Analysis of Dynamic Wear Characteristics of Joint Contact Friction Pair of Excavators Working Device

 ,
,
Abstract
1. Introduction
2. Dynamic Force Simulation Analysis of the Joint Friction Subsets of the Working Device
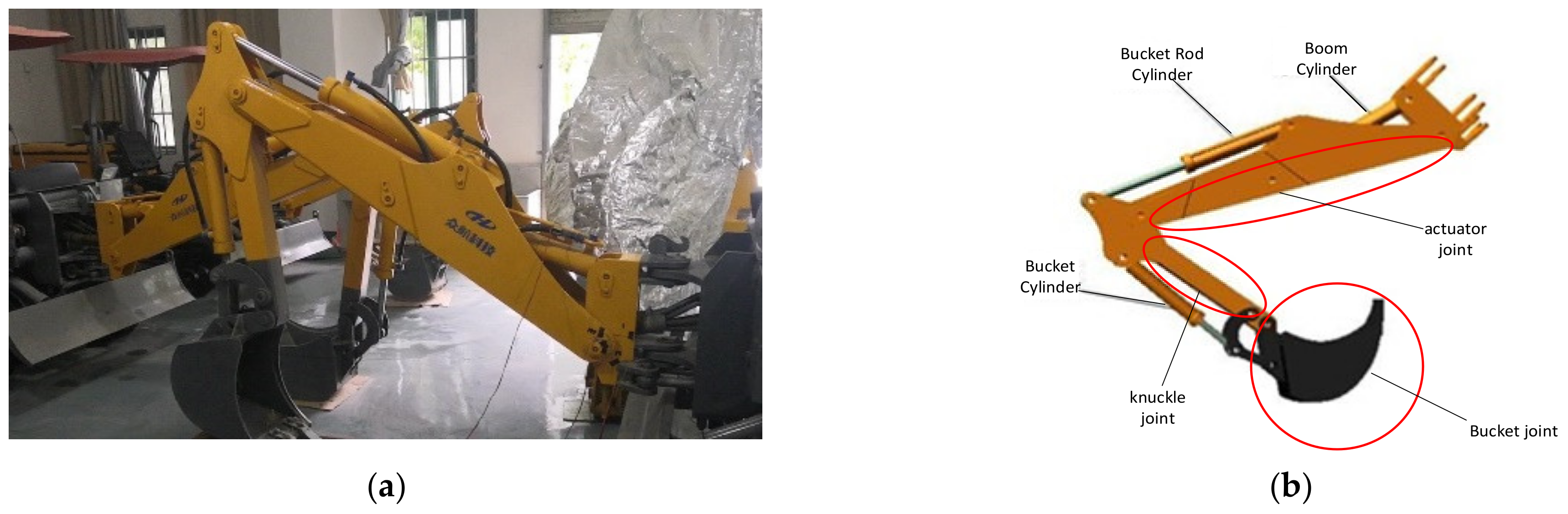
2.1. Virtual Prototype Model Establishment and Excavation Working Conditions Introduction
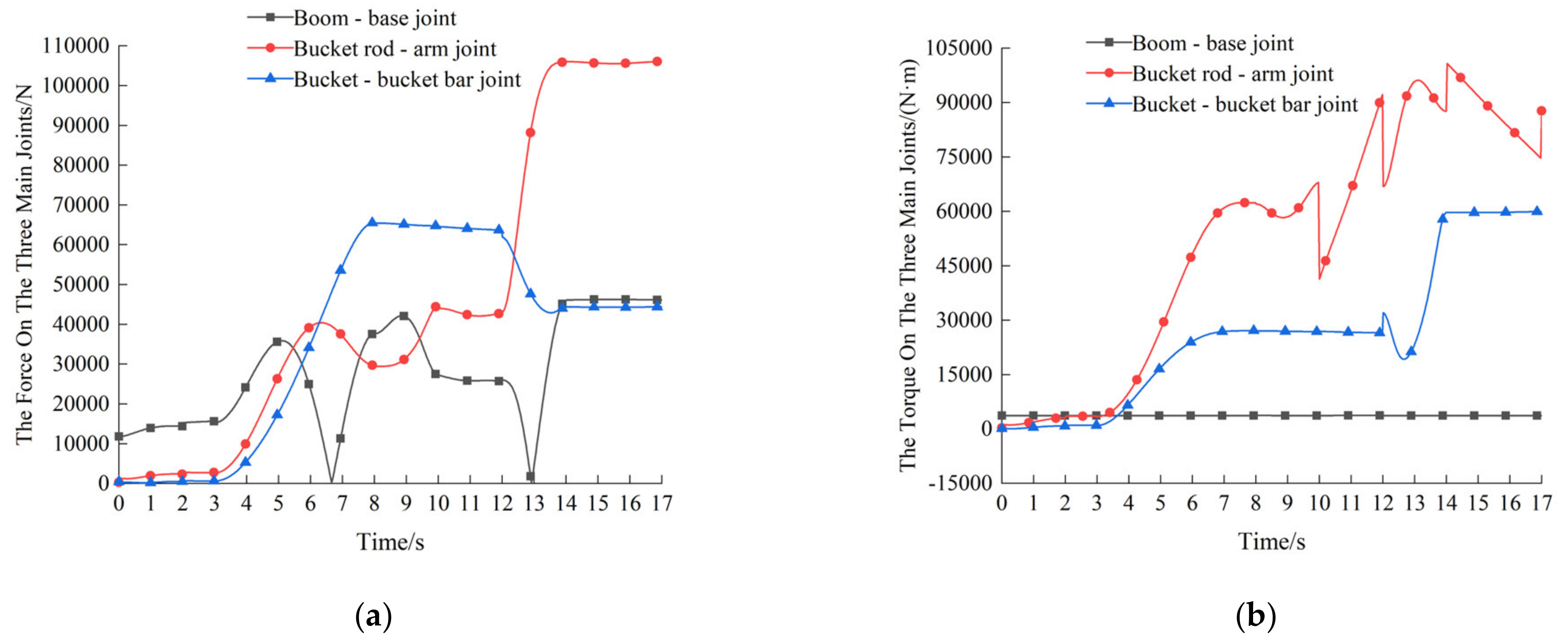
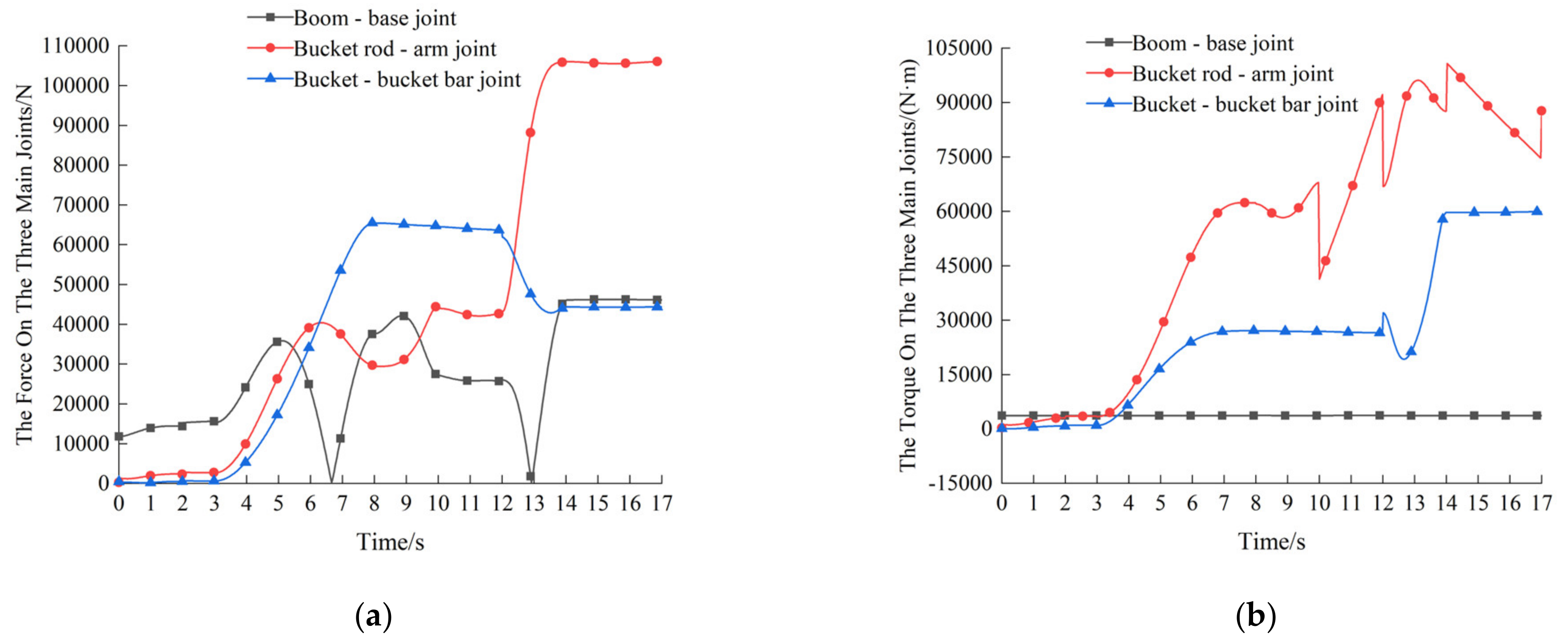
2.2. Work Device Virtual Prototype Dynamics Simulation Analysis
3. Experimental Verification of the Dynamic Force of the Joint Friction Subsets of the Working Device
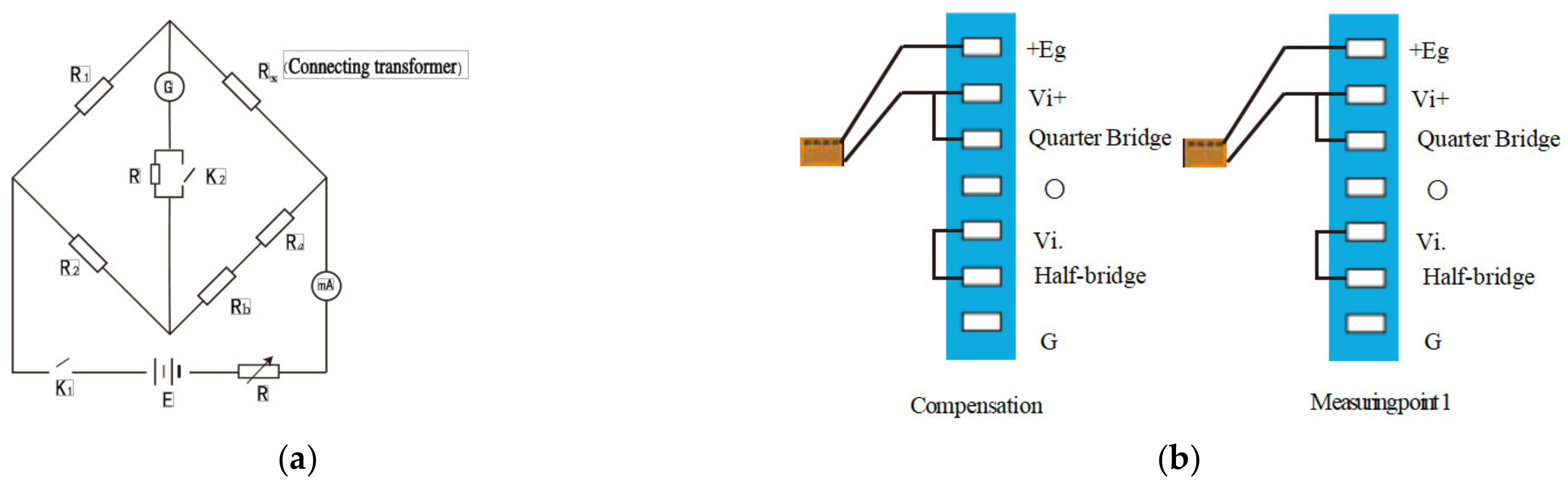
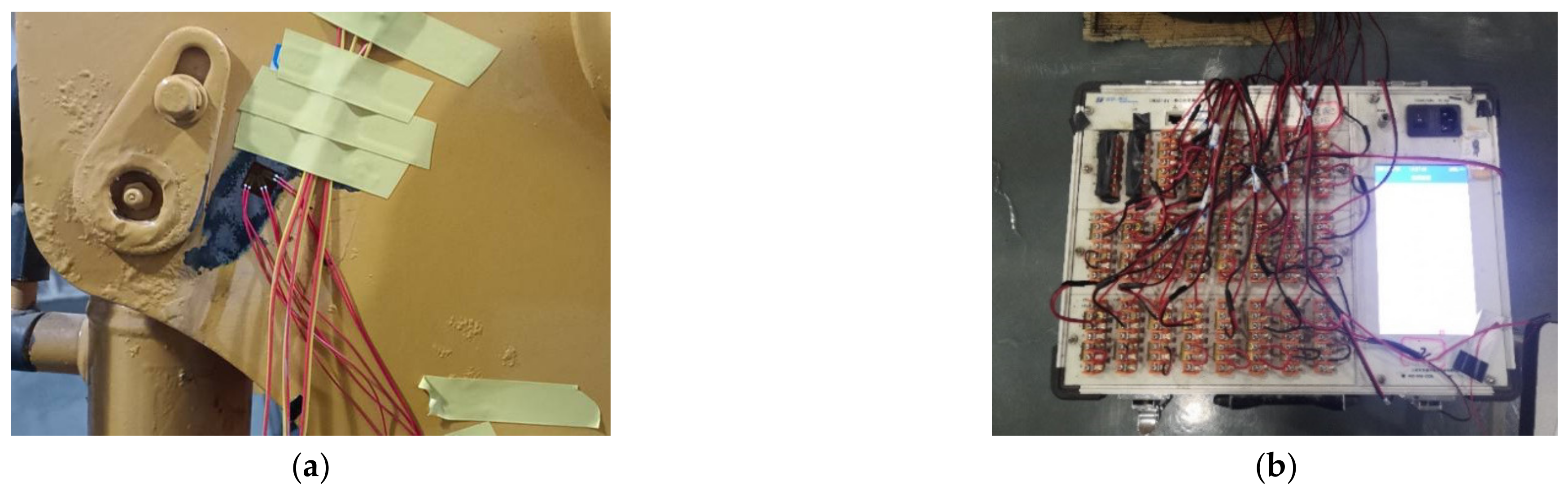
3.1. Experimental Principle and Equipment
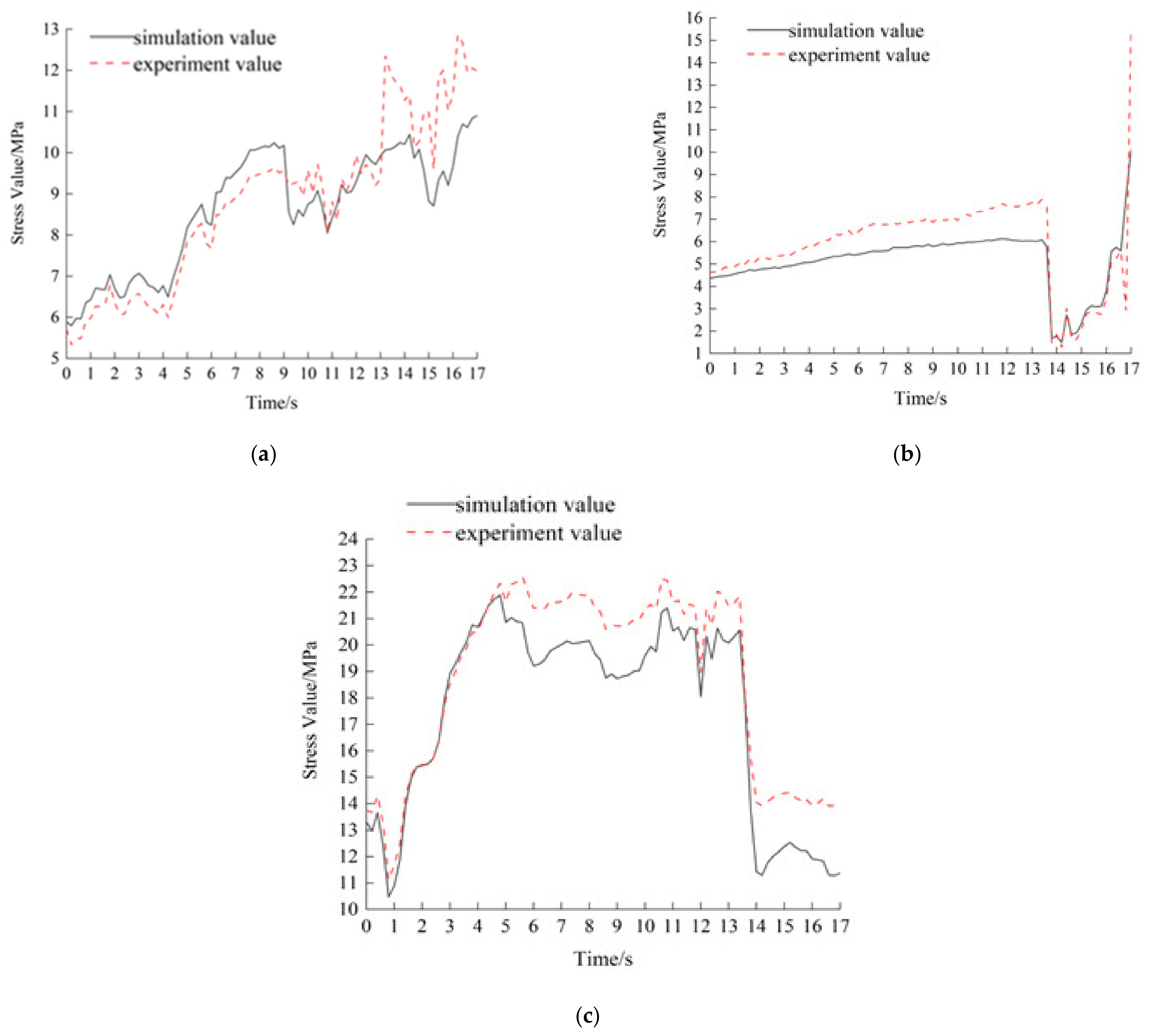
3.2. Comparison of Experimental Results and Simulation Results
4. Analysis of Dynamic Wear Characteristics of the Endface Friction Pair
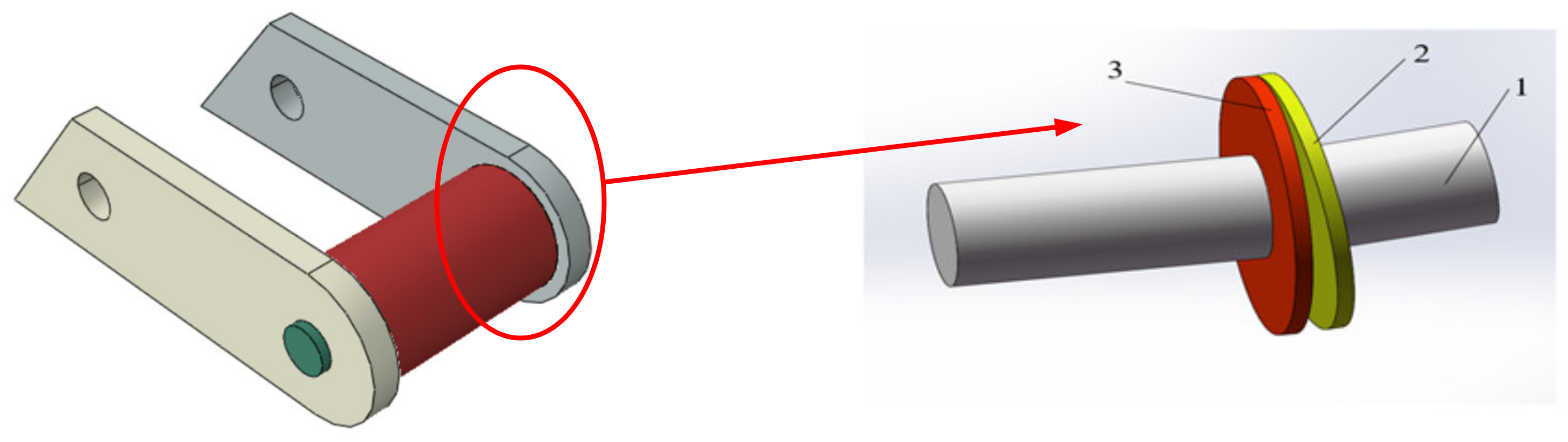
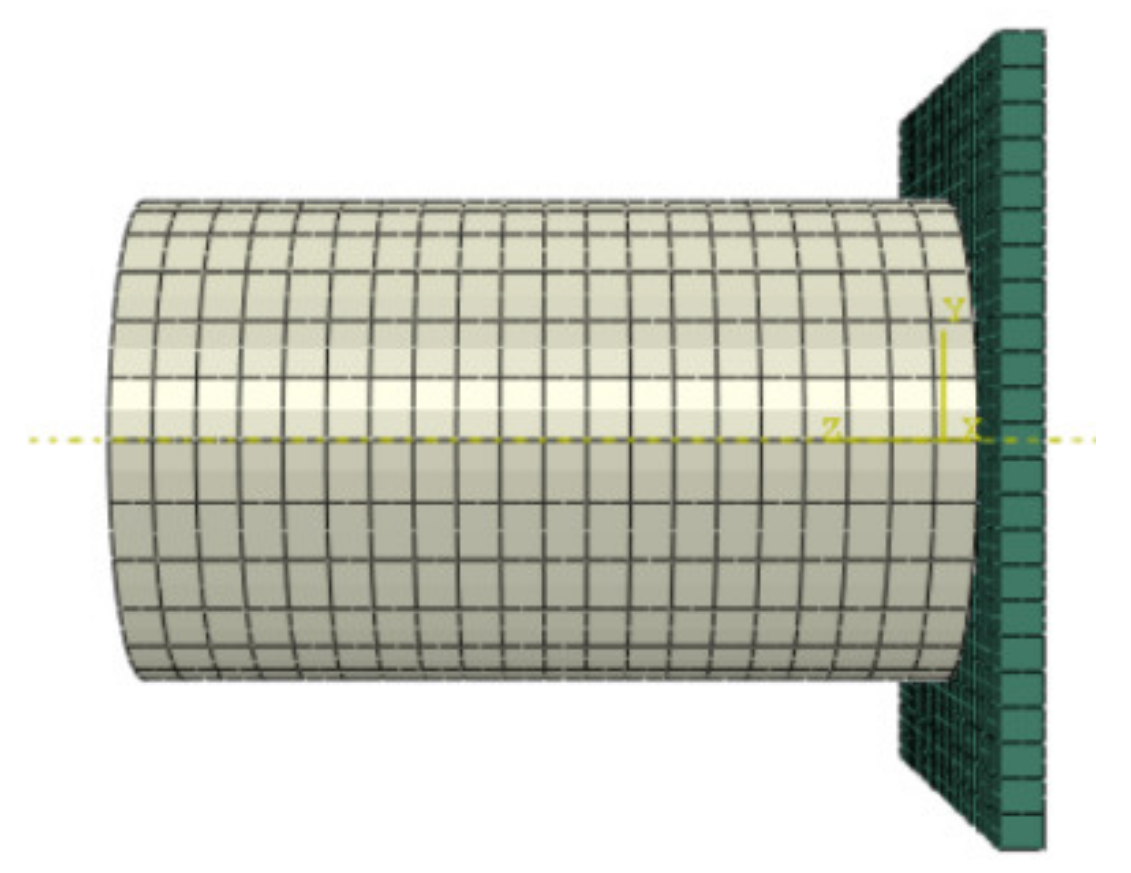
4.1. Bucket Joint Main Pin Model Establishment and Dynamic Wear Theory Analysis
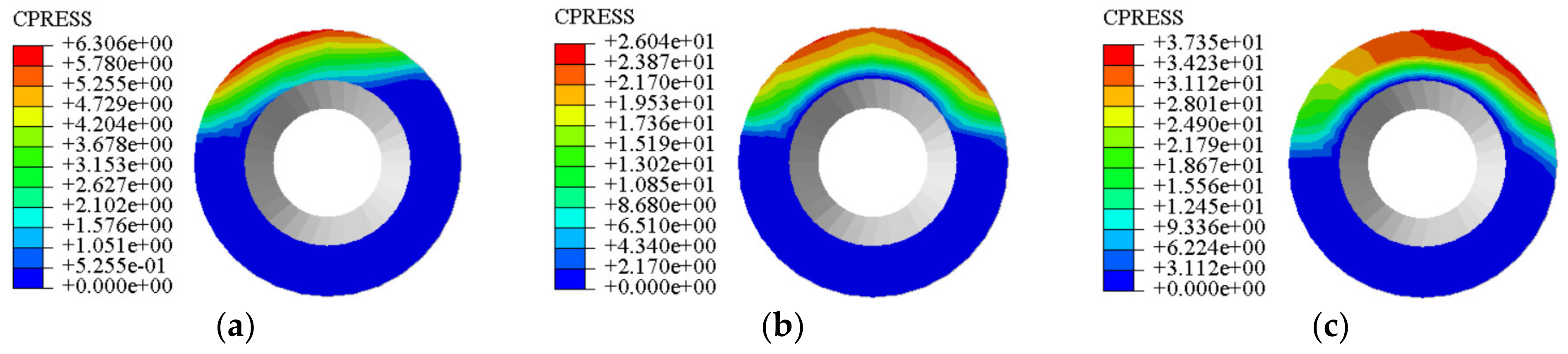
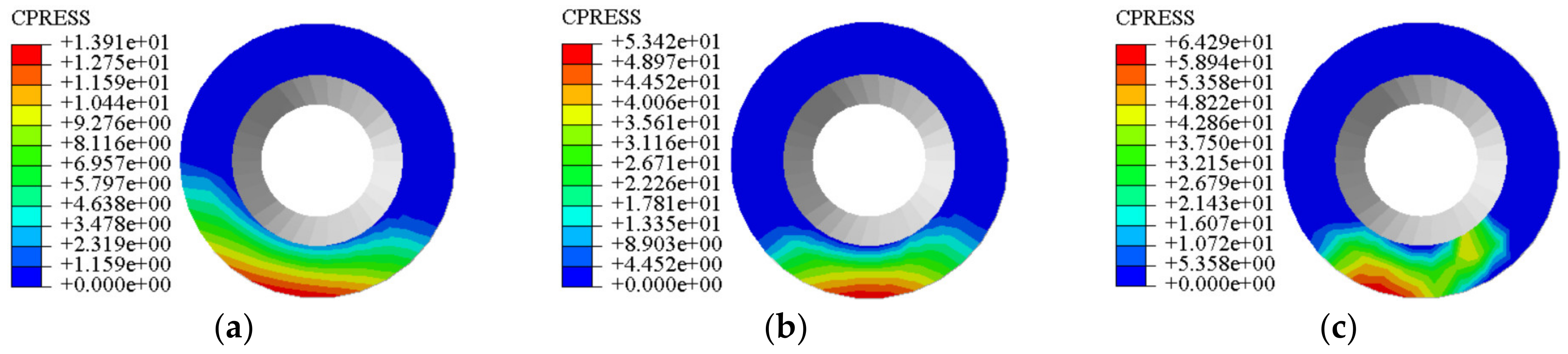
4.2. End-Face Friction Pair Dynamic Contact Stress Analysis
4.3. The Friction Pair Surface and Wear Simulation Analysis
5. Friction Pair and Wear Experiments
6. Conclusions
- (1)
- Under this working condition, the three main joint friction contacts of the working device are subjected to more obvious dynamic fluctuations, resulting in obvious contact and collision; at the same time, the experimental test data of the strain gauges are basically consistent with the simulation results, proving the rationality of the dynamics analysis.
- (2)
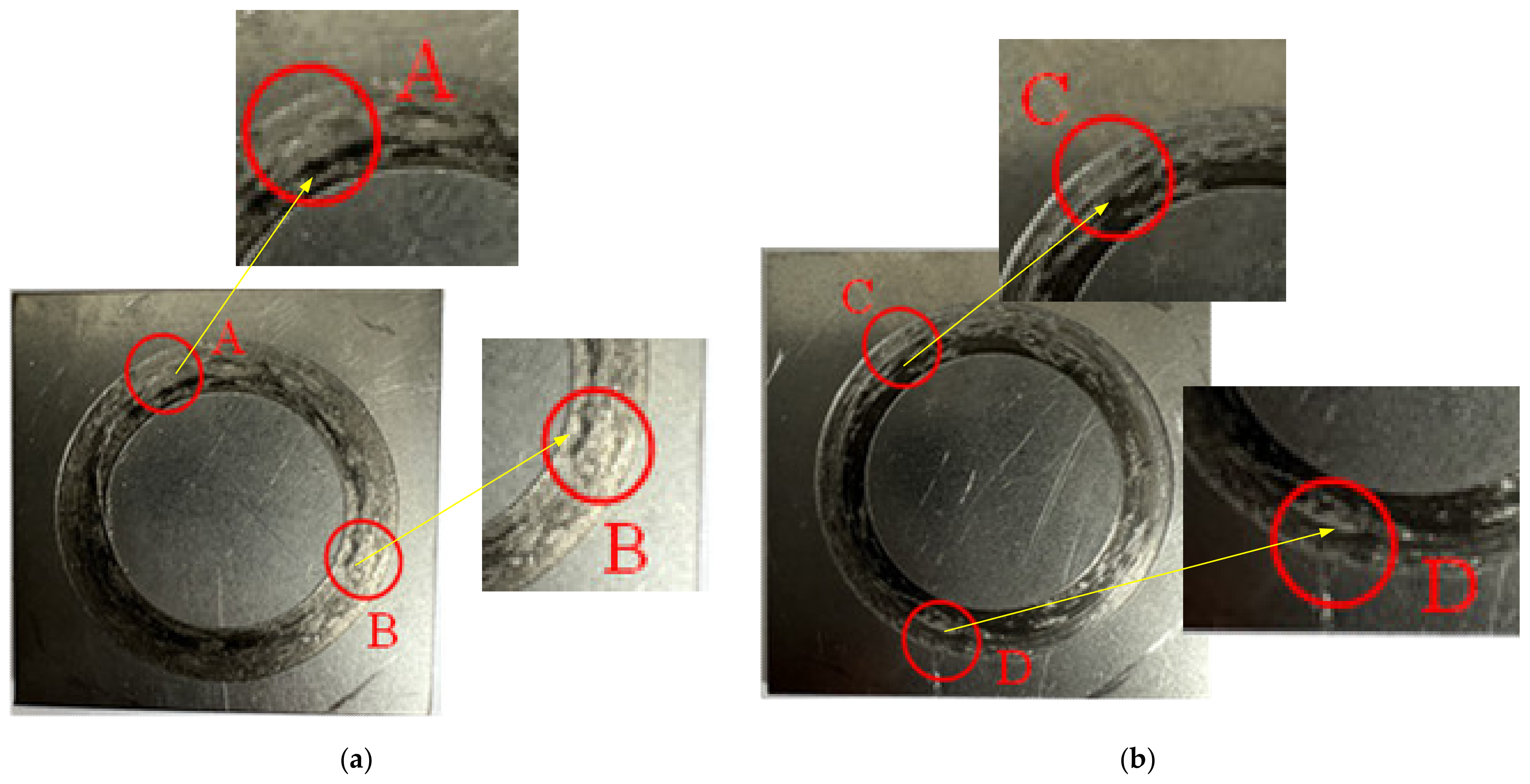
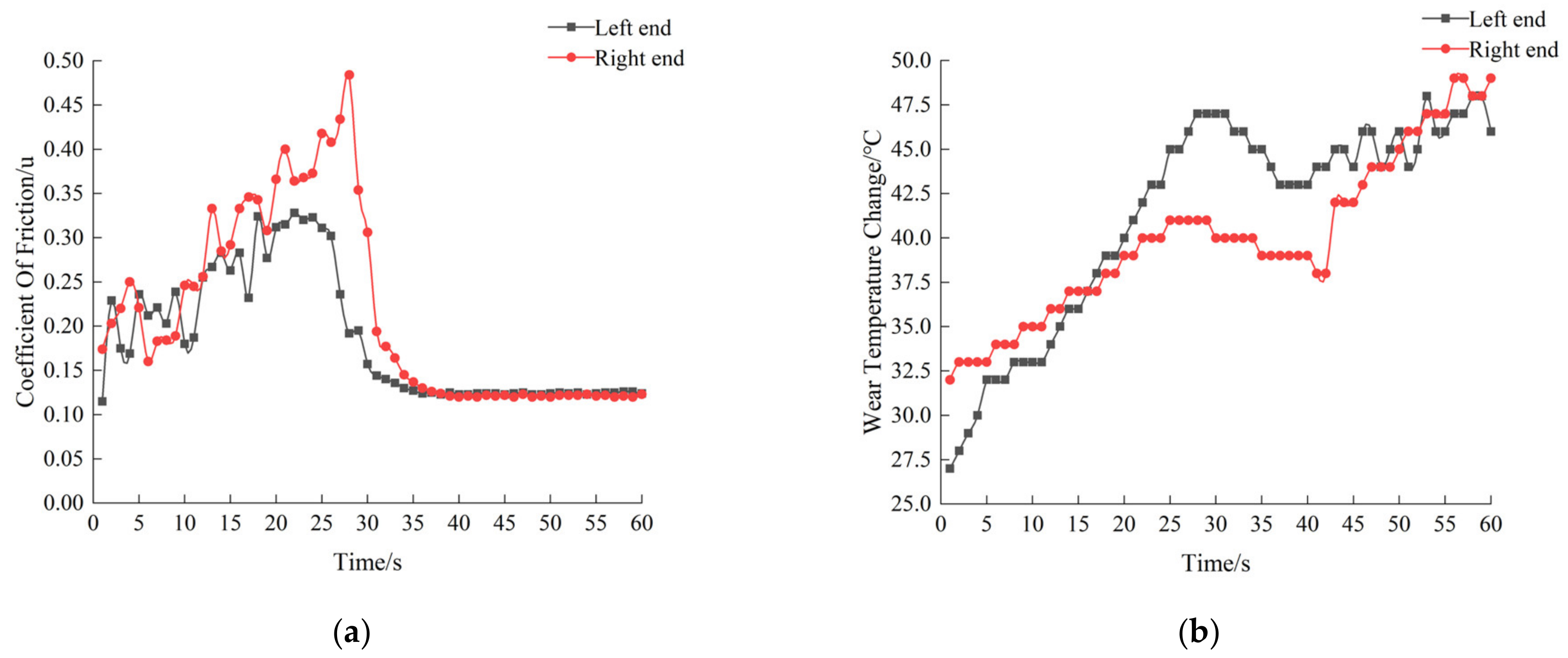
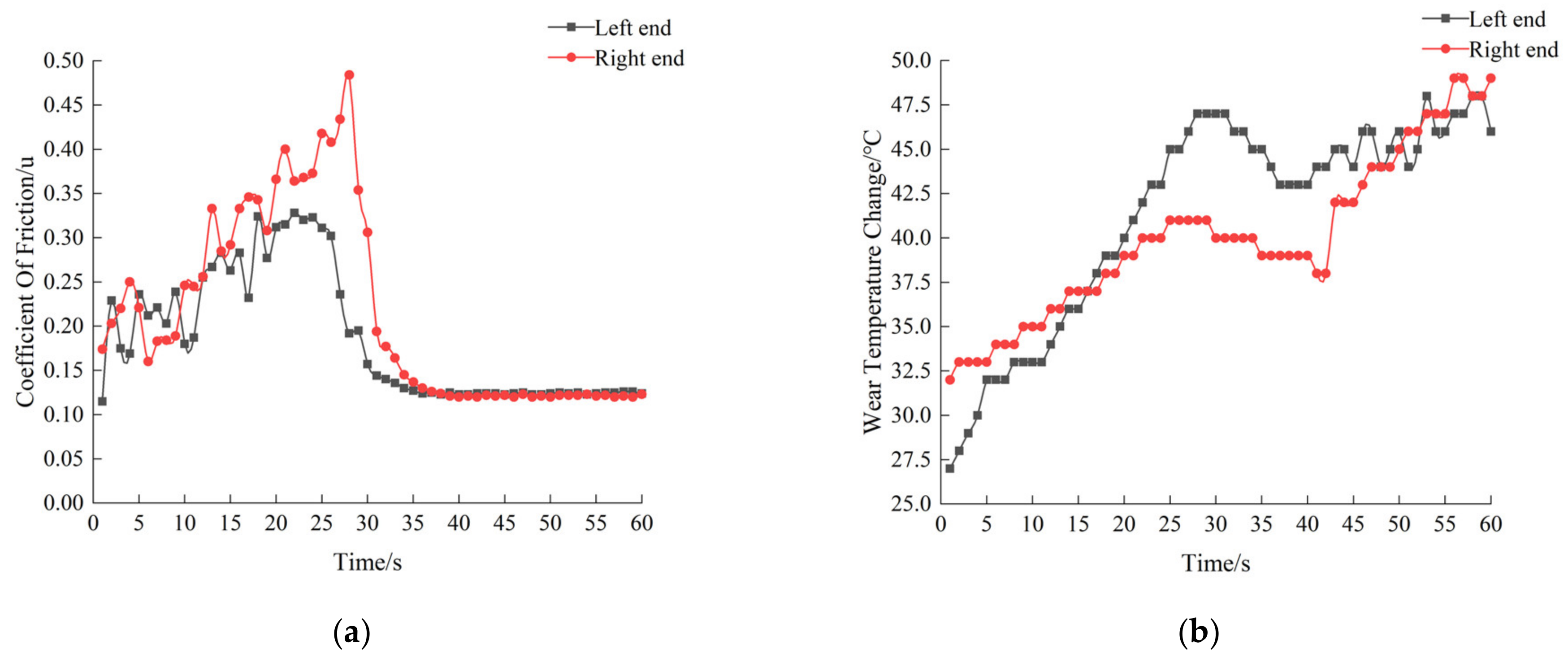
- The left and right end surfaces of the bucket joint end friction pair are subjected to dynamic contact stresses of different sizes and scattered effects; the wear area on the surface of the trunnion plate shows a circular area as a whole, and the wear is greater in the area with large contact stress values, and the wear depth value on the right end surface is greater than that on the left end surface, and the experimental test results are consistent with the simulation results.
- (3)
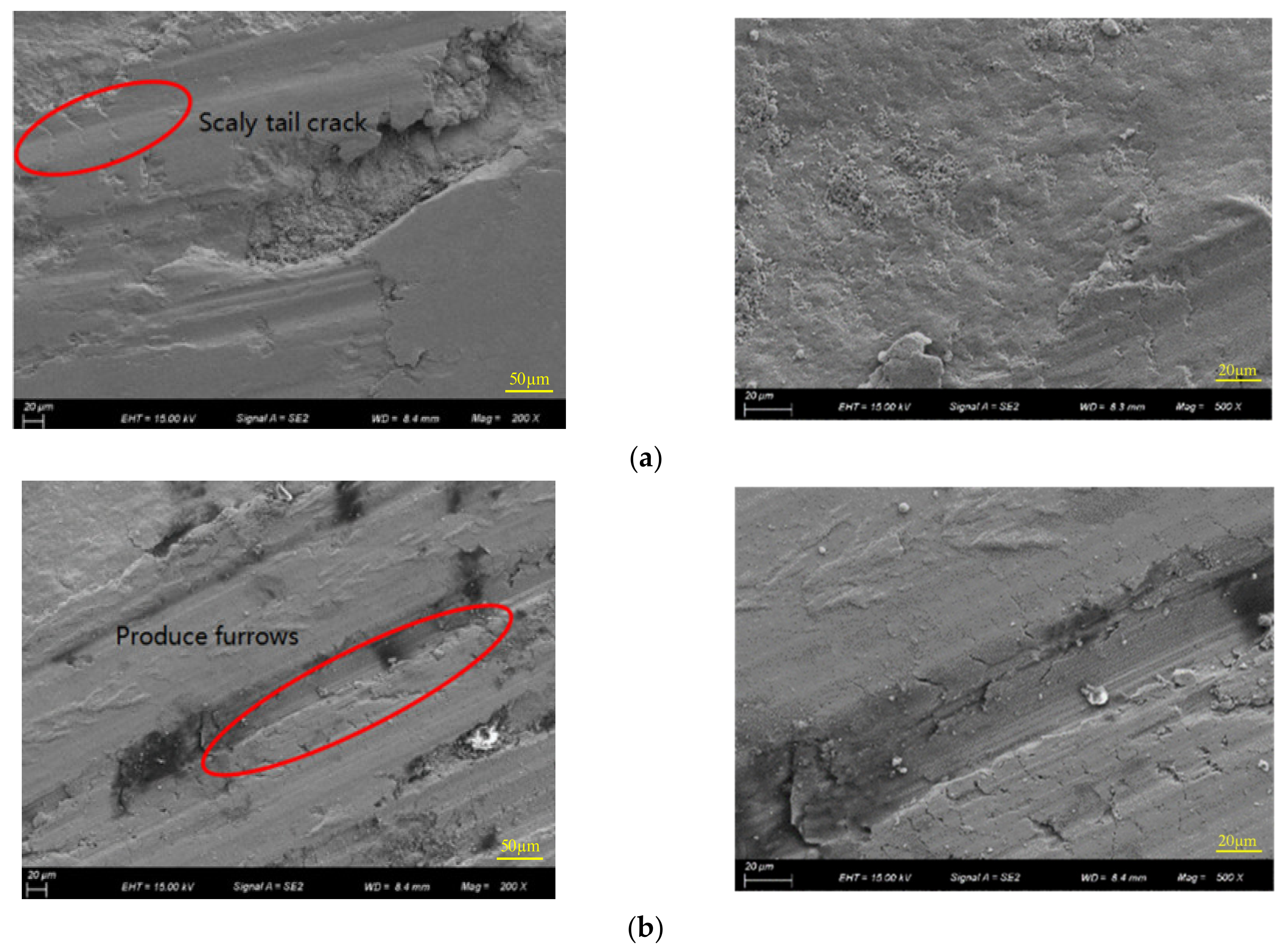
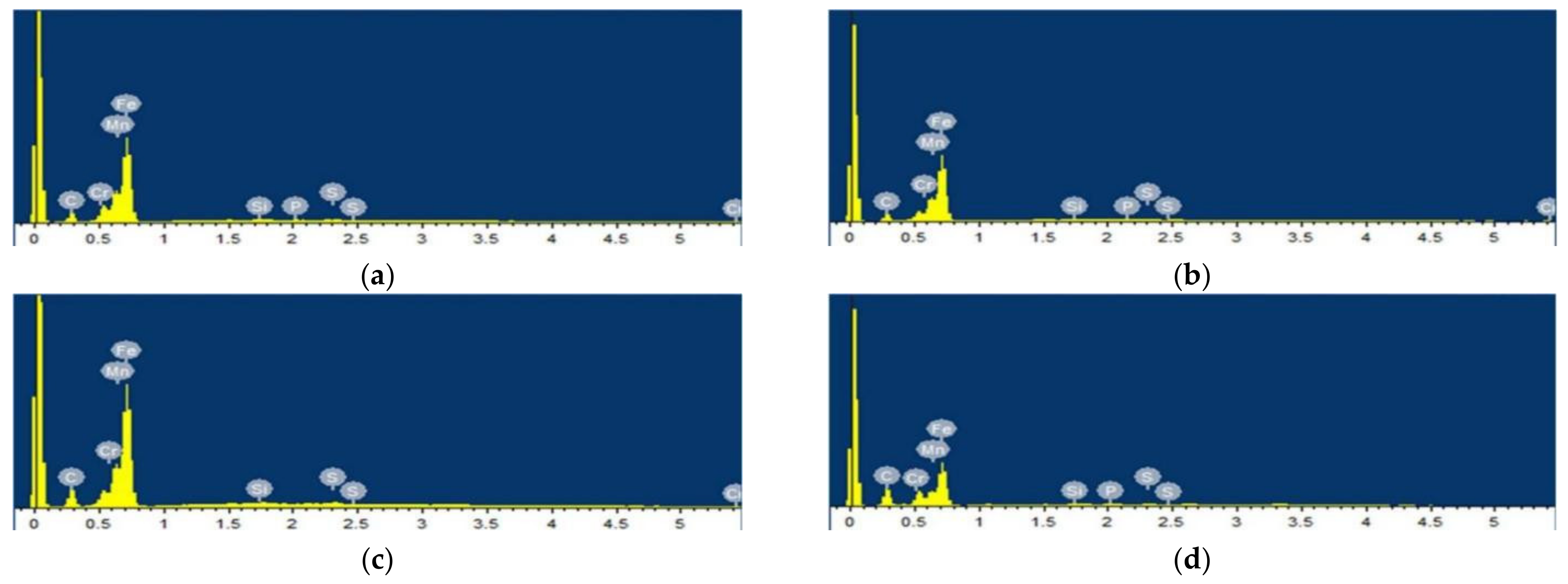
- The microscopic morphology of the wear surface of the left and right end surfaces was observed under SEM, and combined with EDS analysis, the wear mechanism of the specimen surface after wear was mainly based on fatigue wear and abrasive wear, and the transition from fatigue wear to abrasive wear was carried out continuously, after which abrasive wear was the dominant form of wear.
- (4)
- This paper uses software simulation method and experimental test data comparison, and through the modified Archard wear model using discrete analysis thinking method to solve the contact surface wear depth value method, etc., can provide theoretical guidance for the analysis of other construction machinery joint friction vice wear process and how to optimize the design of joint friction vice in the wear process.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tekin, K.S. Design and Construction of Boundary Lubricated Bearing Test Rig and Wear Analysis in Earthmoving Machinery. Master’s Thesis, Middle East Technical University, Ankara, Turkey, 2010. [Google Scholar]
- Park, J.Y.; Yoo, W.S.; Park, H.W. Matching of flexible multibody dynamic simulation and experiment of a hydraulic excavator. Proc. ACMD 2004, 459–463. [Google Scholar]
- Smolnicki, T.; Derlukiewicz, D.; Stańco, M. Evaluation of load distribution in the superstructure rotation joint of single-bucket caterpillar excavators. Autom. Constr. 2008, 17, 218–223. [Google Scholar] [CrossRef]
- Wang, Y.C.; Pang, W.J.; Zhou, M. Research on Digging Performance of Backhoe Hydraulic Excavator. Adv. Mater. Res. 2013, 718, 1673–1676. [Google Scholar] [CrossRef]
- Meng, Q.-H. Typical Friction Pair Wear Excavator Control Technology Research and Application. Ph.D. Thesis, Huazhong University of Science and Technology, Wuhan, China, 2004. [Google Scholar]
- Yang, H. Large excavator forearm connection shaft pin abrasion reasons and improvement measure. Sci. Technol. Innov. Appl. 2014, 26, 104–105. [Google Scholar]
- Long, Y.; Zhao, J. ABAQUS contact analysis in applying pin shaft mining mobile arm fault disposal. Building 2012, 6, 82–83. [Google Scholar]
- Shi, H.S.; Wang, L.H.; Yang, Z.; Wang, P.C. Dynamics simulation analysis on hydraulic excavator working mechanism based on rigid-flexible coupled modeling. Adv. Mater. Res. 2014, 889, 459–462. [Google Scholar] [CrossRef]
- Xiao, C.; Zhang, G.; Deng, R. Based on ADAMS hydraulic excavator working equipment dynamic simulation analysis. Shao Yang Univ. J. (Nat. Sci. Ed.) 2016, 13, 89–94. [Google Scholar]
- Wang, Z. Analysis of End Face Contact Performance of Joint Friction Pair of Excavator Working Device Based on Rigid-Flexible Coupling Dynamic Analysis. Master’s Thesis, Anhui University of Architecture, Hefei, China, 2022. [Google Scholar]
- Wu, K. Strain gauge bridge arrangement and group method in engineering application. J. Hui Univ. Archit. 2019, 27, 1–6. [Google Scholar]
- Hang, J.; Tao, R.; Jiang, Z.; Zhu, F.; Lei, D. Choose different strain rosette on the result of principal stress test. J. Lab. Res. Explor. 2016, 35, 32–36. [Google Scholar]
- Giri, A.; Pandey, C.; Mahapatra, M.M.; Sharma, K.; Singh, P.K. On estimating error in measuring the residual stress by strain gauge rosette. Measurement 2015, 65, 41–49. [Google Scholar] [CrossRef]
- Gui, C. Archard’s wear design calculation model and its application. Lubr. Seal. 1990, 61, 12–21. [Google Scholar]
- Li, C.; He, J.; Du, Y.; Xiao, W.; Wang, Z. Based on Archard model of machine tool guideway wear model and finite element analysis. J. Mech. Eng. 2016, 52, 8. [Google Scholar]
- Xu, J. Extrusion Cylinder Wear Mechanism and Influence Factors of Research. Master’s Thesis, Chongqing University, Chongqing, China, 2019. [Google Scholar]
- Arjmandi, M.; Ramezani, M.; Giordano, M.; Schmid, S. Finite element modeling of sliding wear in three-dimensional woven textiles. Tribol. Int. 2017, 115, 452–460. [Google Scholar] [CrossRef]
- Prajapati, D.K.; Tiwari, M. 3D numerical wear model for determining the change in surface topography. Surf. Topogr. Metrol. Prop. 2018, 6, 045006. [Google Scholar] [CrossRef]
- Yu, H.; Zhang, L.; Fan, J.; Chen, Q.; Wen, D.; Zheng, W. Casing wear 3D surface topography restoration and mechanism analysis. J. Tribol. 2007, 27, 477–481. [Google Scholar]
- Wurth, S.; Mehlan, A.; Werner Theisen, S.S. Identification of micro wear mechanisms of a high-speed train friction pair employing a wear debris analysis. In Proceedings of the EuroBrake Conference, Dresden, Germany, 4–6 May 2015. [Google Scholar]
- Wang, X.; Liu, B.; Xiao, J.; Qu, J.; Ding, G.; Yang, Y. Before the slider friction and wear failure mechanism and morphology characteristics analysis. J. Surf. Technol. 2019, 48, 141–148. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Bucket Cylinder | Stick Cylinder | Boom Cylinder | |
|---|---|---|---|
| Model length | 1659 | 2784 | 1881 |
| Maximum elongation length | 2263 | 2875 | 2490 |
| Maximum shrinkage length | 1378 | 1700 | 1500 |
| Time | Set Up the Excavating Process |
|---|---|
| 0–2 s | Work device of the bucket cylinder complete shrinkage, in its most prominent mining radius position, ready to start mining. |
| 3–8 s | Bucket rod oil cylinder and a movable arm oil cylinder lock, bucket cylinder power drive digging bucket process, after reaching full stop digging. |
| 8–10 s | The working device of the end of the bucket digging began to end up at a certain height. |
| 10–14 s | Base rotary platform by static start turning 90°, bucket digging bucket and discharge. |
| 14–17 s | Rotary bucket digging bucket after discharge, base platform according to the end of the original road return 90° mining process. |
| The Instrument | Project | The Numerical |
|---|---|---|
| The experiment machine | The quality of the machine/t | 1.2 |
| Movable arm length/m | 1.67 | |
| The bucket rod/m | 1.15 | |
| Bucket capacity/m3 | 0.045 | |
| Triaxial strain rosette 120-3CA | Resistance value/Ω | 120 |
| Base size/mm | 10.5 × 10.5 | |
| Wire grid size/mm | 3.0 × 2.0 | |
| The sensitivity | 2.0 | |
| DH3818Y Strain gauge | Sampling rate/Hz | 1/2/5 |
| PC Data collection terminal | / | / |
| The strain gauge connected to the dedicated line | Wire diameter/mm | 1.6 |
| Galvanized copper wire | 17 roots |
| Material | Modulus of Elasticity/MPa | Poisson Ratio | The Density of/(kg·m−3) | Yield Stress/MPa |
|---|---|---|---|---|
| 45 steel | 210,000 | 0.3 | 7850 | 345 |
| Fe | Mn | Cr | S | P | Si | C | |
|---|---|---|---|---|---|---|---|
| Area A | 88.17 | 0.48 | 0.12 | 0.10 | 0.10 | 0.29 | 10.74 |
| Area B | 87.11 | 0.55 | 0.17 | 0.17 | 0.03 | 0.24 | 11.72 |
| Area C | 84.44 | 0.27 | 0.21 | 0.32 | 0 | 0.22 | 14.54 |
| Area D | 73.81 | 0.38 | 0.11 | 0.15 | 0.32 | 0.19 | 25.05 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, X.; Zhang, L.; Li, W.; Wang, Z.; Zhang, Z.; Gao, T.; Liu, W. Analysis of Dynamic Wear Characteristics of Joint Contact Friction Pair of Excavators Working Device. Lubricants 2024, 12, 113. https://doi.org/10.3390/lubricants12040113
Chen X, Zhang L, Li W, Wang Z, Zhang Z, Gao T, Liu W. Analysis of Dynamic Wear Characteristics of Joint Contact Friction Pair of Excavators Working Device. Lubricants. 2024; 12(4):113. https://doi.org/10.3390/lubricants12040113
Chicago/Turabian StyleChen, Xuehui, Lei Zhang, Wei Li, Zijian Wang, Zhengbin Zhang, Ting Gao, and Wei Liu. 2024. "Analysis of Dynamic Wear Characteristics of Joint Contact Friction Pair of Excavators Working Device" Lubricants 12, no. 4: 113. https://doi.org/10.3390/lubricants12040113
APA StyleChen, X., Zhang, L., Li, W., Wang, Z., Zhang, Z., Gao, T., & Liu, W. (2024). Analysis of Dynamic Wear Characteristics of Joint Contact Friction Pair of Excavators Working Device. Lubricants, 12(4), 113. https://doi.org/10.3390/lubricants12040113