Abstract
In the design of rear-axle locking differentials, the desired high locking effect is often achieved using wet multi-plate clutches. This study conducts an in-depth investigation into the spontaneous damage behavior of these clutches through a series of methodical experimental tests. It focuses on three different clutch variants, each equipped with organic friction linings—namely, paper-based, carbon composite, and woven carbon—and undertakes a comparative analysis of their respective damage typologies. The experimental analysis identifies and characterizes patterns of damage, notably the buckling of steel plates and the detachment of lining. Moreover, the study thoroughly examines and compares the friction and temperature behavior under the high load conditions applied to these three friction systems. Concurrent temperature measurements enable the establishment of robust temperature-based criteria for predicting and understanding damage behavior.
1. Introduction
1.1. Motivation and State of the Art
Wet clutches and brakes constitute critical components in drivetrain technology. Their ability to engage under differential speed and adjust transmittable torque even during operation broadens their application scope, including roles as starting and powershift elements in dual-clutch and automatic transmissions, torque converter lock-up clutches, differential locks, and brakes in construction machinery, among others. Given their often crucial role in safety-related functions within drive trains, preventing failures in wet clutches is paramount. Spontaneous damage poses a significant risk as it can lead to abrupt failure during a single engagement, making it difficult to predict. The design complexities of wet clutches are exacerbated by the diverse physical and tribological characteristics of various friction materials (paper, carbon, and sinter metallic) and their distinct damage profiles. [1]
In the realm of friction systems with organic friction linings in power shift scenarios, Schneider et al. [2] categorize specific patterns of damage, such as localized, elliptical, or circular black discolorations known as hot spots, and more extensive blackened areas, which are referred to as hot bands according to Graf and Ostermeyer [3]. They further categorize hot spots based on thickness increase: those with less than or equal to 0.05 mm are distinguished from those exceeding 0.05 mm, using this as a criterion for failure. Anderson and Knapp [4] offer a qualitative assessment of various hot spot types in automotive friction systems for power shifts, describing local hot spots with elliptical to circular damage patterns. Non-critical local hot spots exhibit superficial changes such as brown to blue discoloration and reach temperatures up to 300 °C, without structural alterations in the steel plates. In contrast, critical hot spots are marked by plastic deformation, surface cracking, and residual martensite formation, which leads to an increase in steel plate volume. These critical hot spots necessitate temperatures of at least 750 °C for their development, as indicated by the associated microstructural transformation. Schneider et al. [5] explore the maximum temperatures at which hot spots occur. However, their simulation model does not account for local effects, resulting in a broad temperature range (480 °C to 710 °C) for organic friction systems. Kasem et al. [6] demonstrate through metallurgical experiments that hot spots lead to grain refinement and microstructural transformations in the affected areas. Additionally, plastic deformations of the surface in these regions are attributed to the melting of steel material under high temperatures and mechanical stress. Infrared camera analyses of brake disks by Kasem et al. [6] reveal locally excessive temperatures nearing the austenitizing point at hot spot locations. This plastic deformation observed during friction processes is termed “tribological transformation of surface—TTS” by Eleoed et al. [7] and “tribological surface transformation—TST” by Antoni et al. [8]. Audebert et al. [9] utilize a numerical algorithm to show that clutch disks experiencing axisymmetric temperature variations can develop residual in-plane bending moments sufficient to induce buckling during unloading. Axisymmetric buckling, or coning, occurs when the residual stress at the outer radius is tensile, while a non-axisymmetric “potato chip” deformation arises under compressive stress, illustrating how an axisymmetric stress field can cause non-axisymmetric shapes. Cenbo et al. [10] theoretically and experimentally investigate buckling in single-sided disks for power shifting applications, measuring temperatures at various radii in the clutch center under different lubrication conditions. They conclude that buckling occurs when radial temperature differences become significant and the in-plane bending moment surpasses a critical threshold. Yu et al. [11] address the damage potential of disk buckling, noting that disk deformation leads to substantial temperature variations and pronounced frictional torque differences between contact and non-contact areas, further exacerbating deformation. Cui et al. [12] in their simulation studies reveal that transient thermal deformation of the friction clutch results in three types of saucer-shaped and one type of wave-shaped deformations, influenced markedly by disk boundary conditions and material thermal conductivity. Li et al. [13] find that buckling in steel plates is induced by radial thermal stresses at thicknesses below 1.8 mm and by circumferential thermal stresses at greater thicknesses.
1.2. Research Objectives and Structure of the Study
The current state of the art indicates that numerous studies have addressed the spontaneous damage behavior of wet clutches. However, these investigations predominantly focus on power shifts and braking scenarios, with a notable gap in research pertaining to transient operations, as commonly encountered in limited slip differentials. Furthermore, while existing studies acknowledge the significant impact of temperature levels on clutch damage behavior, they often fail to specify critical temperature thresholds, or when they do, the provided ranges are excessively broad. This article aims to fill these gaps by examining and comparing the damage patterns and alterations in friction behavior under high mechanical and thermal stresses in multi-plate clutches with organic friction linings during transient slip operations. Additionally, it presents specific temperature thresholds for the spontaneous damage behavior of various friction materials.
The paper is organized as follows: Initially, the components to be tested and the test rig utilized are presented in detail. This is followed by an explanation of the methodological approach and the evaluation method employed to achieve the research objectives. The experimental results and their evaluations are presented in the Section 3. These results are then discussed in detail in the Section 4, alongside the current state of the art. The main findings of the thesis are summarized in the Section 5.
2. Materials and Methods
The clutch systems investigated are composed of 10 friction interfaces, encompassing 6 external and 5 internal plates. Figure 1a illustrates the arrangement of these clutch components. Each plate is distinctly marked for unambiguous identification, and these marks are aligned with corresponding indicators on the carriers at the test rig to guarantee consistent assembly. To measure temperature during the experimental trials, a type K thermocouple [14] is attached to the steel plate labeled “C”, positioned at the center of the clutch assembly (see Figure 1b). For this, a hole is radially drilled into the steel plate to insert the temperature sensor. The drill hole, with a diameter of db = 0.3 mm, is made radially up to the mean friction diameter of the steel plate. A type K thermocouple NiCr-Ni [14], featuring an Inconel 600 outer sheath and a diameter of dt = 0.25 mm, is utilized for temperature measurement. The measuring range and the limit deviations for type K thermocouples are defined in DIN EN 60584 [15]. Before attaching the thermocouple, thermal paste [16] is applied into the hole.
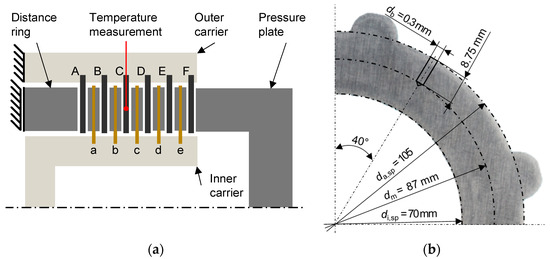
Figure 1.
(a) Schematic assembly of a clutch disk set with outer toothed steel plates and inner toothed friction lining disks in the component test rig KLP-260. (b) Dimensions of the steel plate and position of the hole for the thermocouple.
Figure 2 presents photographic documentation of the steel plates under study, alongside their respective friction counterparts. The research focuses on three distinct variants of friction plates. Friction plate FP1 is characterized by a paper-based friction lining, whereas FP2 incorporates a lining made of carbon composite. Notably, both FP1 and FP2 share an identical segmented groove design. In contrast, friction plate FP3 is distinguished by its woven carbon friction lining and exhibits a groove pattern that sets it apart from FP1 and FP2. The friction systems FS1, FS2, and FS3 are formed by pairing the steel plate with the friction plates FP1, FP2, and FP3.
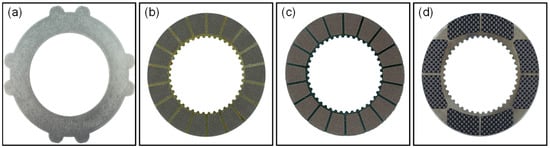
Figure 2.
Photos of the test parts: (a) steel plate, (b) friction plate FP1 with paper friction lining, (c) friction plate FP2 with carbon composite friction lining, and (d) friction plate FP3 with woven carbon friction lining.
The experimental investigations are executed using the component test rig KLP-260. A schematic representation of this test rig is depicted in Figure 3. The KLP-260 is capable of functioning in various modes: power shift, transient slip, and steady-state slip. To measure friction torque, a load cell links the outer carrier to the housing of the test rig. The inner carrier affixed to the main shaft is powered either by the main drive or the creep drive. When necessary, the inner carrier can be coupled with the adjustable mass inertia J2 and a manually tunable mass J1. A hydraulic piston, equipped with a displacement measuring system, activates the clutch. The test clutch benefits from an advanced lubrication system, capable of delivering lubricant both internally and from above, with volume and temperature control. This ensures thorough lubrication of the entire clutch assembly, particularly at lower speeds. In the power shift mode, the speed-regulated main drive increases the velocity of the main shaft, while an axially directed force is applied to the clutch plates through a force-adjusted hydraulic cylinder, employing a thrust ring. For steady-state and transient slip modes, the clutch experiences a differential speed induced by the creep drive, under a pre-defined axial force. During these modes, the electromagnetic clutch disengages the main drive [17].
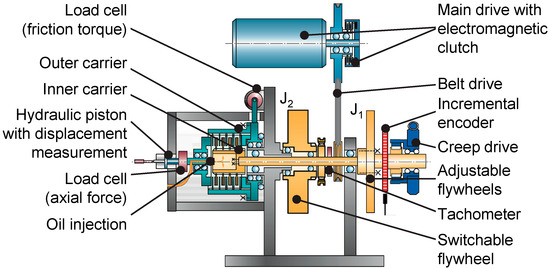
Figure 3.
Schematic layout of the component test rig KLP-260.
A very detailed explanation of the test rig is also given by Strobl [17]. In the Appendix A, in Figure A4, you will find a photograph of the actual test rig setup.
Prior to testing, each clutch assembly undergoes a run-in process, characterized by a non-linear variation in friction coefficient based on shifting frequency, as detailed by Voelkel [18]. Voelkel’s [18] test methodology, formulated to closely mirror real-world applications of slipping clutches, forms this study’s foundation. It involves a load collective with six typical application load levels, differing in pressure and differential speed. The run-in’s load collective completes 200 cycles. Table 1 lists these levels, S1 to S6, and their corresponding parameters, cycled in the sequence S1-S4-S2-S5-S3-S6. Voelkel [18] provides a detailed description of the run-in procedure.

Table 1.
Specific data of the load levels of the run-in (based on Voelkel [18]).
In alignment with the current state of the art, as described by Strebel [19], this work utilizes step tests to examine the occurrence of spontaneous damage. Step tests typically involve a gradual, stepwise escalation of one or more load parameters during the testing process, which facilitates the observation and recording of damage development. The specific load of a wet clutch, defined in terms of specific friction work and specific friction power during transient slip operation, is determined by variables such as pressure, maximum differential speed, and duration of load while presupposing a stable coefficient of friction. The primary objective of this research is to explore the broadest feasible parameter space. Consequently, all parameters are subject to variation. Between different step tests, there is a variation in pressure and maximum differential speed, with each test utilizing a distinct test clutch. Within an individual step test, both the duration of the load and the number of slip phases are progressively increased, as depicted in Figure 4. The definition of a load level is based on the number of slip phases, N; for instance, load level 1 includes a single slip phase and load level 2 comprises two slip phases. Incrementally increasing the number of slip phases from one load level to the next results in a corresponding increase in specific friction work.
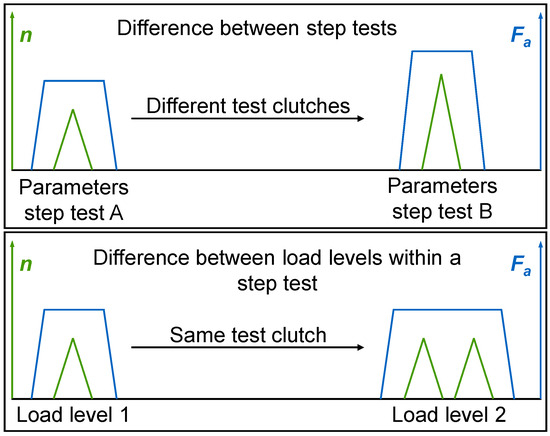
Figure 4.
Schematic representation of the differences between step tests and the differences between load levels within a step test.
Prior to initiating each step test, the test parts in the rig undergo a preparatory phase, where the clutch idles for an hour at an oil injection temperature of 80 °C. This process ensures saturation of the porous friction lining with oil and a uniform mass temperature for the test components and establishes a stable temperature distribution throughout the test rig’s mass. Subsequently, the multi-plate clutch designated for testing undergoes a load level involving 10 iterations of a slip cycle. Following each slip cycle, a cooling phase is initiated, allowing the plates to return to the baseline temperature of T = 80 °C. This is monitored using the thermocouple signal from steel plate C, as depicted in Figure 1. Each load level is succeeded by a reference load level, employing loads S5 (see Table 1) from the initial run-in. The slip cycle of this reference level, conducted 10 times, serves as a benchmark for assessing the clutch pack’s damage progression (see Figure 5). Upon completing a load level and its associated reference cycles, the plates undergo a cleaning process and a thorough damage inspection, and any observed damage is meticulously recorded. Following a visual inspection, the clutch is reassembled into the test rig. The experiment then progresses to the subsequent, more intense load level, with this procedure being repeated until clutch failure is observed. The specific oil flow rate during these load levels is maintained at oil = 0.25 mm3/mm2/s, with the oil being evenly distributed from both the inside (50%) and the top (50%) of the clutch. This external lubrication approach, distributing oil evenly from both the clutch’s inside and top, effectively maintains lubrication, even under decreased speed conditions.
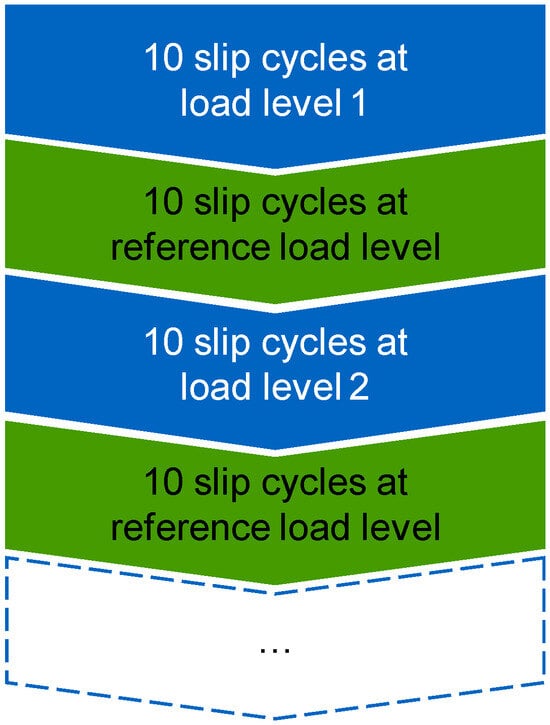
Figure 5.
The procedure of a step test.
The analysis of friction behavior in this study is conducted through the examination of characteristic friction coefficient values. Voelkel [18] employs the friction characteristic in the context of transient slip to define a key parameter, µtop. This parameter represents the friction coefficient at the peak slip speed, effectively encapsulating the overall level of friction coefficient (as illustrated in Figure 6). The assessment of friction properties is focused primarily on the final slip phase of each test. During this phase, the friction coefficient is graphically plotted against the slip speed, specifically for the decreasing segment of the slip phase. This method facilitates an objective characterization of the friction behavior, primarily through the analysis of the µtop value. Subsequent analytical procedures are then undertaken. For a comprehensive presentation of the µtop values across various load levels and corresponding reference load levels within the step tests, bar charts complemented by error bars are utilized. This format allows for an in-depth examination of the scatter of the µtop value within each load level and the detection of any alterations in the friction coefficient levels between different load levels.
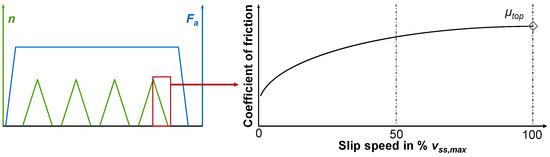
Figure 6.
Exemplary friction characteristic for a transient slip with a coefficient of friction value µtop (based on Voelkel [18]).
3. Results
3.1. Damage Patterns
Figure 7 offers a detailed representation of the damage behaviors observed in three different friction systems subjected to various step tests. This figure provides a visual representation of each system’s condition: new condition, after run-in, and following slip cycles at N = 1, N = 2, N = 3, and N = 4. The focus is on steel plates and friction plates, which are located in the center of the clutch unit. Additionally, the figure records the temperature measurements of the central steel plate at each load level, facilitating a comparative analysis. For a more coherent comparison, three specific tests are chosen, where the failure of the friction system occurs after four slip phases. The test conditions are as follows:
- FS1: p = 7.0 N/mm2, n = 140 min−1, Toil = 80 °C,
- FS2: p = 6.0 N/mm2, n = 140 min−1, Toil = 80 °C,
- FS3: p = 4.0 N/mm2, n = 140 min−1, Toil = 80 °C,

Figure 7.
Damage pattern progression for friction systems FS1, FS2, and FS3.
Figure 7.
Damage pattern progression for friction systems FS1, FS2, and FS3.

In the scenario of friction system FS1, post-run-in observations reveal a smoothing effect on the steel plate surfaces. During the subsequent step test, discoloration of the steel plate emerges at load level 3 (N = 3), accompanied by temperature readings reaching 350 °C. At load level 4, system failure is attributed to the buckling of the steel plates, with temperature measurements displaying considerable variance, averaging around 400 °C. Additionally, the friction plates exhibit discoloration around the groove and friction lining pads. The failure load level is marked by abrasive wear in regions where the steel plate buckles.
Friction system FS2 also fails due to buckling of the steel plate. Initial damage, indicated by steel plate discoloration, is noted at load level 2 (N = 2) with temperatures around 295 °C. Escalating load parameters lead to further discoloration and eventual buckling at load level 4 (approximately 500 °C), alongside a notable increase in temperature measurement variability. Post-run-in, the friction lining shows a lightening effect due to oil absorption. At elevated loads and temperatures, the friction lining darkens significantly. The final load level is characterized by visible abrasive wear on the outer diameter.
The friction system FS3′s failure is precipitated by the detachment of the friction lining. Prior to failure, neither discoloration is observed on the steel plates, nor are there visible changes on the friction plate. The failure event is marked by discoloration on both the steel and lining plates, along with lining detachment. Temperature measurements of the steel plate at the point of failure hover around 370 °C. Notably, FS3 does not exhibit the increased temperature measurement scatter observed in FS1 and FS2 at their respective failure load levels.
3.2. Modification of Friction and Temperature Behavior
In this study, a series of nine step tests, each with varied pressure and slip speed parameters, are executed using the FS1 friction system. Figure 8 illustrates the outcomes, specifically highlighting the characteristic friction coefficient µtop and the highest recorded temperature of the steel plate in four of these step tests. Data from the remaining five step tests are comprehensively detailed in the appendix. The damage patterns observed in the tests conducted align with those detailed in Section 3.1. The results are graphically represented through bar charts that include standard deviations. Within these charts, blue bars indicate the outcomes of the load engagements, while the gray bars correspond to the results from the reference engagements. The step tests involving the FS1 system are conducted under pressures ranging from 4.0 to 8.0 N/mm2, and a maximum slip speed varying between 80 and 140 min⁻1. A notable trend observed during these tests is the reduction in the characteristic friction coefficient µtop in the load engagements (depicted in blue). However, at the failure load level, there is an observable increase in the friction characteristic value µtop in certain step tests. Additionally, the standard deviation of µtop tends to escalate as the load level intensifies. Regarding the maximum temperatures measured in the steel plate, both the values and their standard deviations display an upward trend in the load levels as the step tests progress. Conversely, in the reference engagements (represented in gray), the temperature levels remain relatively constant across all load levels, with minimal standard deviation. The characteristic friction coefficient µtop in these reference engagements initially shows a decrease in the first few load levels. In experiments featuring multiple load levels, the µtop stabilizes around 0.09. Beyond this point, no further systematic decline in this characteristic value is observed in the subsequent load levels.
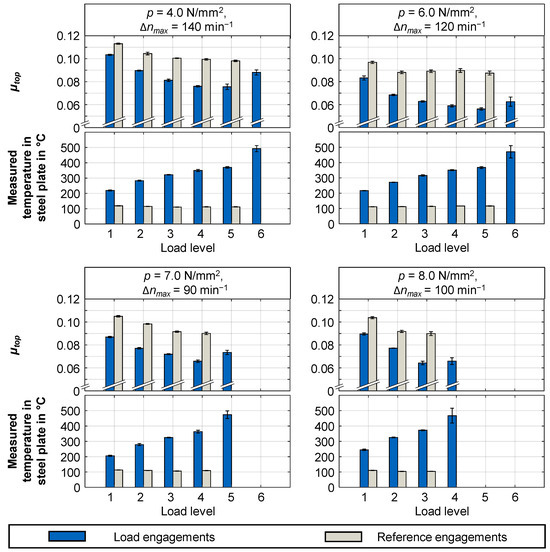
Figure 8.
Characteristic coefficient of friction µtop and measured maximum temperature in the steel plate for step tests with friction system FS1.
Figure 9 presents the recorded peak temperatures in the steel plate and the characteristic friction coefficient µtop, specifically for four step tests utilizing the FS2 friction system. Additional data pertaining to other step tests within this series are detailed in the appendix. The observed damage patterns in the conducted tests correspond to those described in Section 3.1. Throughout the step tests with the FS2 system, pressure is varied within the range of 4.0 to 8.0 N/mm2, and the maximum slip speeds fluctuated between 60 and 140 min⁻1. A notable pattern observed is the consistent decrease in the characteristic friction coefficient µtop across successive load levels during the load engagements. Concurrently, both the highest temperature measured in the steel plate and its standard deviation exhibited an upward trend as the step tests progressed. In the case of the reference engagements, depicted in gray, there is a marked consistency in the temperature levels, characterized by minimal standard deviation across all the load levels. Interestingly, the characteristic friction coefficient µtop in these reference engagements exhibits lower values at the higher load levels compared to those at the beginning of the step test. Furthermore, there is a discernible downward trend in µtop from one load level to the next.
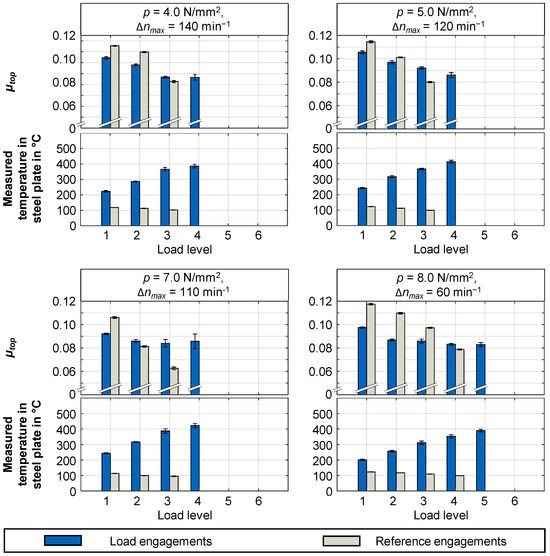
Figure 9.
Characteristic coefficient of friction µtop and measured maximum temperature in the steel plate for step tests with friction system FS2.
Figure 10 provides a detailed visualization of the peak temperatures recorded in the steel plate and the characteristic friction coefficient µtop, as observed in four step tests conducted with the FS3 friction system. Complementary data from additional step tests are comprehensively compiled in the appendix. The patterns of damage identified in the conducted tests correspond to those described in Section 3.1. In the tests, the pressures applied varied from 4.0 to 8.0 N/mm2, while the maximum slip speeds oscillated between 50 and 140 min⁻1. A consistent trend noted in the step tests during the load engagements is the gradual decrease in the characteristic friction coefficient µtop across the successive load levels. Simultaneously, there is a continuous rise in both the maximum temperature measured in the steel plate and its associated standard deviation throughout the step test. Notably, temperatures exceeding 300 °C have been recorded in the load levels where failure occurred. In terms of the reference engagements, there is an observable stability in the temperature levels, which remains consistent across all tests for the FS3 system. As for the characteristic friction coefficient µtop within these reference engagements, it maintains a consistently high level throughout the entirety of the step test, indicating a uniform frictional behavior across the various load levels.
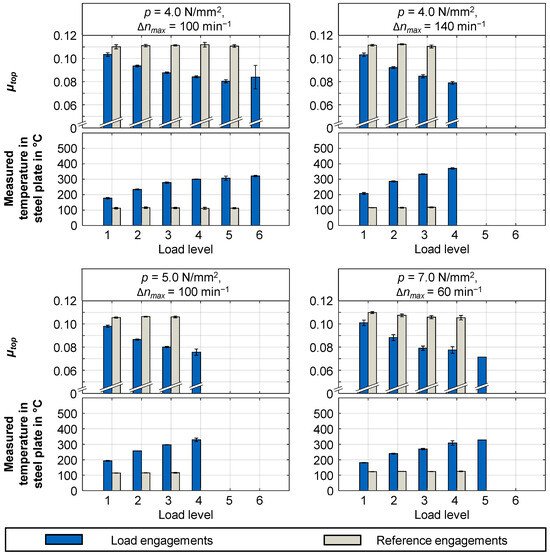
Figure 10.
Characteristic coefficient of friction µtop and measured maximum temperature in the steel plate for step tests with friction system FS3.
3.3. Derivation of a Limit of Damage and Damage Prevention
The definition of critical damage thresholds is of decisive importance for the prevention of spontaneous damage in wet clutches during the operating phase. The empirical investigations carried out in this work on the friction systems FS1 to FS3 (see Figure 7, Figure 8, Figure 9, Figure 10, Figure A1, Figure A2 and Figure A3) confirm the occurrence of spontaneous damage under increased thermal load. This is not only evident from the temperature measurements of the steel plates. Figure 11 shows the recorded temperatures of the steel plates in the penultimate load level—the level just before the failure load level—for the friction systems FS1 to FS3. These data are consistent with the results shown in Figure 8, Figure 9, Figure 10, Figure A1, Figure A2 and Figure A3. A common observation for these friction systems is the consistently high temperature at the penultimate load level before failure, regardless of variations in parameters, such as pressure, maximum differential speed, and the number of sliding phases.
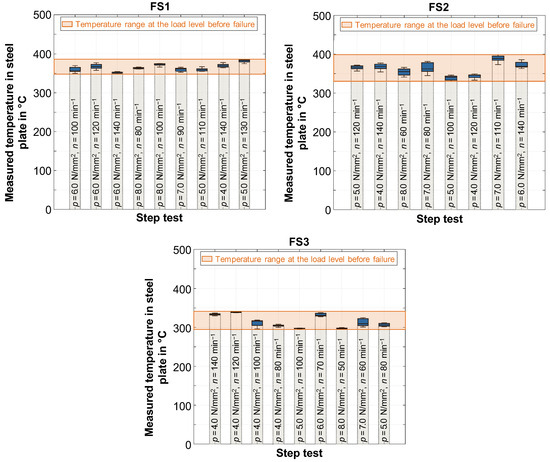
Figure 11.
Measured steel plate temperatures at the load level before failure for friction systems FS1, FS2, and FS3.
While the friction systems FS1 and FS2 have similar temperature profiles, the measured values for FS3 are comparatively lower. From the experimental data, it is inferred that specific critical temperature ranges conducive to spontaneous damage can be established for each friction system, even when the patterns of damage differ, such as buckling or lining detachment. These findings facilitate the definition of a critical temperature range for each friction system, which, if exceeded, could lead to spontaneous damage. The determined critical temperature ranges for the friction systems are as follows:
- FS1: 348 °C–386 °C
- FS2: 330 °C–398 °C
- FS3: 294 °C–340 °C
4. Discussion
Contemporary research identifies various types of damage in friction materials, such as the transfer of sinter material in metallic types and the occurrence of hot spots and bands in organic materials. These damages are primarily associated with power shift modes and have been the subject of thorough studies. However, there is a noticeable gap in detailed research on damage patterns linked to spontaneous damage in transient slip modes.
This work’s experimental studies on transient slip modes indicate that steel plate buckling is the prevalent failure mechanism in friction systems FS1 and FS2. Cenbo et al. [10] have provided insights into this phenomenon through their experimental and theoretical work, noting that buckling occurs when significant radial temperature differences arise and in-plane bending moments exceed critical levels. For friction system FS3, clutch failures are attributed to the separation of the lining from the carrier plate, suggesting that the bonding’s adhesive and cohesive forces are highly sensitive to temperature changes, weakening as temperatures increase. It is also deduced that the woven friction lining, rich in carbon fiber and sparse in matrix material, has greater thermal conductivity than the paper-based lining of friction plate FP1 and the composite carbon lining of FP2 [20,21,22]. This characteristic allows for more efficient use of the carrier plate’s thermal capacity, maintaining lower clutch temperatures. Yang and Lam [23] found that in traditional clutches, over 90% of heat is absorbed by the steel plate, creating a significant temperature gradient through the lining during engagement. The temperature at the bond interface between the carrier plate and friction material is substantially lower than at the surface, suggesting room for improvement in the clutch’s overall thermal performance. However, designing the bond layer to withstand necessary shear forces under high thermal conditions remains crucial. A common initial sign of damage in all friction systems is the discoloration of steel plates, a phenomenon well-documented in literature [4,24] and associated with power shifting. This discoloration, resulting from oil-cracking product deposits, occurs in both sintered and organic systems. In organic systems under power shift mode, damages like hot spots or bands are reported, often linked to thermoelastic instabilities as extensively discussed in the literature [25,26,27,28]. However, such damages are not typically seen in transient slip operations, as the frictional power in these modes is considerably lower than in power shifting, reducing the likelihood of thermoelastic instabilities. Additionally, the intermittent nature of slip phases in transient operations helps mitigate these instabilities and the formation of high temperature gradients, thus preventing hot spots.
The findings from Section 3 clearly show that all friction systems (FS1–FS3) exhibit a limited temperature range at load levels just before failure, despite varying failure mechanisms. This indicates that thermal load is a critical factor in the spontaneous damage of wet multi-plate clutches during transient slip operations. Essentially, the experimental data conclude that reaching a specific thermal threshold is necessary for spontaneous damage to occur.
Torque transmission, a clutch’s primary function, is significantly affected by changes in load, particularly under conditions that can cause damage. The step test evaluations in Section 3.2 (Figure 8, Figure 9, Figure 10, Figure A1, Figure A2 and Figure A3) clearly demonstrate a decrease in the µtop characteristic value with increasing mechanical and thermal loads. This consistent behavior across the three friction systems suggests that temperature impacts lubricant properties. These findings align with the research of Marklund et al. [29], which highlights the substantial impact of thermal effects on the transmissible torque in differentials under limited slip conditions.
5. Conclusions
In this study, the behavior of wet multi-plate clutches under transient slip conditions, as currently employed in modern automotive powertrains for differential locks, transfer cases, and torque vectoring systems, was examined. This investigation involved experimental analysis of three distinct friction systems: paper-based, carbon composite, and woven carbon friction linings, under transient slip conditions.
Key findings include the following:
- Damage Mechanisms:
- ○
- Systems with paper-based and carbon composite linings failed due to steel plate buckling.
- ○
- The system with woven carbon lining failed due to the detachment of the lining.
- Load Parameters and Failure:
- ○
- Tests were conducted across a broad spectrum of load parameters to determine the specific loads at which damage occurs.
- ○
- A critical temperature range associated with the causes of failure (buckling and lining detachment) was identified at the load level just before failure in the step test, despite the variation in failure mechanisms and types of friction linings.
Author Contributions
Conceptualization, T.S.; methodology, T.S.; software, T.S.; validation, T.S.; formal analysis, T.S.; investigation, T.S.; resources, K.S.; data curation, T.S.; writing—original draft preparation, T.S.; writing—review and editing, T.S., K.V., H.P. and K.S.; visualization, T.S.; supervision, H.P. and K.S.; project administration, T.S. All authors have read and agreed to the published version of the manuscript.
Funding
The results presented are based on the research project FVA no. 515/VI, self-financed by the Research Association for Drive Technology FVA (Forschungsvereinigung Antriebstechnik e.V.). The authors would like to express their thanks for the sponsorship and support received from the FVA and the members of the project committee. This work was supported by the German Research Foundation (DFG) and the Technical University of Munich (TUM) in the context of the Open Access Publishing Program.
Data Availability Statement
Data are contained within the article.
Conflicts of Interest
The authors declare no conflicts of interest.
Appendix A

Figure A1.
Characteristic coefficient of friction µtop and measured maximum temperature in the steel plate for step tests with friction system FS1.
Figure A1.
Characteristic coefficient of friction µtop and measured maximum temperature in the steel plate for step tests with friction system FS1.


Figure A2.
Characteristic coefficient of friction µtop and measured maximum temperature in the steel plate for step tests with friction system FS2.
Figure A2.
Characteristic coefficient of friction µtop and measured maximum temperature in the steel plate for step tests with friction system FS2.


Figure A3.
Characteristic coefficient of friction µtop and measured maximum temperature in the steel plate for step tests with friction system FS3.
Figure A3.
Characteristic coefficient of friction µtop and measured maximum temperature in the steel plate for step tests with friction system FS3.


Figure A4.
Photo of the test rig KLP-260.
Figure A4.
Photo of the test rig KLP-260.

References
- Groetsch, D.; Stockinger, U.; Schneider, T.; Reiner, F.; Voelkel, K.; Pflaum, H.; Stahl, K. Experimental investigations of spontaneous damage to wet multi-plate clutches with carbon friction linings. Forsch. Ingenieurwesen/Eng. Res. 2021, 85, 1043–1052. [Google Scholar] [CrossRef]
- Schneider, T.; Zilkens, A.; Voelkel, K.; Pflaum, H.; Stahl, K. Failure Modes of Spontaneous Damage of Wet-Running Multi-Plate Clutches with Carbon Friction Linings. Tribol. Trans. 2022, 65, 813–826. [Google Scholar] [CrossRef]
- Graf, M.; Ostermeyer, G.-P. Hot bands and hot spots: Some direct solutions of continuous thermoelastic systems with friction. Phys. Mesomech. 2012, 15, 306–315. [Google Scholar] [CrossRef]
- Anderson, A.E.; Knapp, R.A. Hot spotting in automotive friction systems. Wear 1990, 135, 319–337. [Google Scholar] [CrossRef]
- Schneider, T.; Voelkel, K.; Pflaum, H.; Stahl, K. Einfluss von Vorschaedigung auf das Reibungsverhalten nasslaufender Lamellenkupplungen im Dauerschaltbetrieb [Influence of Pre-damage on the Friction Behaviour of Wet-running Multi-plate Clutches in an Endurance Test]. Forsch. Ingenieurwesen/Eng. Res. 2021, 85, 859–870. [Google Scholar] [CrossRef]
- Kasem, H.; Brunel, J.F.; Dufrénoy, P.; Siroux, M.; Desmet, B. Thermal levels and subsurface damage induced by the occurrence of hot spots during high-energy braking. Wear 2011, 270, 355–364. [Google Scholar] [CrossRef]
- Eleöd, A.; Oucherif, F.; Devecz, J.; Berthier, Y. Conception of numerical and experimental tools for study of the Tribological Transformation of Surface (TTS). In Lubrication at the Frontier—The Role of the Interface and Surface Layers in the Thin Film and Boundary Regime, Proceedings of the 25th Leeds-Lyon Symposium on Tribology; Elsevier: Amsterdam, The Netherlands, 1999; pp. 673–682. ISBN 9780444502674. [Google Scholar]
- Antoni, G.; Désoyer, T.; Lebon, F. A combined thermo-mechanical model for Tribological Surface Transformations. Mech. Mater. 2012, 49, 92–99. [Google Scholar] [CrossRef][Green Version]
- Audebert, N.; Barber, J.R.; Zagrodzki, P. Buckling of Automatic Transmission Clutch Plates Due to Thermoelastic/Plastic Residual Stresses. J. Therm. Stress. 1998, 21, 309–326. [Google Scholar] [CrossRef]
- Cenbo, X.; Biao, M.; Heyan, L.; Fenglian, Z.; Da, W. Experimental Study and Thermal Analysis on the Buckling of Friction Components in Multi-Disc Clutch. J. Therm. Stress. 2015, 38, 1323–1343. [Google Scholar] [CrossRef]
- Yu, L.; Ma, B.; Kim, I.y.; Li, H. Influences of the uneven contact pressure and the initial temperature on the hot judder behavior in a multi-disc clutch. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2020, 234, 500–514. [Google Scholar] [CrossRef]
- Cui, J.; Xie, F.; Wang, C. Numerical investigation on thermal deformation of friction pair in hydro-viscous drive. Appl. Therm. Eng. 2015, 90, 460–470. [Google Scholar] [CrossRef]
- Li, M.; Ma, B.; Li, H.; Li, H.; Yu, L. Analysis of the thermal buckling of annular disks in clutches under the condition of radial temperature gradient. J. Therm. Stress. 2017, 40, 1275–1284. [Google Scholar] [CrossRef]
- Thermo Sensor Datenblatt. Data Sheet Type K Thermocouple NiCr-Ni. Available online: https://www.thermo-sensor.de/downloads-deutsch.html (accessed on 22 August 2022).
- DIN Deutsches Institut für Normung e.V. Thermoelemente—Teil 1: Thermospannungen und Grenzabweichungen [Thermocouples—Part 1: EMF Specifications and Tolerances]: Teil 1: Thermospannungen und Grenzabweichungen; 17.200.20 DIN EN 60584-1:2014-07; Beuth-Verlag: Berlin, Germany, 2014. [Google Scholar]
- Coollaboratory. Data Sheet Thermal Paste. Available online: https://www.coollaboratory.com/product/coollaboratory-liquid-pro/ (accessed on 22 August 2022).
- Strobl, P.; Schneider, T.; Pflaum, H.; Stahl, K. Experimental Setup for the Investigation of Wet Shifting Elements. Tribol. Schmier. 2024; in press. [Google Scholar] [CrossRef]
- Voelkel, K. Charakterisierung des Einlaufverhaltens nasslaufender Lamellenkupplungen [Characterization of the Running-in Behavior of Wet-running Multi-plate Clutches]. Ph.D. Thesis, Technical University of Munich, Munich, Germany, 2020. [Google Scholar]
- Strebel, M. Spontanschaeden an nasslaufenden Lamellenkupplungen [Spontaneous Damage in Wet-Running Multi-Plate Clutches]. Ph.D. Thesis, Technical University of Munich, München, Germany, 2017. [Google Scholar]
- Acuner, R. Synchronisierungen mit Carbon-Reibwerkstoffen unter Hohen und Extremen Beanspruchungen [Synchronizations with Carbon Friction Materials under High and Extreme Stresses]. Ph.D. Thesis, Technical University of Munich, München, Germany, 2016. [Google Scholar]
- Kearsey, A.; Wagner, D. Carbon Fiber for Wet Friction Applications; SAE Technical. Paper Nr. 972754; SAE Transactions: New York, NY, USA, 1997. [Google Scholar] [CrossRef]
- Rank, R.; Kearsey, A. Carbon Based friction materials for automotive applications. In Proceedings of the 14th International Colloquium Tribology, Stuttgart/Ostfildern, Germany, 13–15 January 2004; pp. 471–476. [Google Scholar]
- Yang, Y.; Lam, R.C. Theoretical and experimental studies on the interface phenomena during the engagement of automatic transmission clutch. Tribol. Lett. 1998, 5, 57–67. [Google Scholar] [CrossRef]
- Hensel, M. Thermische Beanspruchbarkeit und Lebensdauerverhalten von Nasslaufenden Lamellenkupplungen [Thermal Load Capacity and Service Life Behavior of Wet-Running Multi-Plate Clutches]. Ph.D. Thesis, Technical University of Munich, München, Germany, 2014. [Google Scholar]
- Afferrante, L.; Decuzzi, P. The effect of engagement laws on the thermomechanical damage of multidisk clutches and brakes. Wear 2004, 257, 66–72. [Google Scholar] [CrossRef]
- Yu, L.; Ma, B.; Chen, M.; Li, H.; Liu, J.; Li, M. Investigation on the failure mechanism and safety mechanical-thermal boundary of a multi-disc clutch. Eng. Fail. Anal. 2019, 103, 319–334. [Google Scholar] [CrossRef]
- Zhao, J.X.; Ma, B.; Li, H.Y. Thermoelastic stability of wet clutches during engaging process. Jilin Daxue Xuebao (Gongxueban) 2015, 45, 22–28. [Google Scholar]
- Barber, J.R. The influence of thermal expansion on the friction and wear process. Wear 1967, 10, 155–159. [Google Scholar] [CrossRef]
- Marklund, P.; Maeki, R.; Larsson, R.; Hoeglund, E.; Khonsari, M.M.; Jang, J. Thermal influence on torque transfer of wet clutches in limited slip differential applications. Tribol. Int. 2007, 40, 876–884. [Google Scholar] [CrossRef]










Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).