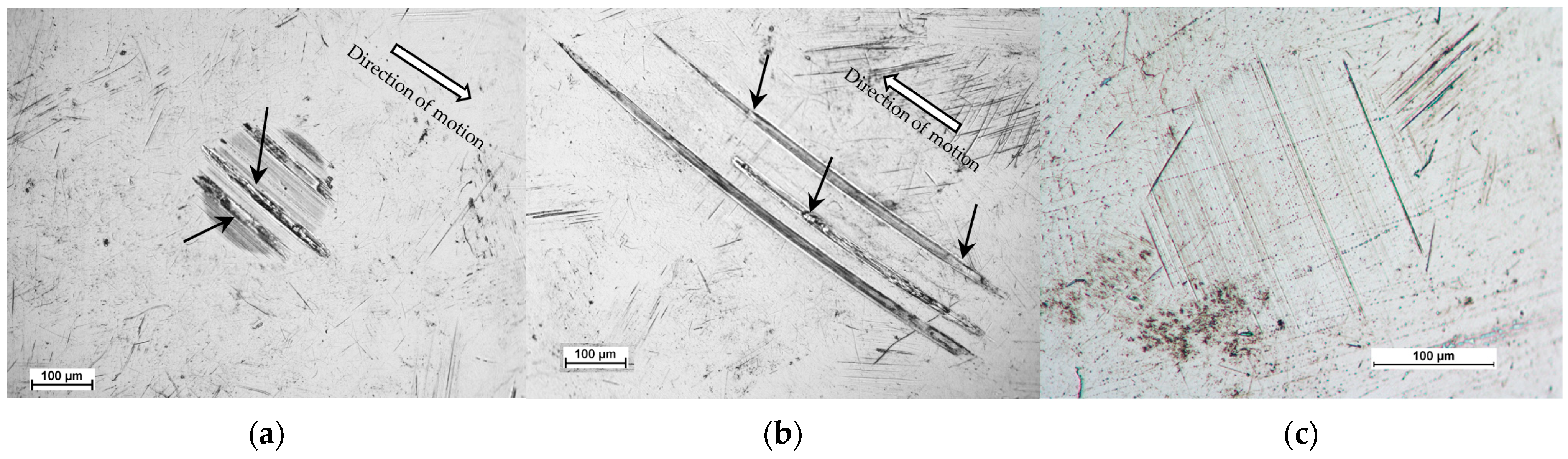
The wear scars of the 5 times spanned balls are presented in
Figure 11.
It can be seen that usually a few (mostly three or four) scratches appear. In the case of clean balls, on both balls every scrath has adhesion wear signs (
Figure 11a,b). If the surface has been oiled, its scratches are not significant, but there are more of them (
Figure 11c).
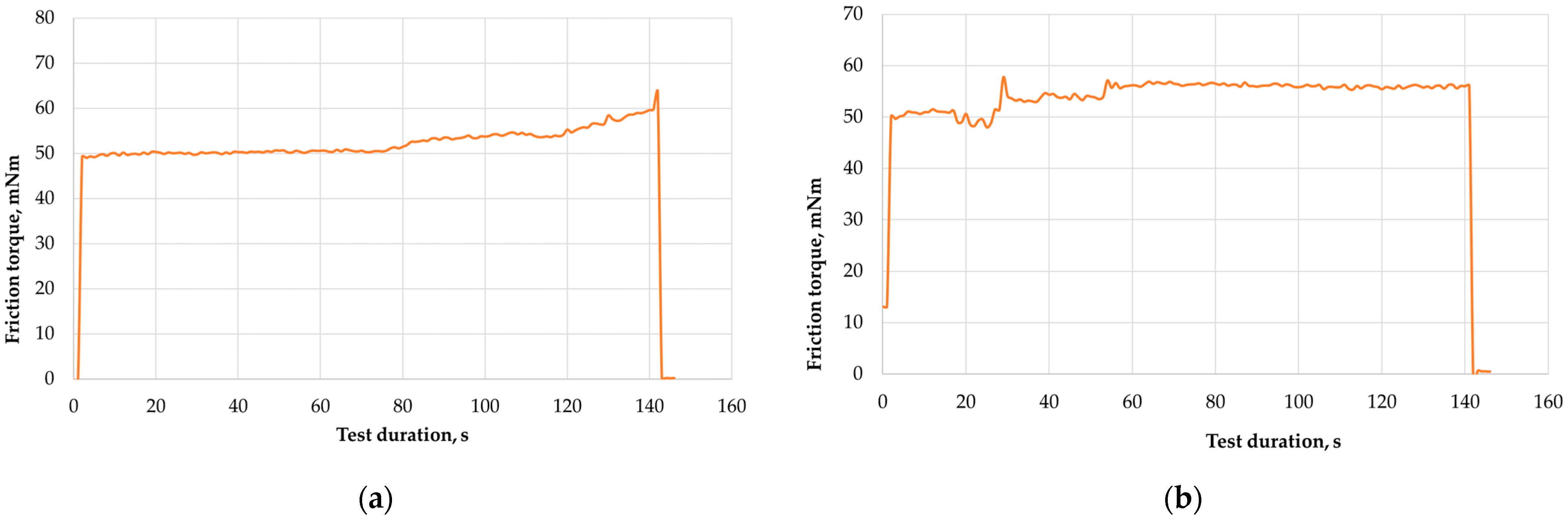
The friction torque changes during 2 min from start are presented in
Figure 12. When the ball is static, the boundary film of lubricant between the friction surfaces is minimal. Therefore, the very beginning of the test is important for the further formation of the wear track.
It could be noticed that the start in case of PEO is different from PMA. It takes from 60 to 100 s and friction torque (FTq) starts to rise. Whereas, when the oil contains an additive in first 20–80 s FTq starts “jumping” and then stay even. The wear scar on a stationary ball is presented in
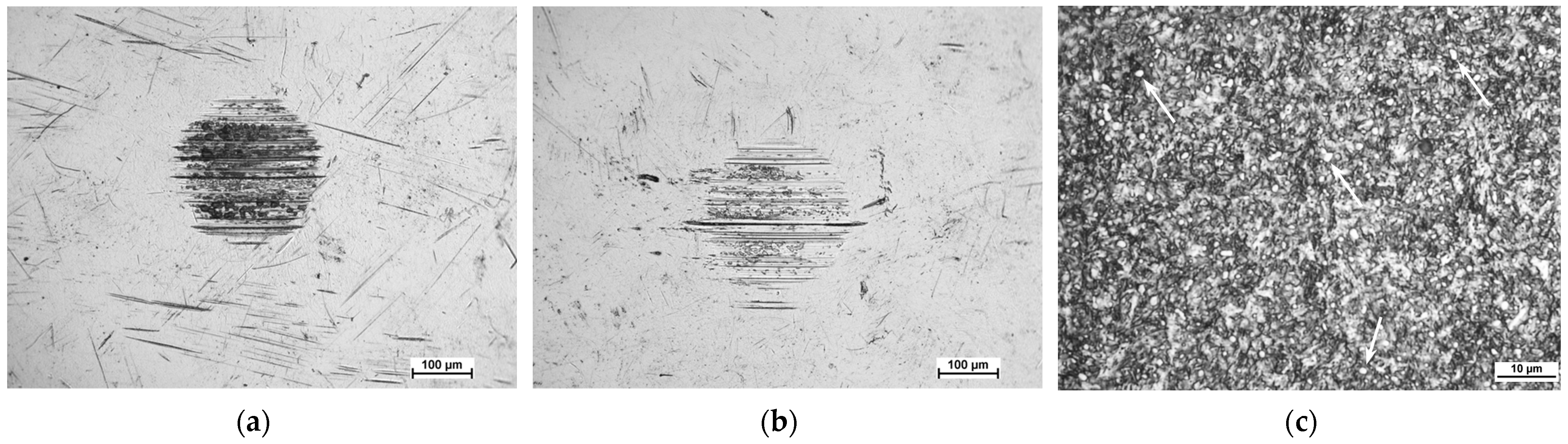
Figure 13.
The wear scars in both cases were the same in average diameter (240 μm). However, it can be seen that applying PEO, the abrasion marks are denser, while during application of OMA, a clear scratch is always visible at the center of the mark, and the spot itself is always brighter.
4. Discussion
The main aim of this study is to explain the impact of a revitalizer additive on the lubrication regime and surface interactions at a microscopic level. Emphasis is placed on the mechanisms by which the additive forms tribofilms, interacts with metal surfaces, and alters wear behavior. By combining surface characterization techniques with tribological testing, this study provides a comprehensive evaluation of the additive’s performance, offering insights into its potential applications in modern engine lubrication systems.
The research highlighted the following results:
- i.
The revitalizing additive used really affected the properties of the oil. The analysis in
Figure 1 shows that following lubrication with particular industrial engine oils, the initial run-up time of the contact surfaces is approximately 200–500 s. This results in the formation of a contact spot of a certain size, the area of which ensures the formation of a more stable layer of lubricant. At the beginning with a minimal contact area (up to 216 μm,
Figure 11), the boundary film is not thick or stable enough, especially in the central part of the contact where load values are higher [
14]. The friction moment increases intensively as the volume of the microelements of direct surface contact increases. Deformation of the microelements of direct contact harden and form cutting micro edges on the friction surface. Those micro edges scratch the contact zone of the balls which is clearly visible in the wear traces (see
Figure 2). Later, when the surfaces rub together (runs-in), a spot of a certain width is formed, in which, due to the movement of the ball, the phenomenon of hydrodynamic friction is more pronounced, and the direct contact factor decreases. Another phenomenon is possible in the contact zone, which is related to the structure of the bearing steel. The structure of 100Cr steel is characterized by the presence of residual spheroidal cementite (
Figure 13c). Loaiza et al. [
15] analyzed the changes in the microstructure of deformed bearing steel and found out that residual cementite decomposes under cyclic loading due to dislocation interactions, especially in high shear stress regions. This leads to the formation of ferrite microbands, and with continued cycling, white etching bands composed of equiaxed nano-ferrite grains. Grain coalescence within these bands forms coalesced nano-ferrite, resulting in softened zones due to reduced dislocation density and cyclic softening. Therefore, it could be concluded that the residual carbide grains (microspheres) act as an abrasive in actual contact. Over time, they degrade during cyclical deformation, forming softer zones that wear faster. The figure clearly shows the formed segments of deformed metal, which are displaced in the direction of movement (
Figure 11a,b). Such situation is in the case of completely dry friction, when the actual contact areas are relatively large and there is a high probability of adhesion phenomena between the contacting surfaces. In the presence of a lubricant film between the bodies, especially when it is unstable, an analogous phenomenon occurs during a contact of larger surface irregularities. During running-in, when the surfaces wear, such irregularities can become residual cementite grains or other harder structures as the softer phases around them (or those formed [
14]) wear out faster [
16]. This phenomenon will be studied in the future as it was not found in other descriptions of the 4-ball wear mechanism.
It should be noted that when oil temperature was measured, the thermocouple was approximately 15 mm from the contact zone, but was in contact with the housing, in which 3 balls are tightened. As a result, temperature fluctuations in the contact zone were reflected in the measurements with a corresponding delay. However, it could be observed that after 3000 s (see
Figure 1), phenomena begin to occur in the contact zone, which is reflected in the FTg curves. It may be explained by the fact that when the oil reaches a temperature of 50–55 °C, the reduced oil viscosity does not ensure a stable lubricating film. As it becomes thinner, the number of microcontacts increases. The phenomenon described earlier is occurring again. On the ball, some micro-edges grow more due to the scratching–deforming material shear or adhesion (FTq increases); having reached their maximum possible size, they are then cut off (FTq decreases). Of course, this is related to the quality of the engine oil, which can vary greatly in the regular market based on the manufacturer. The possibility of such a phenomenon can be observed by micro cuttings (see
Figure 2) on the surface of the wear spot. Comparing the above case with another test, when after an hour of wear with oil without additive (PEO) (see
Figure 3a) the test was continued with oil mixed with additive (OMA) (see
Figure 3b), it is unfortunate to see that the FTq character changes significantly. Although the periodic variation in FTq that has appeared when lubricating with PEO disappears, the character of the friction torque and temperature curves indicates that some processes are actively occurring in the contact zone. Up to 1000 s of the test, the FTq increases, it is most likely that the temperature “jumps”, and the changed chemical composition of the OMA affects the protective film formed before. Lubrication conditions change significantly and this is reflected in the temperature change curve (see
Figure 3b). From 1200 s to 1700 s, the temperature rises without jumping and the FTq curve stabilizes and then begins to gradually decrease. This indicates stabilization of the friction process in the contact. It can also be seen that the wear pattern using OMA differs from PEO. The scratches on the wear spot are coarser and more concentrated closer to the center of the spot (see
Figure 4) while scratches at the top and bottom of the spot, where the pressure is lower, are practically unnoticeable. This indicates that the OMA film separates the surfaces well at lower pressures. More detailed studies must be performed to ascertain which of the factors, tribochemical phenomena or tribomechanical phenomena, has a greater influence on such wear.
The 5 h test showed that following lubrication with PEA, the friction moment is unstable, even having a certain period. This indicates that the lubricant does not ensure the presence of a stable, strong boundary film between the friction surfaces as in the case with
Figure 1. It seems that PEO forms a uniform film over the entire contact area during long-term sliding as the scratches are fine and evenly distributed over the area, although traces of so-called slipping wear [
17] can be observed in the upper part of the spot (
Figure 6a). In the case of MOA tribotest, in general, the FTq was more stable and the value was slightly higher than when PEO was used. The practically constant friction torque during the first 300 s and its constant increase thereafter may indicate the presence of tribochemical processes and film formation. It may be clearly said that the wear spot is significantly larger and smoother (
Figure 8) and slightly larger scratches are visible in the central part of the spot. There are so-called medium- and low-pressure zones [
14]. It seems that the boundary film of MOA is less stable in the medium-pressure zone, and is quite strong in the low-pressure zone. Since there are no obvious traces of scratching, as in the case of PEO, a significantly larger but smoother wear spot may indicate that the tribochemical phenomena prevail when using OMA. During long-term testing, they stabilize and form a strong, stable protective film or, as the manufacturer claims, even a coating. Most likely, in the case of short-term testing, the formation of coarse scratches in the central part of the wear spot (
Figure 4) is more related to the tribochemical factor, which determines the formation of larger formations on the friction surfaces. Additional tests must be conducted to clarify the details. It is necessary to agree with Miyajima and his colleagues that “to analyze the structure and the forming mechanisms of tribofilms, therefore, different analysis techniques must be used in combination”, especially taking into consideration the type of material of the friction pair, its structure, and the properties of the lubricant [
18].
- ii.
As Raman spectrometry has shown, the revitalizer additive either supplements the oil with additives that are not characteristic of it, or those non-characteristic elements are formed during tribochemical reactions. For example, according Soltanahmadi [
19], amine-based organic friction modifiers have an influence on the chemical composition of tribo-reaction films and their formation kinetics, and can mitigate surface fatigue under certain conditions but also intensify wear. This is more applicable to metal conditioners, as these are usually active ingredients. Since the ratio of all additives in conventional motor oils is balanced, then additional additives can disrupt this balance.
In summary, this study provides a critical insight into the tribological performance of revitalizing additives based on AMCs, 2D materials, and multifunctional additives. While short-term benefits such as smoother friction torque transitions and surface smoothing were observed, no clear evidence of surface regeneration or self-healing was found. The wear was even greater when using a revitalizer. The results underscore the importance of rigorous tribometric testing, high-resolution surface analysis, and a deeper understanding of tribomechanics and tribochemistry when evaluating commercial claims of revitalization materials in lubricants.
5. Conclusions
The aim of this research was to investigate the effects of a commercially available revitalizing additive containing a mixture of metal conditioners and two-dimensional 2D materials on the tribological performance of a fully synthetic SAE 5W-30 engine oil. Analysis of the obtained results allowed the following conclusions to be drawn.
Analyzing the variation in the friction torque (FTq), it can be stated that the revitalizant additive stabilizes it over time. During lubrication with oil without the additive (PEO), the relatively stable FTq value, with a certain period of 490 s, fluctuated between 77 and 85 mNm—the fluctuation error was 8 mNm; meanwhile, following lubrication with oil with the additive (OMA), the maximum FTq limit was 89.5 mNm and an error of only 2 mNm, but no periodicity of fluctuation was observed.
The wear track analysis confirms these observations: after 1 h of wear, the wear spot during lubrication with OMA was 6% larger than when applying PEO (405 μm and 436 μm). This is practically the same as after 2 h of testing with PEO (436 mm) and after 5 h, when the wear diameter increased by only 12% in comparison to 1 h test using PEO. However, OMA application after 1 h of PEO exposure increased the wear diameter by 18% in comparison to 2 h of PEO. In the 5 h OMA-only tests, wear increased by 1.8 times compared to the 2 h hybrid test and by 52% compared to the 5 h PEO test. The conclusion is that the tribochemical factor is dominant when using the revitalizant additive.
However, surface analysis of the wear scar indicated no clear signs of regenerative layer formation. Although Raman spectroscopy and SEM-EDS indicate the possible presence of non-specific elements not typical of commercial lubricants such as nitrile-based additive friction modifiers, anti-wear compounds, and also sulfur or chlorine. Summarizing the results, it may be stated that a protective film is formed between the rubbing surfaces, influencing the friction parameters, but complex studies should be conducted to provide answers about its nature and wear intensity reasons.

 ,
, 


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}