Lubrication Modeling of the Reciprocating Piston with High Lateral Load and Various Conditions in a Swash Plate-Type Piston Pump



Abstract

1. Introduction
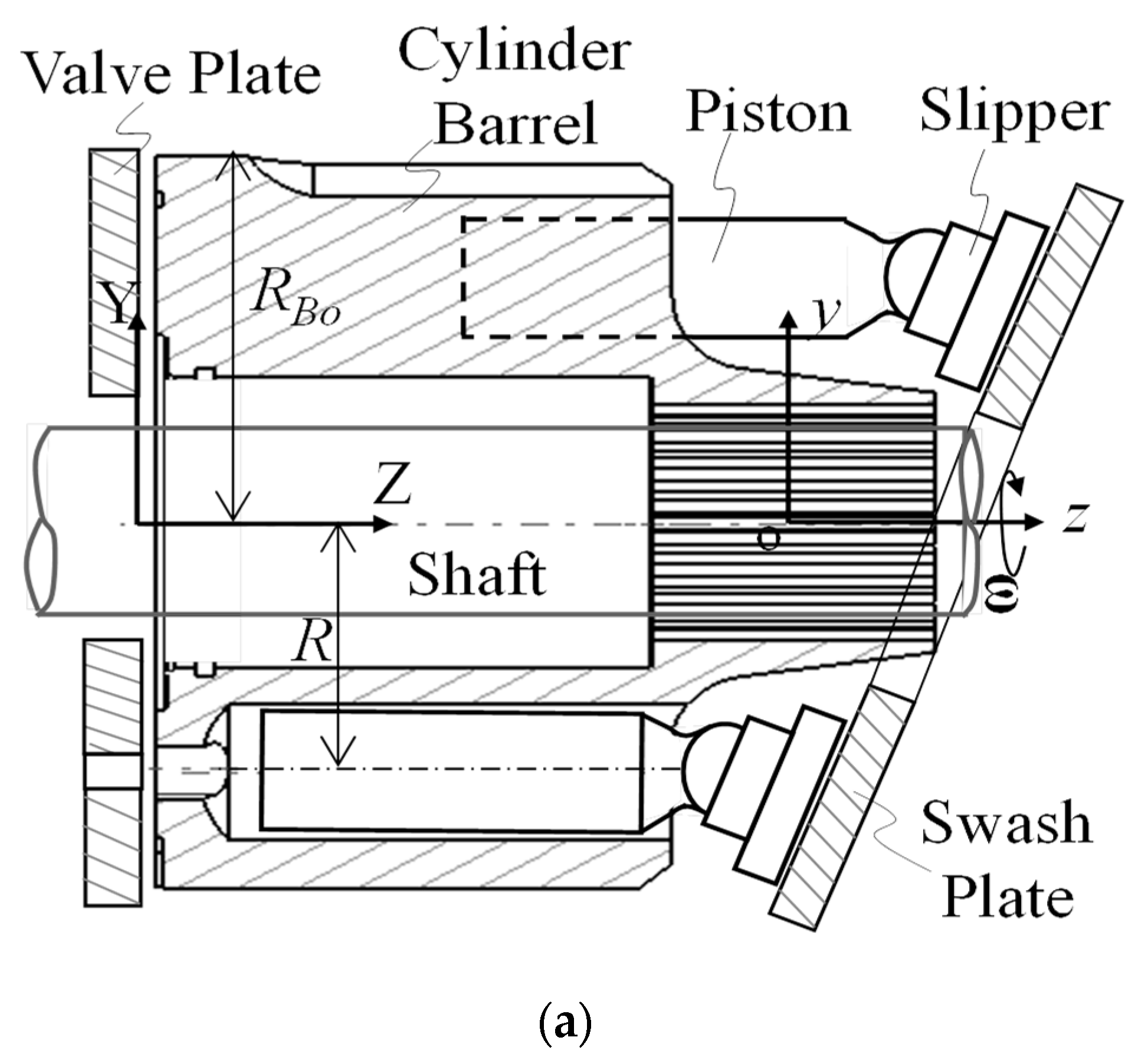
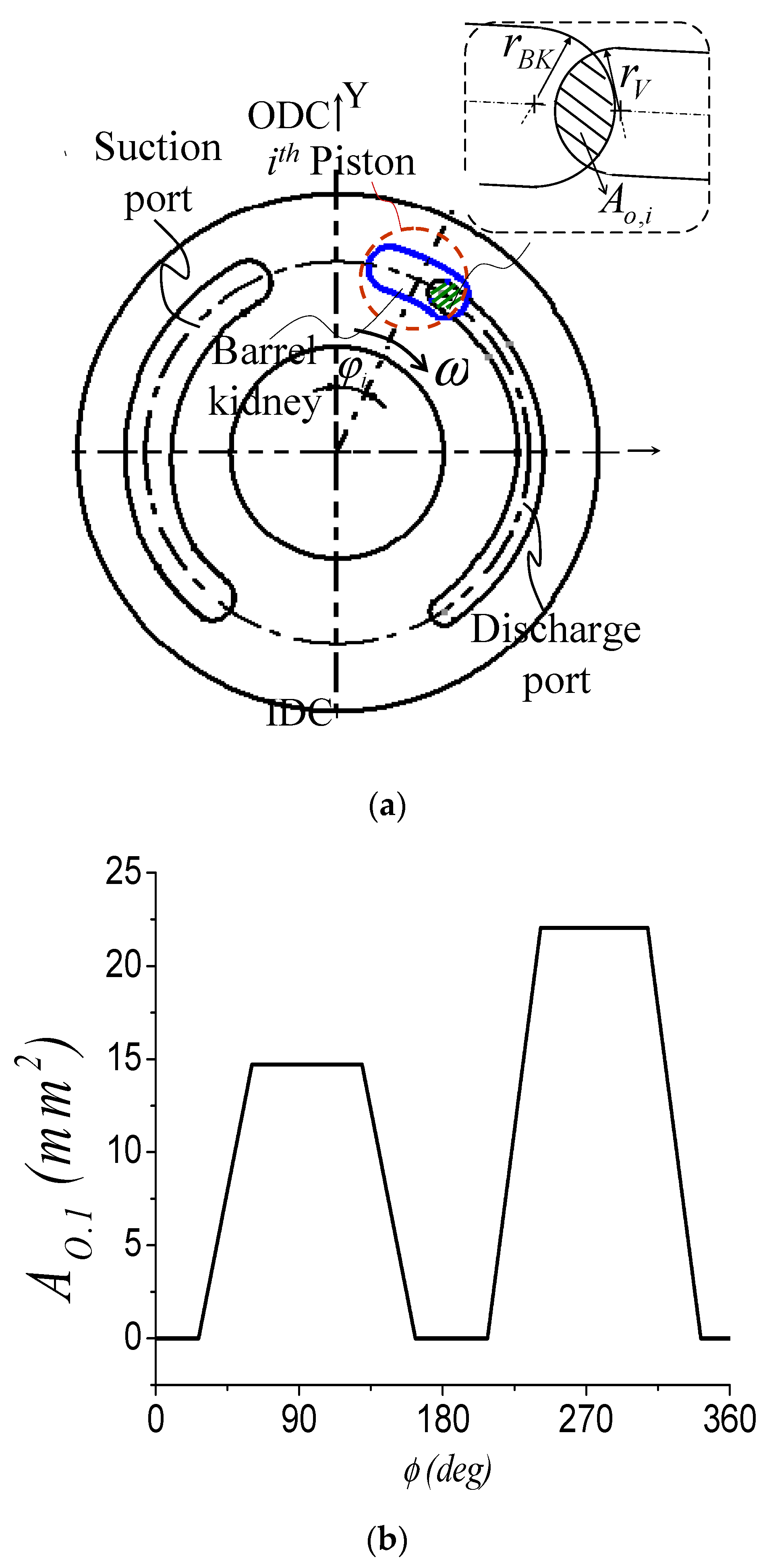
2. System Description
3. Numerical Model and Method
- -
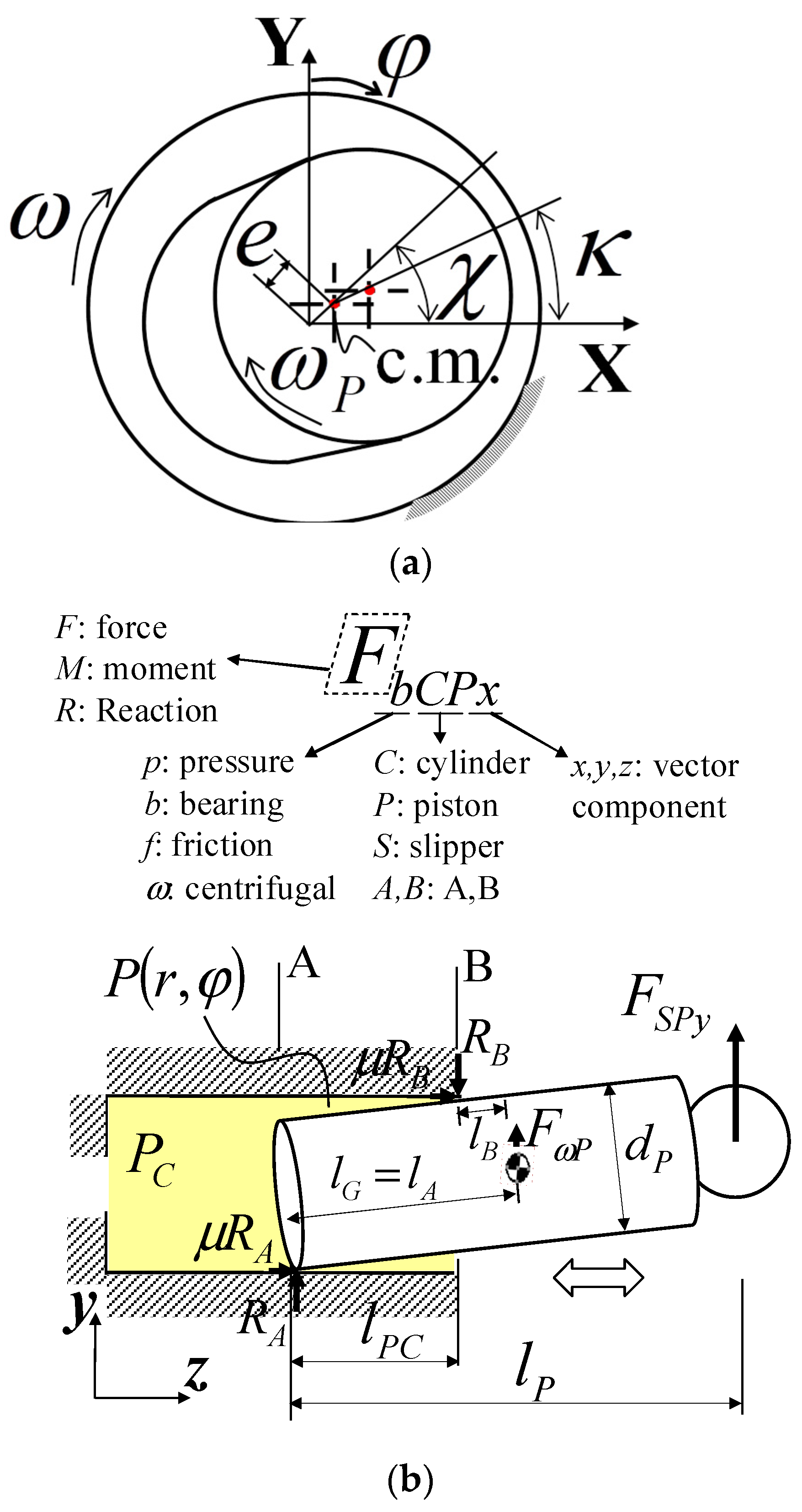
- Piston motion (four degrees of freedom):
- -
- Cylinder chamber pressure:
- -
- Distribution of fluid film pressure:
- -
- Boundary conditions:
- -
- Bearing forces and moments:
- -
- Friction and leakage:
- -
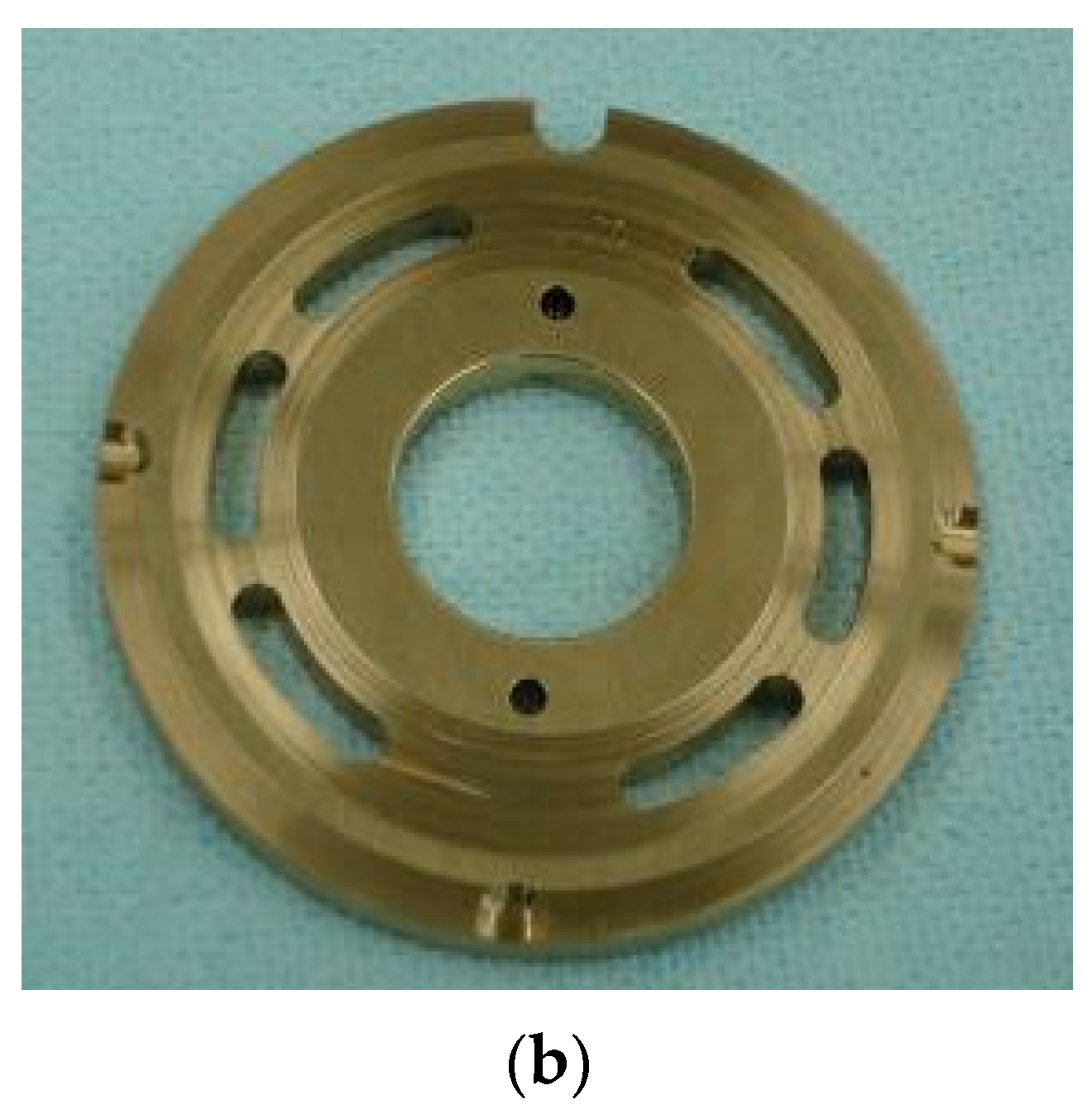
- Boundary contact force and maximum contact stress:
- -
- Frictional, leakage, and total power loss:
4. Numerical Results and Discussion
4.1. Cylinder Chamber Pressure
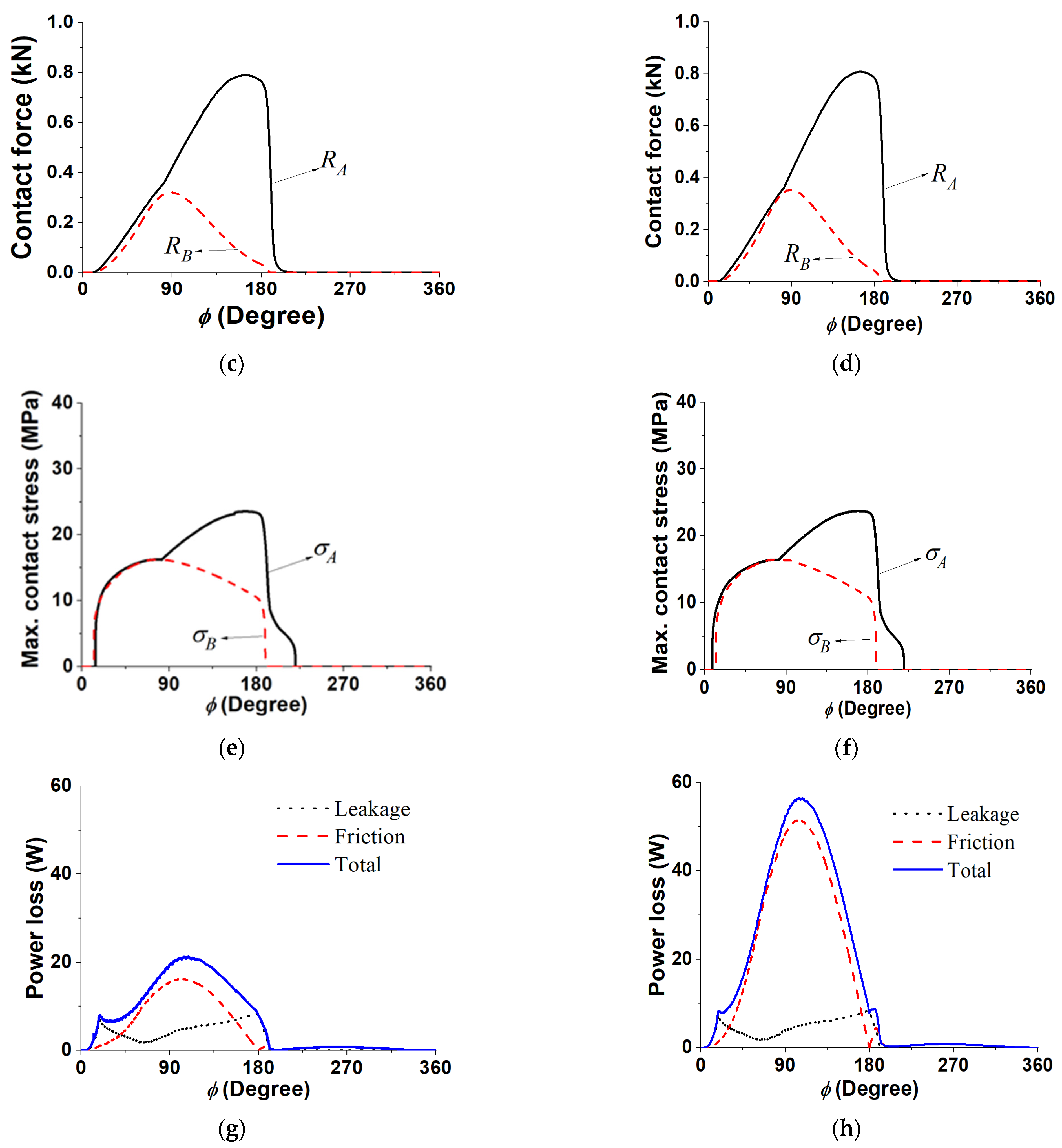
4.2. Effect of Friction Coefficient
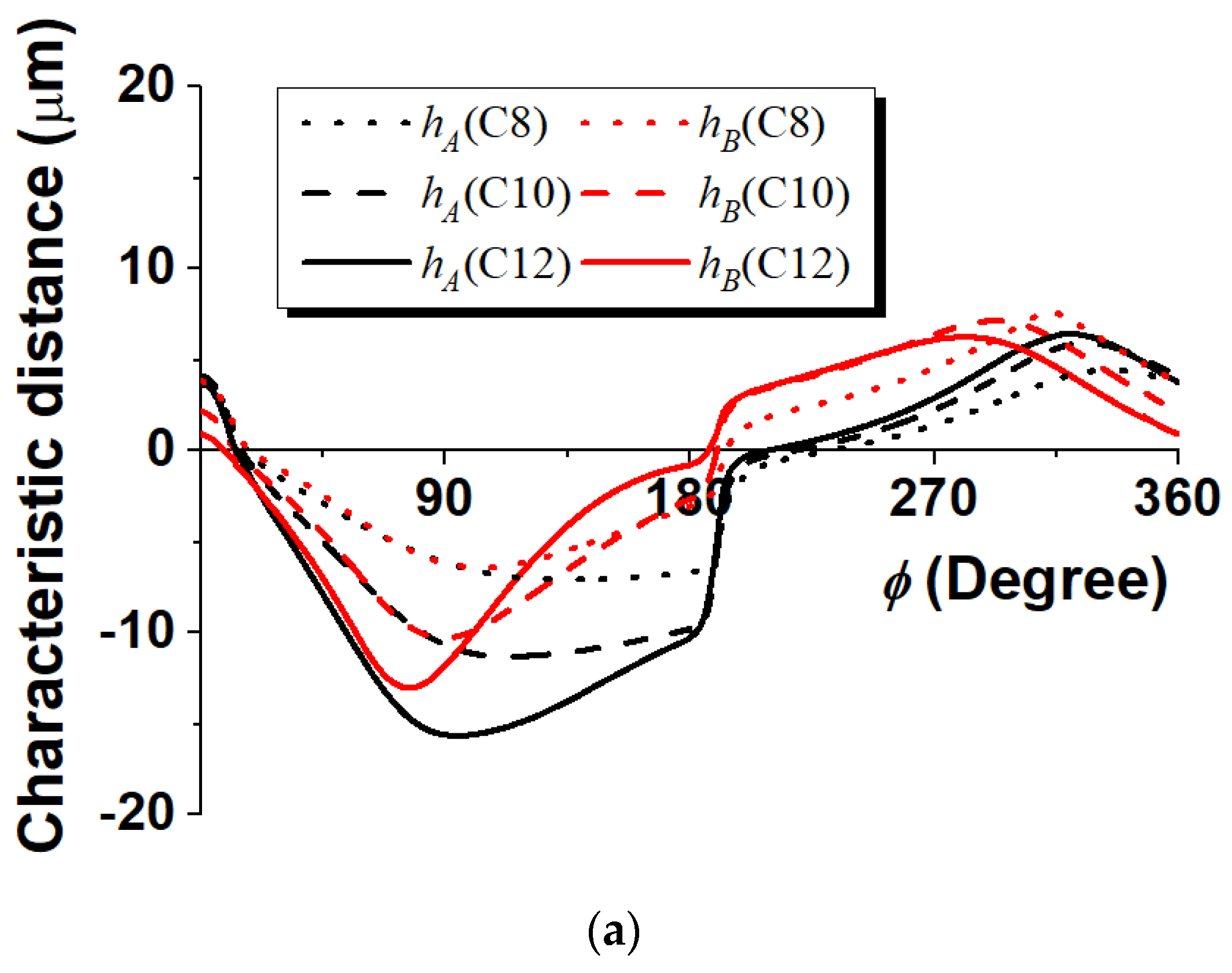
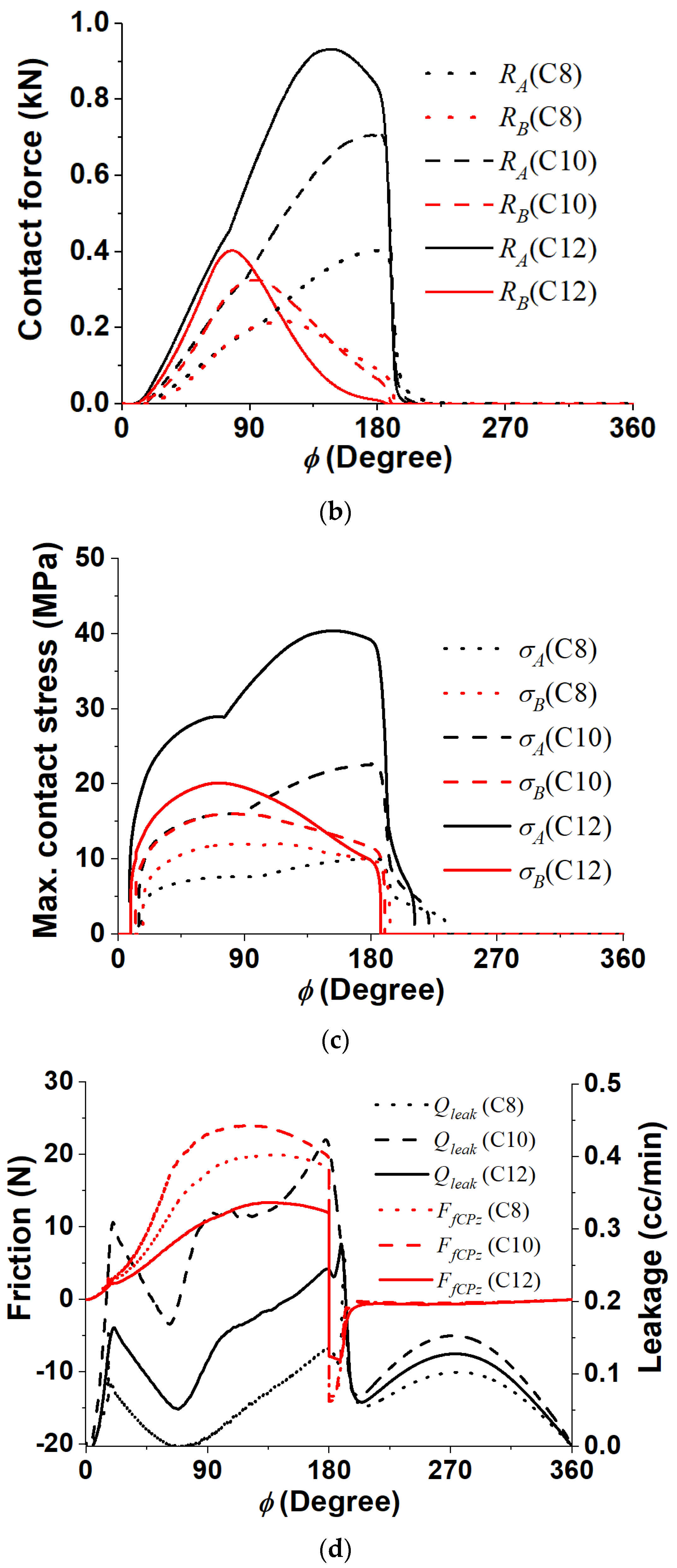
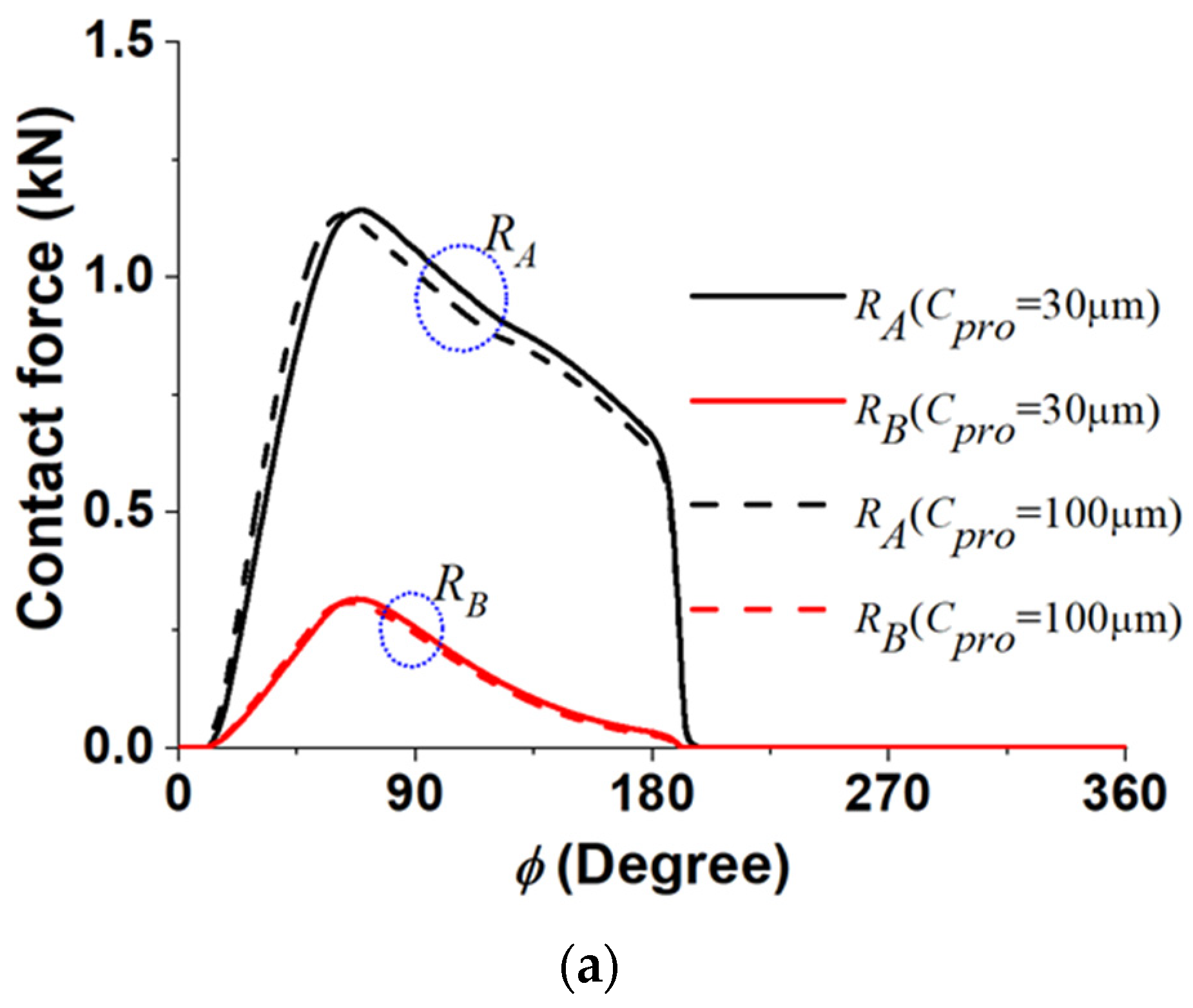
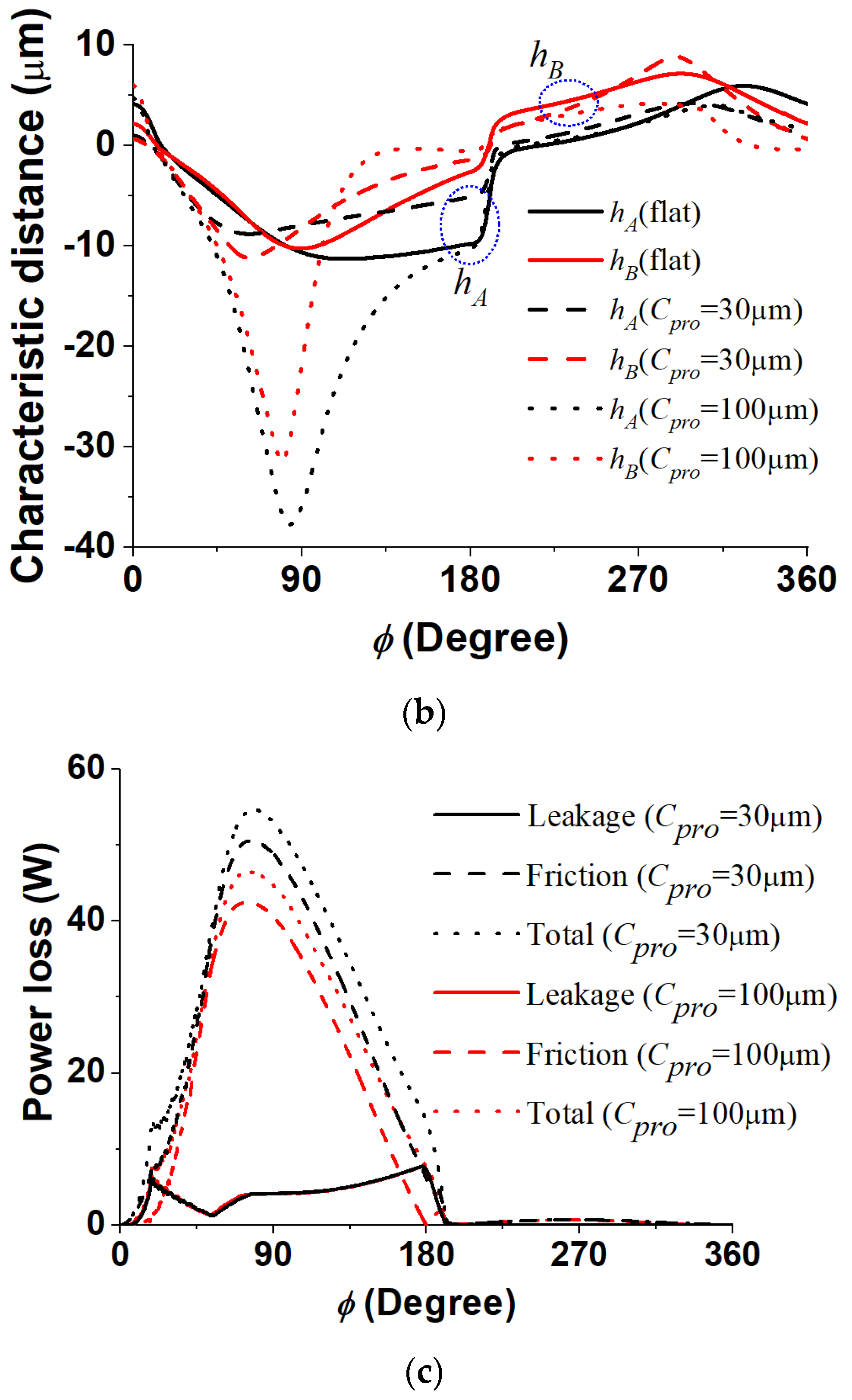
4.3. Effect of Piston/Cylinder Clearance
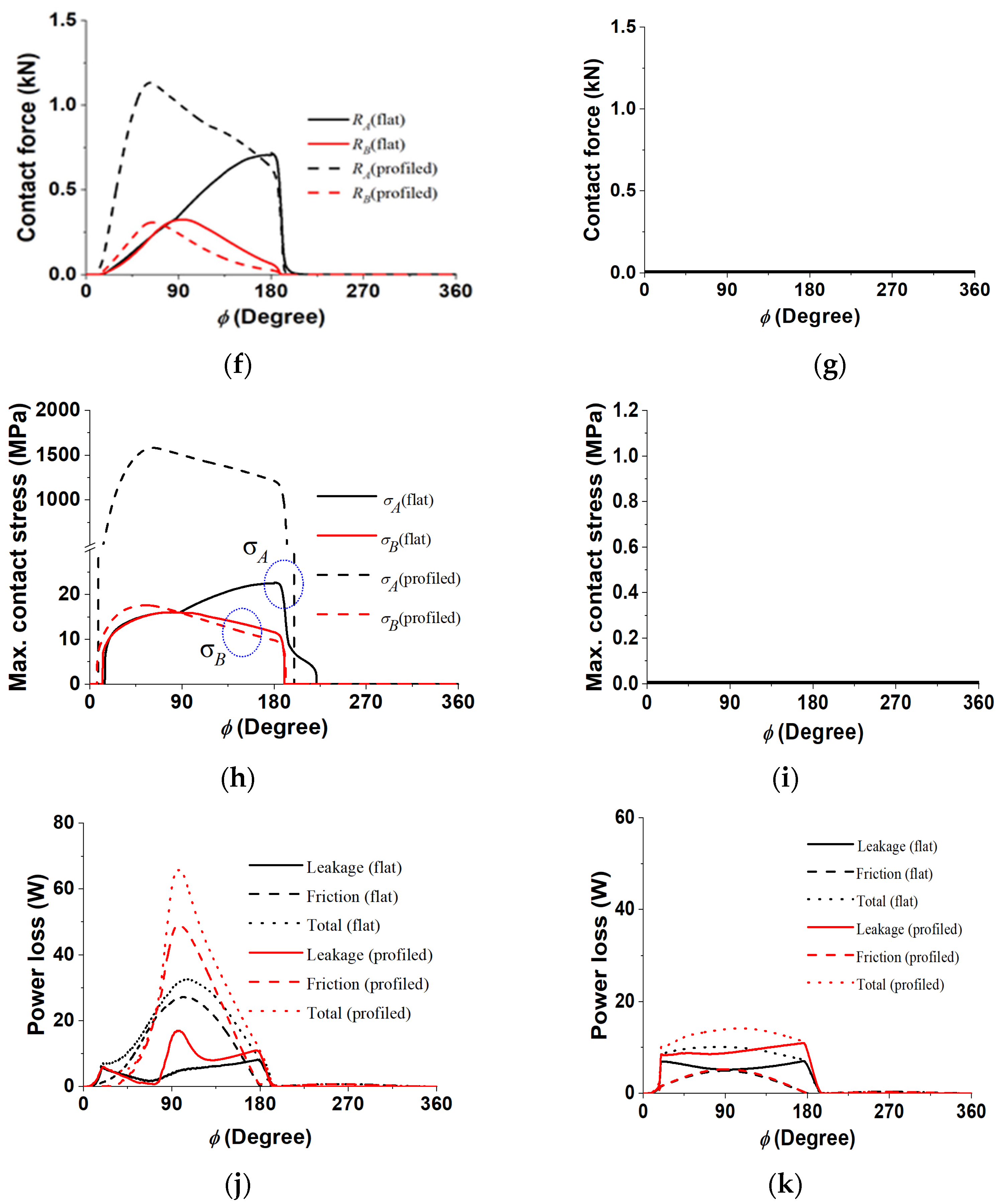
4.4. Effect of Piston Head Profiling
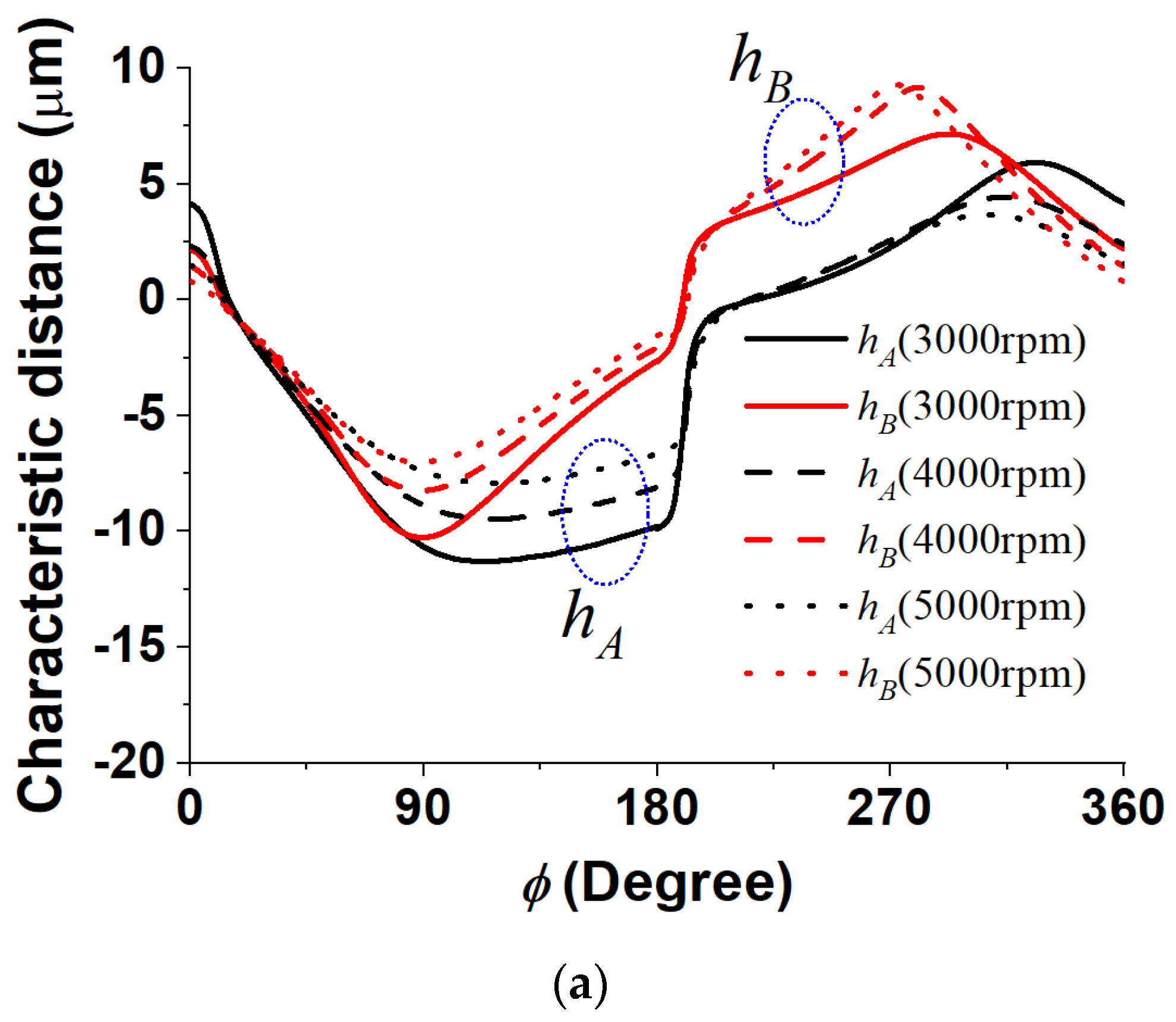
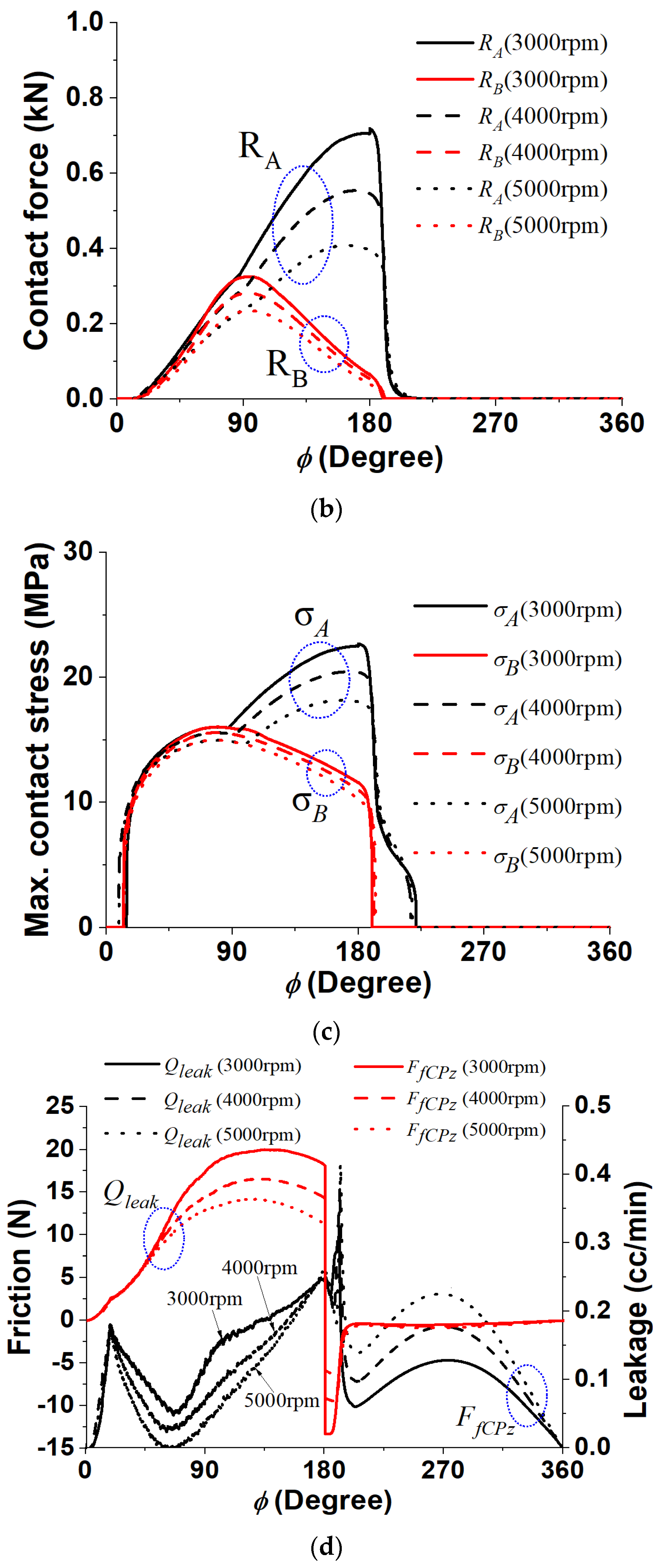
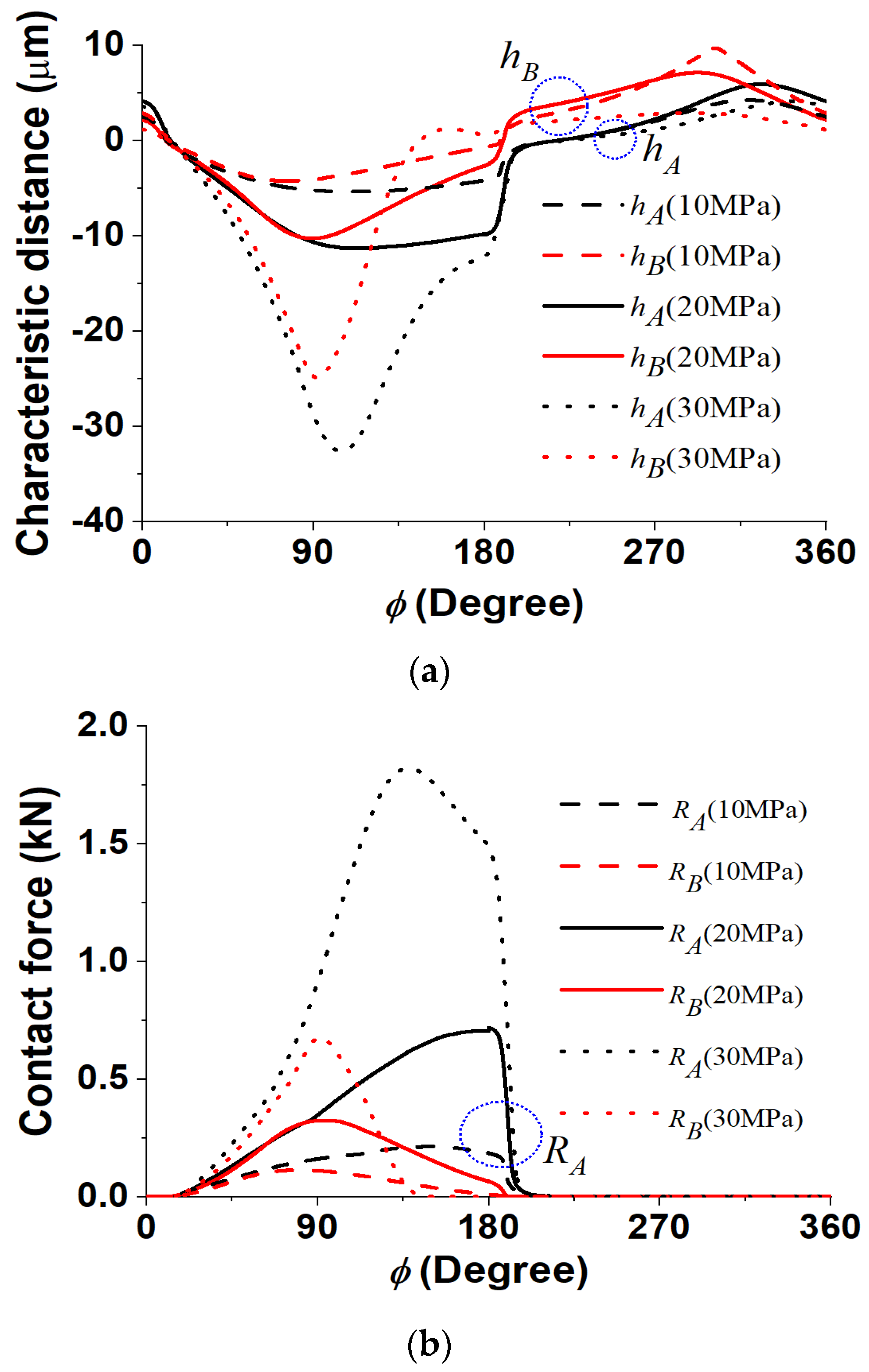
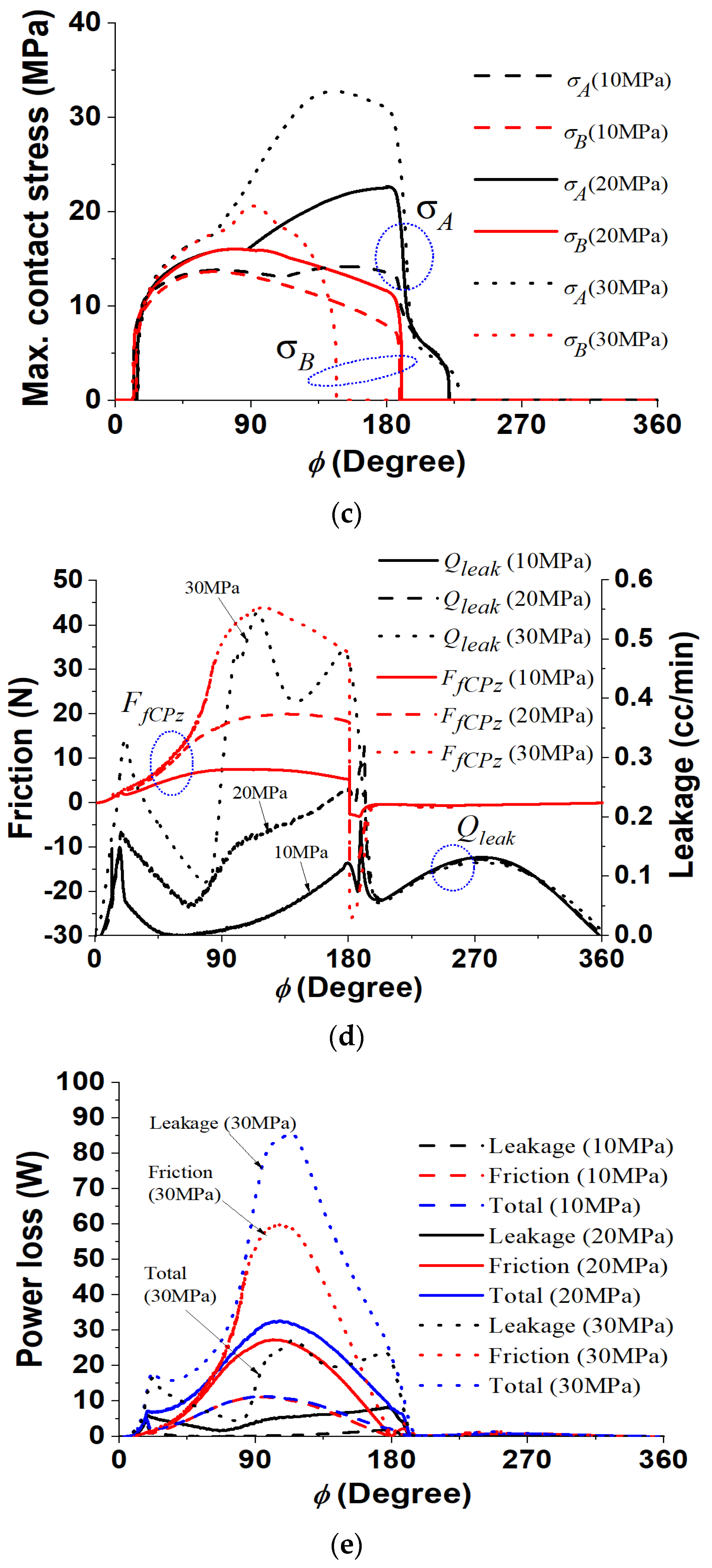
4.5. Effect of Operating Condition
5. Conclusions
- The friction coefficient of the boundary model did not affect the piston micromotions but it did affect the frictional power loss.
- A larger clearance caused an increase in the piston tilt angle, which increased the boundary contact stress and power loss.
- Piston head profiling can make the boundary reaction force decrease remarkably. In particular, it should be noted that, at a smaller swash plate angle, no contact occurred at all. However, large profiling length and height can cause the tilt angle to increase, which could have a negative effect on the contact stress and power loss.
- The results showed that a higher operating speed has a positive effect on contact stress and a negative effect on power loss. Both effects can be well understood in the context of the full fluid lubrication theory, which states that velocity produces some dynamic bearing pressure. However, the authors believe that contact stress could increase if the piston mass were increased. This suggests that the obtained results could be reversed under different conditions. Furthermore, for a more in-depth future study, negative heat effects should be examined, as higher speeds will generate heat.
- As for the operating pressure, it was considered to be the case that some critical pressure level exists where the contact stress and power loss both abruptly increase.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| a | Boundary contact length [m] (defined in Figure 3) |
| Solid contact point at piston head | |
| Overlaid area of ith cylinder and valve port | |
| b | Boundary contact width [m] (defined in Figure 3) |
| Solid contact point at cylinder edge | |
| Average clearance [m] | |
| Cd | Orifice flow coefficient = 0.65 |
| Cpro | Height of the piston head profiling [m] |
| Cylinder bore diameter = | |
| Piston diameter = | |
| Elastic modulus of solid [GPa] | |
| Effective modulus of elasticity in Hertzian theory [GPa] = | |
| Force = | |
| Fluid film thickness = | |
| Characteristic distances (defined in Figure 3) | |
| Critical film thickness (defined in Figure 3) | |
| Minimum fluid film thickness | |
| Average clearances of leakage passages (=10 μm) | |
| Axial moment of inertia (=) | |
| Transverse moment of inertia | |
| Fluid bulk modulus (=) | |
| lpro | Length of the piston head profiling [m] |
| Power loss (=) | |
| Frictional power loss | |
| Leakage power loss | |
| Total power loss | |
| Piston dimensions shown in Figure 1b | |
| Mass of piston (=) | |
| Mass of piston/slipper assembly | |
| Moment acting on piston (=) | |
| Number of pistons | |
| O-X,Y, Z | Reference coordinates |
| o-x, y, z | Local coordinates |
| Fluid pressure (=) | |
| Cylinder chamber pressure | |
| ith cylinder chamber pressure | |
| Discharge pressure | |
| Housing pressure | |
| Suction pressure | |
| Valve port pressure | |
| Volumetric leakage flow rate (=) | |
| Leakage between piston and cylinder | |
| Leakage between slipper and swash plate | |
| Leakage between cylinder barrel and valve plate | |
| Inverse of curvature in Hertzian theory (= ) | |
| Pitch circle radius (=) | |
| Effective radius of curvature in x-plane in Hertzian theory [m] | |
| Effective radius of curvature in y-plane in Hertzian theory [m] | |
| Boundary reaction forces in A and B (= ) | |
| Piston stroke [m] | |
| Axial coordinate of cylinder barrel surface (=) | |
| Time (=) | |
| Volume of the ith cylinder (=) | |
| Volume of the valve ports | |
| Inclined angle of swash plate | |
| Radius ratio in Hertzian theory (= ) | |
| Penetration depth in contact model (=) (defined in Figure 3) | |
| Eccentricity ratio of gravity center (=) | |
| x- and y-component of eccentricity | |
| Ellipticity in Hertzian theory (=) | |
| Absolute viscosity [Pa·s] | |
| Coulomb friction coefficient of solid contact | |
| Poisson ratio | |
| Tilt angle (=) | |
| Tilt angles on X- and Y-axis | |
| ϕ | Circumferential coordinate of piston |
| Shaft rotation angle [rad] (=) | |
| , | Configuration angles [rad] (defined in Figure 1) |
| Angular velocity of cylinder barrel on x- and y-axes (=) | |
| Shaft rotating velocity [rad/s] | |
| Piston spinning [rad/s] (=) | |
| Characteristic rotating velocity (=) | |
| Fluid density (=) | |
| Nondimensional quantity |
References
- Ernst, M.; Vacca, A. Hydrostatic vs. hydrodynamic components of fluid pressure in the tribological interfaces of axial piston machines. Trib. Int. 2021, 157, 106878. [Google Scholar] [CrossRef]
- Zhang, X.; Wu, H.; Chen, C.; Wang, D.; Li, S. Oil film lubrication state analysis of piston pair in piston pump based on coupling characteristics of the fluid thermal structure. Eng. Fail. Anal. 2022, 140, 106521. [Google Scholar] [CrossRef]
- Milojević, S.; Savić, S.; Marić, D.; Stopka, O.; Krstić, B.; Stojanović, B. Correlation between Emission and Combustion Characteristics with the Compression Ratio and Fuel Injection Timing in Tribologically Optimized Diesel Engine. Teh. Vjesn. 2022, 29, 1210–1219. [Google Scholar] [CrossRef]
- Ivantysyn, J.; Ivantysynova, M. Hydrostatic Pumps and Motors: Principles, Design, Performance, Modeling, Analysis, Control and Testing; Tech Books International: New Delhi, India, 2003; pp. 81–98. [Google Scholar]
- Hong, Y.S.; Lee, S.R.; Kim, J.H.; Lee, S.Y. Application of a DLC-Coating for improving hydrostatic piston shoe bearing performance under mixed friction conditions. Int. J. Precis. 2015, 16, 335–341. [Google Scholar] [CrossRef]
- Yamaguchi, A. Motion of Pistons in Piston-Type Hydraulic Machines: 3. Exponential Function-Type Piston. Bull. JSME 1977, 19, 413–419. [Google Scholar] [CrossRef]
- Park, T.J.; Lee, C.O. Effect of Piston Shape on the Lubrication Characteristics of Hydraulic Piston Pump and Motor. J. KSTLE 1994, 10, 47–53. [Google Scholar]
- Lasaar, R.; Ivantysynova, M. An Investigation into Micro- and Macrogeometric Design of Piston/Cylinder Assembly of Swash Plate Machines. Int. J. Fluid Power 2004, 5, 23–37. [Google Scholar] [CrossRef]
- Kumar, S.; Bergada, J.M. The effect of piston grooves performance in an axial piston pumps via CFD analysis. Int. J. Mech. Sci. 2013, 66, 168–179. [Google Scholar] [CrossRef]
- Fang, Y.; Shirakashi, M. Mixed Lubrication Characteristics Between the Piston and Cylinder in Hydraulic Piston Pump-Motor. J. Tribol. 1995, 117, 80–85. [Google Scholar] [CrossRef]
- Pelosi, M.; Ivantysynova, M. A novel fluid-structure interaction model for lubricating gaps of piston machines. Fluid Struct. Interact. V 2009, 105, 13–24. [Google Scholar] [CrossRef]
- Malazi, M.T.; Aksoy, M.H.; Okbaz, A. An investigation on fluid-structure interaction of two tandem rectangular cylinders. Appl. Eng. Lett. 2023, 8, 158–166. [Google Scholar] [CrossRef]
- Xie, Z.; Song, P.; Hao, L.; Shen, N.; Zhu, W.; Liu, H.; Shi, J.; Wang, Y.; Tian, W. Investigation on effects of fluid-structure-interaction (FSI) on the lubrication performances of water lubricated bearing in primary circuit loop system of nuclear power plant. Ann. Nucl. Energy 2020, 141, 107355. [Google Scholar] [CrossRef]
- Jin, X.; Xia, P.; Liu, Z.; Ma, W.; Zhang, P.; Liang, Y. Thermo-hybrid lubrication FSI-CFD model for the static characteristics of hybrid porous tilting pad bearings. Tribol. Int. 2022, 167, 107397. [Google Scholar] [CrossRef]
- Xie, Z.; Jiao, J.; Wrona, S. The fluid-structure interaction lubrication performances of a novel bearing: Experimental and numerical study. Tribol. Int. 2023, 179, 108151. [Google Scholar] [CrossRef]
- Daryani, R.; Ersan, E.C.; Celebi, M.S. Impact of multi-grade localized calcifications on aortic valve dynamics under helical inflow: A comparative hemodynamic study. Appl. Sci. 2023, 13, 12983. [Google Scholar] [CrossRef]
- Yamaguchi, A. Motion of the Piston in Piston Pumps and Motors: The Case of Metallic Contact. Int. J. JSME III 1990, 33, 627–633. [Google Scholar] [CrossRef]
- Manring, N.D. Friction forces within the cylinder bores of swash-plate type axial-piston pumps and motors. J. Dyn. Syst. Meas. Control 1999, 121, 531–537. [Google Scholar] [CrossRef]
- Lyu, F.; Zhang, J.; Sun, G.; Xu, B.; Pan, M.; Huang, X.; Xu, H. Research on wear prediction of piston/cylinder pair in axial piston pumps. Wear 2020, 456, 203338. [Google Scholar] [CrossRef]
- Zhang, J.; Lyu, F.; Xu, B.; Huang, W.; Wu, W.; Guo, Z.; Xu, H.; Huang, X. Simulation and experimental investigation on low wear rate surface contour of piston/cylinder pair in an axial piston pump. Trib. Int. 2021, 162, 107127. [Google Scholar] [CrossRef]
- Zhang, J.; Qiu, X.; Gong, X.; Kong, X. Wear behavior of friction pairs of different materials for ultra-high-pressure axial piston pump. Proc. Inst. Mech. Eng. E J. Process. Mech. Eng. 2019, 233, 945–953. [Google Scholar] [CrossRef]
- Shin, J.H.; Cho, K.W. A simplified calculation model for the sliding contact boundaries in a hydrostatic piston mechanism. J. Eng. Math. 2018, 113, 143–163. [Google Scholar] [CrossRef]
- Hamrock, B.J.; Brewe, D.E. Simplified Solution for Stresses and Deformations. J. Lubr. Technol. 1983, 105, 171–177. [Google Scholar] [CrossRef]
- Richardson, D.; Sadeghi, F.; Rateick, R.G.; Rowan, S. Experimental and analytical investigation of floating valve plate motion in an axial piston pump. Tribol. Trans. 2017, 60, 537–547. [Google Scholar] [CrossRef]
- Richardson, D.; Sadeghi, F.; Rateick, R.G.; Rowan, S. Dynamic modeling of floating valve plate motion in an axial piston pump. Tribol. Trans. 2018, 61, 683–693. [Google Scholar] [CrossRef]
- Guo, J.; Randall, R.B.; Borghesani, P.; Smith, W.A.; Haneef, M.D.; Peng, Z. A study on the effects of piston secondary motion in conjunction with clearance joints. Mech. Mach. Theory 2020, 149, 103824. [Google Scholar] [CrossRef]
- Fritz, B.; Scheichl, B. Comprehensive multi-scale cylinder lubrication model for reciprocating piston compressors: From rig-id-body dynamics to lubricant-flow simulation. Tribol. Int. 2023, 178, 108028. [Google Scholar] [CrossRef]
- Guo, Y.; Tang, Y.; Wang, L.; Diao, A.; Peng, X. Optimal design of the piston trajectory for the ionic liquid compressor applied in hydrogen stroge. Int. J. Hydrogen Energy 2024, 56, 709–716. [Google Scholar] [CrossRef]
- Li, Z.; Xu, S.; Gong, G.; Bi, Y.; Xu, L.; Zhang, L.; Ren, Z. Study of friction characteristics of slipper pair of large displacement high-pressure piston pump. Lubricants 2022, 10, 363. [Google Scholar] [CrossRef]
- Shin, J.H. Computational study on dynamic pressure in a swash-plate axial piston pump connected to a hydraulic line with an end resistance. J. Mech. Sci. Technol. 2015, 29, 2381–2389. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Design Parameters and Boundary Conditions | Values |
|---|---|
| Volumetric displacement (cc/rev) | 4.8 |
| The number of pistons NP (number) | 9 |
| Piston diameter rP (mm) | 4.18 |
| Pitch circle radius R (mm) | 15.35 |
| Swash plate angle α (degree) | 17 |
| Dimension lC, lG, lP, lg0 (mm) | 24.6, 15.2, 29.0, 2.30 |
| Port volumes VV (mm2) | 3.35 (discharge), 38.5 (suction) |
| Valve port width rV (mm) | 0.9 (discharge), 1.2 (suction) |
| Carry-over angles of valve port φV (degree) | 32.6/18.6/32.6/18.6 |
| Barrel kidney width rBK (mm) | 1.6 |
| Dead volume at IDC (mm3) | 685.5 |
| Barrel surface design lB1, lB2 (mm) | 2.25, 2.4 |
| Slipper surface design rS1>, rS2 (mm) | 3.0, 5.1 |
| Mass of piston/slipper assembly mPS (g) | 12 |
| Mass of piston mP (g) | 9.5 (aluminum alloy) |
| Moment inertia Ia, It (kg·m2) | 1.03 × 10−6, 7.69 × 10−6 |
| Suction pressure Ps (MPa) | 0.3 |
| Housing pressure Ph (MPa) | 0.1 |
| Mostly used discharge pressure Pd (MPa) | 20 |
| Mostly used speed ω (rpm) | 3000 |
| Fluid type: Mineral oil | |
| - dynamic viscosity (Pa∙s) | 0.0705 |
| - density (kg/m3) | 870 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hong, S.-H.; Shin, J.-H. Lubrication Modeling of the Reciprocating Piston with High Lateral Load and Various Conditions in a Swash Plate-Type Piston Pump. Lubricants 2024, 12, 55. https://doi.org/10.3390/lubricants12020055
Hong S-H, Shin J-H. Lubrication Modeling of the Reciprocating Piston with High Lateral Load and Various Conditions in a Swash Plate-Type Piston Pump. Lubricants. 2024; 12(2):55. https://doi.org/10.3390/lubricants12020055
Chicago/Turabian StyleHong, Sung-Ho, and Jung-Hun Shin. 2024. "Lubrication Modeling of the Reciprocating Piston with High Lateral Load and Various Conditions in a Swash Plate-Type Piston Pump" Lubricants 12, no. 2: 55. https://doi.org/10.3390/lubricants12020055
APA StyleHong, S.-H., & Shin, J.-H. (2024). Lubrication Modeling of the Reciprocating Piston with High Lateral Load and Various Conditions in a Swash Plate-Type Piston Pump. Lubricants, 12(2), 55. https://doi.org/10.3390/lubricants12020055