Wear Characteristics and Optimization Measures of Disc Cutters During Large-Diameter Slurry Tunnel Boring Machine Advancing in Soil-Rock Composite Strata: A Case Study


Abstract
1. Introduction
2. Project Overview
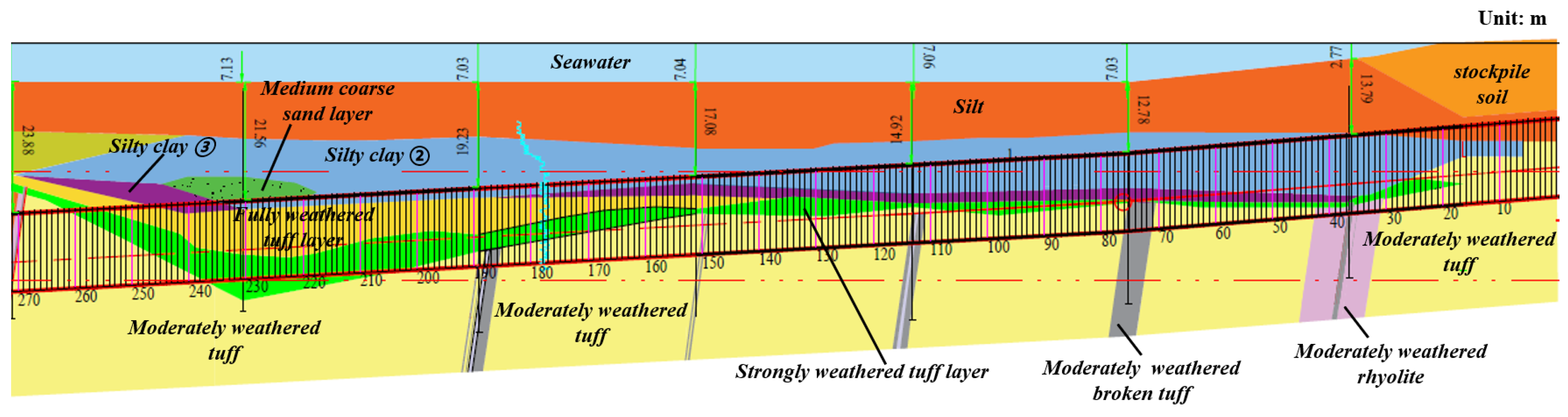
2.1. Engineering Geology
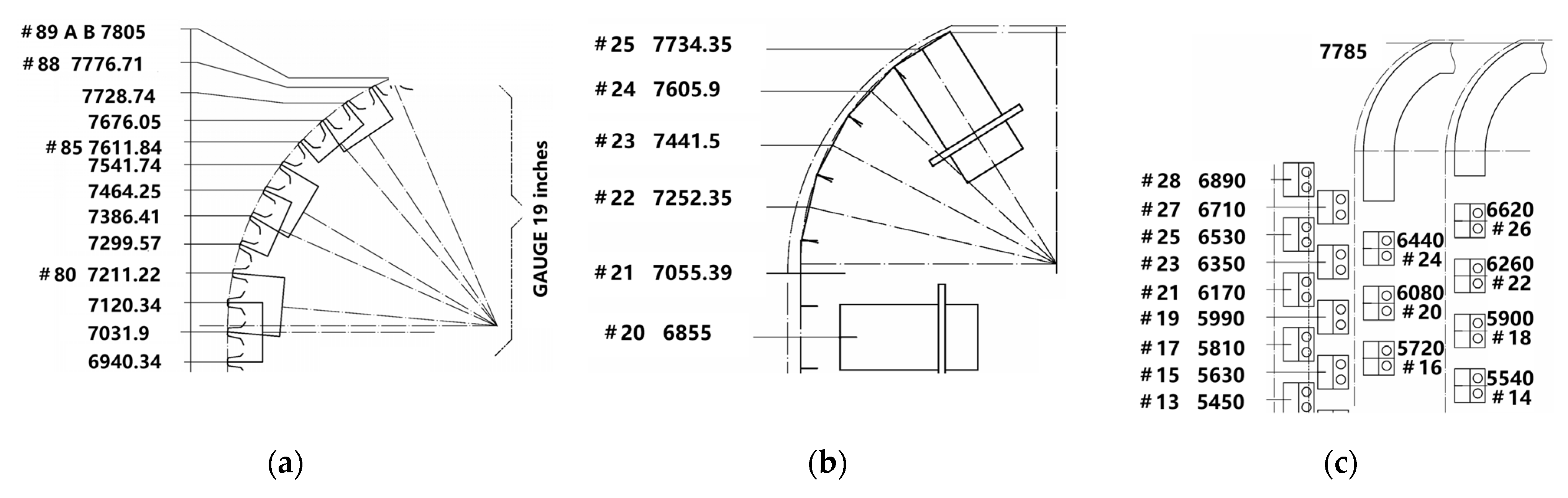
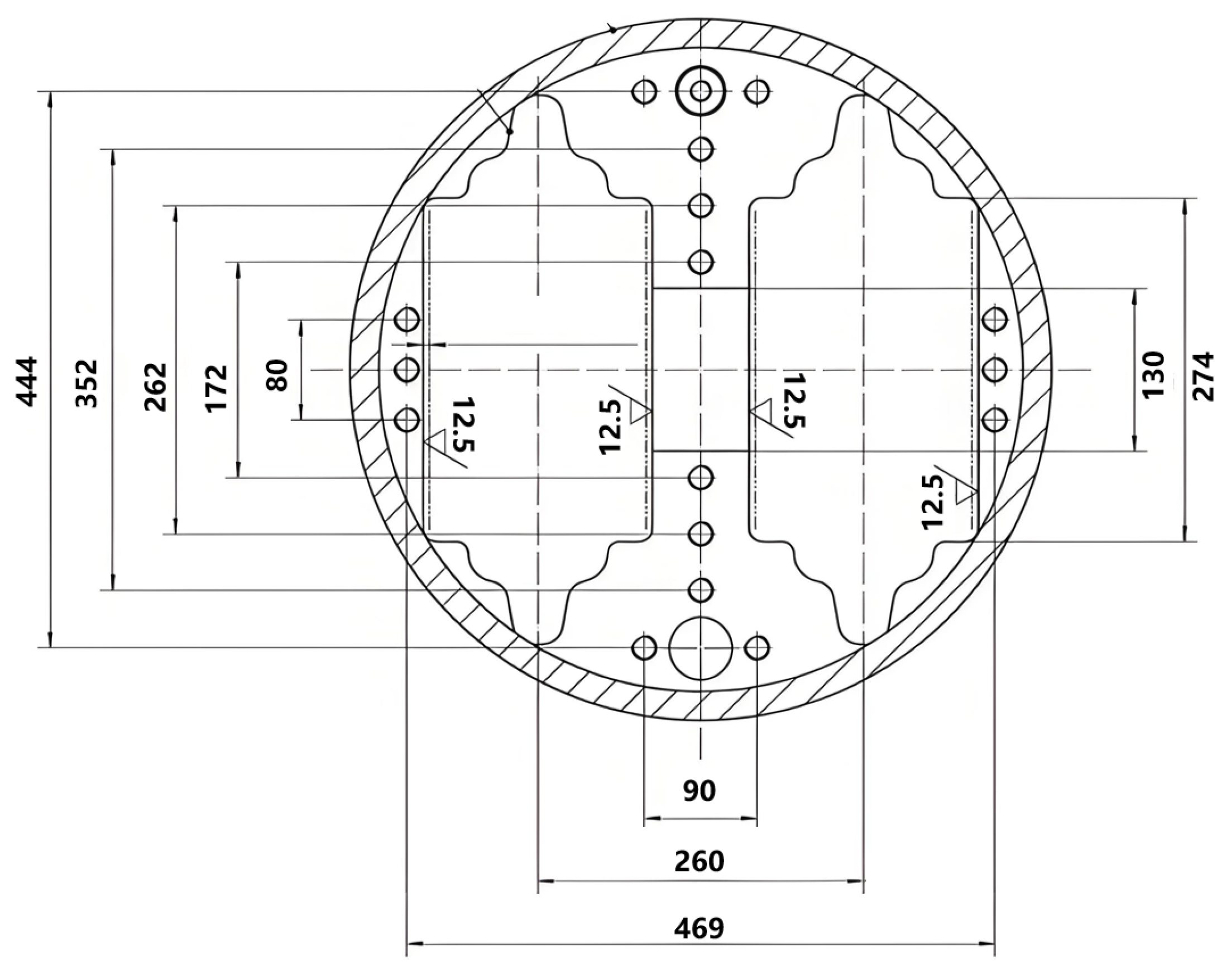
2.2. Cutter Configuration and Main Parameters of Slurry TBM
3. Wear Characteristics and Patterns of Cutters on Large-Diameter Atmospheric Cutterhead
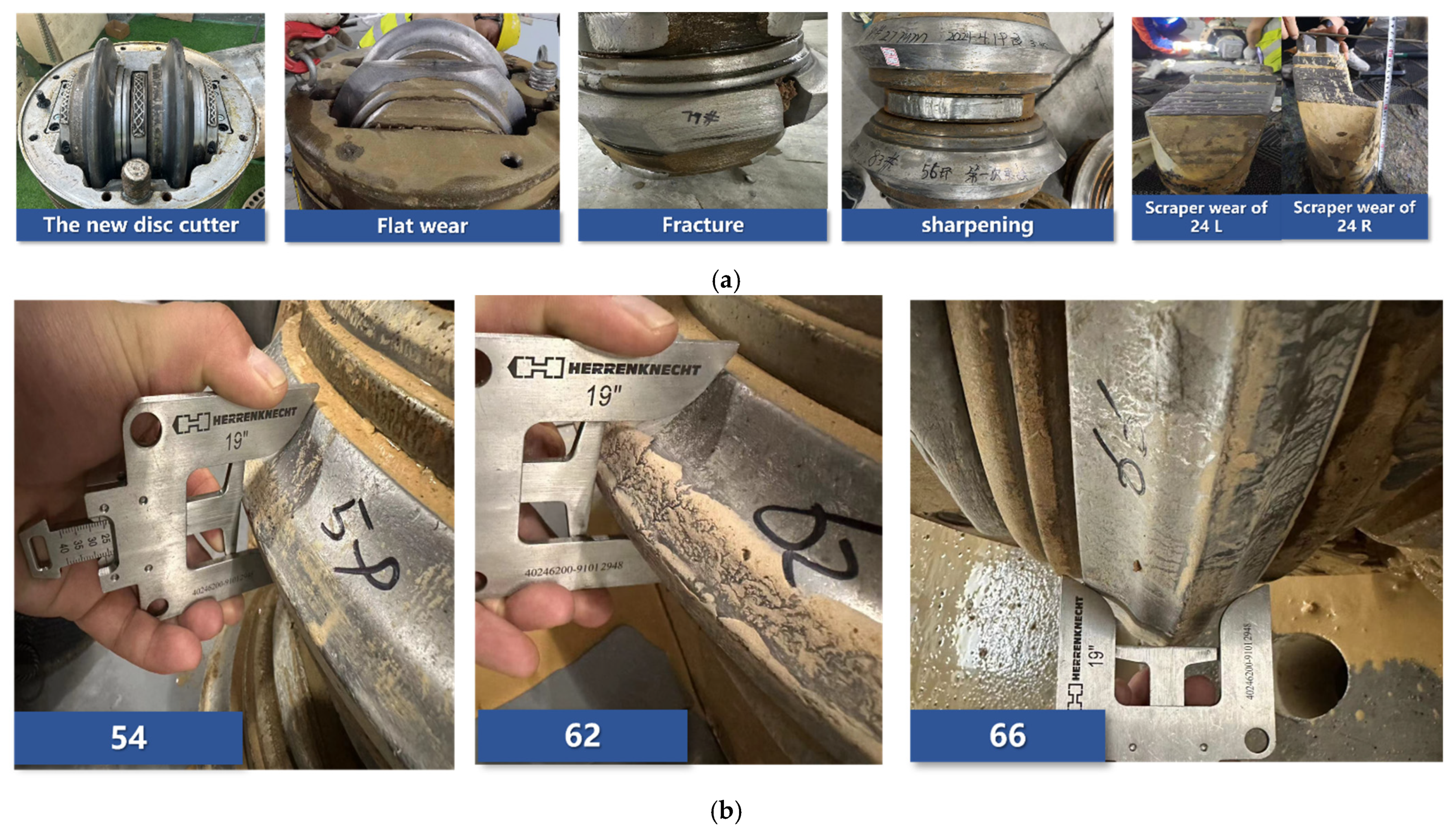
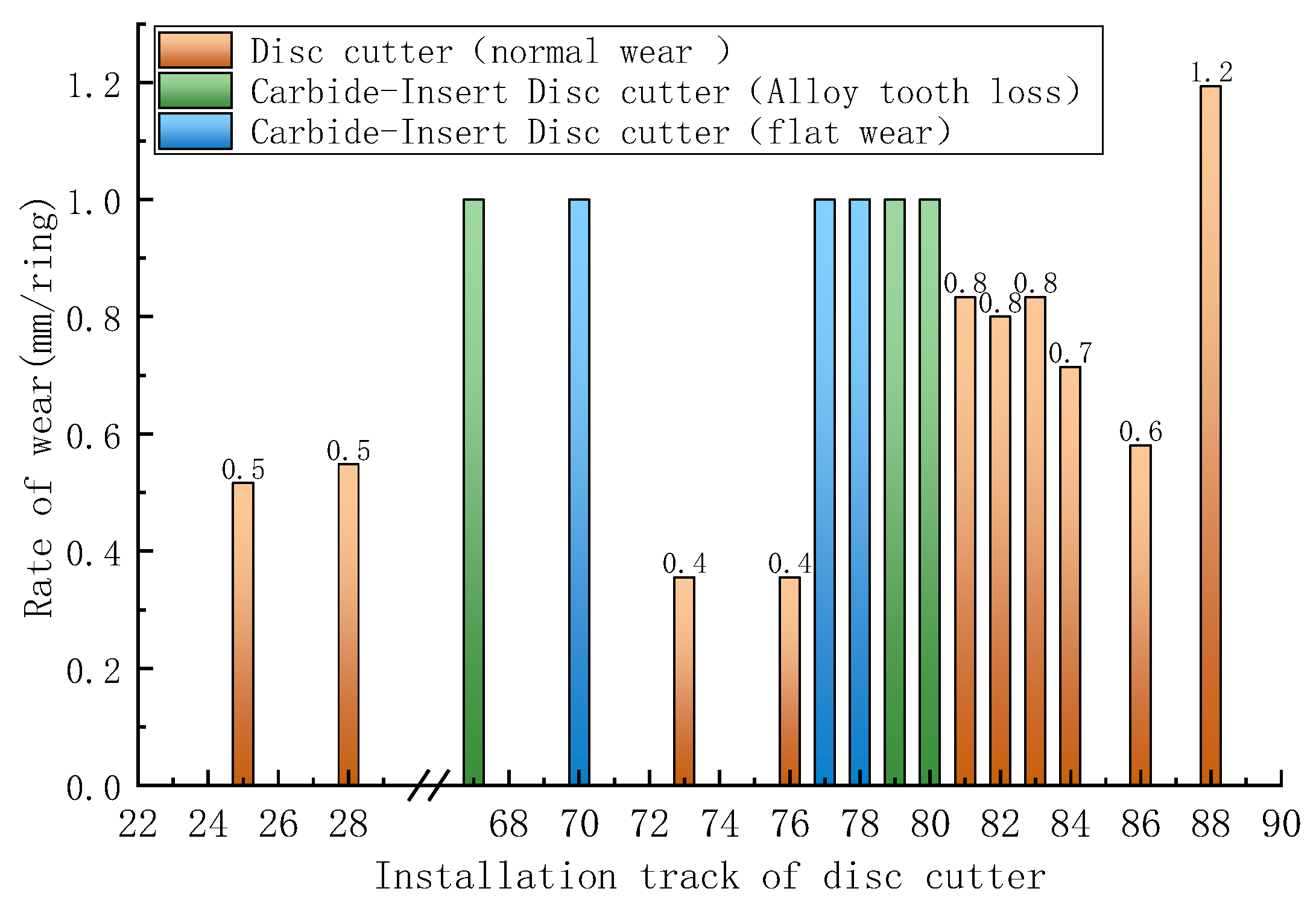
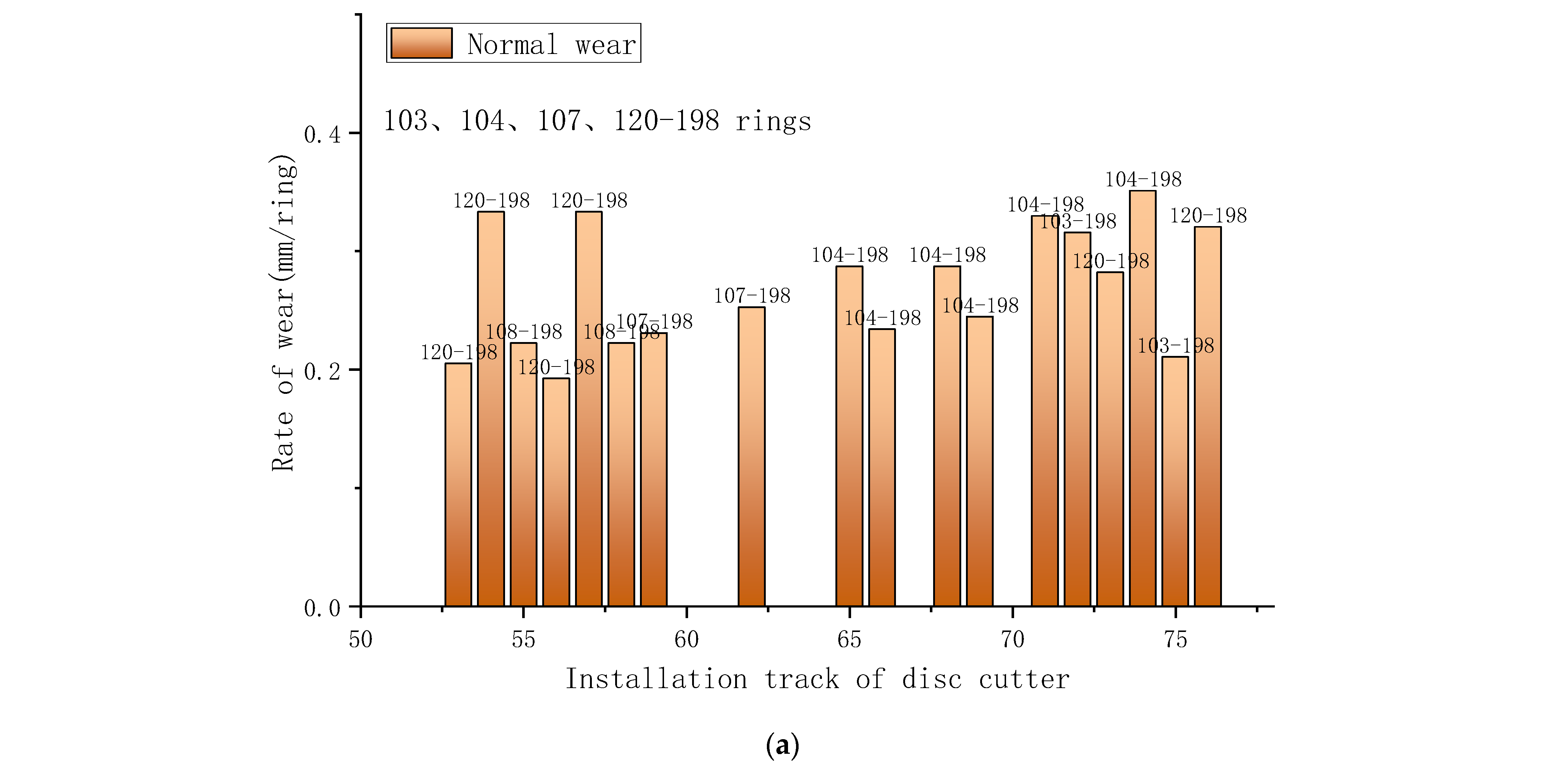
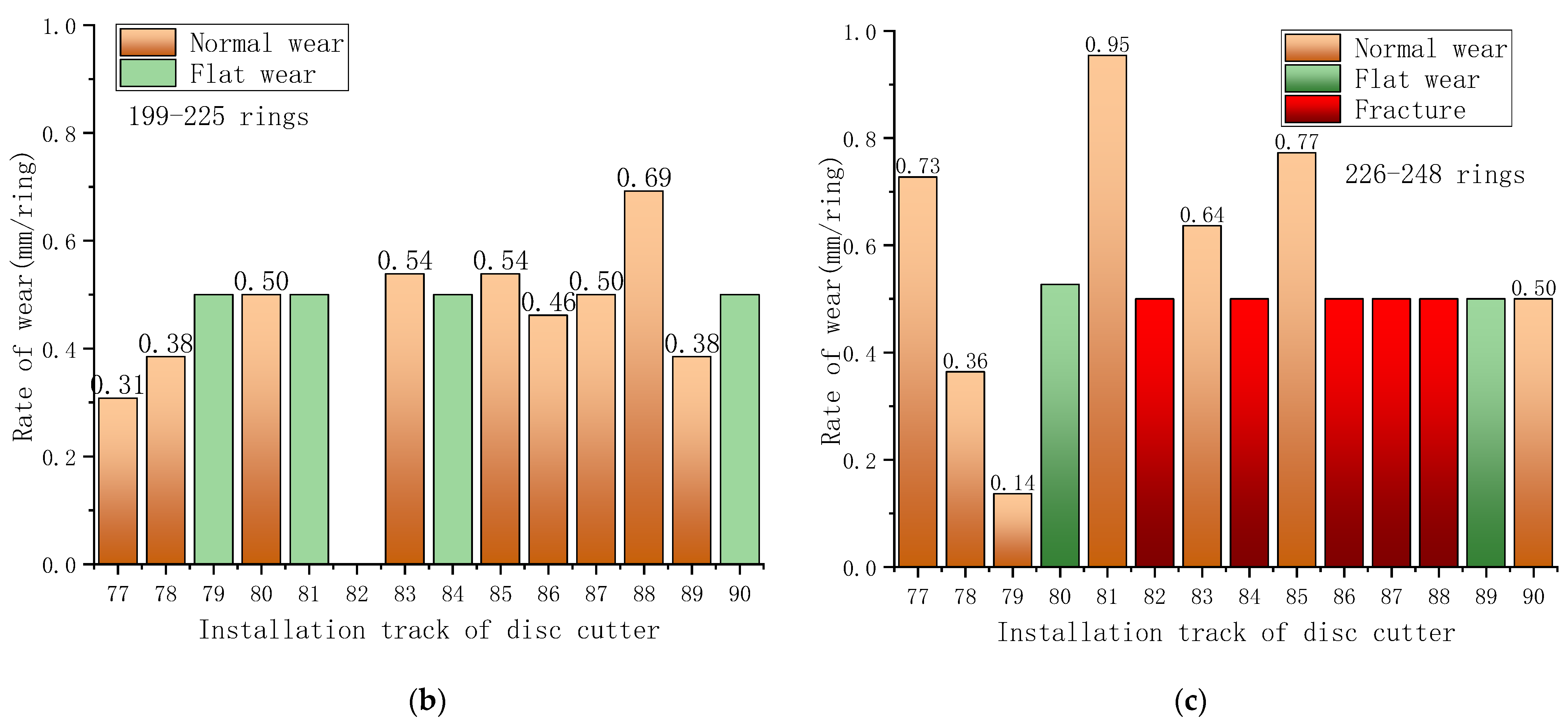
3.1. Analysis of Disc Cutter Wear Patterns
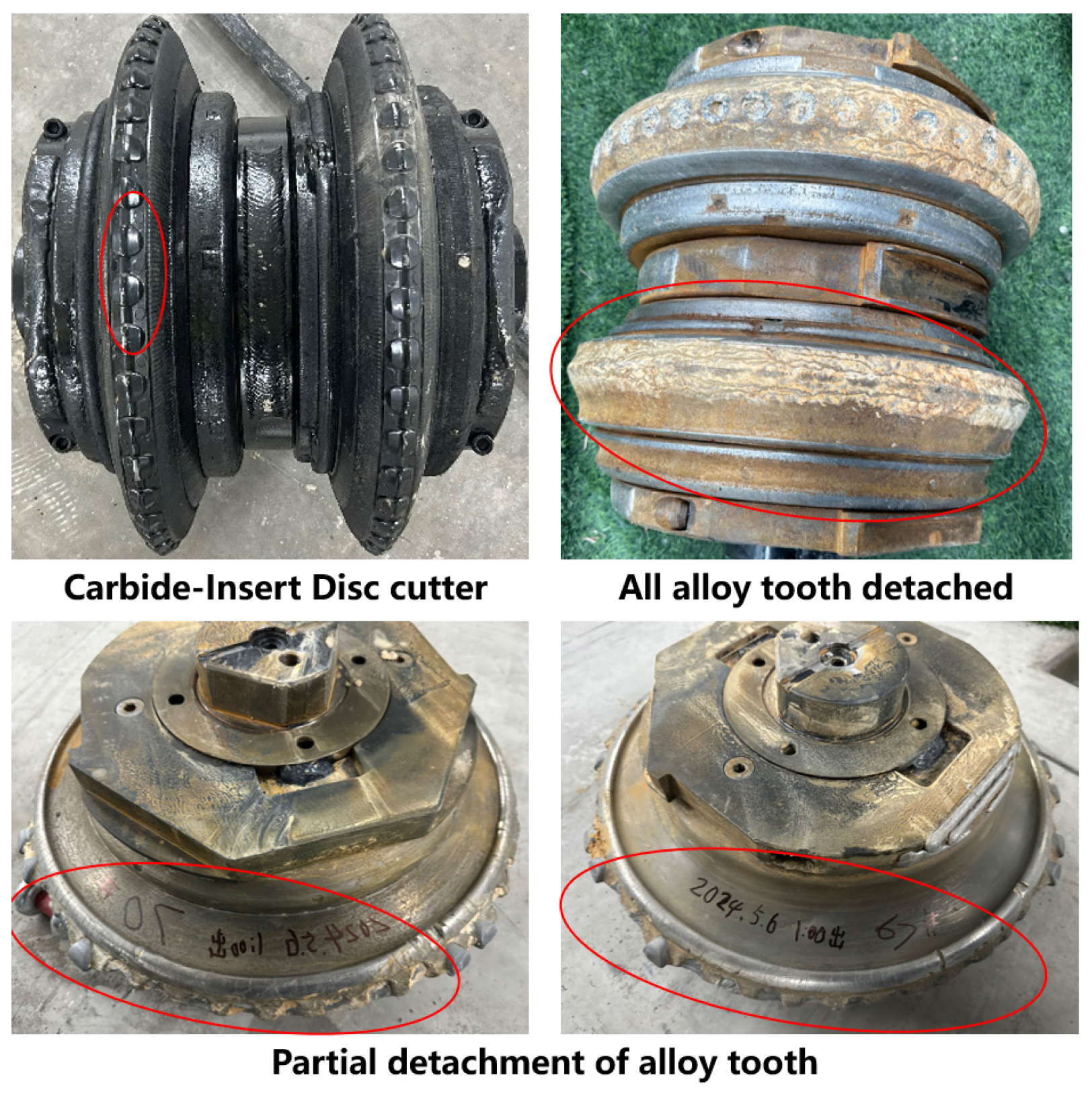
3.2. Mismatch Between the Stratum and the Alloy-Insert Disc Cutter
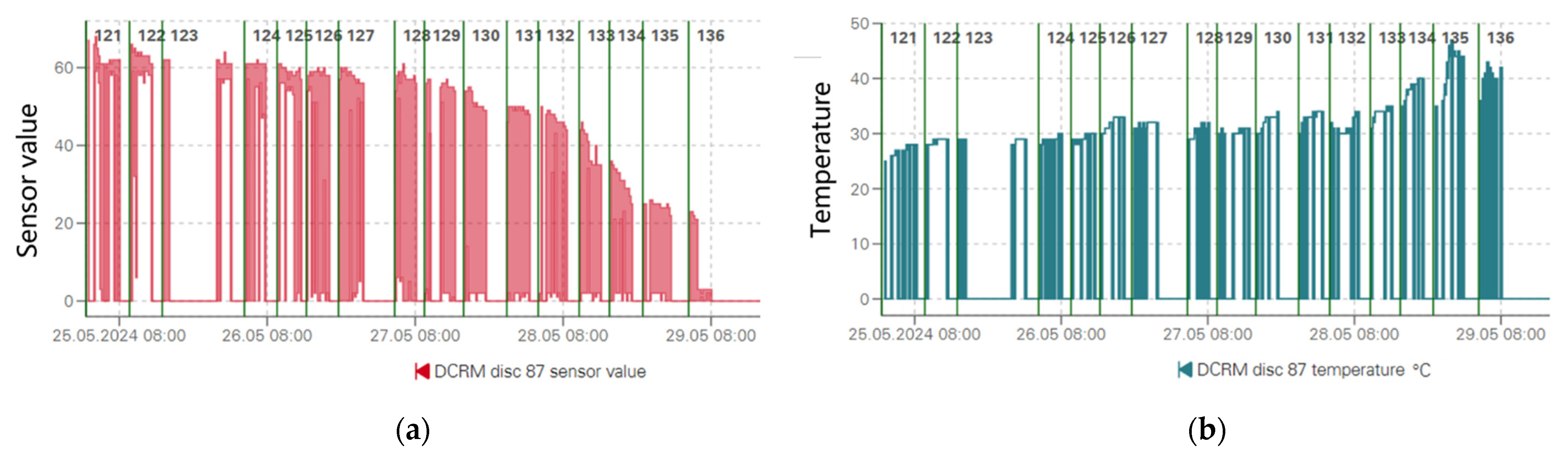
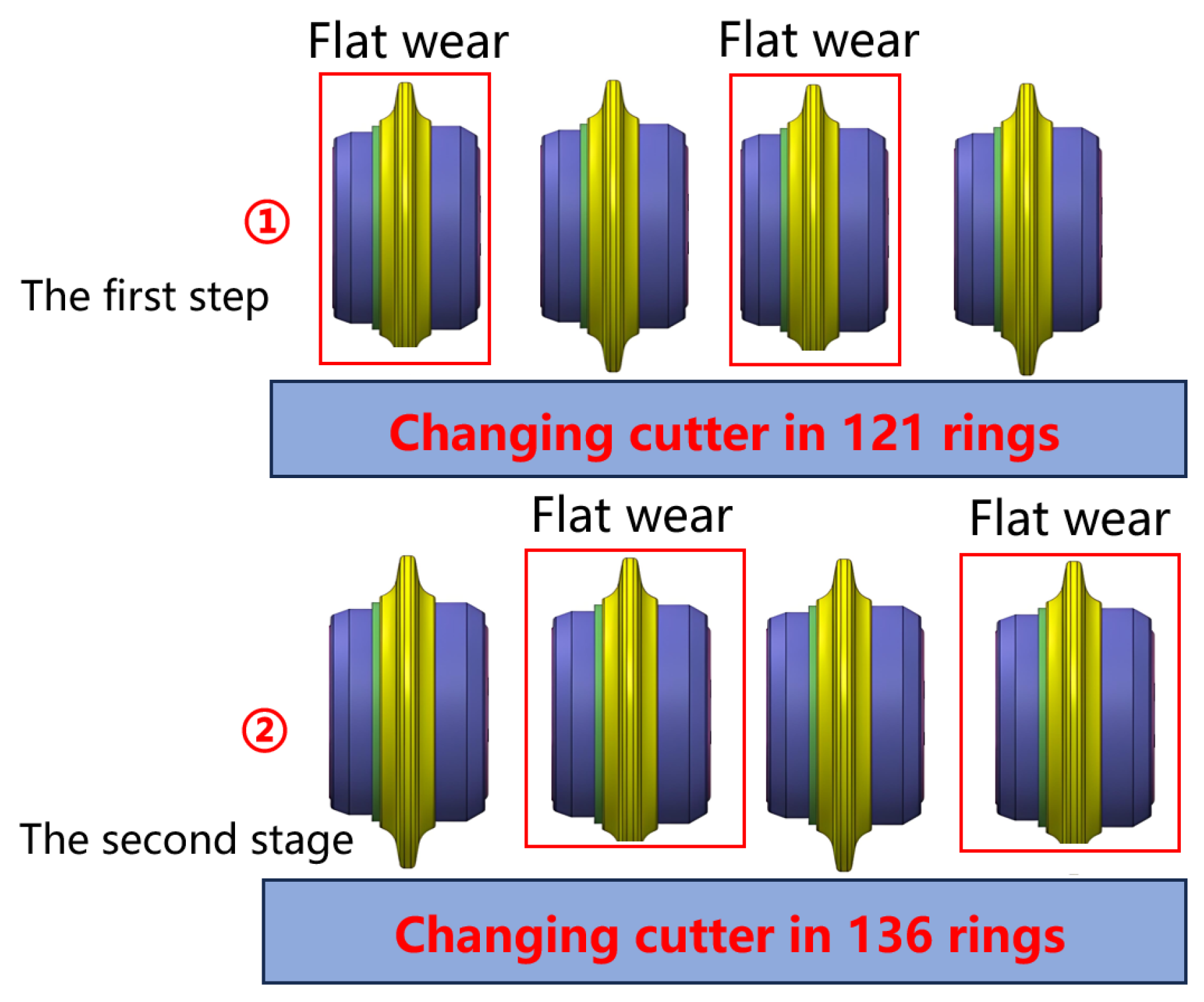
3.3. Flat Wear Induced by Trajectory Jumping for Cutter Replacement
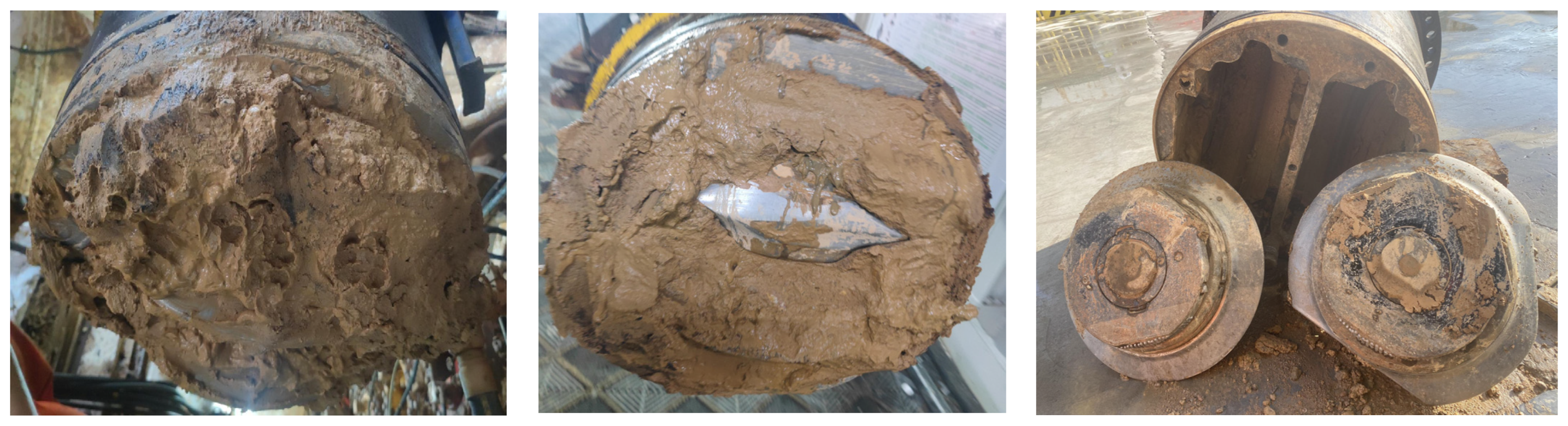
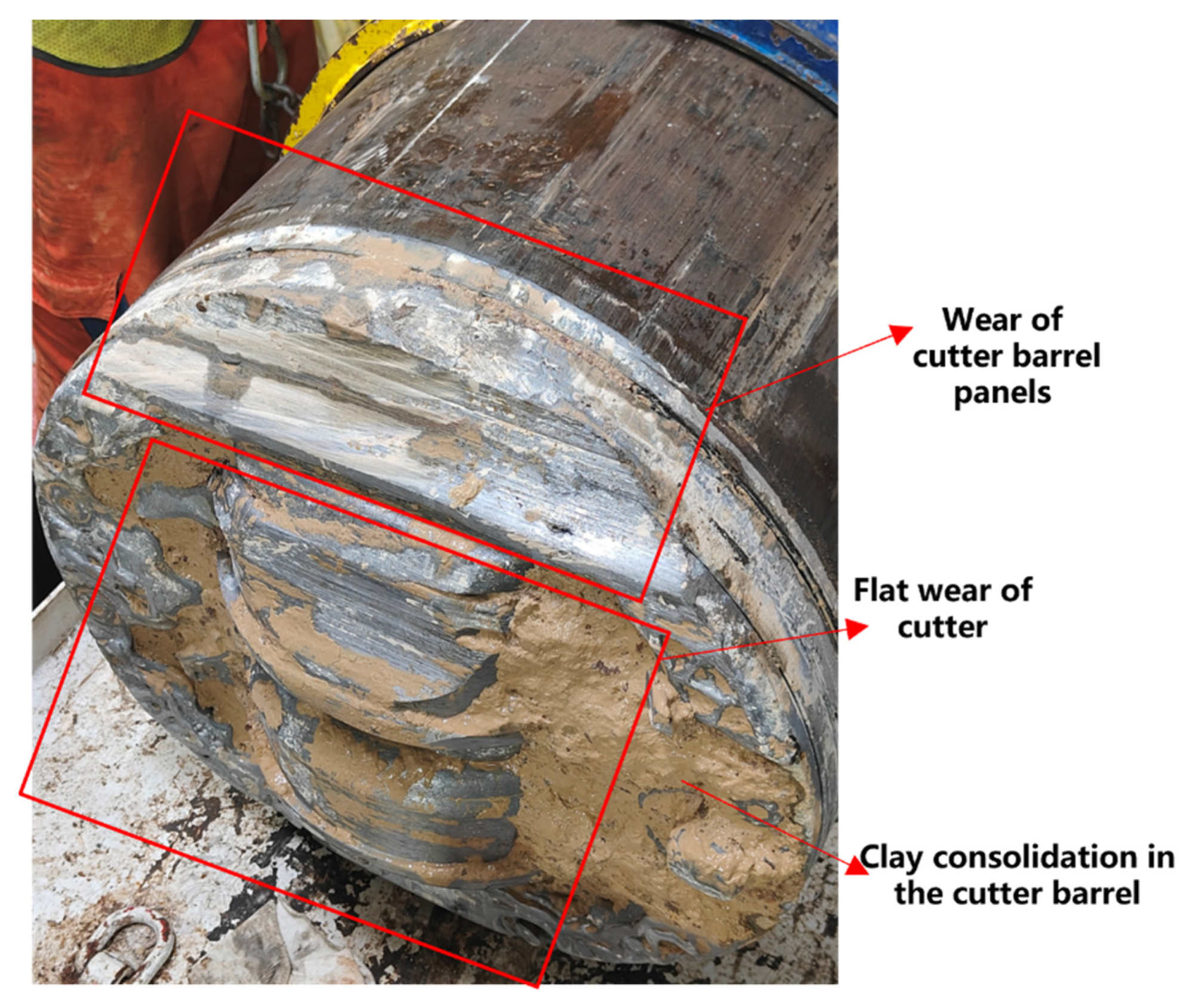
3.4. Cutter Barrel Clogging Induces Disc Cutter Flat Wear
3.5. Extensive Abnormal Wear of Edge Disc Cutter
4. Measures to Reduce Abnormal Cutter Wear
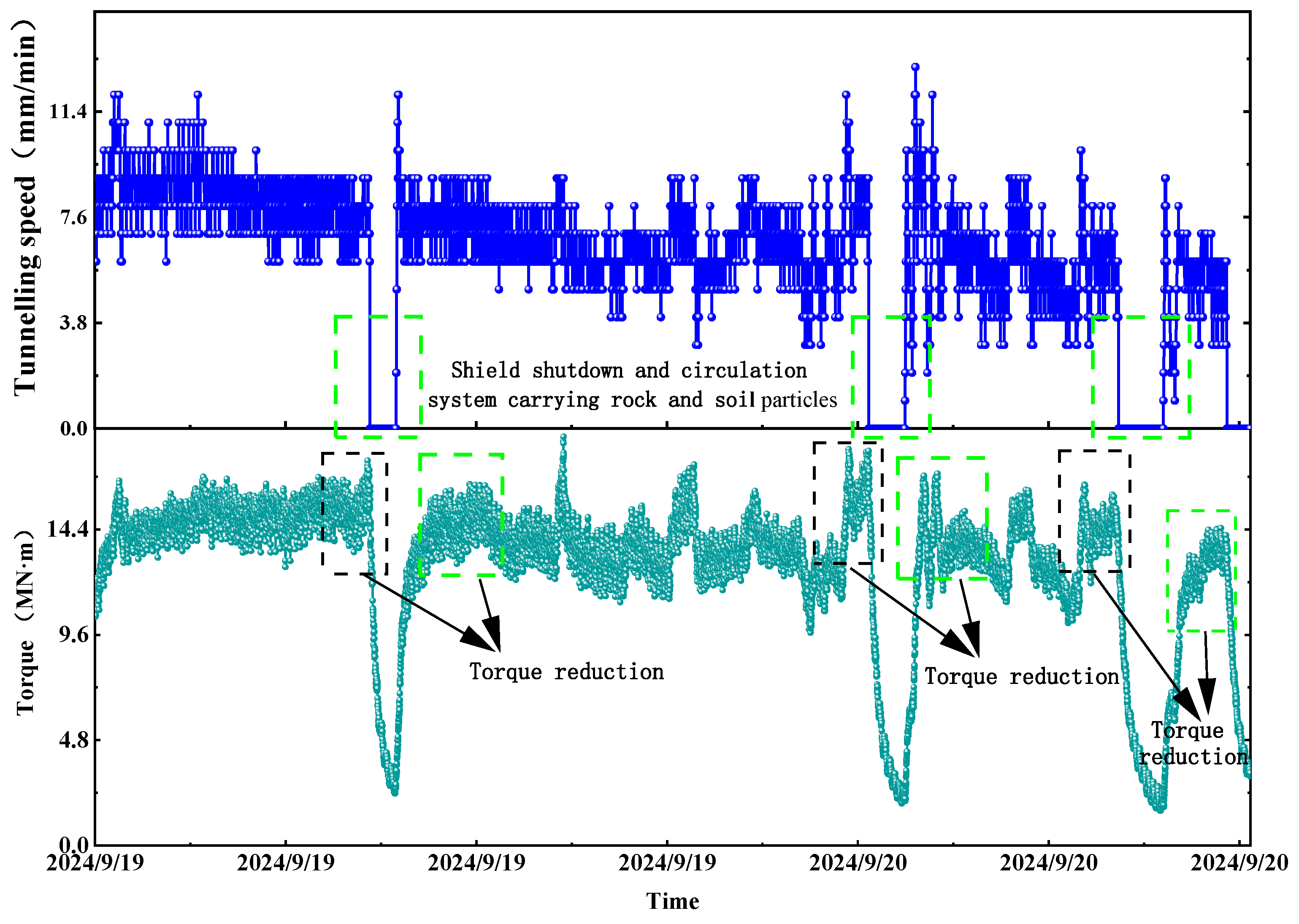
4.1. Enhancement of Circulation Carry Rock and Soil Particles During Tunnelling Process
4.2. Increased Cutter Barrel Flushing
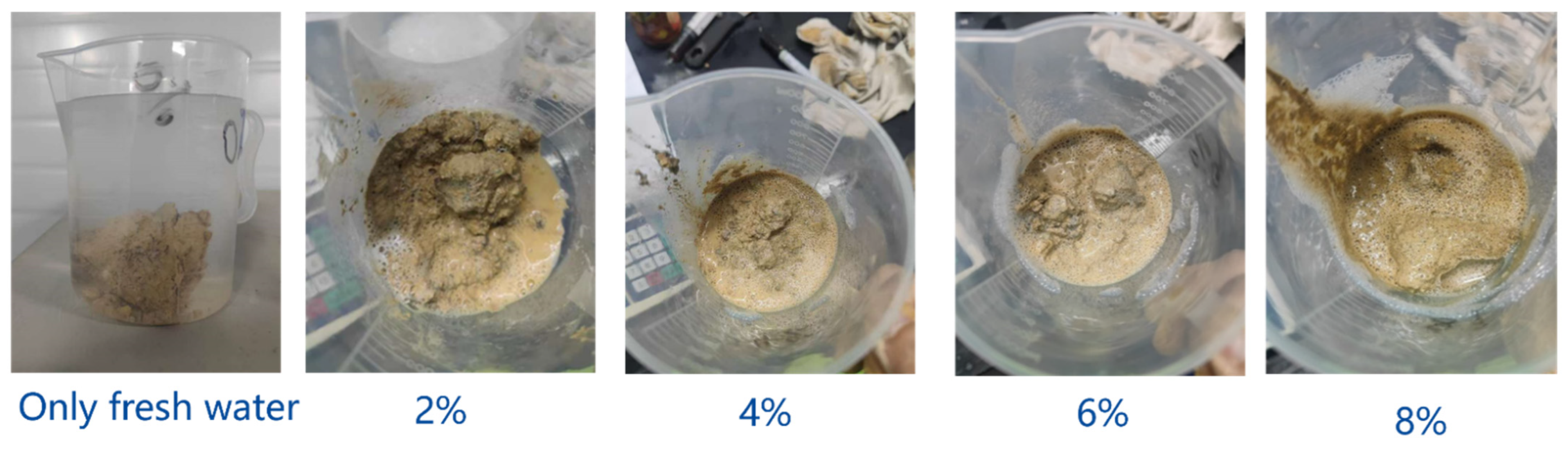
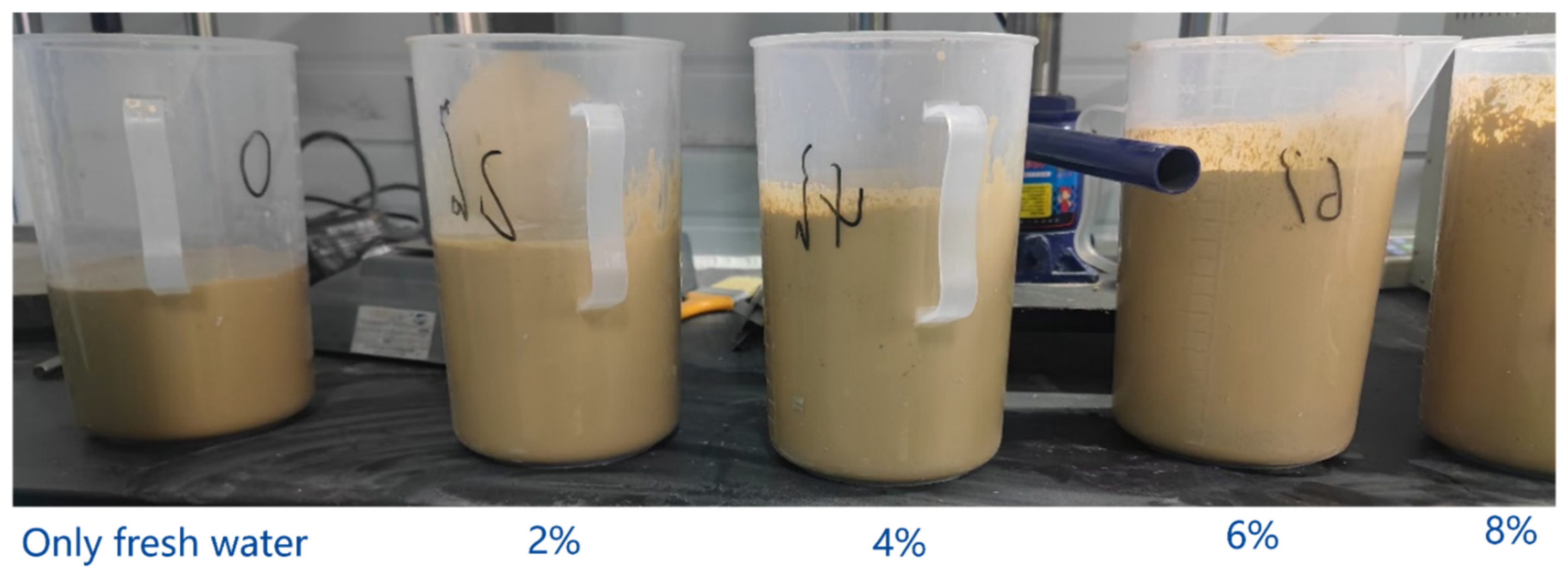
4.3. Clay Dispersant Soaking Chamber
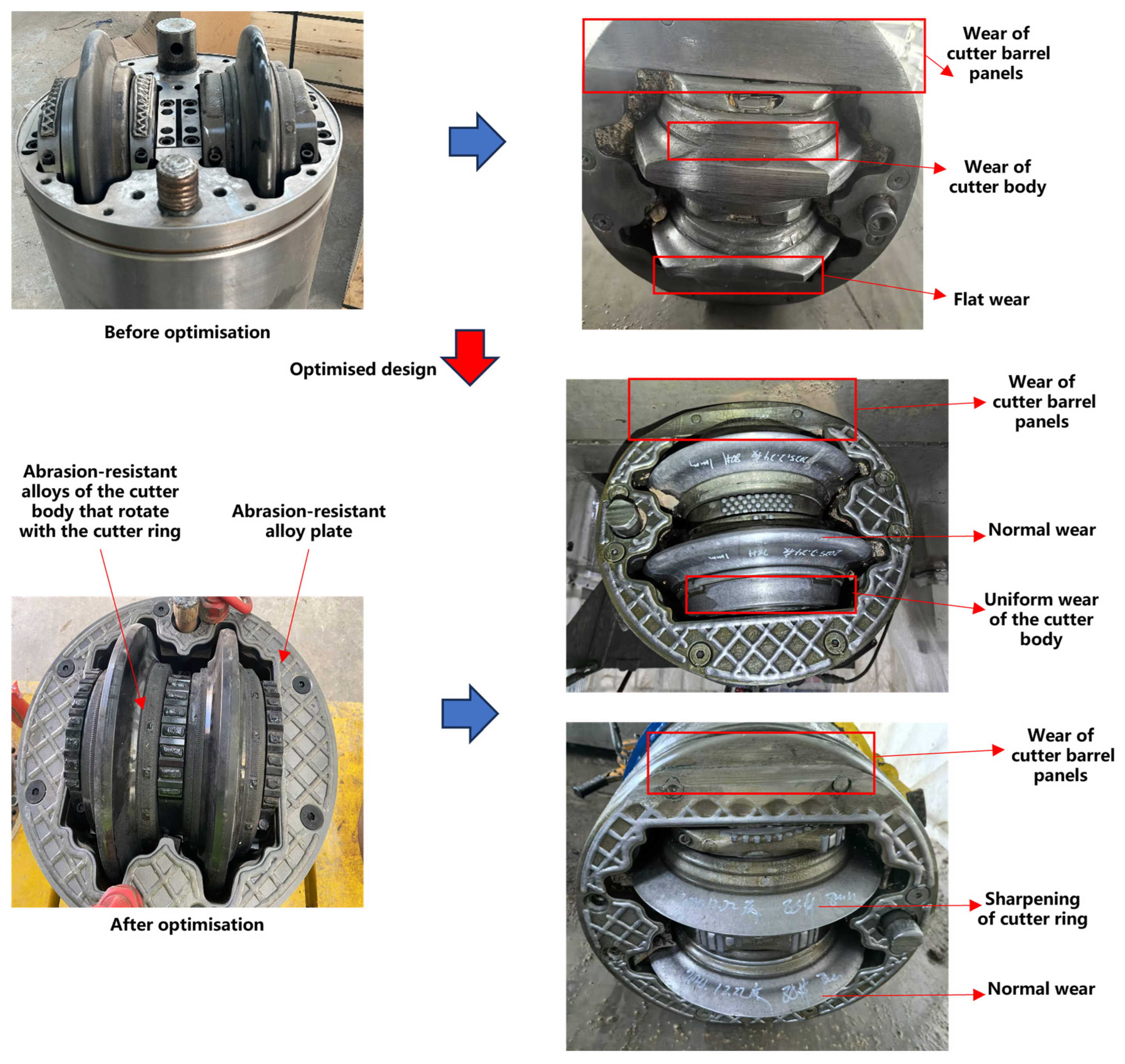
4.4. Optimization of Cutter and Cutter Barrel Wear Resistance
4.5. Effect Ofdisc Cutter Wear Type on Engineering Effectiveness
5. The Optimal Timing for Cutter Replacement
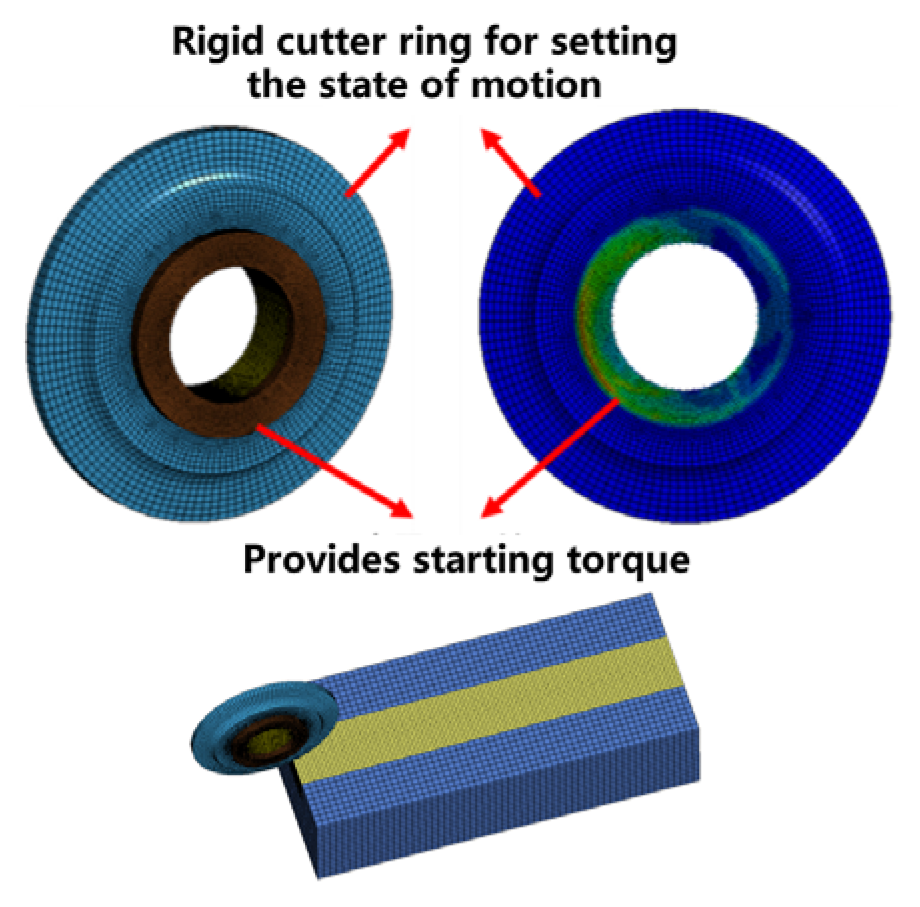
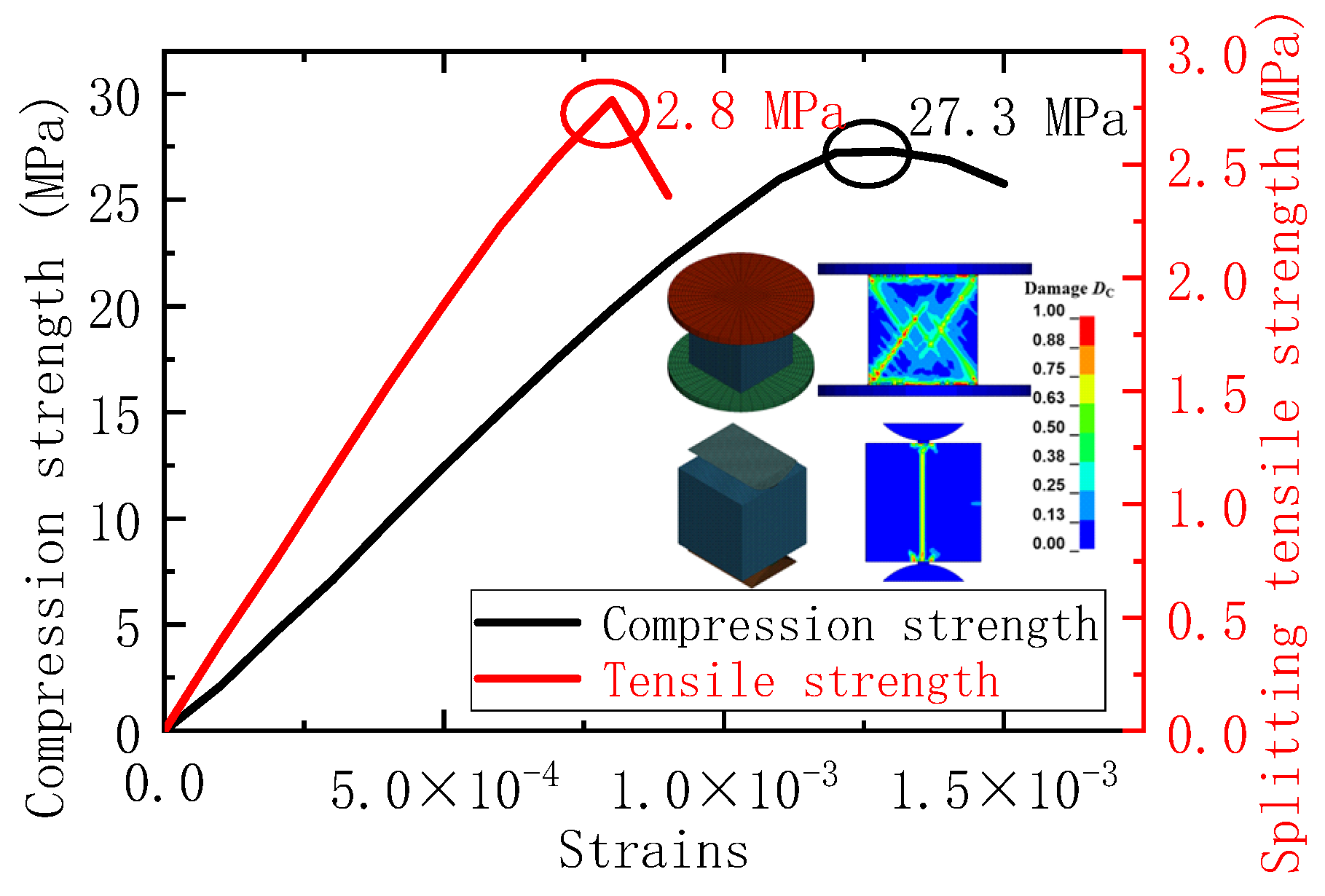
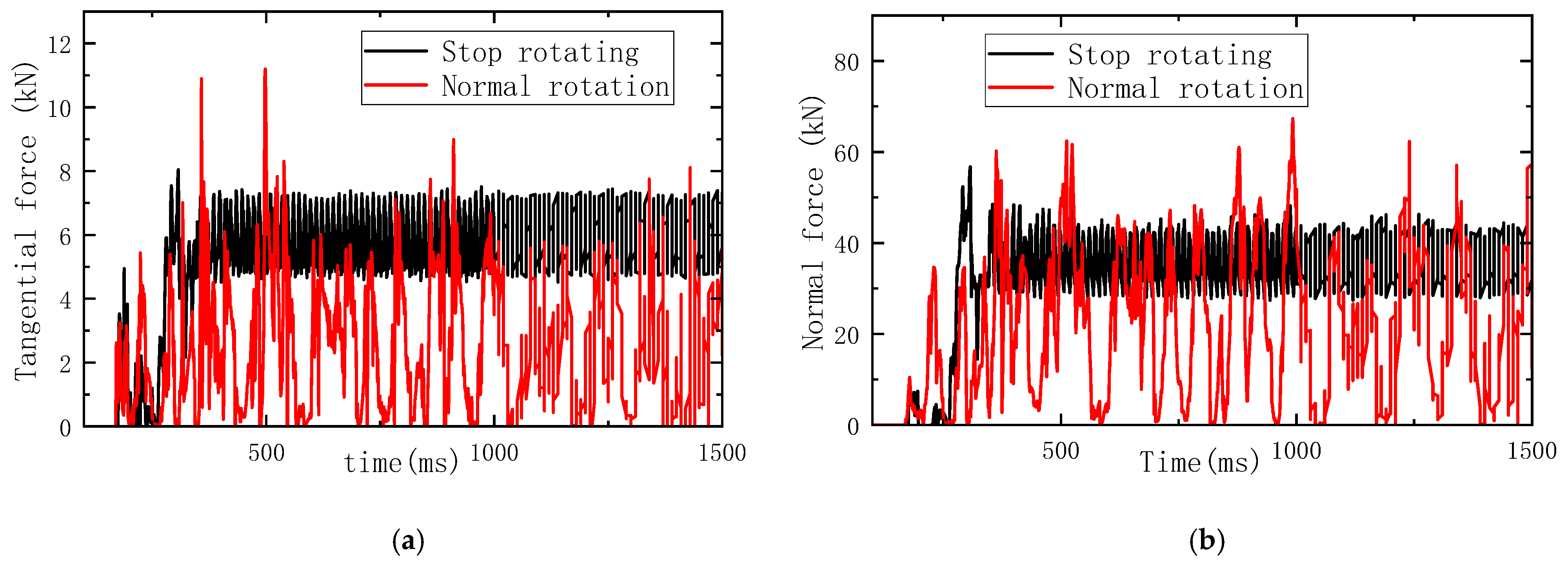
5.1. Numerical Simulation of Rock Breaking in Abnormal State of Rolling Cutter
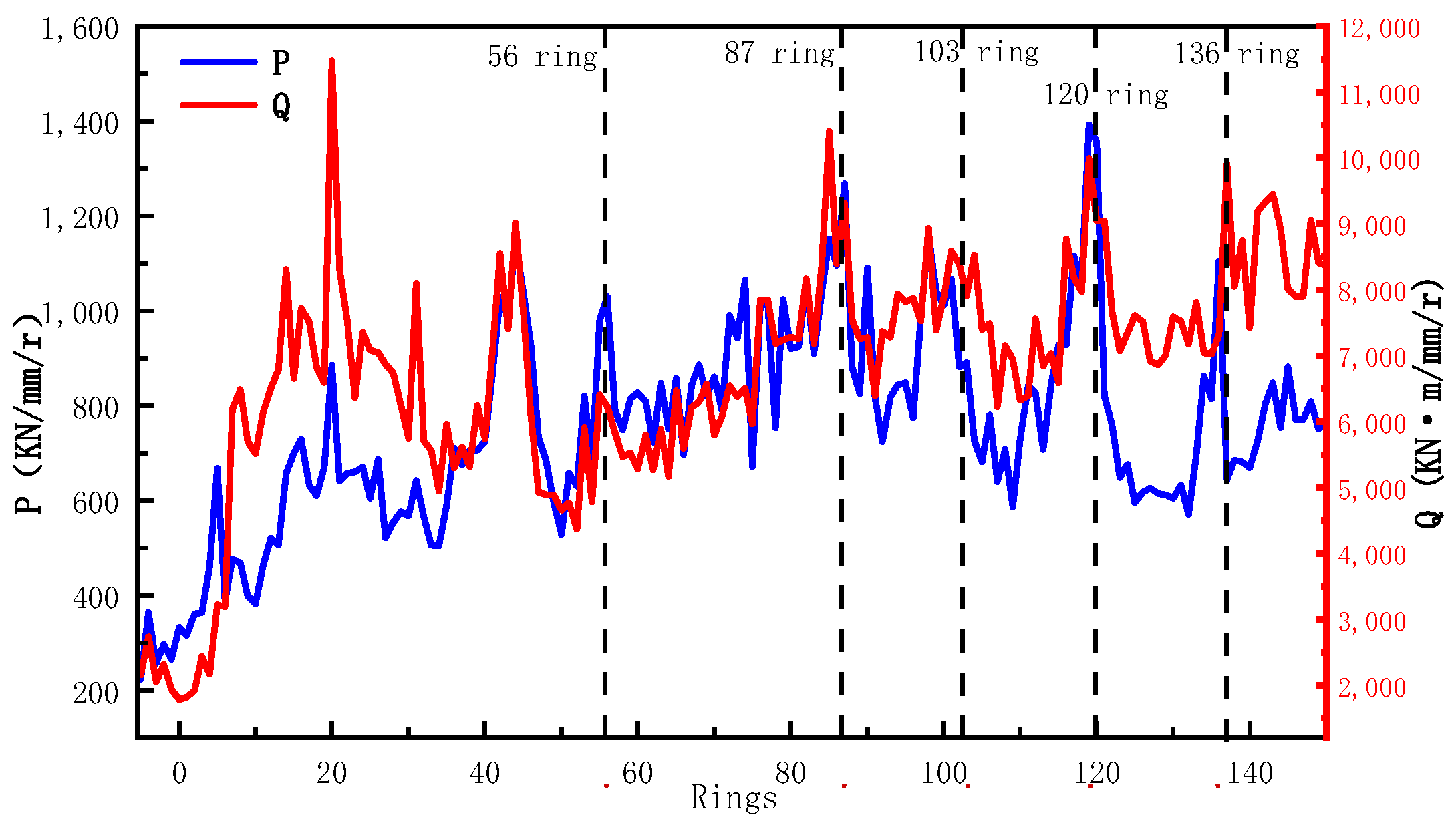
5.2. Determination of Cutter Replacement Timing in Practical Engineering
6. Discussion
- (1)
- The flow rate of the slurry circulation system should be further increased to reduce the accumulation of rock particles in front of the cutterhead and reduce the secondary wear of the cutter.
- (2)
- Wear-resistant design of the cutter body and cutter barrel should be especially focused on, rather than just paying attention to the wear-resistant performance of the cutter ring.
- (3)
- The cutter ring not only cuts the complete rock mass, but is also continuously abraded by the broken rock particles. Therefore, in the selection of cutter materials, both the impact and abrasion resistance should be considered in order to improve the life of the cutter.
7. Conclusions
- (1)
- The primary failure modes of disc cutters on large-diameter atmospheric cutterheads can be categorized into four types: normal wear, flat wear, fracture, and cutter ring sharpening. The secondary wear of disc cutters in the edge area is relatively severe, manifested as accelerated cutter wear, cutter ring sharpening, and wear on the cutter body and barrel. This indicates a certain degree of rock particle accumulation at the bottom of the atmospheric cutterhead.
- (2)
- The DCRM cutter rotation and temperature monitoring system can well identify the flat wear of a single disc cutter, which is significantly characterized by a decreasing rotation value of the cutter and a remarkable increase in temperature. Cutter replacement with trajectory jumping will result in the failure of synergistic rock breaking, inducing persistent flat wear of the disc cutter. The clogging of the cutter barrel will prevent the disc cutter from rotating, leading to flat wear. Severe wear of the scrapers will cause a significant accumulation of rock chips in front of the cutterhead, triggering secondary wear of the disc cutter and cutter barrel.
- (3)
- Adopting measures such as shield shutdown, a circulation system to carry away the slag, cutter barrel flushing, and soaking in 2% dispersant for 8 h can effectively reduce the accumulation of rock chips and mud cakes on the cutterhead, which in turn reduces the flat wear of the disc cutter. Adding a cutter body and wear-resistant barrel alloy, optimizing the cutter structure to make the cutter body and cutter ring rotate synchronously, and replacing the severely worn scraper promptly can effectively reduce the secondary wear of the cutter barrel and cutter caused by the accumulation of rock chips in front of the cutterhead, improving the life of the cutter.
- (4)
- Based on the dynamic damage constitutive of RHT, a rock-breaking model considering the rotation of the disc cutter was established; the results show that the width and depth of the rock damage zone are significantly reduced after the disc cutter stops rotating, and the tangential force is significantly increased, which leads to an increase in the torque of the cutterhead. The sharp increase in composite parameters can serve as an effective marker for assessing cutter conditions and determining the optimal timing for cutter replacement.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tang, S.; Zhang, X.; Liu, Q.; Xie, W.; Wu, X.; Chen, P.; Qian, Y. Control and prevention of gas explosion in soft ground tunneling using slurry shield TBM. Tunn. Undergr. Space Technol. 2021, 113, 103963. [Google Scholar]
- Tang, S.; Zhang, X.; Liu, Q.; Xie, W.; Yang, X.; Chen, P.; Tu, X. Analysis on the excavation management system of slurry shield TBM in permeable sandy ground. Tunn. Undergr. Space Technol. 2021, 113, 103935. [Google Scholar] [CrossRef]
- Guo, Y.; Fang, Y.; Li, X.; Jin, D.; Liu, H. Simulation of screening characterization of double-deck vibrating screen of slurry TBM tunnelling using integrated CFD-DEM-FEM. Tunn. Undergr. Space Technol. 2025, 158, 106399. [Google Scholar]
- Su, W.; Li, X.; Jin, D.; Yang, Y.; Qin, R.; Wang, X. Analysis and prediction of TBM disc cutter wear when tunneling in hard rock strata: A case study of a metro tunnel excavation in Shenzhen, China. Wear 2020, 446–447, 203190. [Google Scholar]
- Cho, J.W.; Jeon, S.; Yu, S.H.; Chang, S.H. Optimum spacing of TBM disc cutters: A numerical simulation using the three-dimensional dynamic fracturing method. Tunn. Undergr. Space Technol. 2010, 25, 230–244. [Google Scholar]
- Duan, Y.; Yuan, D.; Wu, J.; Deng, X.; Wu, B.; Sun, Z. Effect of the Geometric Configuration of the Disc Cutter on the Cutting Behaviour in Tunneling. Appl. Sci. 2023, 13, 72. [Google Scholar]
- Stopka, G. Modelling of rock cutting with asymmetrical disc tool using discrete-element method (DEM). Rock Mech. Rock Eng. 2021, 54, 6265–6279. [Google Scholar] [CrossRef]
- Lin, L.; Li, R.; Luo, X.; Xia, Y. Comparative study on the rock breaking performance of constant cross section disc cutter and inserted tooth disc cutter for cutting granite. Tunn. Undergr. Space Technol. 2024, 150, 105840. [Google Scholar]
- Agrawal, A.K.; Chattopadhyaya, S.; Murthy, V.M.S.R. Delineation of cutter force and cutter wear in different edge configurations of disc cutters—An analysis using discrete element method. Eng. Fail. Anal. 2021, 129, 105727. [Google Scholar]
- Gou, B.; Zhang, M. Effects of surface grooves on rock cutting performance and contact behavior of a TBM disc cutter. Eng. Fract. Mech. 2022, 267, 108466. [Google Scholar]
- Lu, G.; Zhou, J.; Zhang, L.; Gao, W. Experimental investigation on the influence of microwave exposure on the cutting performance of TBM disc cutter cutting of hard rocks. Results Eng. 2021, 12, 100285. [Google Scholar]
- Pan, Y.; Liu, Q.; Liu, J.; Liu, Q.; Kong, X. Full-scale linear cutting tests in Chongqing Sandstone to study the influence of confining stress on rock cutting efficiency by TBM disc cutter. Tunn. Undergr. Space Technol. 2018, 80, 197–210. [Google Scholar]
- Zhang, N.; Shen, S.; Zhou, A.; Chen, X. Identification of cutter flat wear for rock TBMs using vibration signal of shield. Mech. Syst. Signal Process. 2025, 223, 111885. [Google Scholar]
- Li, X.; Zhang, M.; Mo, J. Wear and abnormal fracture failure mechanisms of alloy teeth in TBM insert tooth disc cutters. Eng. Fail. Anal. 2025, 167, 109051. [Google Scholar]
- Hu, G.; Zhao, H.; Fu, J.; Xue, J.; Xia, Y. Impact fracture failure analysis and mechanism study of a TBM disc cutter ring. Eng. Fail. Anal. 2024, 163, 108508. [Google Scholar]
- Xue, Y.; Zhou, J.; Liu, C.; Shadabfar, M.; Zhang, J. Rock fragmentation induced by a TBM disc-cutter considering the effects of joints: A numerical simulation by DEM. Comput. Geotech. 2021, 136, 104230. [Google Scholar]
- Aghababaei, R.; Zhao, K. Micromechanics of material detachment during adhesive wear: A numerical assessment of Archard’s wear model. Wear 2021, 476, 203739. [Google Scholar]
- Huang, X.; Liu, Q.; Liu, B.; Wang, D.; Wang, X.; Zeng, C. Development and in-situ application of a real-time cutting tool forces monitoring system in TBM tunnelling. Tunn. Undergr. Space Technol. 2022, 124, 104453. [Google Scholar]
- Zhang, Z.; Zhang, K.; Dong, W.; Zhang, B. Study of rock-cutting process by disc cutters in mixed ground based on three-dimensional particle flow model. Rock Mech. Rock Eng. 2020, 53, 3485–3506. [Google Scholar]
- Fang, Y.; Yao, Z.; Xu, W.; Tian, Q.; He, C.; Liu, S. The performance of TBM disc cutter in soft strata: A numerical simulation using the three-dimensional RBD-DEM coupled method. Eng. Fail. Anal. 2021, 119, 104996. [Google Scholar]
- Song, S.; Xu, X.; Ren, W.; Liu, S.; Jiang, J. Determination and application of the RHT constitutive model parameters for ultra-high-performance concrete. Structures 2024, 69, 107488. [Google Scholar]
- Zhu, Y.; Song, K.; Luo, Y.; Qu, D.; Li, X.; Liu, T.; Zhang, J. Analyzing the dynamic failure process of coral reef limestone through digital core-based numerical trials. Comput. Geotech. 2024, 172, 106489. [Google Scholar]
- Xie, L.X.; Lu, W.B.; Zhang, Q.B.; Jiang, Q.H.; Chen, M.; Zhao, J. Analysis of damage mechanisms and optimization of cut blasting design under high in-situ stresses. Tunn. Undergr. Space Technol. 2017, 66, 19–33. [Google Scholar]
- Abdel-Kader, M. Modified settings of concrete parameters in RHT model for predicting the response of concrete panels to impact. Int. J. Impact. Eng. 2019, 132, 103312. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Main machine length of TBM (m) | 15.81 |
| Advancing rate (mm/min) | 0~50 |
| Excavation diameter (m) | 15.63 |
| Cutterhead opening ratio (%) | 30 |
| Cutterhead rotational speed (rpm) | 0~1.74 |
| Working soil and water pressure (bar) | 0~10 |
| Torque (kN·m) | 0~42,968 |
| Thrust (kN) | 0~287,056 |
| Adapted maximum gradient (‰) | 0~50 |
| Minimum turning radius (m) | 800 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fang, Y.; Li, X.; Cao, Y.; Liu, H.; Guo, Y. Wear Characteristics and Optimization Measures of Disc Cutters During Large-Diameter Slurry Tunnel Boring Machine Advancing in Soil-Rock Composite Strata: A Case Study. Lubricants 2025, 13, 170. https://doi.org/10.3390/lubricants13040170
Fang Y, Li X, Cao Y, Liu H, Guo Y. Wear Characteristics and Optimization Measures of Disc Cutters During Large-Diameter Slurry Tunnel Boring Machine Advancing in Soil-Rock Composite Strata: A Case Study. Lubricants. 2025; 13(4):170. https://doi.org/10.3390/lubricants13040170
Chicago/Turabian StyleFang, Yingran, Xinggao Li, Yinggui Cao, Hongzhi Liu, and Yidong Guo. 2025. "Wear Characteristics and Optimization Measures of Disc Cutters During Large-Diameter Slurry Tunnel Boring Machine Advancing in Soil-Rock Composite Strata: A Case Study" Lubricants 13, no. 4: 170. https://doi.org/10.3390/lubricants13040170
APA StyleFang, Y., Li, X., Cao, Y., Liu, H., & Guo, Y. (2025). Wear Characteristics and Optimization Measures of Disc Cutters During Large-Diameter Slurry Tunnel Boring Machine Advancing in Soil-Rock Composite Strata: A Case Study. Lubricants, 13(4), 170. https://doi.org/10.3390/lubricants13040170