Anti-Wear Property of Laser Textured 42CrMo Steel Surface

Abstract
:1. Introduction
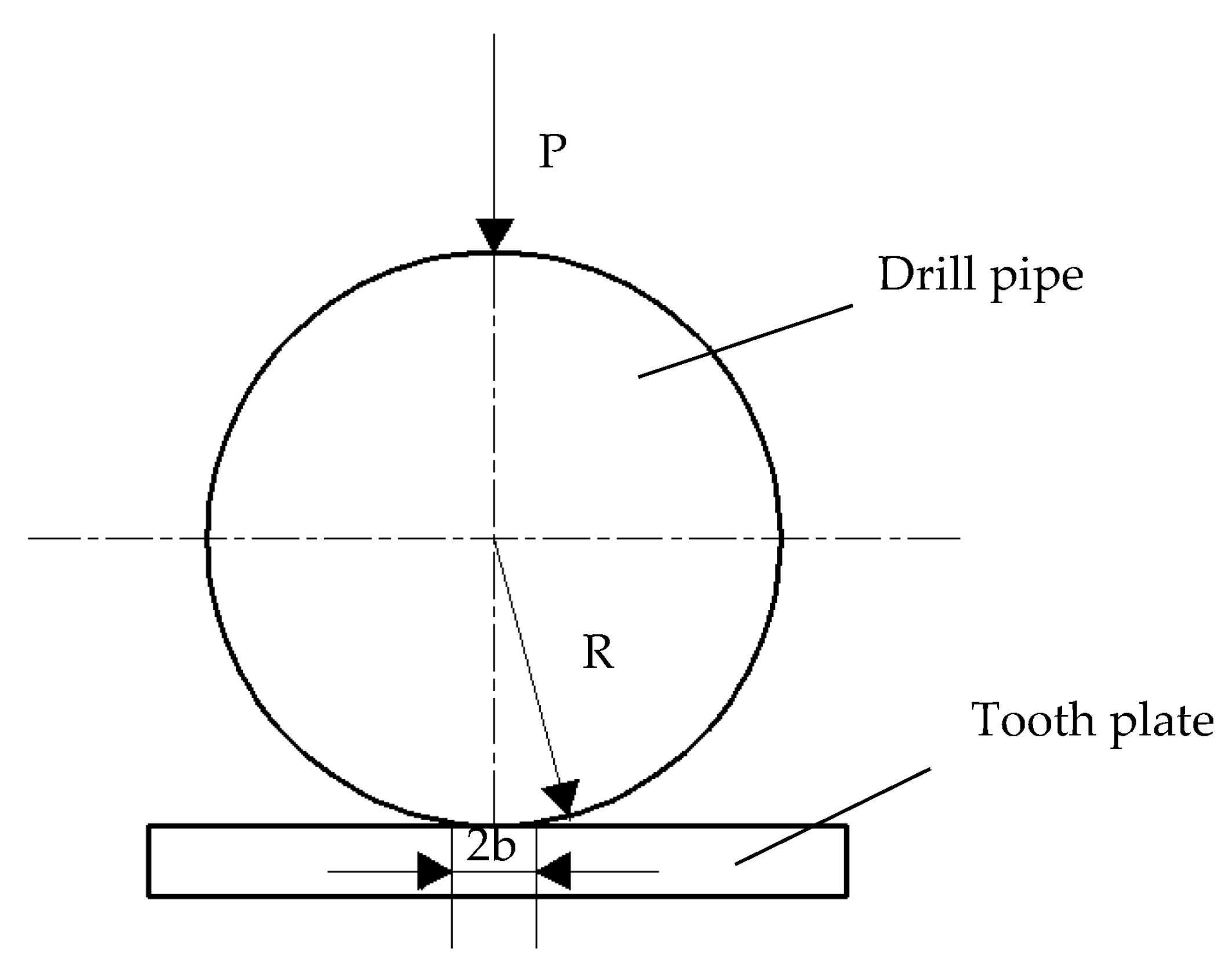
2. Finite Element Simulation
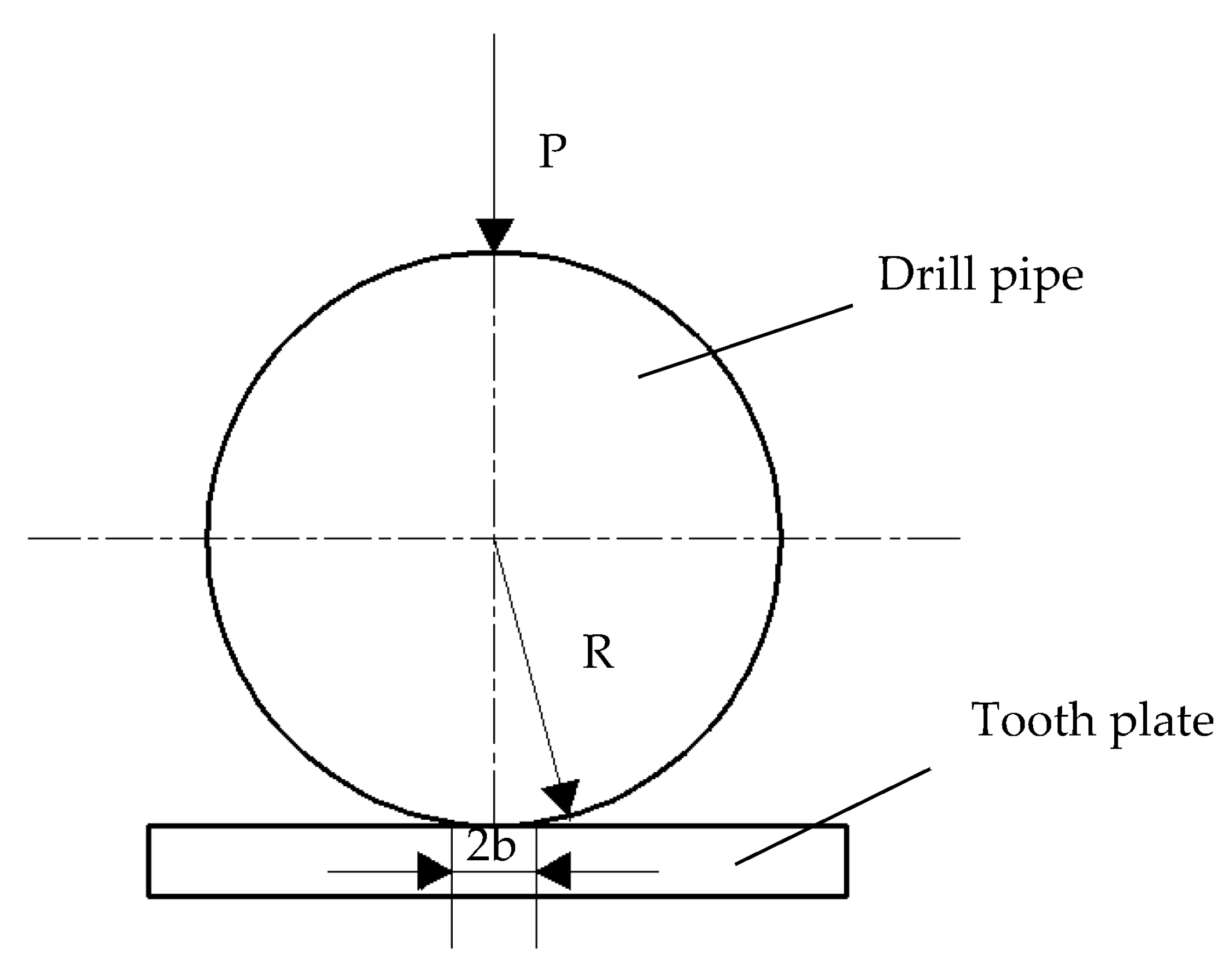
2.1. A Model of Friction Pairs
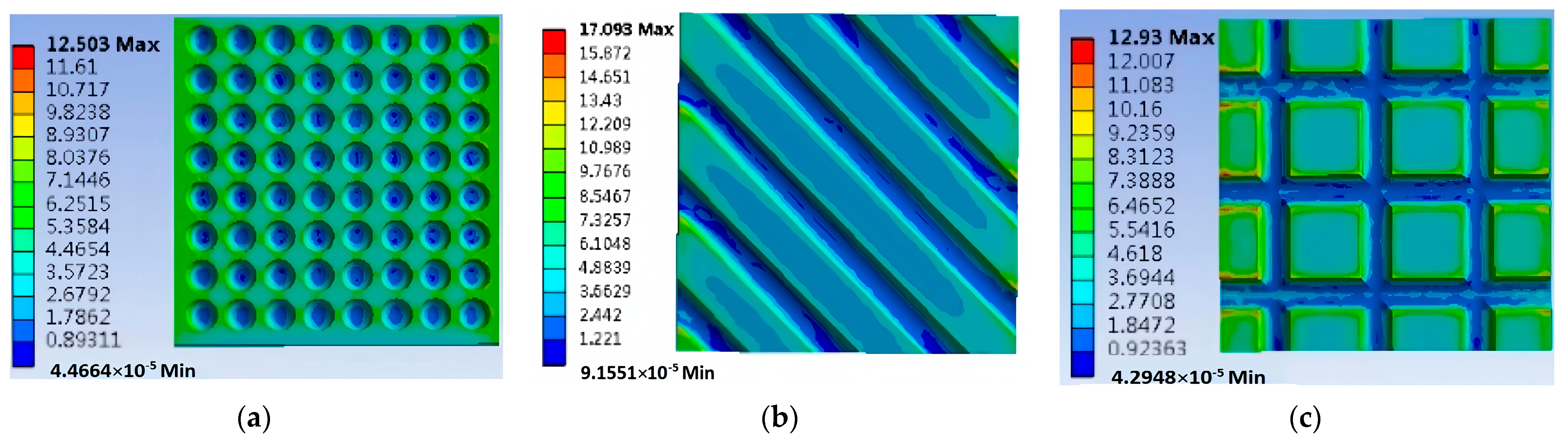
2.2. Simulation Results
3. Experimental Procedure
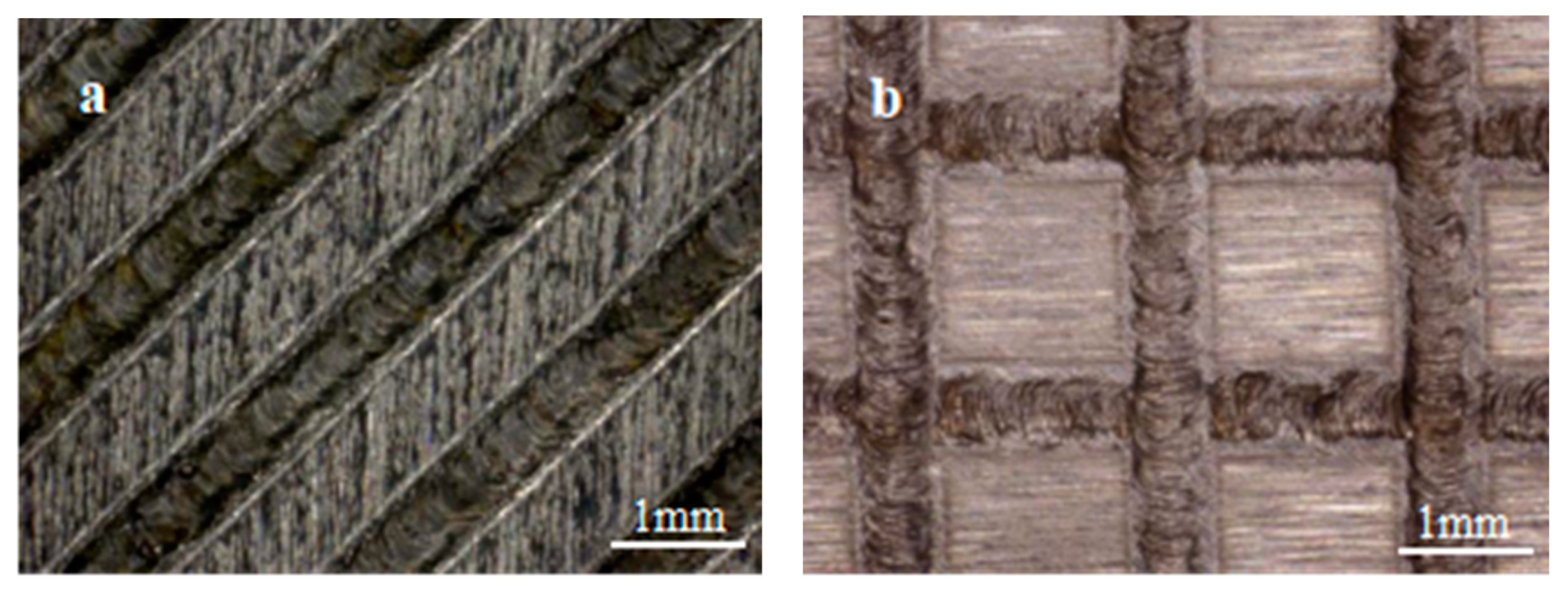
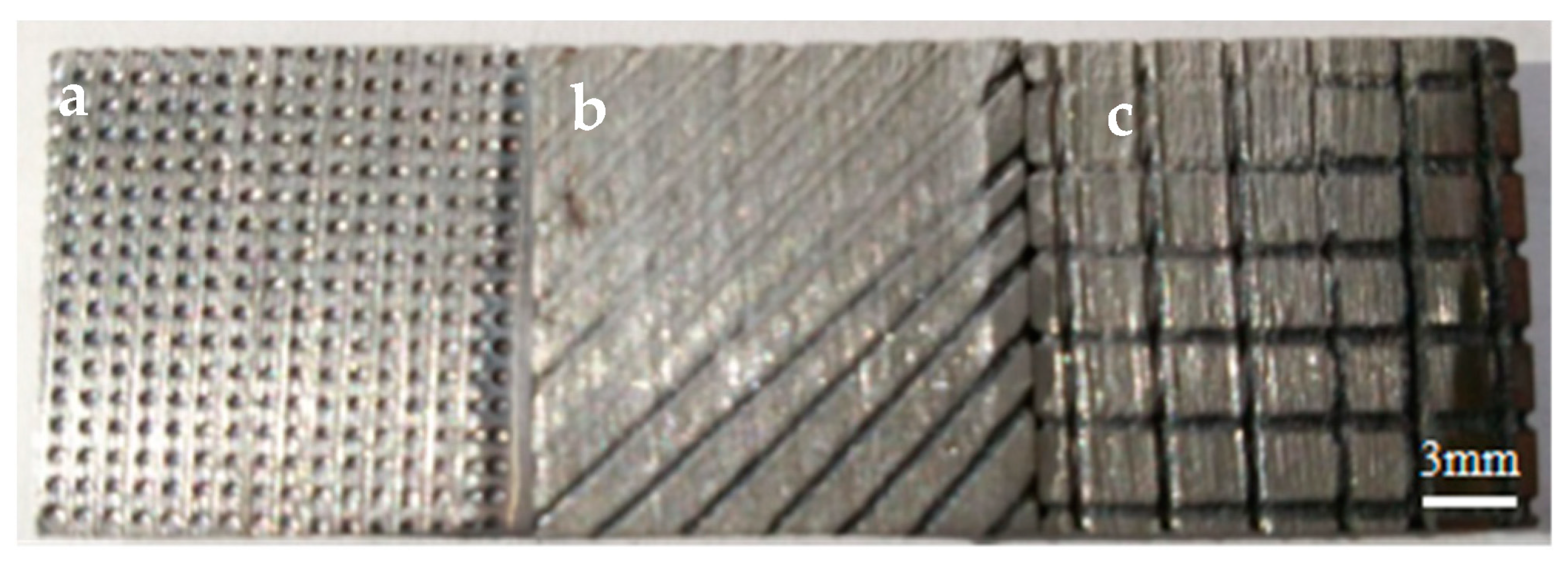
3.1. Preparation of Friction Specimen
3.2. Friction Tests
4. Results and Analysis
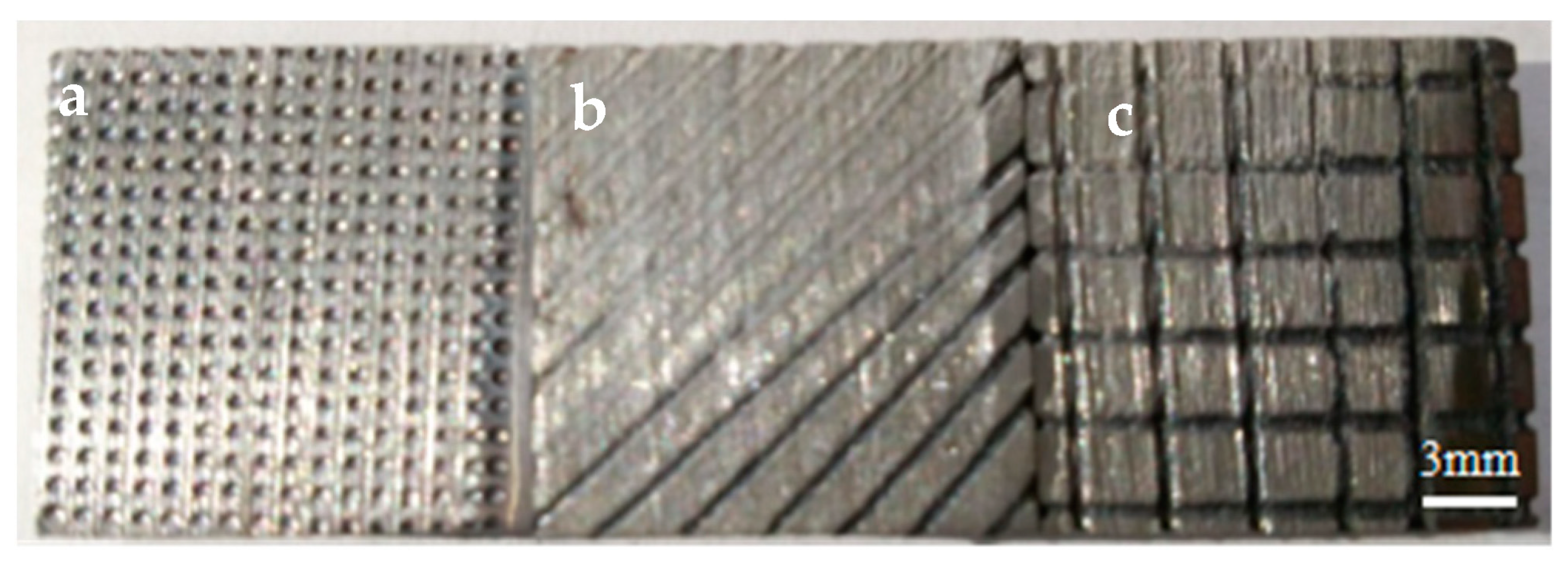
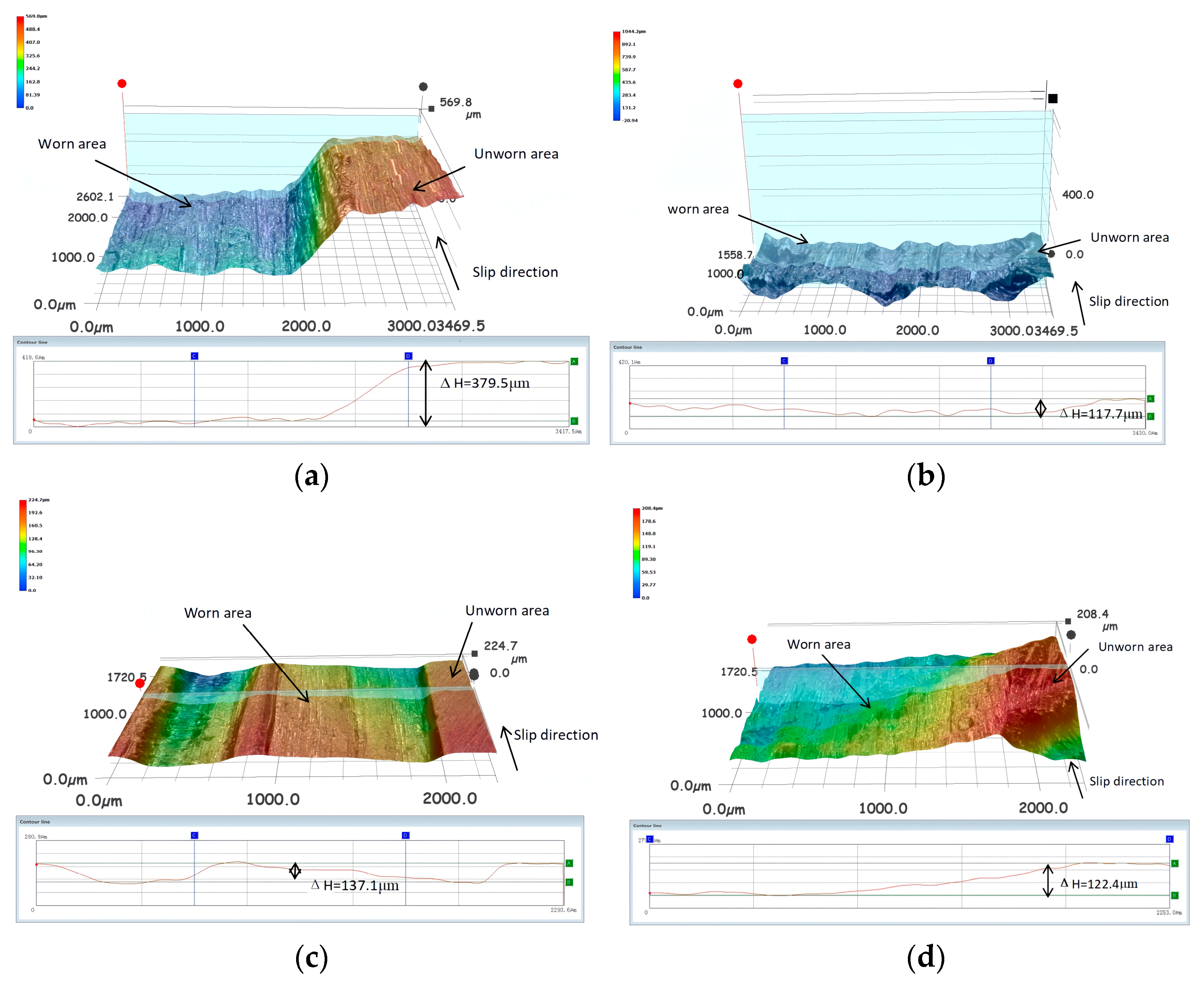
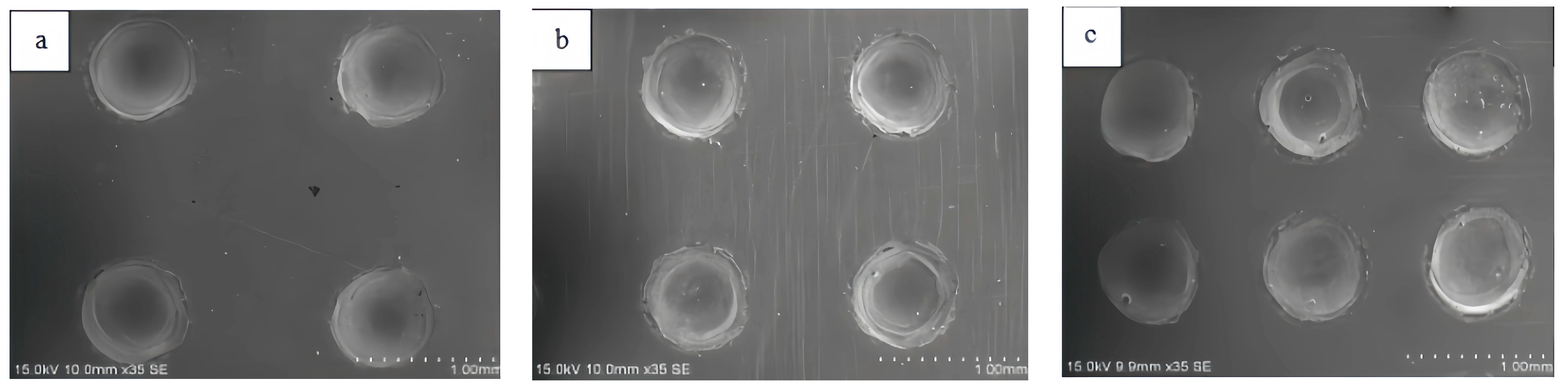
4.1. Wear Resistance Comparison of Different Laser-Textured Surfaces
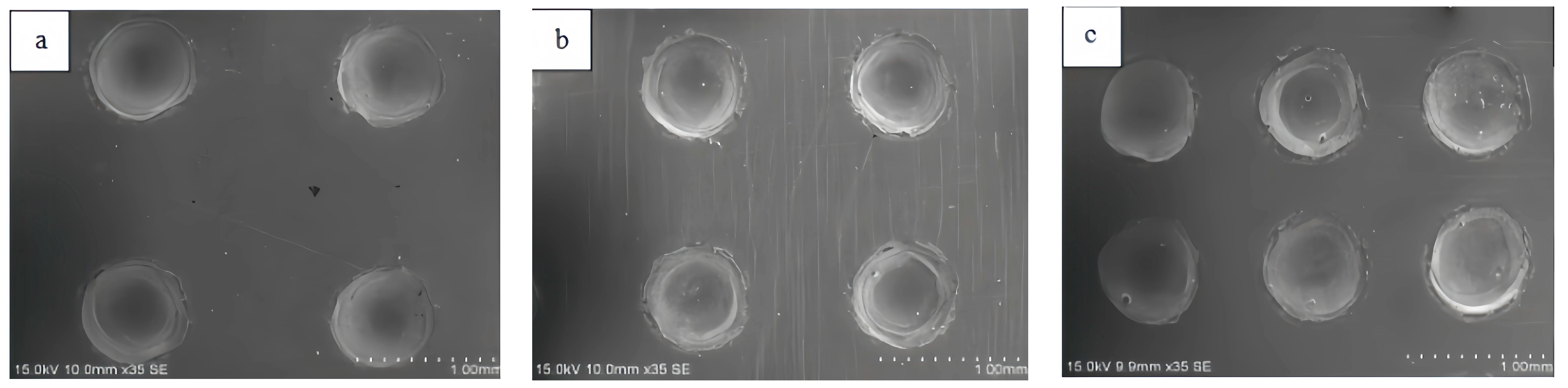
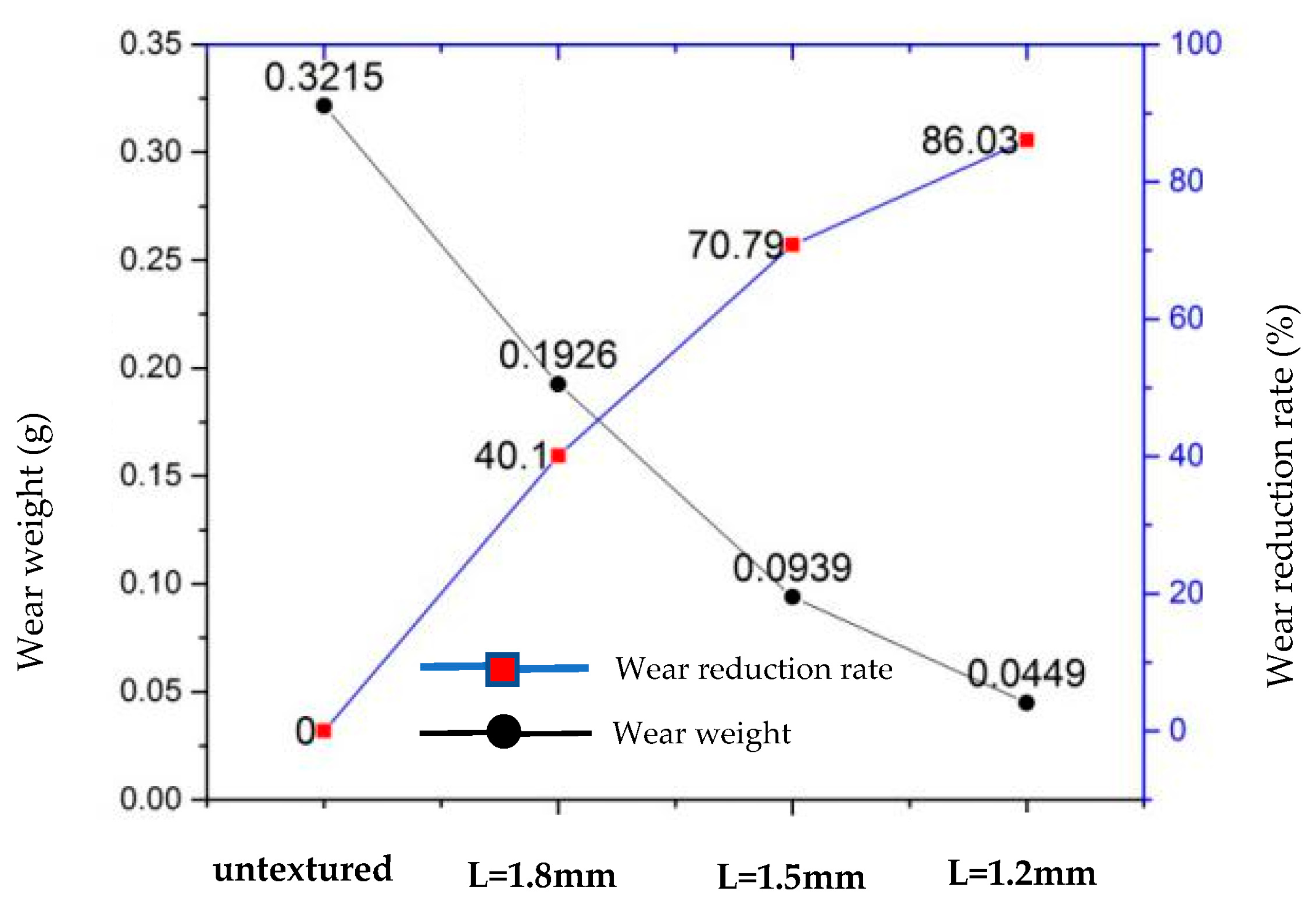
4.2. Wear Resistance Comparison of Laser Textured Surfaces with Different Spacing of Micro-Dimples
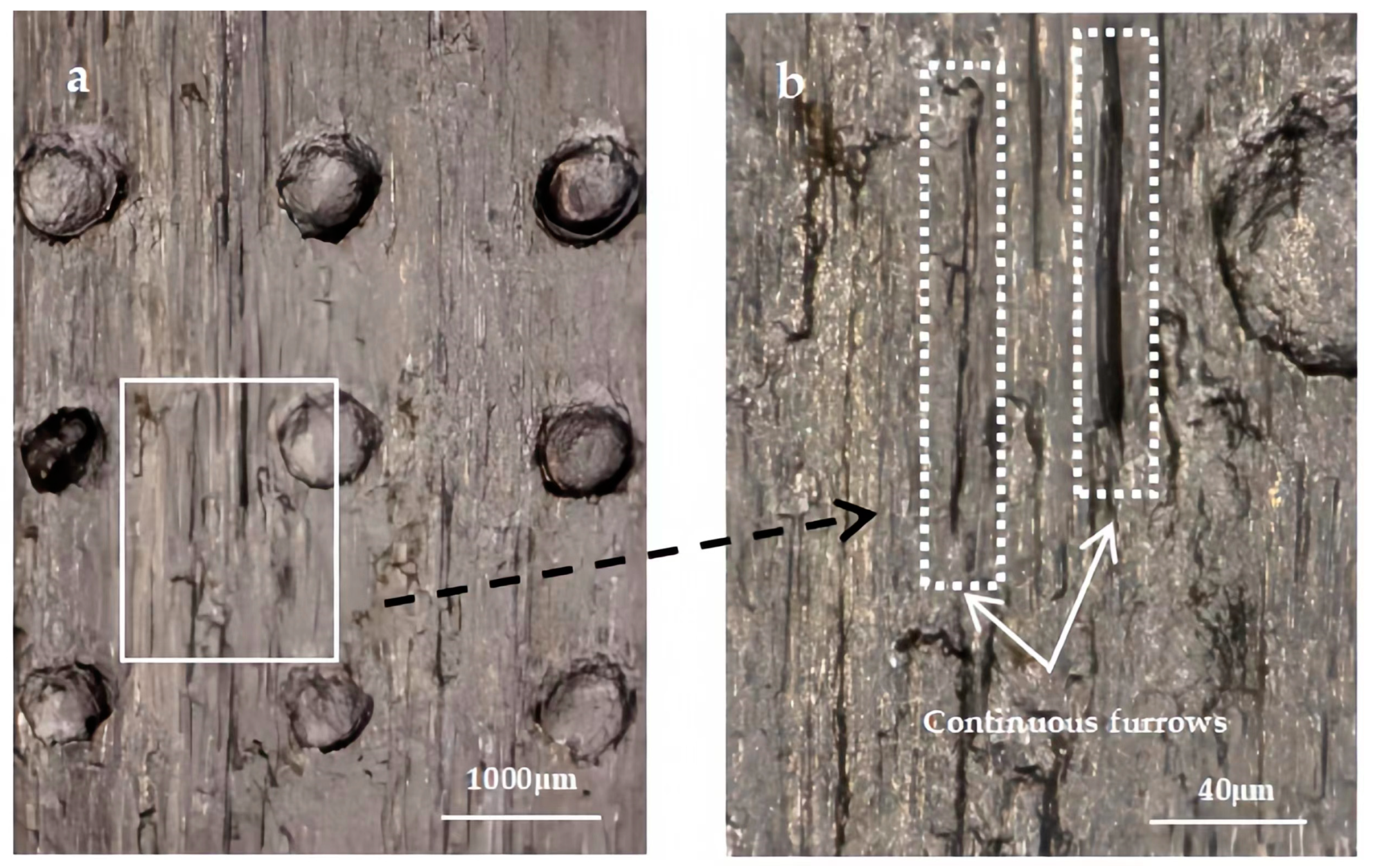
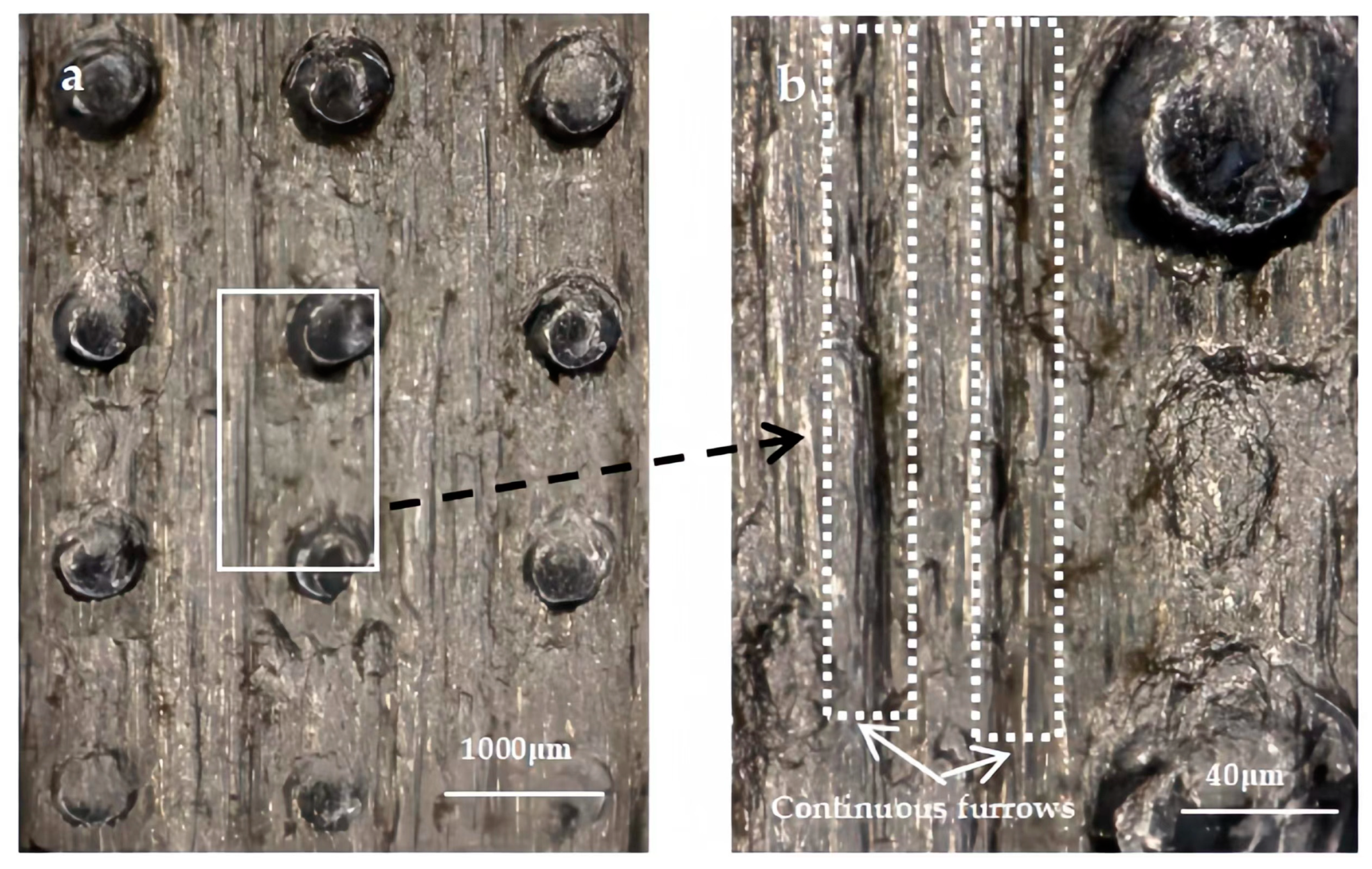
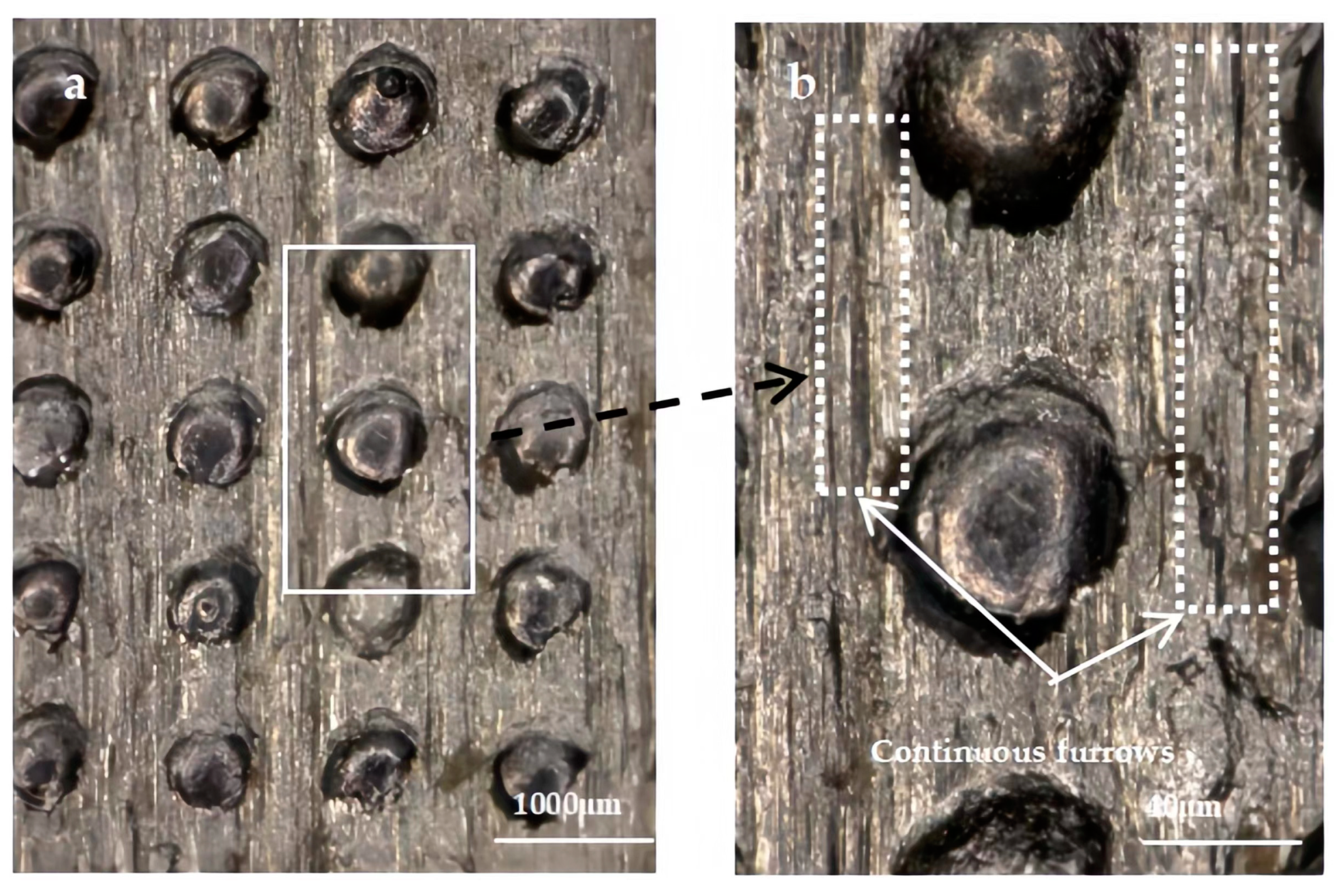
4.3. Wear Mechanism Analysis of Laser-Textured Surface with Micro-Dimples
5. Conclusions
- (1)
- Under the condition of surface contact dry friction, the front end of the textured surface is more worn than the back end along the sliding direction. The wear resistance of laser-textured surfaces with micro-dimples is better than that of micro-grooves and reticular grooves.
- (2)
- Compared with the untextured surface, the wear loss of the textured surface with 1.2 mm spacing and 34.8% area occupancy is reduced by more than 80%.
- (3)
- The main reason for the improvement of the wear resistance of the laser-textured surface is that the micro-dimples can store the abrasive particles and effectively prevent the continuous formation of furrows.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Schille, J.; Schneider, L.; Mauersberger, S.; Szokup, S.; Hohn, S.; Potschke, J.; Reir, F.; Leidich, E.; Lischner, U. High-Rate Laser Surface Texturing for Advanced Tribological Functionality. Lubricants 2020, 8, 33. [Google Scholar] [CrossRef]
- Agrawal, N.; Sharma, S.C. Micro-grooved hybrid spherical thrust bearing with Non-Newtonian lubricant behaviour. Int. J. Mech. Sci. 2023, 240, 107940. [Google Scholar]
- Tatsuya, S.; Toshiyuki, E. Development of a cutting tool with a nano/micro-textured surface—Improvement of anti-adhesive effect by considering the texture patterns. Precis. Eng. 2009, 33, 425–429. [Google Scholar]
- Tatsuya, S.; Toshiyuki, E. Improving anti-adhesive properties of cutting tool surfaces by nano-/micro-textures. Precis. Eng. 2012, 36, 229–237. [Google Scholar]
- Ryk, G.; Etsion, I. Testing piston rings with partial laser surface texturing for friction reduction. Wear 2006, 261, 792–796. [Google Scholar] [CrossRef]
- Ezhilmaran, V.; Vasa, N.J.; Vijayaraghavan, L. Investigation on generation of laser assisted dimples on piston ring surface and influence of dimple parameters on friction. Surf. Coat. Technol. 2018, 335, 314–326. [Google Scholar]
- Yu, X.Q.; He, S.; Cai, R.L. Frictional characteristics of mechanical seals with a laser-textured seal face. J. Mater. Process. Technol. 2002, 129, 463–466. [Google Scholar]
- Chaudhury, P.; Samantaray, S. Role of Carbon Nano Tubes in Surface Modification on Electrical Discharge Machining—A Review. Mater. Today Proc. 2017, 4, 4079–4088. [Google Scholar]
- Zhou, W.; Tang, J.; Shao, W. Modelling of surface texture and parameters matching considering the interaction of multiple rotation cycles in ultrasonic assisted grinding. Int. J. Mech. Sci. 2020, 166, 105246. [Google Scholar]
- Aurich, J.C.; Egnmann, J.; Schueler, G.M. Micro grinding tool for manufacture of complex structures in brittle materials. CIRP Ann.—Manuf. Technol. 2009, 58, 311–314. [Google Scholar]
- Mao, B.; Siddaiah, A.; Liao, Y.L.; Pradeep, L. Laser surface texturing and related techniques for enhancing tribological performance of engineering materials: A review. J. Manuf. Process. 2020, 53, 153–173. [Google Scholar]
- Wang, M.Z.; Kang, W.; Yue, Z.Q.; Zhu, L.N.; She, D.S.; Wang, C.B. Effects of combined treatment of plasma nitriding and laser surface texturing on vacuum tribological behavior of titanium alloy. Mater. Res. Express 2019, 6, 066511. [Google Scholar]
- Gachot, C.; Rosenkranz, A.; Hsu, S.M.; Costa, H.L. A critical assessment of surface texturing for friction and wear improvement. Wear 2017, 372–373, 21–41. [Google Scholar]
- Duan, R.; Wang, G.; Xing, Y.Q. Investigation of novel multiscale textures for the enhancement of the cutting performance of Al2O3/TiC ceramic cutting tools. Ceram. Int. 2022, 48, 3554–3563. [Google Scholar] [CrossRef]
- Xing, Y.Q.; Deng, J.X.; Wang, X.S.; Meng, R. Effect of laser surface textures combined with multi-solid lubricant coatings on the tribological properties of Al2O3/TiC ceramic. Wear 2015, 342–343, 1–12. [Google Scholar] [CrossRef]
- Chan, C.W.; Carson, L.; Smith, G.C.; Morelli, A.; Lee, S. Enhancing the antibacterial performance of orthopaedic implant materials by fibre laser surface engineering. Appl. Surf. Sci. 2017, 404, 67–81. [Google Scholar] [CrossRef]
- Wang, T.; Huang, W.F.; Liu, X.F.; Li, Y.J.; Wang, Y.M. Experimental study of two-phase mechanical face Seals with lasersurface texturing. Tribol. Int. 2014, 72, 90–97. [Google Scholar] [CrossRef]
- Etsion, I.; Sher, E. Improving fuel efficiency with laser surface textured piston rings. Tribol. Int. 2009, 42, 542–547. [Google Scholar] [CrossRef]
- Puoza, J.C.; Zhang, T.Y.; Uba, F.; Yakubu, K.; Awudu, I. Optimization of post-treatment honing parameters of laser textured enginecylinder bore and engine performance. Int. J. Adv. Manuf. Technol. 2023, in press. [Google Scholar]
- Kang, K. Impact of die wear and punch surface textures on aluminum can wall. Wear 2009, 266, 1044–1049. [Google Scholar] [CrossRef]
- Tatsuhiko, A.; Tadahiko, I.; Kenji, W. Femtosecond laser micro-/nano-texturing of stainless steels for surface property control. Micromachines 2019, 10, 512. [Google Scholar]
- Schnell, G.; Studemend, H.; Thomas, R.; Seits, H. Experimental investigations on the friction behavior of partiallyfemtosecond laser-textured journal bearing shells. Tribol. Int. 2023, 188, 108764. [Google Scholar] [CrossRef]
- Zhan, J.; Yang, M.J. Investigation on Dimples Distribution Angle in Laser Texturing of Cylinder–Piston Ring System. Tribol. Trans. 2012, 55, 693–697. [Google Scholar] [CrossRef]
- Liang, X.Y.; Wang, X.H.; Zhang, Z.J. Simulation and experiment investigation on friction reduction by partial laser surface texturing on piston ring. Tribol. Trans. 2019, 11, 109–113. [Google Scholar]
- Hazzan, K.E.; Pacella, M.; See, T.L. Laser processing of hard and ultra-hard materials for micro-machining and surface engineering applications. Micromachines 2021, 12, 895. [Google Scholar] [CrossRef] [PubMed]
- Zheng, K.R.; Yang, F.Z.; Zhang, N. Study on the cutting performance of micro-textured tools on cutting Ti-6Al-4V Titanium alloy. Micromachines 2020, 11, 137. [Google Scholar] [CrossRef]
- Mourier, L.; Mazuyer, D.; Ninove, F.P.; Lubrecht, A.A. Lubrication mechanisms with laser-surface-textured surfaces in elastohydrodynamic regime. Eng. Tribol. 2010, 224, 697–711. [Google Scholar] [CrossRef]
- Liu, S.C.; Sai, Q.Y.; Wang, S.W. Effects of laser surface texturing and lubrication on the vibrational and tribological performance of sliding contact. Lubricants 2022, 10, 10. [Google Scholar] [CrossRef]
- Wang, Z.Q.; Sun, L.T.; Han, B. Study on the thermohydrodynamic friction characteristics of surface-textured valve plate of axial piston pumps. Micromachines 2022, 13, 1891. [Google Scholar] [CrossRef]
- Gaikwad, A.; Vázquez-Martínez, J.M.; Salguero, J.; Iglesias, P. Tribological Properties of Ti6Al4V Titanium Textured Surfaces Created by Laser: Effect of Dimple Density. Lubricants 2022, 10, 138. [Google Scholar]
- Li, C.; Yang, Y.; Yang, L.J.; Zhen, S. Biomimetic Anti-Adhesive Surface Microstructures on Electrosurgical Blade Fabricated by Long-Pulse Laser Inspired by Pangolin Scales. Micromachines 2019, 10, 816. [Google Scholar] [CrossRef] [PubMed]
- Caraguay, S.J.; Pereira, T.S.; Cunha, A.; Pereira, M.; Xavier, F.A. The effect of laser surface textures on the adhesion strength and corrosion protection of organic coatings—Experimental assessment using the pull-off test and the shaft load blister test. Prog. Org. Coat. 2023, 180, 107558. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Hardness (HV) | Density (kg/cm3) | Melting Point (C°) | Heat Transfer Coefficient (W/m·K) | Poisson’s Ratio | Elastic Modulus (GPa) |
|---|---|---|---|---|---|
| 410 | 7.85 | 1530 | 10 | 0.3 | 210 |
| Pulse Duration (ms) | Pulse Energy (J) | Repetition Rate (Hz) | Spot Size (mm) | Focusing Lens Distance (mm) | Scanning Speed (mm/s) |
|---|---|---|---|---|---|
| 0.5 | 3.3 | 60 | 0.5 | 150 | 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Pei, X.; Jiang, X. Anti-Wear Property of Laser Textured 42CrMo Steel Surface. Lubricants 2023, 11, 353. https://doi.org/10.3390/lubricants11080353
Zhang H, Pei X, Jiang X. Anti-Wear Property of Laser Textured 42CrMo Steel Surface. Lubricants. 2023; 11(8):353. https://doi.org/10.3390/lubricants11080353
Chicago/Turabian StyleZhang, Hua, Xinfeng Pei, and Xindong Jiang. 2023. "Anti-Wear Property of Laser Textured 42CrMo Steel Surface" Lubricants 11, no. 8: 353. https://doi.org/10.3390/lubricants11080353
APA StyleZhang, H., Pei, X., & Jiang, X. (2023). Anti-Wear Property of Laser Textured 42CrMo Steel Surface. Lubricants, 11(8), 353. https://doi.org/10.3390/lubricants11080353