3.2.1. Physical Properties: Viscosity and Density
From a physical perspective, the kinematic viscosity and density of the fluids exhibited negligible changes following the immersion test, as demonstrated by the data in
Figure 3 and
Figure 4. The observed variations remained consistently minor across all conditions.
Figure 3 presents the kinematic viscosity data, highlighting the limited magnitude of these changes. The average increase in kinematic viscosity was 0.98% for PAO4 (
Figure 4a) and 1.30% for POE (
Figure 4b). The most pronounced shifts occurred at lower temperatures (20–40 °C), where increases approached 2%. Although these changes are modest, they exceed the equipment’s reproducibility threshold of 0.35% and surpass the standard deviation of replicate measurements, indicating that the observed variations reflect genuine, measurable effects rather than experimental noise. The standard deviations for each measurement are represented in the plotted curves.
Figure 4 illustrates the density of the fluids, with average changes across the evaluated temperature range of 0.27% for PAO4 (
Figure 5a) and 0.19% for POE (
Figure 5b). All absolute density variations exceeded the equipment’s reproducibility limit of 0.1 kg/m
3, confirming that these changes are statistically significant and not attributable solely to measurement uncertainty.
These subtle alterations in kinematic viscosity and density are likely attributable to thermal degradation processes, as similar trends have been reported in prior studies [
8]. However, no discernible influence from contact with FKM was observed, suggesting that the changes are predominantly driven by temperature-related effects rather than interactions with the elastomer.
3.2.2. Thermal Properties
Thermal conductivity, a key parameter for heat transfer efficiency, was measured according to ASTM D7882, with a recommended threshold of 0.14 W/m·K at 40 °C for acceptable performance in EV applications [
31]. As shown in
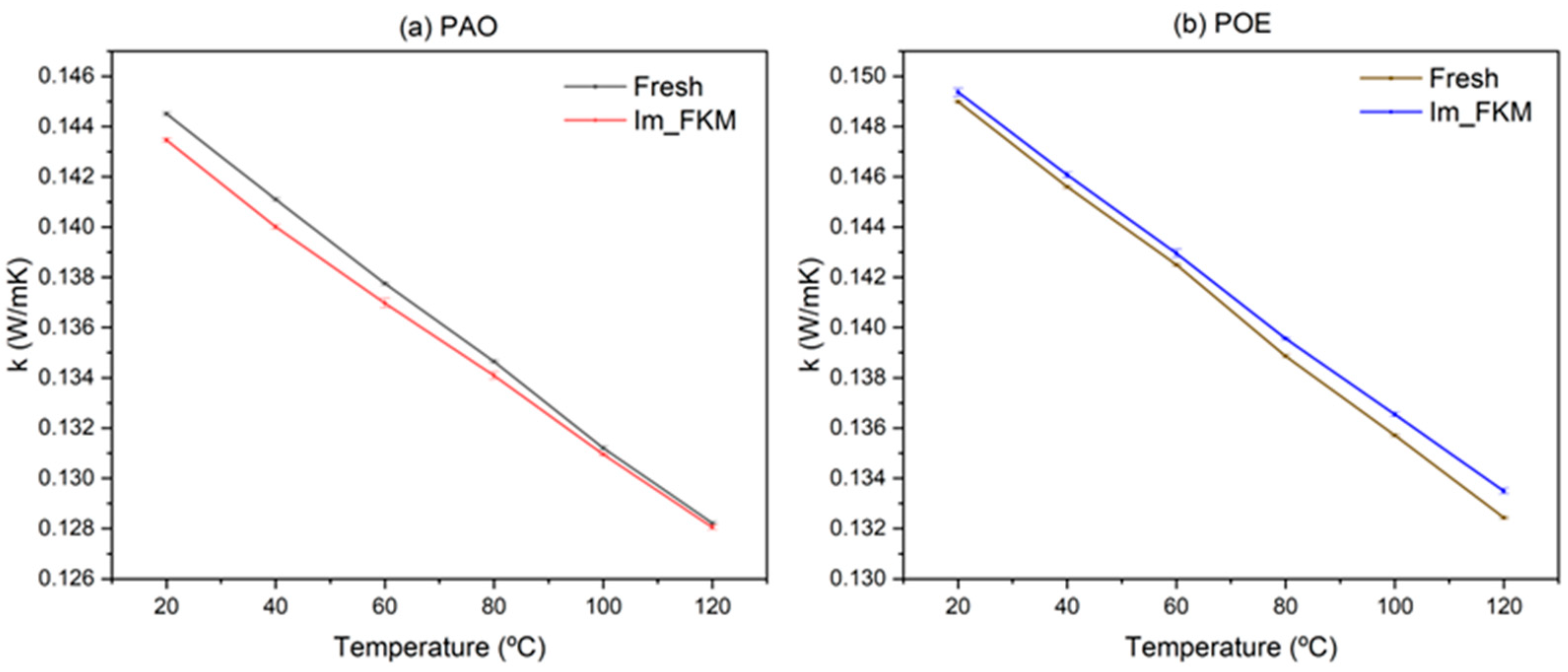
Figure 6, both PAO4 and POE exhibit thermal conductivities above this threshold at 40 °C.
Fresh PAO4 (
Figure 6a) has a thermal conductivity of 0.1411 W/m·K at 40 °C, decreasing to 0.1400 W/m·K after the test, a 0.78% reduction. Fresh POE’s thermal conductivity at 40 °C increases from 0.1455 W/m·K to 0.1460 W/m·K after the test, a 0.34% rise (
Figure 6b). The standard deviation of triplicate measurements for both fluids is approximately 0.001 W/m·K, indicating high measurement repeatability. However, with the equipment’s accuracy specified at ±2% (corresponding to ±0.0028 W/m·K at 0.14 W/m·K), the observed changes (e.g., −0.0011 W/m·K for PAO4; +0.0005 W/m·K for POE at 40 °C) fall within the measurement uncertainty. The minimal changes post-immersion suggest that both fluids maintain adequate thermal conductivity for EV cooling, with POE’s slightly higher values reflecting the influence of its polar ester groups.
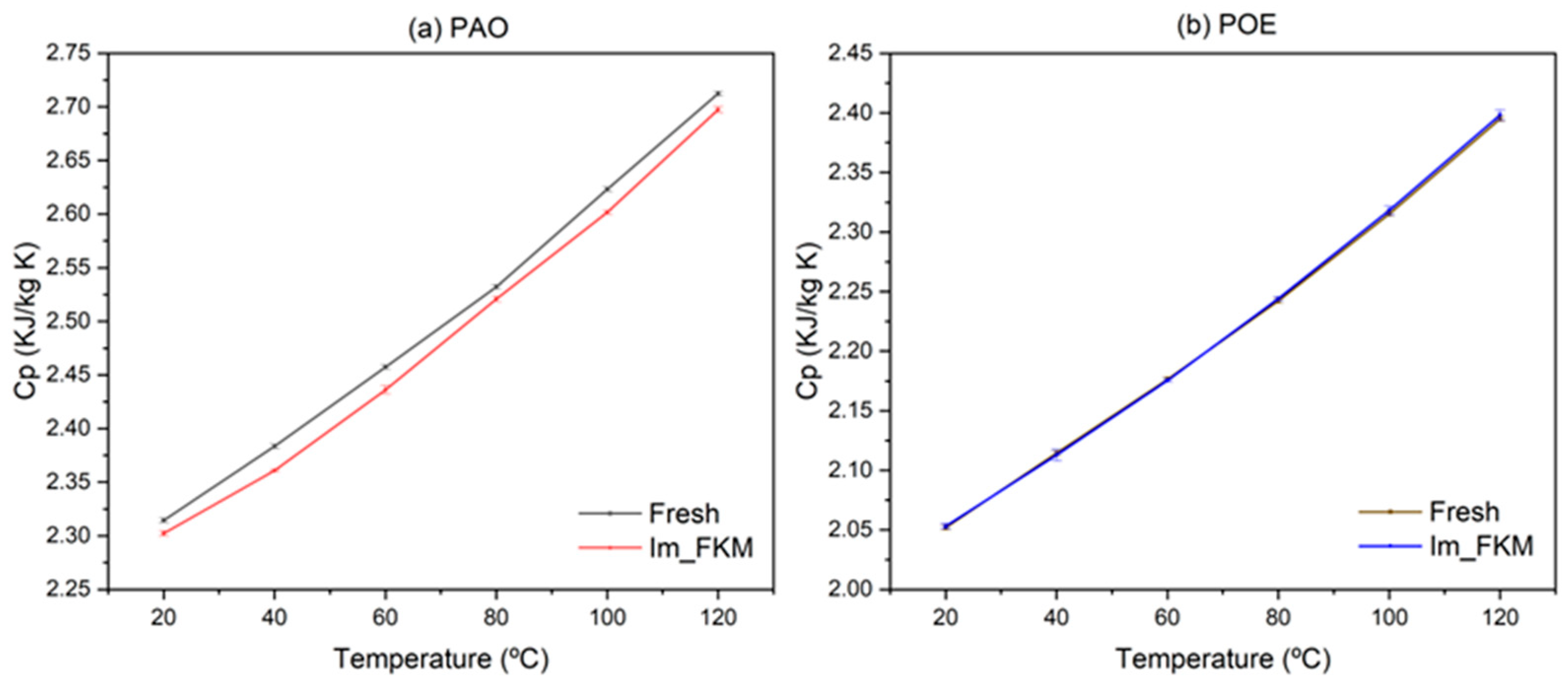
Specific heat capacity, which indicates a fluid’s ability to store thermal energy, was measured across 20–120 °C, as shown in
Figure 7. The average change in Cp over this range is −0.69% for PAO4 and +0.09% for POE (
Table 6), with a standard deviation of approximately 0.003 kJ/kg·K for triplicate measurements, indicating high measurement repeatability. Given the equipment’s accuracy for thermal conductivity measurements (±2%), a similar accuracy for Cp measurements would suggest an uncertainty of approximately ±0.046 kJ/kg·K for a typical value of 2.3 kJ/kg·K, which exceeds the observed changes (e.g., −0.0159 kJ/kg·K for PAO4). Thus, these variations are likely within the measurement uncertainty. For PAO4, the slight decrease may reflect minor thermal degradation, consistent with its stable chemical structure, while POE’s marginal increase may be influenced by moisture incorporation (water content rising from 154.4 ppm to 859.4 ppm,
Section 3.2.3), as water exhibits a high specific heat capacity. These results confirm that both fluids maintain their heat storage capabilities after the test.
To comprehensively evaluate the combined impact of physical and thermal properties on heat transfer performance, the Mouromtseff number (Mo) was calculated as a figure of merit (FOM) [
24]. The Mouromtseff number integrates density (
), thermal conductivity (k), specific heat capacity (
), and dynamic viscosity (
) into a single metric, defined as
Depending on the type of flow, laminar or turbulent, the values of the exponent change according to the following table (
Table 7):
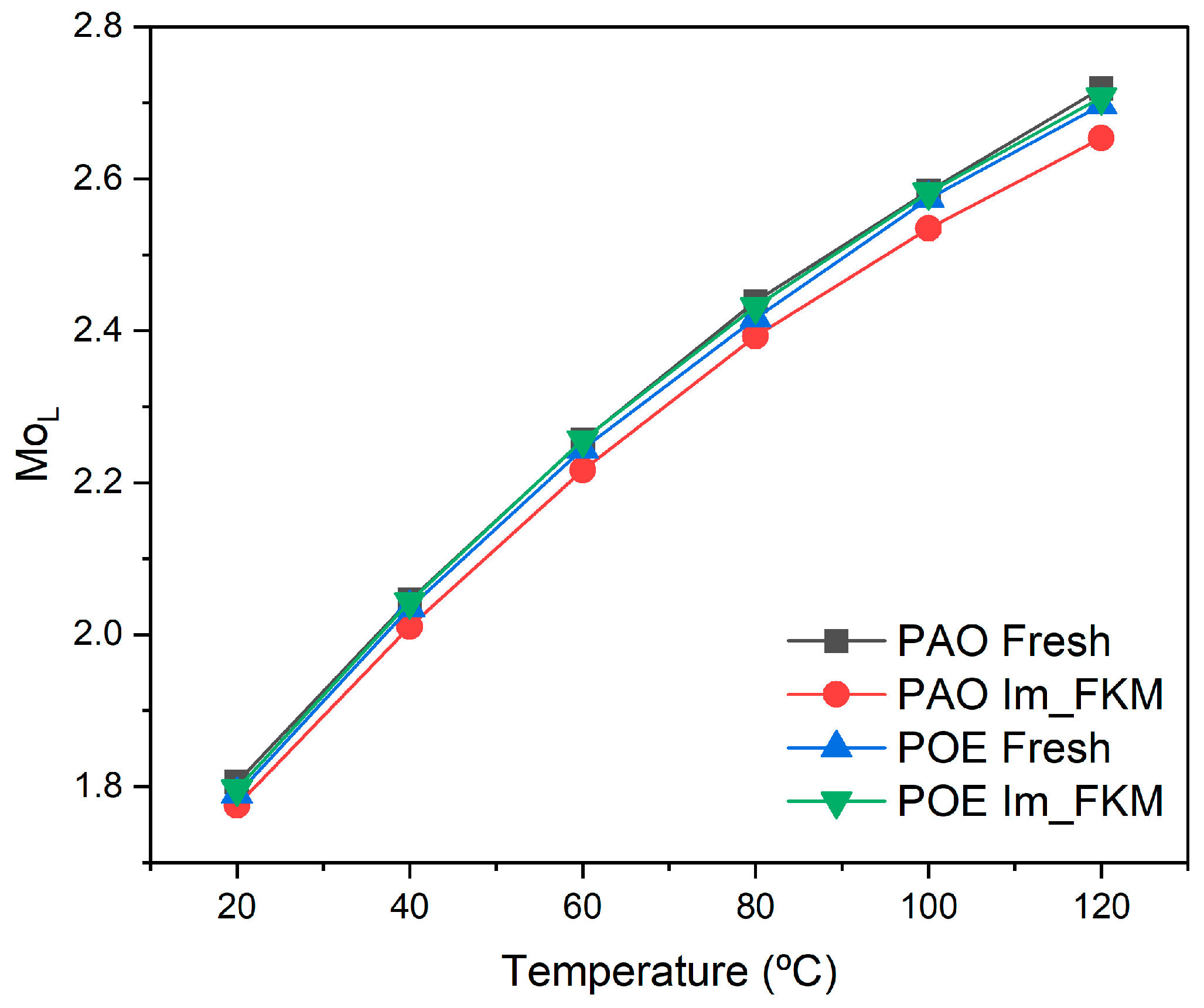
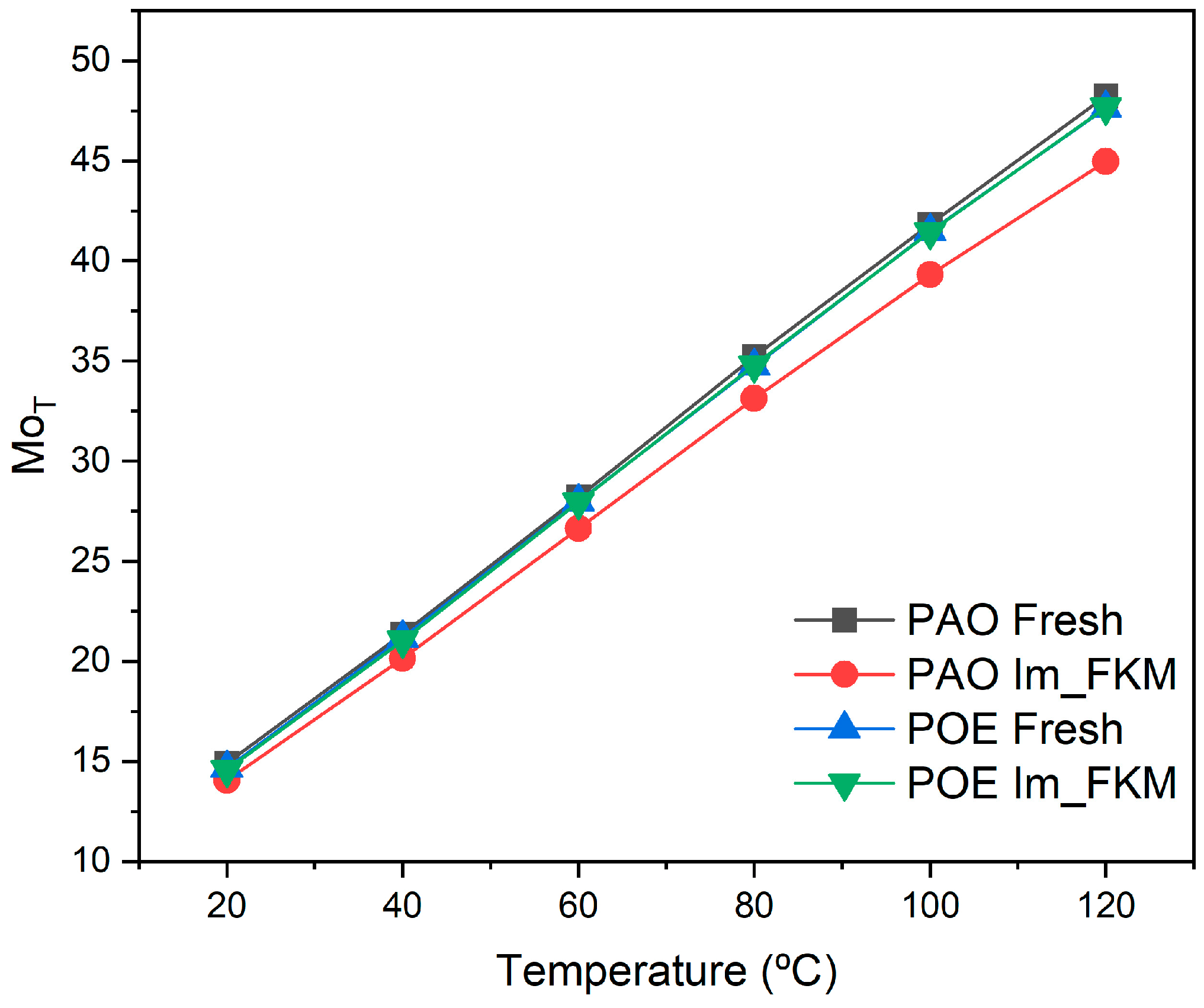
For a fixed geometry and flow velocity, the fluid with the highest Mouromtseff number achieves the greatest heat transfer rate [
24]. Using Equation (4), the Mouromtseff number was calculated for both fluids under fresh and post-immersion conditions across 20–120 °C, with results for laminar (MoL) and turbulent (MoT) flow presented in
Figure 8 and
Figure 9, respectively.
The average changes in MoL and MoT over 20–120 °C are summarized in
Table 8. For PAO4, MoL decreases by 2.80% and MoT by 6.67% after the test, reflecting the combined effect of a slight reduction in thermal conductivity and specific heat capacity, alongside increases in kinematic viscosity and density. These changes are consistent with thermal degradation, with no direct evidence of elastomer influence. For POE, MoL increases by 0.22% and MoT decreases by 0.20%. The minor improvement in MoL suggests that POE’s heat transfer performance under laminar flow conditions is slightly enhanced, possibly due to moisture uptake, while the small decrease in MoT indicates sensitivity to viscosity changes in turbulent flow.
3.2.3. Electrical Properties
E-thermal fluids in electric vehicles must exhibit robust electrical insulating properties to ensure passenger safety, protect battery and electronic components, and withstand the combined thermal and electrical stresses during operation. This study evaluated the resistivity, dissipation factor, and breakdown voltage (BDV) of polyalphaolefin (PAO4) and polyol ester (POE) before and after immersion testing with fluoroelastomer (FKM) to assess their stability and compatibility under conditions simulating EV thermal management systems.
The dissipation factor, which quantifies dielectric losses in a fluid as the ratio of energy dissipated to energy stored, represents the heat loss under an alternating electric field. An ideal dielectric fluid exhibits a dissipation factor near zero, indicating minimal energy loss. These losses are influenced by material polarity, temperature, and contamination, such as through moisture or degradation products. In EV applications, excessive dielectric losses can generate heat, counteracting cooling efficiency and potentially leading to insulation failure in high-voltage environments. For transformer oils under AC conditions, the dissipation factor is a critical performance indicator, with standards like IEC 60247 [
27] typically requiring values below 1% to minimize energy loss and ensure reliability. In DC battery systems, such as those in EVs, dielectric losses are less pronounced due to the absence of alternating fields; however, the dissipation factor serves as a sensitive, cost-effective indicator of fluid quality, enabling rapid degradation assessment using widely available methods [
31]. This dual role underscores its importance in immersion cooling, where fluid stability directly impacts thermal management and electrical safety over the battery’s lifespan.
The dissipation factor showed modest increases post-immersion, as depicted in
Figure 10. For PAO4, the dissipation factor rose from 0.14% (fresh) to 0.3% (post-immersion), while POE exhibited an increase from 1.0% to 1.2%. These increments suggest a slight elevation in dielectric losses, potentially due to thermal degradation at 120 °C or minor leaching of polar species from FKM into the fluid. PAO4′s low absolute values, remaining well below the 1% threshold, indicate a minimal impact on insulation performance and heat generation in EV systems. In contrast, POE’s higher baseline, attributed to its polar ester groups, and its post-immersion value, while still below critical levels for some applications, suggest greater susceptibility to degradation-induced losses.
Resistivity, a measure of a fluid’s electrical insulation capacity, displayed divergent trends post-immersion, as shown in
Figure 11. PAO4′s resistivity decreased from 19 GΩ·m (fresh) to 16.3 GΩ·m (post-immersion), a 14% reduction, while POE’s resistivity dropped from 5 GΩ·m to 0.32 GΩ·m, a 94% decline, rendering it nearly conductive. For PAO4, the modest decrease may result from minor oxidative breakdown or impurity accumulation, yet its post-immersion value retains sufficient insulating capability for EV applications. Conversely, POE’s severe resistivity loss indicates thermal hydrolysis or ionization of its ester groups, likely exacerbated by moisture absorption, compromising its insulating performance and correlating with its elevated dissipation factor. The inherently lower resistivity of ester oils compared to polyalphaolefins arises from their chemical polarity, attributed to C=O and C-O bonds, which facilitate charge transport more efficiently [
12]. To elucidate these changes, a water content analysis was employed.
The electrical properties of fluids are highly sensitive to water content, where even a minor increase can significantly reduce resistivity by enhancing ionic conductivity.
Table 9 presents the water content variations for PAO4 and POE before and after immersion testing. PAO4′s water content increased moderately from 62.9 ppm to 102.6 ppm, while POE’s exhibited a substantial increase from 154.4 ppm to 859.4 ppm. For PAO4, the modest resistivity decrease aligns with its moderate moisture increase, maintaining its insulating capability. POE’s severe resistivity loss, however, correlates with its significant water uptake, suggesting that moisture—potentially from FKM leaching, hydrolysis, or humidity absorption—enhances ionic conductivity, particularly given POE’s polar structure. According to Daccord [
24], a minimum fluid resistivity threshold of 0.2 GΩ·m is typically required for immersion cooling applications, even for polluted or end-of-life fluid. Although this study does not replicate end-of-life conditions, POE’s post-immersion resistivity (0.32 GΩ·m) approaches this limit, raising concerns regarding its long-term reliability in EV systems.
At the molecular level, POE’s ester groups (R-COO-R’) are susceptible to nucleophilic attack by water molecules under thermal stress, leading to hydrolysis.
The resulting carboxylic acids (R-COOH) and alcohols (R’-OH) are polar and can dissociate into ions in the presence of water, increasing the fluid’s ionic content. Additionally, water itself (with a high dielectric constant) enhances ion mobility, further reducing resistivity. FKM may contribute trace moisture or polar species during immersion, but the primary driver appears to be POE’s inherent susceptibility to moisture absorption due to its polarity, as evidenced by the water content data.
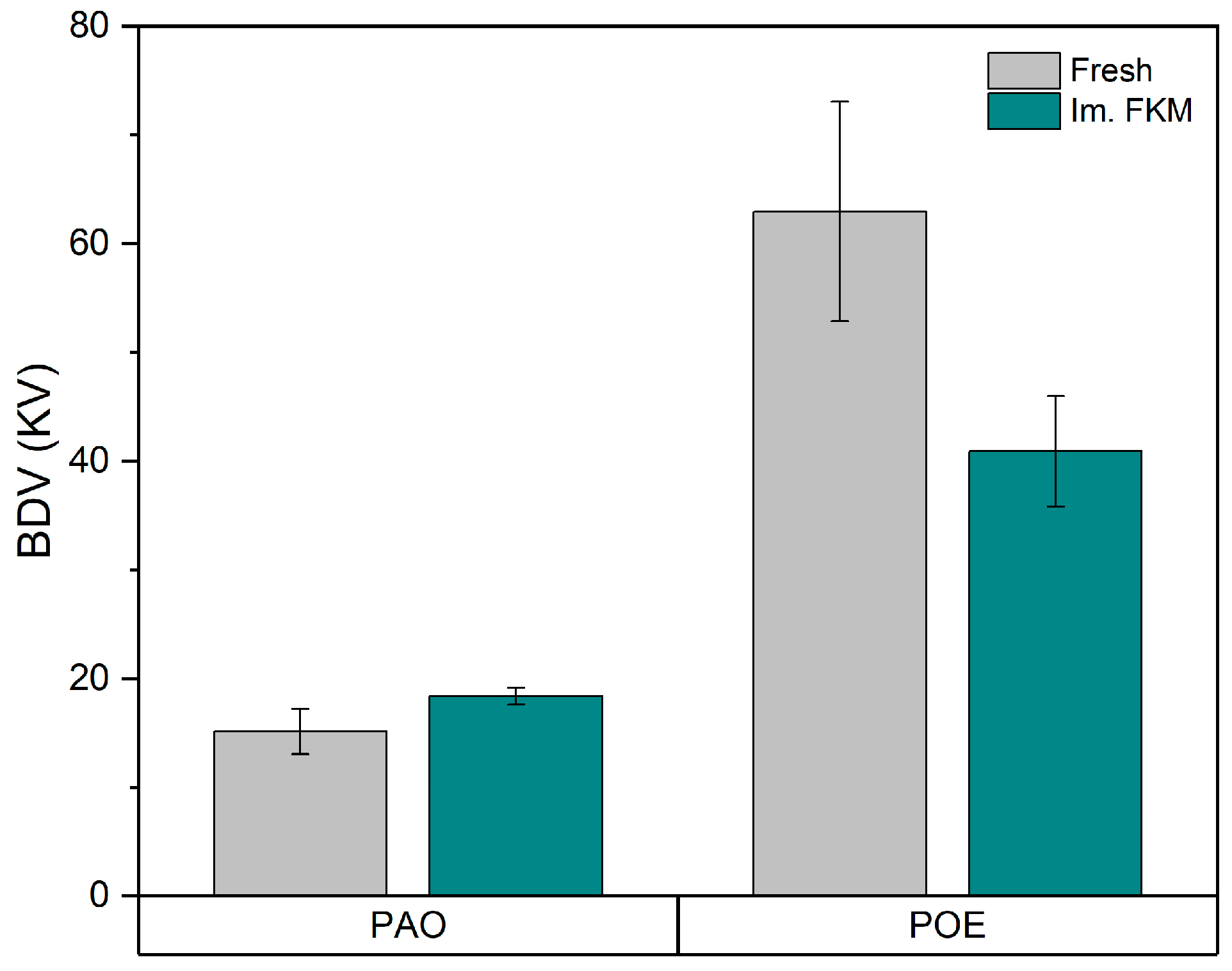
Breakdown voltage (BDV), which indicates the voltage at which a fluid fails as an insulator, further highlighted these differences, as shown in
Figure 12. PAO4′s BDV increased from 15.2 kV (fresh) to 18.4 kV (post-immersion), a 21% improvement, possibly due to the volatilization of impurities during thermal exposure, enhancing its dielectric strength, consistent with the results of prior studies [
8,
24]. Conversely, POE’s BDV decreased from 62.9 kV to 40.9 kV, a 35% reduction, aligning with its diminished resistivity and increased dissipation factor. POE’s high moisture level (859.4 ppm) and oxidation products likely reduced its dielectric strength by increasing the ionic pathways. While POE’s post-immersion BDV is still higher in comparison to that of PAO, which is better for this application, its significant decline suggests vulnerability to moisture-related thermal stress, impacting the safety and efficiency in DC battery systems over time.
These electrical property changes have significant implications for EV immersion cooling applications. PAO4 demonstrates commendable stability, with maintained resistivity above industry standards, a low dissipation factor indicating minimal dielectric losses, an improved BDV, and a minimally altered FKM surface (
Section 3.2.2), making it a robust choice for systems requiring consistent electrical insulation, such as battery packs or motor windings. POE, despite its initially higher BDV, exhibits substantial degradation of resistivity and BDV, with a higher dissipation factor, extreme water uptake (859.4 ppm), and a degraded FKM surface (roughness and precipitates), signaling significant reliability concerns for DC battery cooling, where fluid and seal stability are critical over extended operational periods. Future research could explore the addition of moisture scavengers or antioxidants to POE to mitigate water uptake and hydrolysis, reducing dielectric losses and improving FKM compatibility, thereby enhancing its viability for EV applications.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}