Tuning the Parameters of Cu–WS2 Composite Production via Powder Metallurgy: Evaluation of the Effects on Tribological Properties

 ,
,  , ,
, , 

Abstract
:
1. Introduction
2. Materials and Methods
2.1. Production Method
2.2. X-ray Diffractometry
2.3. Absolute Density
2.4. Electrical Resistivity
2.5. Static Optical Contact Angle
2.6. Micro-Indentation Hardness
2.7. Wear Test
3. Results
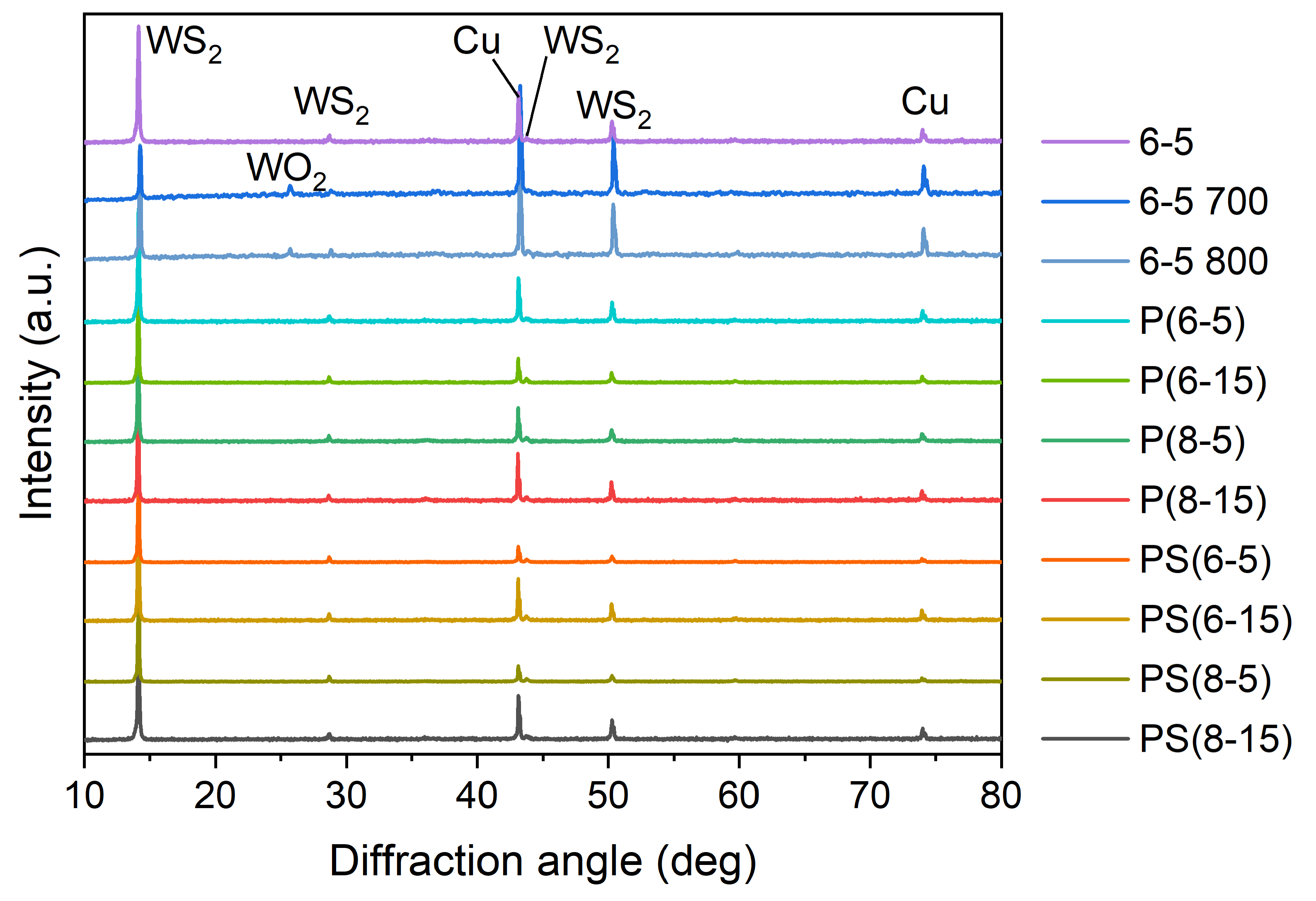
3.1. X-ray Diffractometry
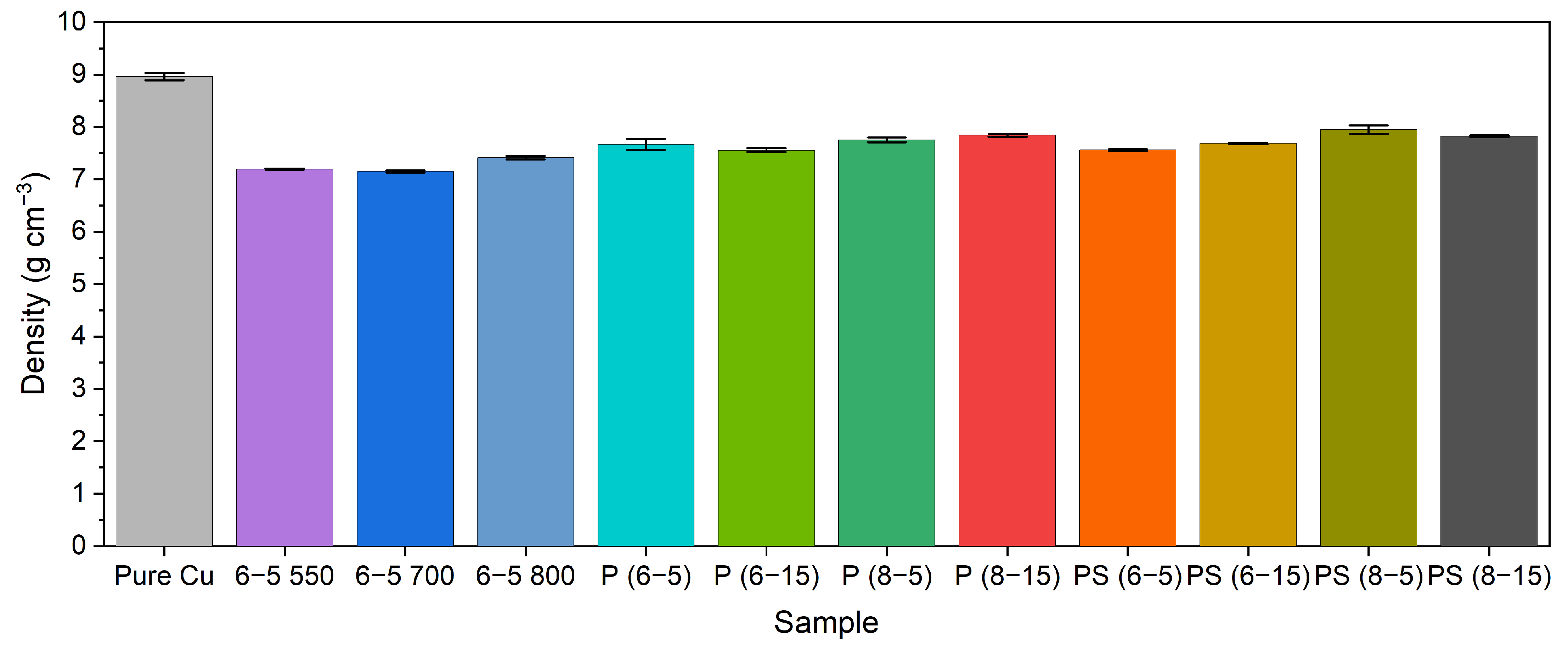
3.2. Density
3.3. Electrical Resistivity
3.4. Static Optical Contact Angle
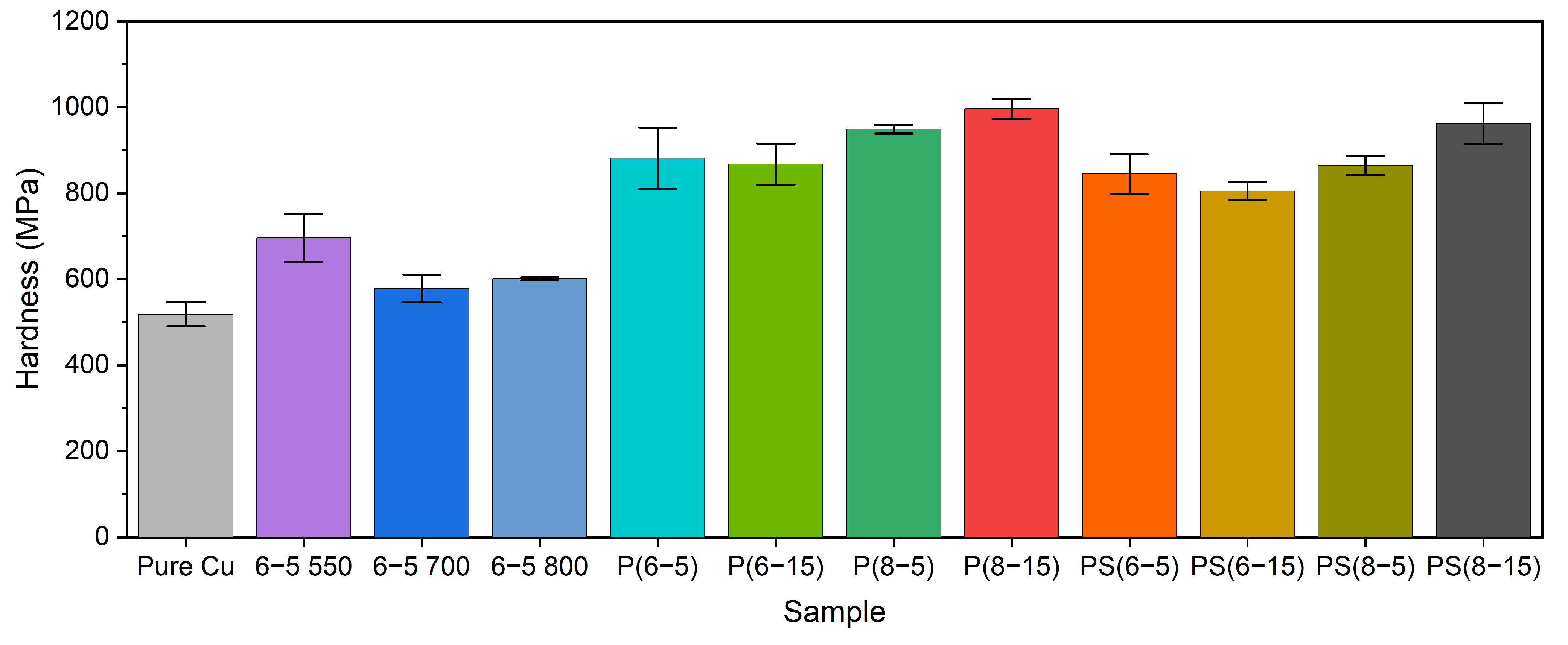
3.5. Micro-Indentation Hardness
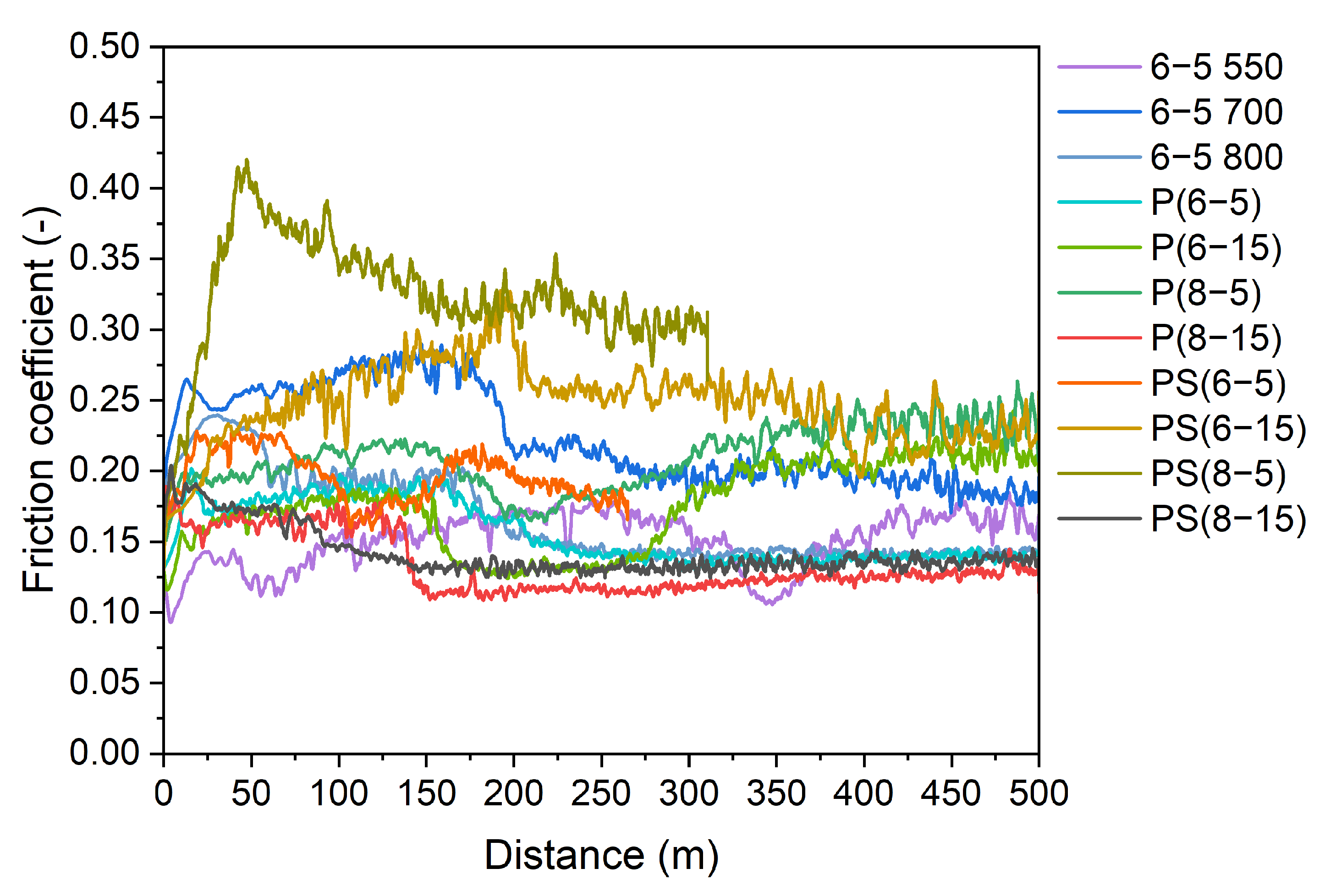
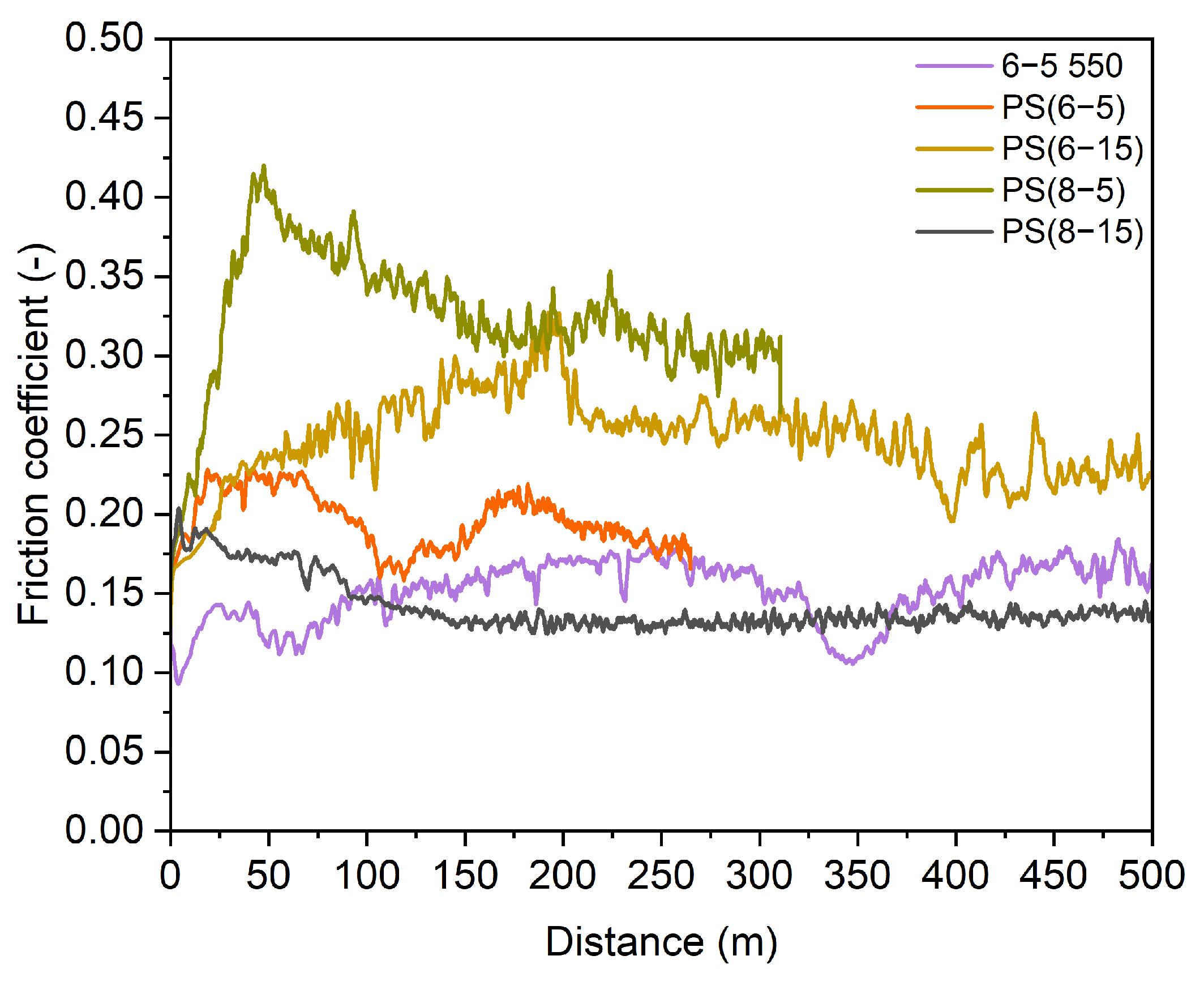
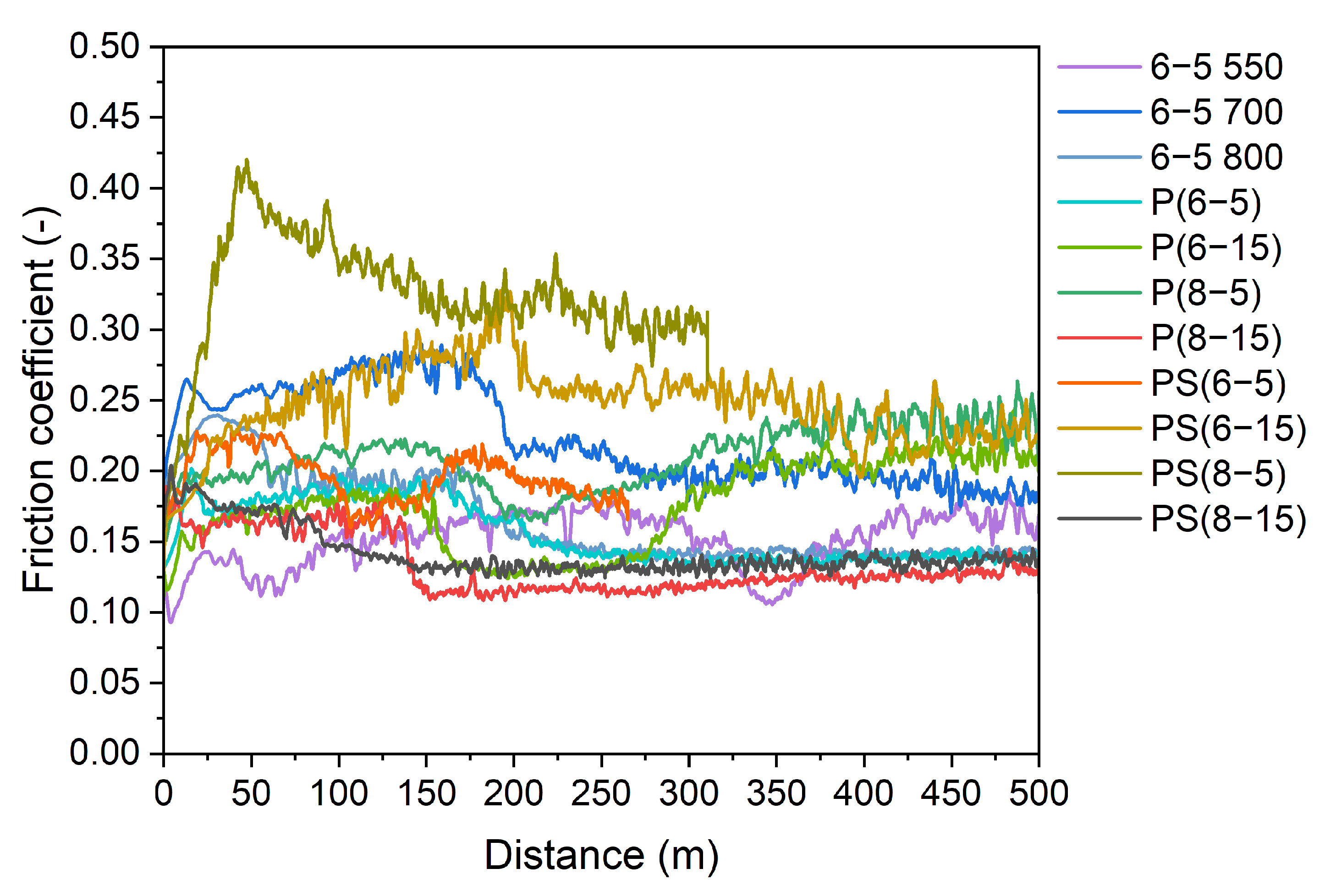
3.6. Wear Test
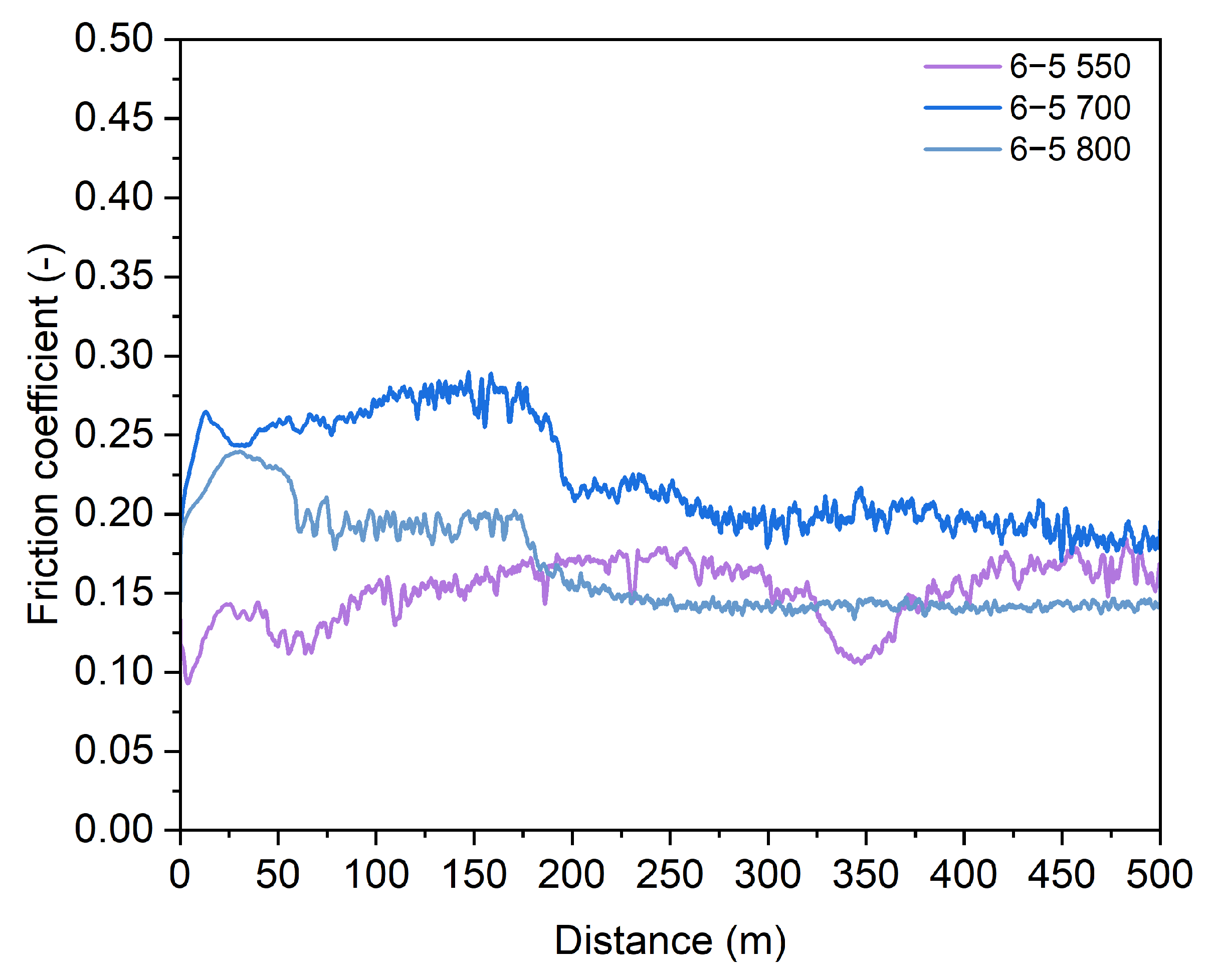
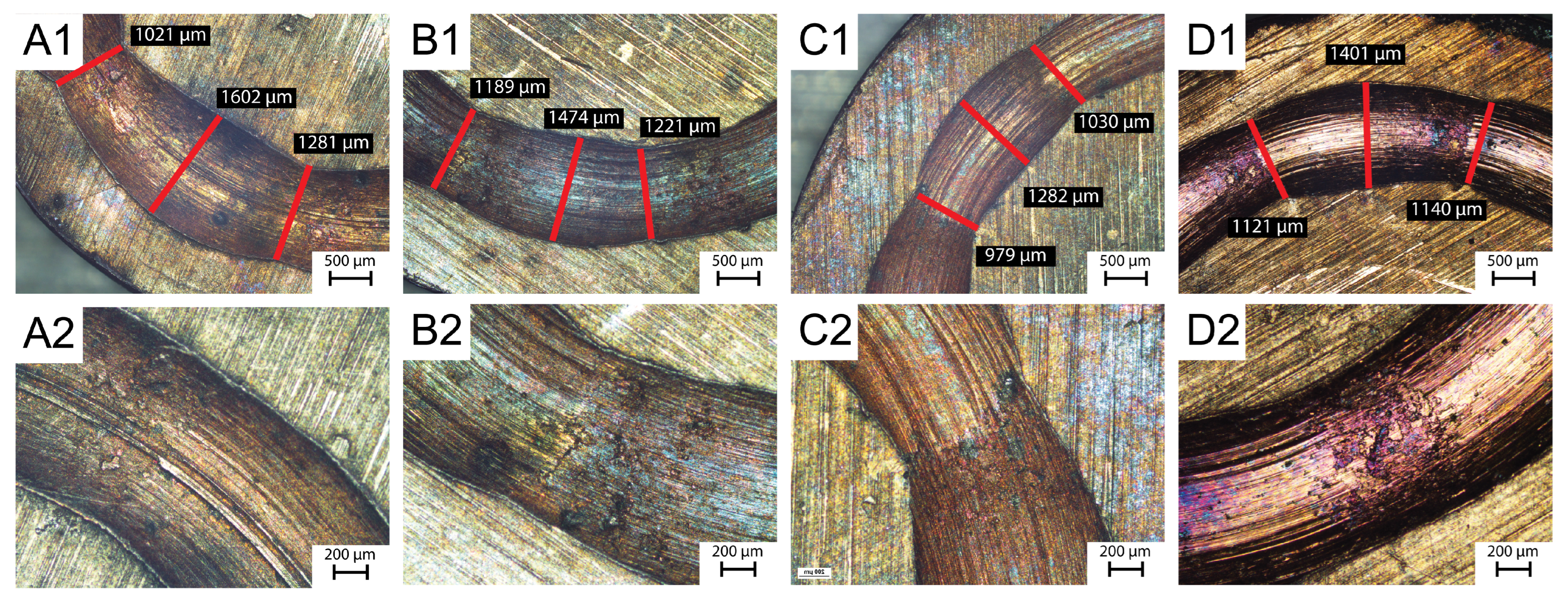
3.6.1. Sintering Temperature
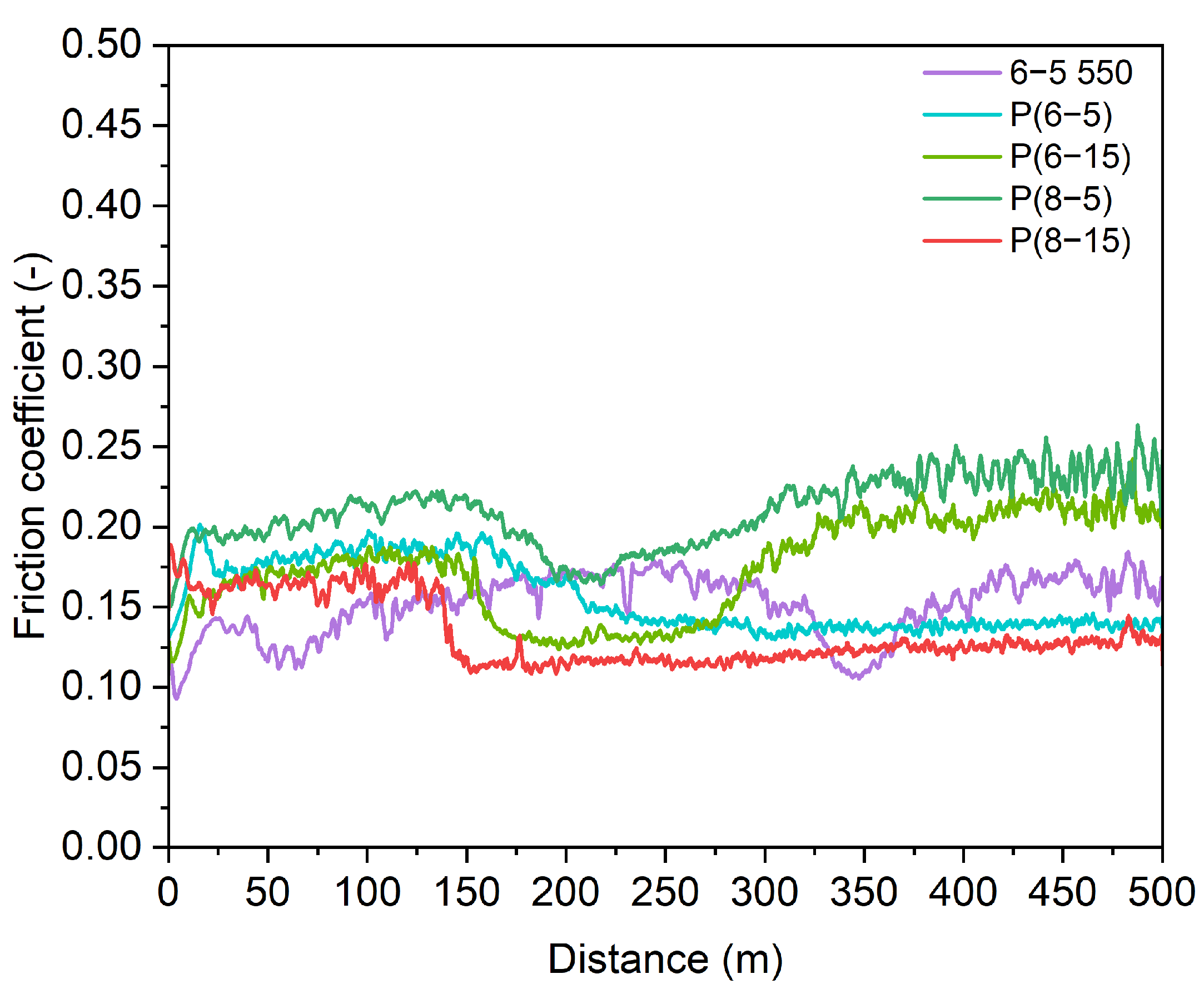
3.6.2. Double-Pressing
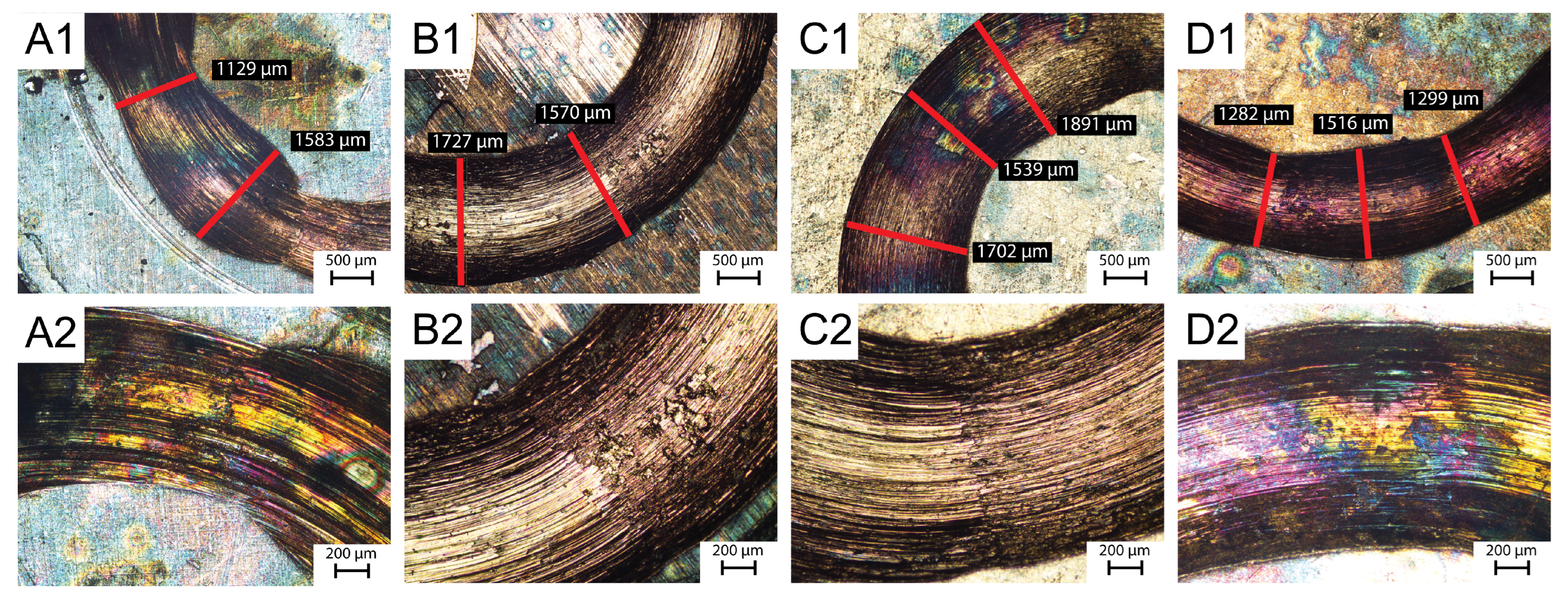
3.6.3. Double-Pressing and Double-Sintering
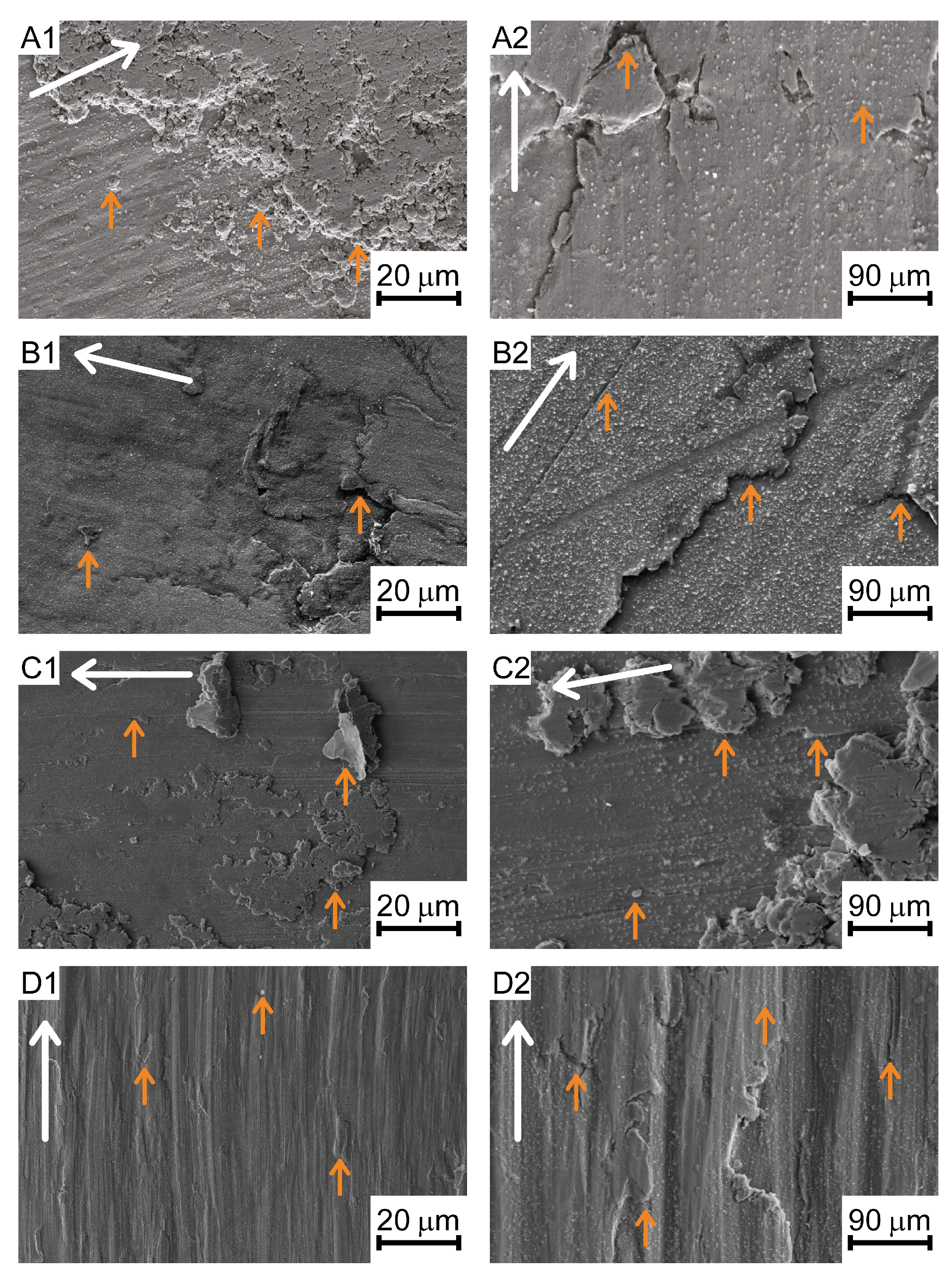
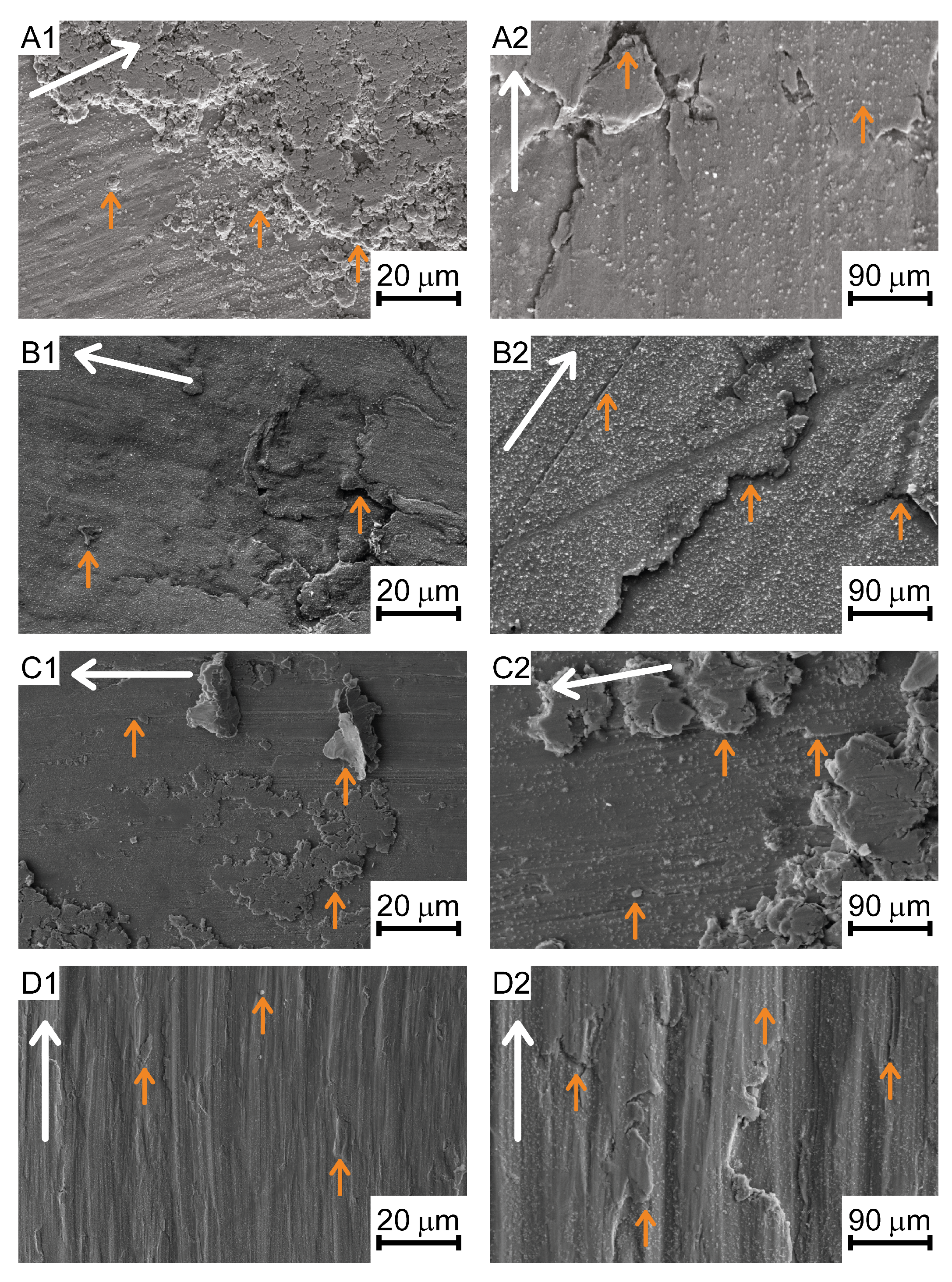
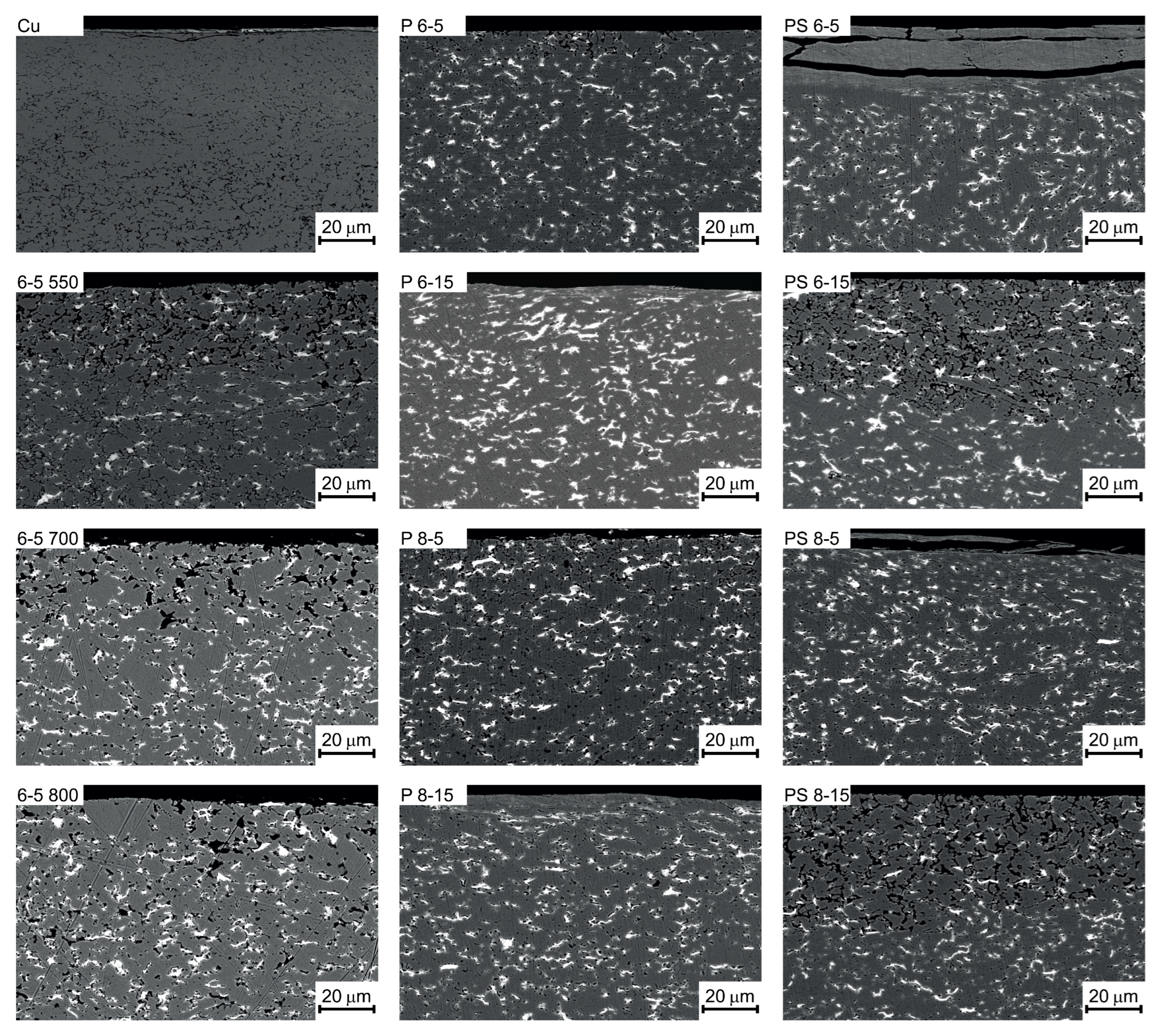
3.6.4. Scanning Electron Microscopy
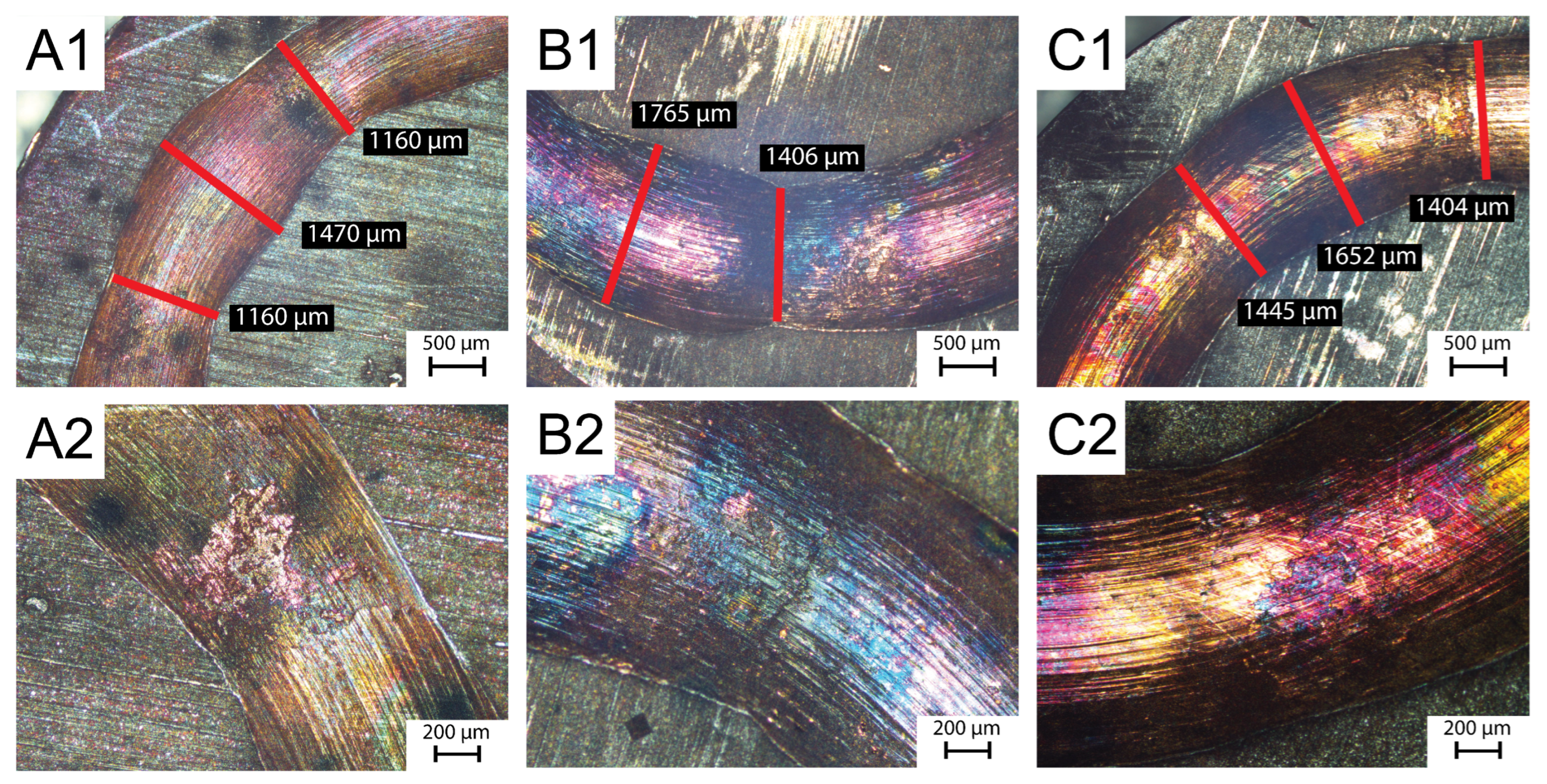
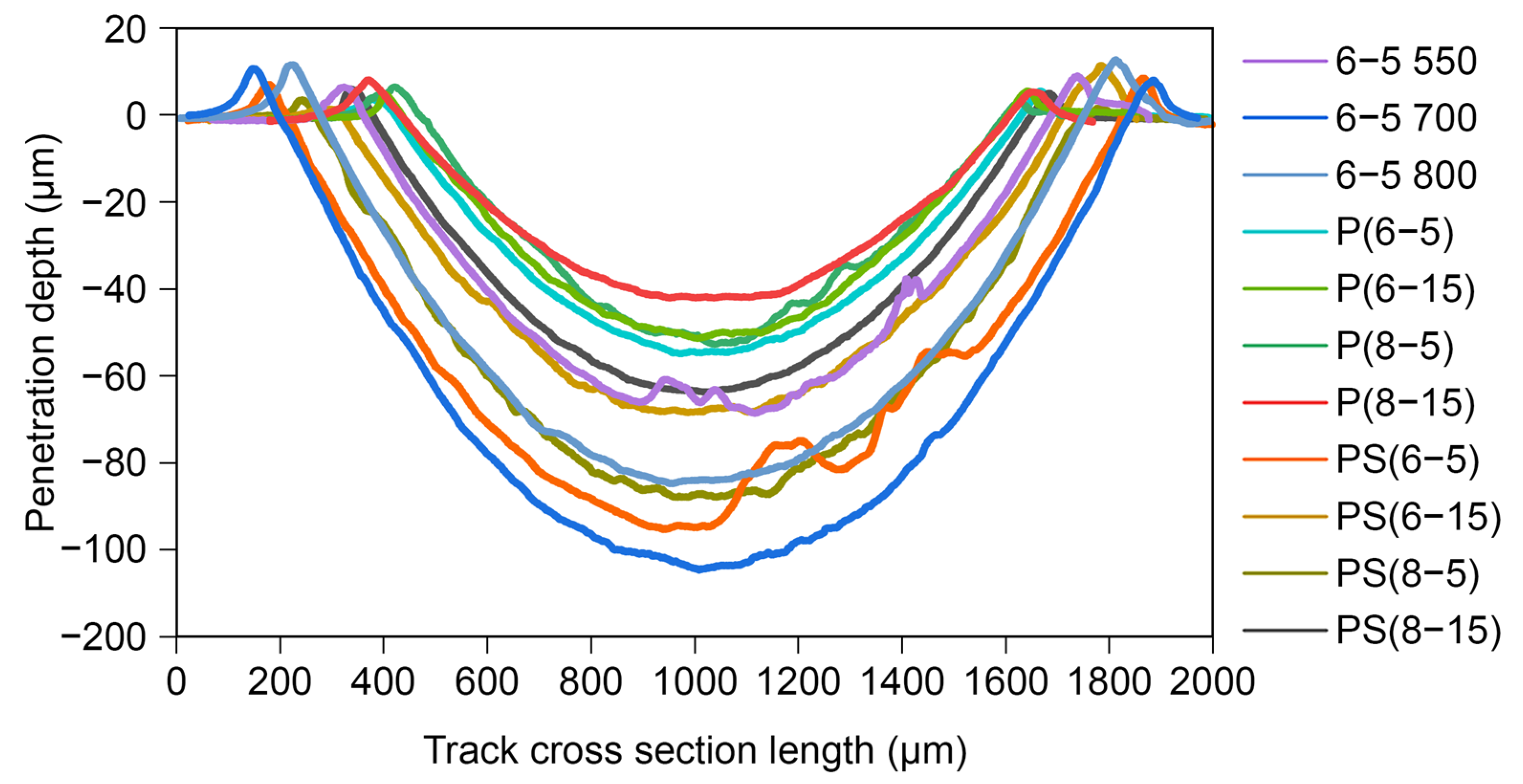
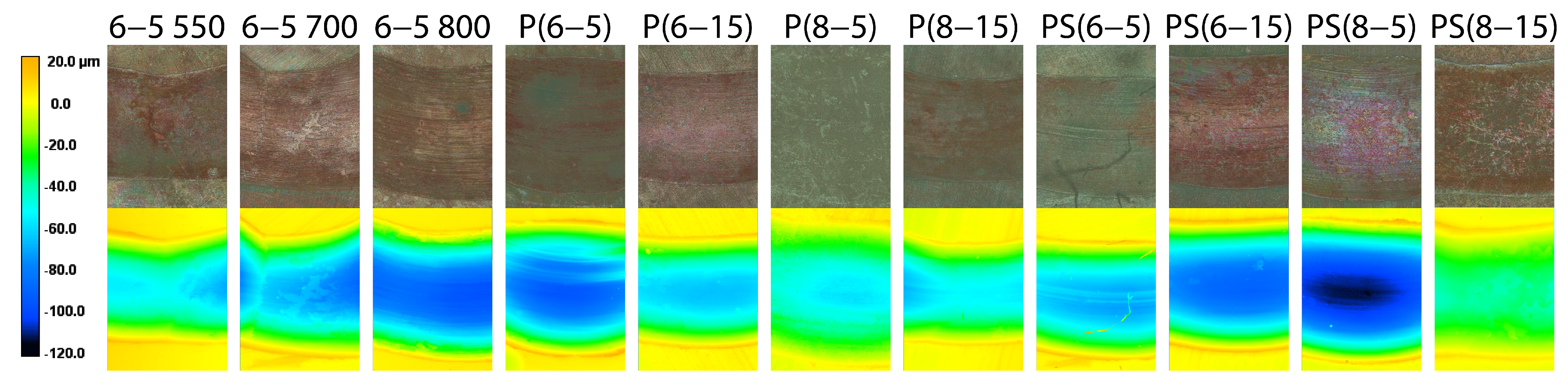
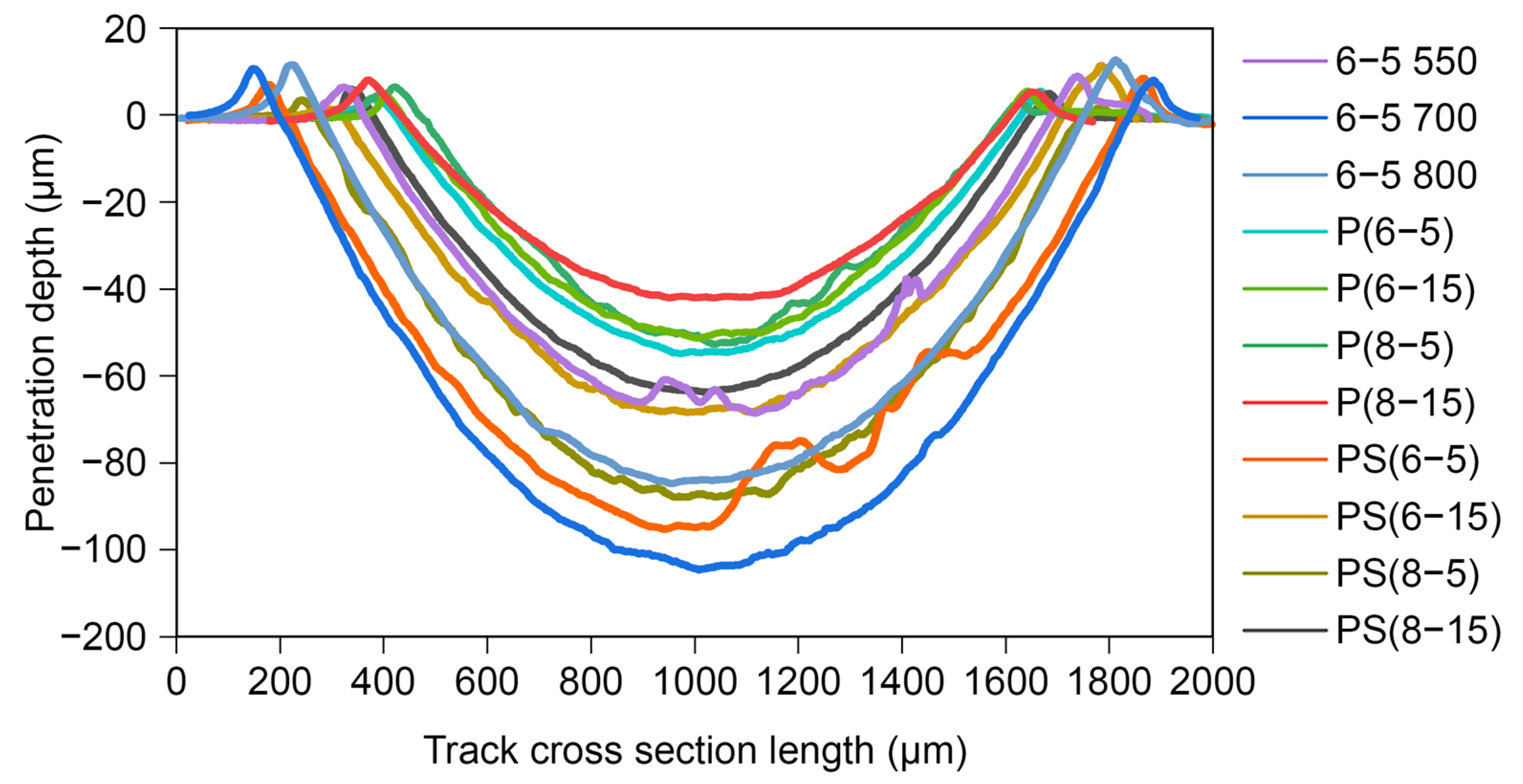
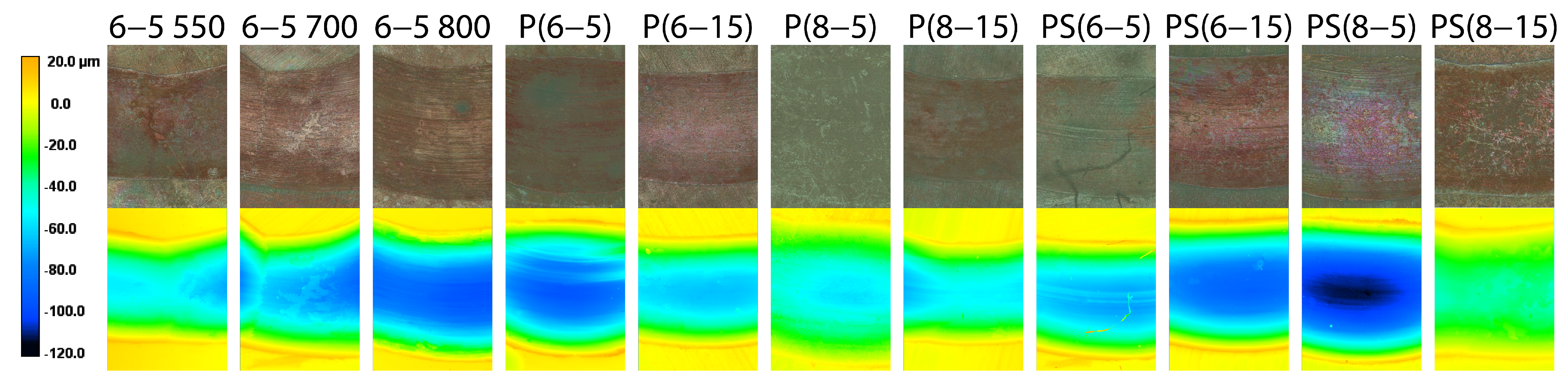
3.6.5. Confocal Laser Scanning Microscopy
4. Conclusions
- The presence of tungsten oxide (WO2) due to a sintering temperature above 550 °C indicates the deterioration of the solid lubricant.
- The decrease in the density of the composite material with respect to pure copper is due to the presence of the reinforcement.
- The electrical resistivity of the composite material is in the same order of magnitude as the pure copper sample, and slight differences occurred considering the production routes.
- Hydrophobic behavior is not influenced by the different production routes proposed in this study.
- Additional pressing determined an increase in the hardness of the composites, and a higher load corresponded to a higher hardness value.
- During the wear test, the friction coefficient reached the lowest values due to additional pressing with the highest load (8 tons), both in double-pressed and double-pressed double-sintered cases. The SEM cross-section analysis pointed out a lower superficial porosity.
- Wear test interruption of samples PS(6–5) and PS(8–5) was mainly due to the formation and propagation of sub-surface cracks that determined the detachment of big portions of materials.
- The wear coefficient and specific wear rate decreased due to the additional thermo-mechanical treatments, but remained in the same order of magnitude as the reference sample sintered at 550 °C.
- Wear volume lowest values were found for the double-pressed samples, with similar results independently from the load and the maintaining time.
- Abrasion is the characteristic wear mechanism detected. The analysis of the wear track highlighted the presence of wear sub-mechanisms: adhesion, oxidation, third-body, and delamination, to different extents.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Haghshenas, M. Metal-Matrix Composites. In Reference Module in Materials Science and Materials Engineering; Elsevier: Amsterdam, The Netherlands, 2016. [Google Scholar]
- Kainer, K.U. Metal Matrix Composites: Custom-Made Materials for Automotive and Aerospace Engineering; Willey: New York, NY, USA, 2006; p. 314. [Google Scholar]
- Metal matrix, fibre–metal and ceramic matrix composites for aerospace applications. In Introduction to Aerospace Materials; Woodhead Publishing: Sawston, UK, 2012; pp. 394–410.
- Freschi, M.; Paniz, A.; Cerqueni, E.; Colella, G.; Dotelli, G. The Twelve Principles of Green Tribology: Studies, Research, and Case Studies— A Brief Anthology. Lubricants 2022, 10, 129. [Google Scholar] [CrossRef]
- Xiao, J.K.; Zhang, W.; Zhang, C. Microstructure evolution and tribological performance of Cu-WS2 self-lubricating composites. Wear 2018, 412–413, 109–119. [Google Scholar] [CrossRef]
- Peters, S.T. (Ed.) Handbook of Composites, 2nd ed.; Springer: New York, NY, USA, 1998. [Google Scholar]
- Motozuka, S.; Tagaya, M.; Ikoma, T.; Yoshioka, T.; Xu, Z.; Tanaka, J. Preparation of copper-graphite composite particles by milling process. J. Compos. Mater. 2012, 46, 2829–2834. [Google Scholar] [CrossRef]
- Donnini, R. Metal Matrix Composites: Structure and Technologies: Advanced Investigations About High Performance Materials and Their Microchemical, Mechanical and Machining Properties/Monograph; VDM Verlag: Riga, Latvia, 2009; ISBN 9783639169287. [Google Scholar]
- German, R.M. Powder Metallurgy and Particulate Materials Processing: The Processes, Materials, Products, Properties and Applications; Metal Powder Industries Federation, Ed.; Princeton University: Princeton, NJ, USA, 2005; ISBN 0976205718. [Google Scholar]
- Hammes, G.; Schroeder, R.; Binder, C.; Klein, A.N.; De Mello, J.D.B. Effect of double pressing/double sintering on the sliding wear of self-lubricating sintered composites. Tribol. Int. 2014, 70, 119–127. [Google Scholar] [CrossRef]
- Rahimi Pouyani, M.; Rajabi, M. Microwave-assisted synthesis of Cu–ZrB2 MM Nano-composite using double pressing double sintering method. J. Mater. Sci. Mater. Electron. 2019, 30, 266–276. [Google Scholar] [CrossRef]
- Wartenberg, A.; Schade, C. Double Press Double Sinter Alternatives for High Density Applications. Adv. Powder Metall. Part. Mater. 2018, 266–275. [Google Scholar]
- Wang, Y.; Gao, Y.; Li, Y.; Zhang, C.; Huang, X.; Zhai, W. Effect of milling time on microstructure and mechanical properties of Cu–Ni–graphite composites. Mater. Res. Express 2017, 4, 096506. [Google Scholar] [CrossRef]
- Wang, Q.; Chen, M.; Shan, Z.; Sui, C.; Zhang, L.; Zhu, S.; Wang, F. Comparative study of mechanical and wear behavior of Cu/WS 2 composites fabricated by spark plasma sintering and hot pressing. J. Mater. Sci. Technol. 2017, 33, 1416–1423. [Google Scholar] [CrossRef]
- Zhou, J.; Ma, C.; Kang, X.; Zhang, L.; Liu, X. Effect of WS2 particle size on mechanical properties and tribological behaviors of Cu-WS2 composites sintered by SPS. Trans. Nonferr. Met. Soc. China 2018, 28, 1176–1185. [Google Scholar] [CrossRef]
- Lin, J.W.; Chang, H.C. Measurement of Friction Surface and Wear Rate between a Carbon Graphite Brush and a Copper Ring. Tribol. Trans. 2011, 54, 887–894. [Google Scholar] [CrossRef]
- Freschi, M.; Di Virgilio, M.; Zanardi, G.; Mariani, M.; Lecis, N.; Dotelli, G. Employment of Micro- and Nano-WS2 structures to enhance the tribological properties of copper matrix composites. Lubricants 2021, 9, 53. [Google Scholar] [CrossRef]
- Freschi, M.; Arrigoni, A.; Haiko, O.; Andena, L.; Kömi, J.; Castiglioni, C.; Dotelli, G. Physico-Mechanical Properties of Metal Matrix Self-Lubricating Composites Reinforced with Traditional and Nanometric Particles. Lubricants 2022, 10, 35. [Google Scholar] [CrossRef]
- Furlan, K.P.; de Mello, J.D.B.; Klein, A.N. Self-lubricating composites containing MoS2: A review. Tribol. Int. 2018, 120, 280–298. [Google Scholar] [CrossRef]
- Liu, Q.; Castillo-Rodríguez, M.; Galisteo, A.J.; de Villoria, R.G.; Torralba, J.M. Wear Behavior of Copper–Graphite Composites Processed by Field-Assisted Hot Pressing. J. Compos. Sci. 2019, 3, 29. [Google Scholar] [CrossRef]
- Freschi, M.; Di Virgilio, M.; Haiko, O.; Mariani, M.; Andena, L.; Lecis, N.; Kömi, J.; Dotelli, G. Investigation of second phase concentration effects on tribological and electrical properties of Cu–WS2 composites. Tribol. Int. 2022, 166, 107357. [Google Scholar] [CrossRef]
- Cao, H.; Qian, Z.; Zhang, L.; Xiao, J.; Zhou, K. Tribological Behavior of Cu Matrix Composites Containing Graphite and Tungsten Disulfide. Tribol. Trans. 2014, 57, 1037–1043. [Google Scholar] [CrossRef]
- Archard, J.F.; Hirst, W. The wear of metals under unlubricated conditions. Proc. R. Soc. London. Ser. A Math. Phys. Sci. 1956, 236, 397–410. [Google Scholar] [CrossRef]
- Archard, J.F. Contact, and rubbing of flat surfaces. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]
- Kayaba, T.; Hokkirigawa, K.; Kato, K. Analysis of the abrasive wear mechanism by successive observations of wear processes in a scanning electron microscope. Wear 1986, 110, 419–430. [Google Scholar] [CrossRef]
- Chapter 5 Grooving Wear. In Tribology Series; Zum Gahr, K.-H. (Ed.) Elsevier: Amsterdam, The Netherlands, 1987; Volume 10, pp. 132–350. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Sintering Temperature (°C) | Pressing Load (ton) | Pressing Time (min) | Additional Pressing Load (ton) | Additional Pressing Time (min) | Additional Sintering Temperature (°C) |
|---|---|---|---|---|---|---|
| 6–5550 | 550 | 6 | 5 | - | - | - |
| 6–5700 | 700 | 6 | 5 | - | - | - |
| 6–5800 | 800 | 6 | 5 | - | - | - |
| P(6–5) | 550 | 6 | 5 | 6 | 5 | - |
| P(6–15) | 550 | 6 | 5 | 6 | 15 | - |
| P(8–5) | 550 | 6 | 5 | 8 | 5 | - |
| P(8–15) | 550 | 6 | 5 | 8 | 15 | - |
| PS(6–5) | 550 | 6 | 5 | 6 | 5 | 550 |
| PS(6–15) | 550 | 6 | 5 | 6 | 15 | 550 |
| PS(8–5) | 550 | 6 | 5 | 8 | 5 | 550 |
| PS(8–15) | 550 | 6 | 5 | 8 | 15 | 550 |
| Sample | Element | ||||
|---|---|---|---|---|---|
| Cu (at%) | S (at%) | W (at%) | O (at%) | Fe (at%) | |
| 6–5550 | 55.30 | 2.87 | 1.24 | 6.18 | 34.41 |
| 6–5800 | 49.32 | 2.34 | 1.05 | 9.07 | 38.22 |
| P(8–15) | 59.84 | 3.98 | 1.51 | 3.75 | 30.92 |
| PS(8–15) | 55.15 | 2.65 | 1.44 | 6.4 | 34.36 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Freschi, M.; Dragoni, L.; Mariani, M.; Haiko, O.; Kömi, J.; Lecis, N.; Dotelli, G. Tuning the Parameters of Cu–WS2 Composite Production via Powder Metallurgy: Evaluation of the Effects on Tribological Properties. Lubricants 2023, 11, 66. https://doi.org/10.3390/lubricants11020066
Freschi M, Dragoni L, Mariani M, Haiko O, Kömi J, Lecis N, Dotelli G. Tuning the Parameters of Cu–WS2 Composite Production via Powder Metallurgy: Evaluation of the Effects on Tribological Properties. Lubricants. 2023; 11(2):66. https://doi.org/10.3390/lubricants11020066
Chicago/Turabian StyleFreschi, Marco, Lara Dragoni, Marco Mariani, Oskari Haiko, Jukka Kömi, Nora Lecis, and Giovanni Dotelli. 2023. "Tuning the Parameters of Cu–WS2 Composite Production via Powder Metallurgy: Evaluation of the Effects on Tribological Properties" Lubricants 11, no. 2: 66. https://doi.org/10.3390/lubricants11020066
APA StyleFreschi, M., Dragoni, L., Mariani, M., Haiko, O., Kömi, J., Lecis, N., & Dotelli, G. (2023). Tuning the Parameters of Cu–WS2 Composite Production via Powder Metallurgy: Evaluation of the Effects on Tribological Properties. Lubricants, 11(2), 66. https://doi.org/10.3390/lubricants11020066