Effect of Oil Dispersion on Lubricating Film Thickness Generation under Oil Droplet Supply Conditions



Abstract
:1. Introduction
2. Experimental Apparatus and Conditions
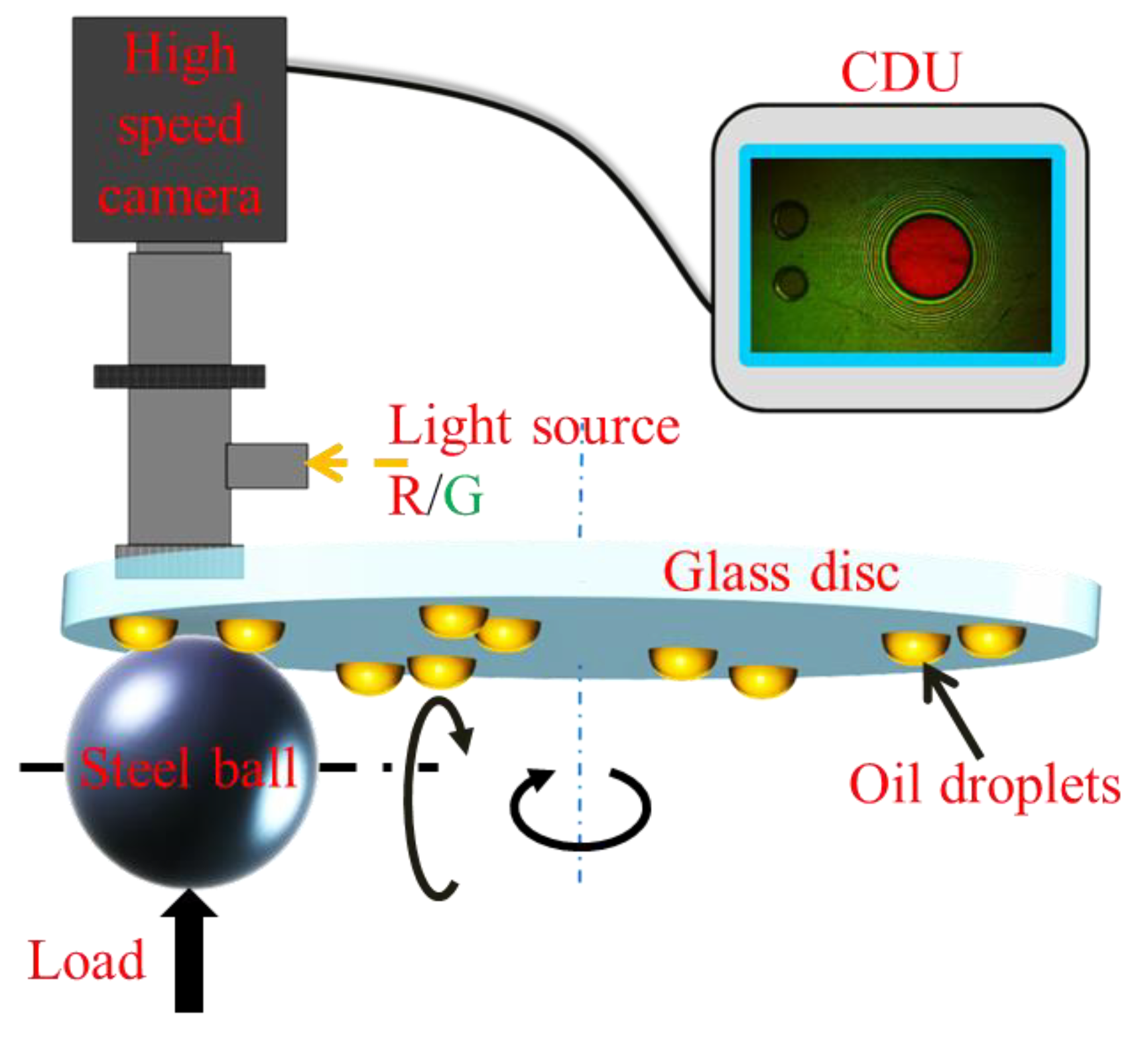
2.1. Apparatus and Specimens
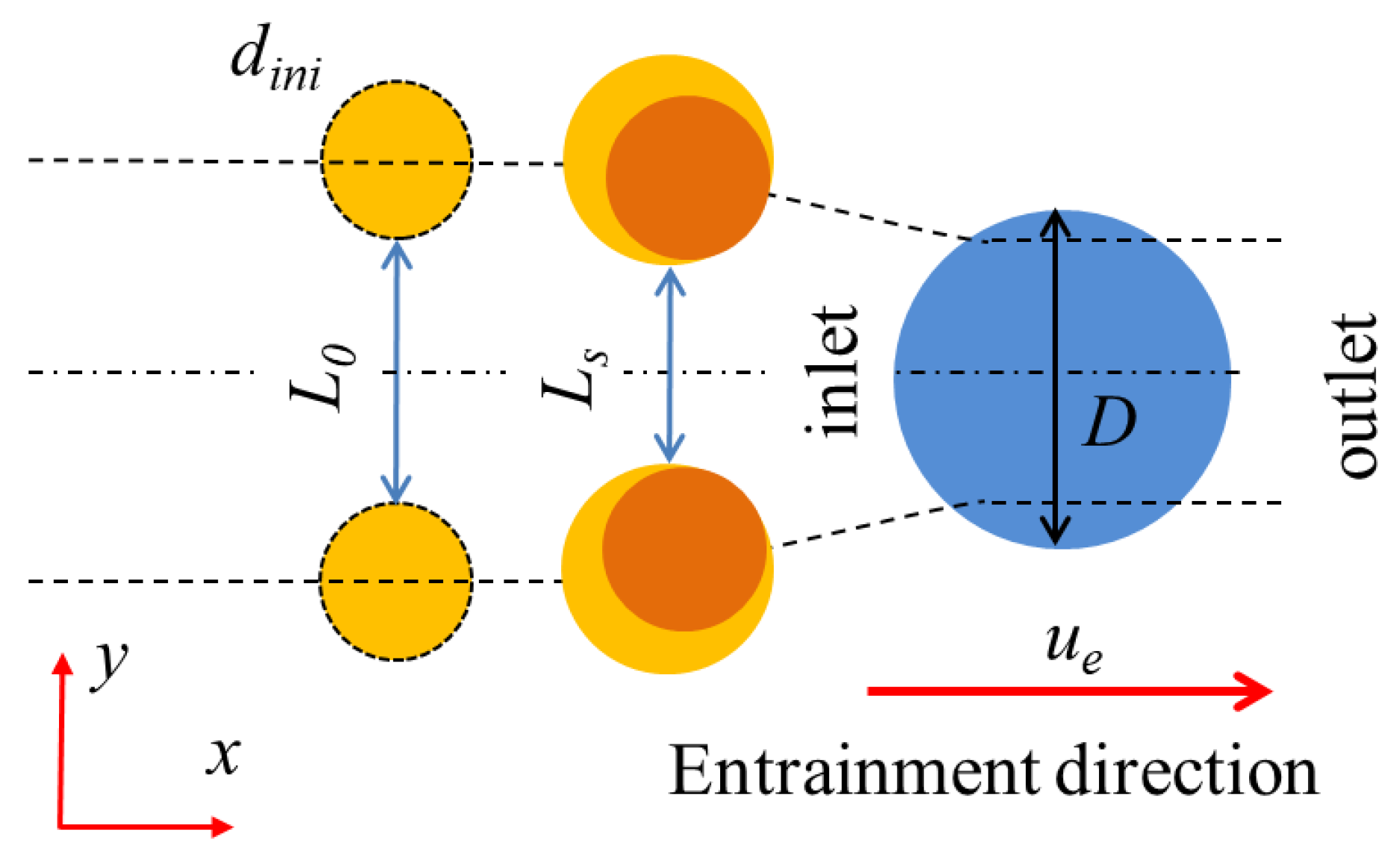
2.2. Arrangements of Oil Droplets
3. Results and Discussion
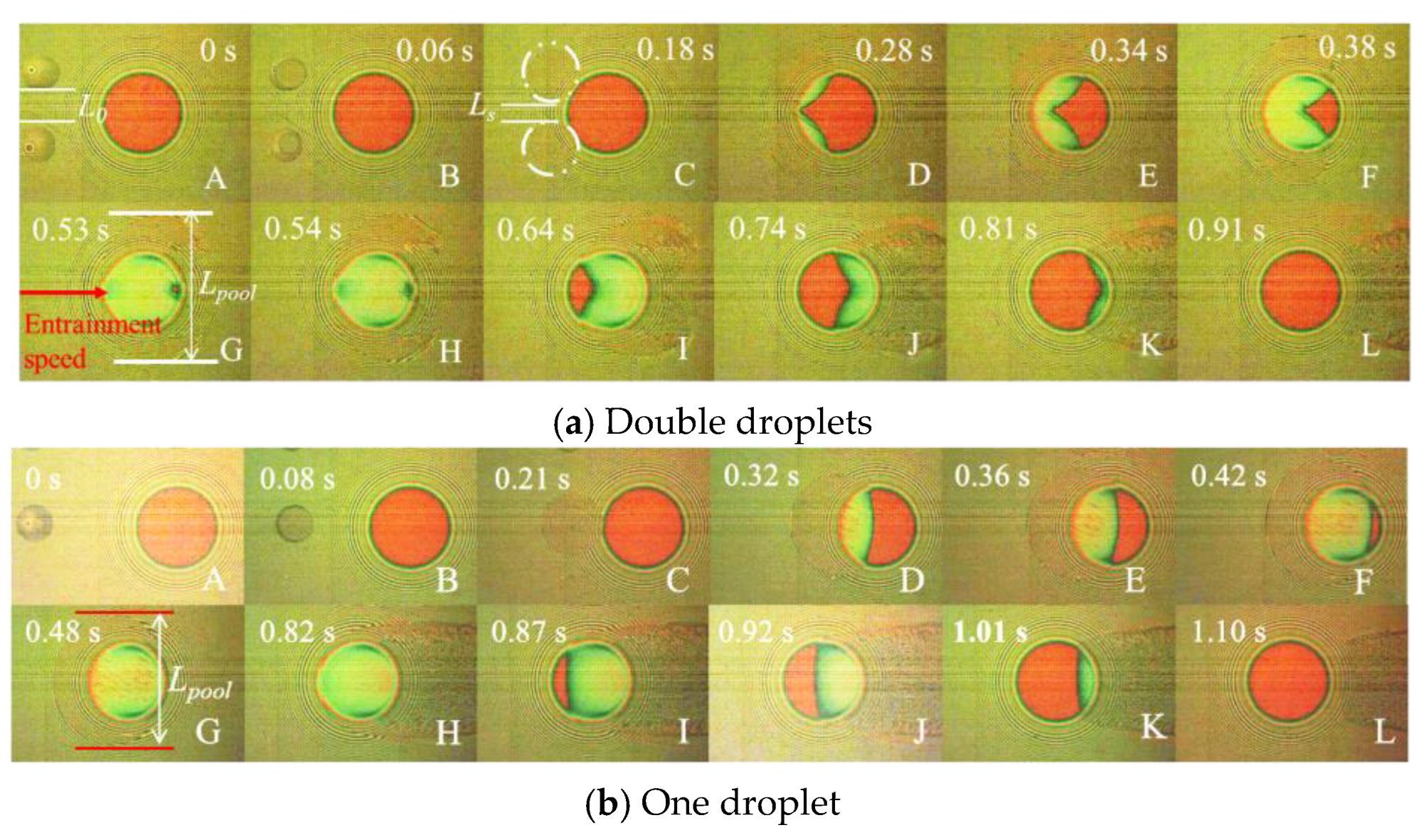
3.1. Lubrication under Single and Double Oil Droplet Supply
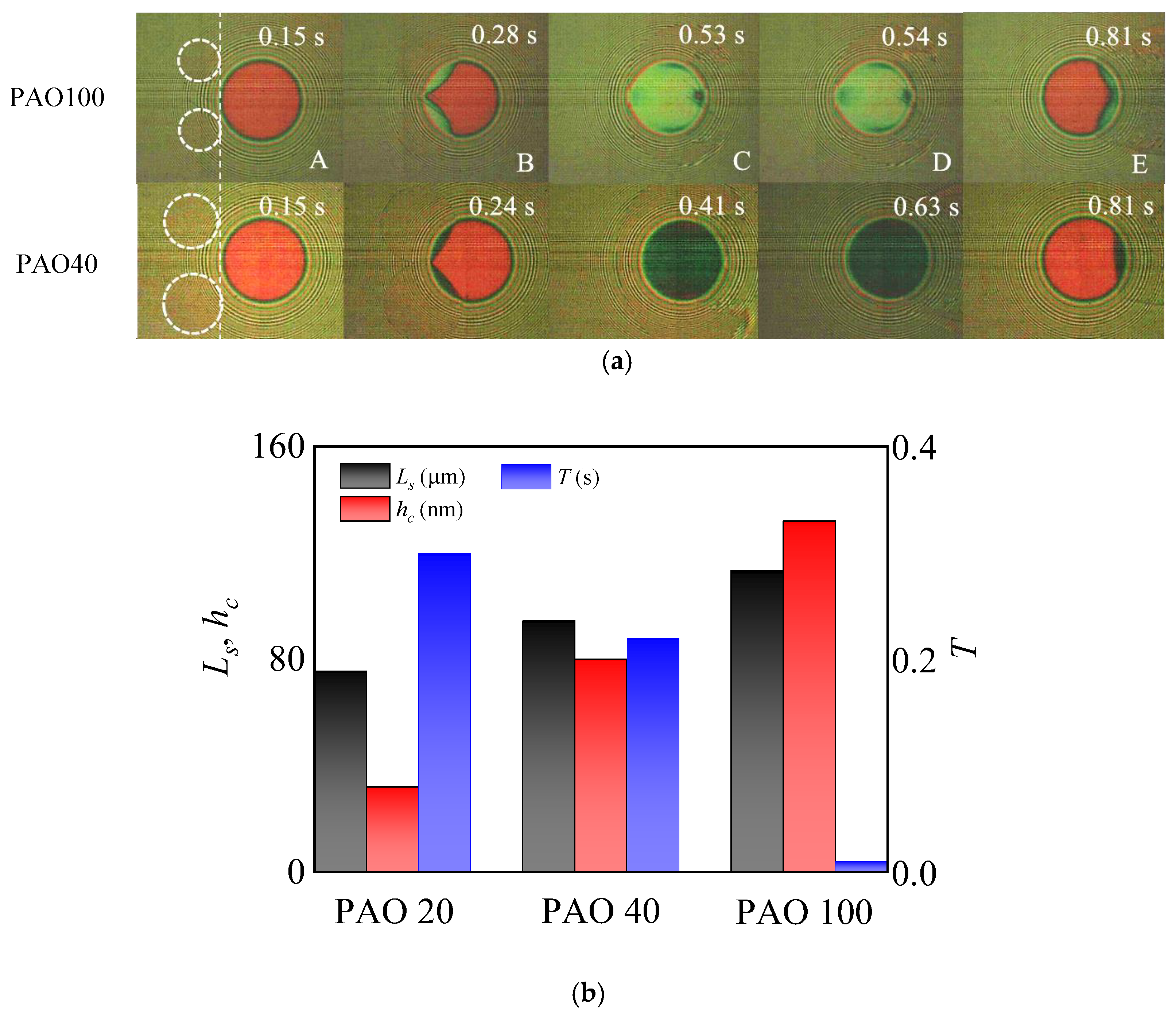
3.2. Effect of Oil Viscosity
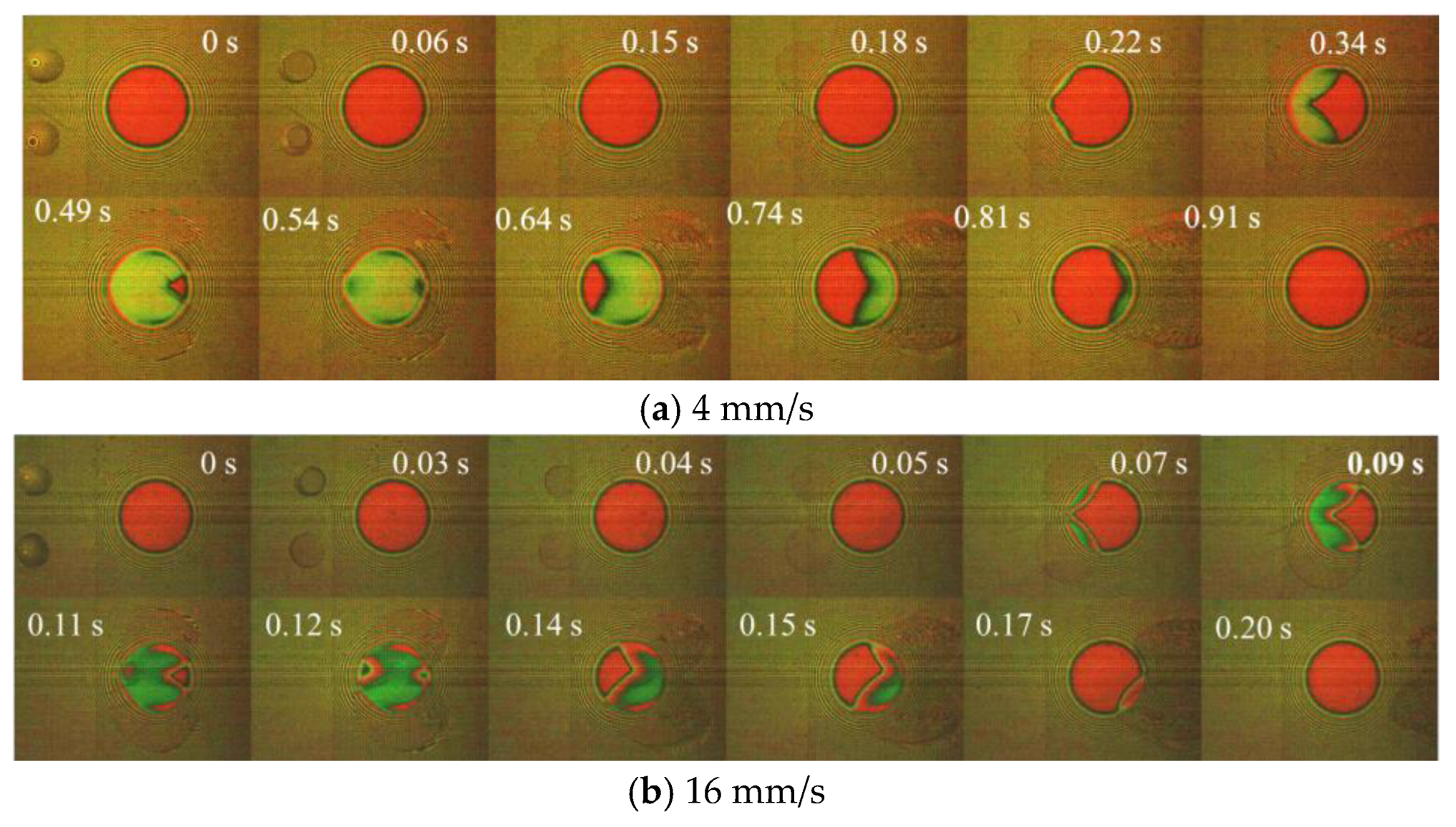
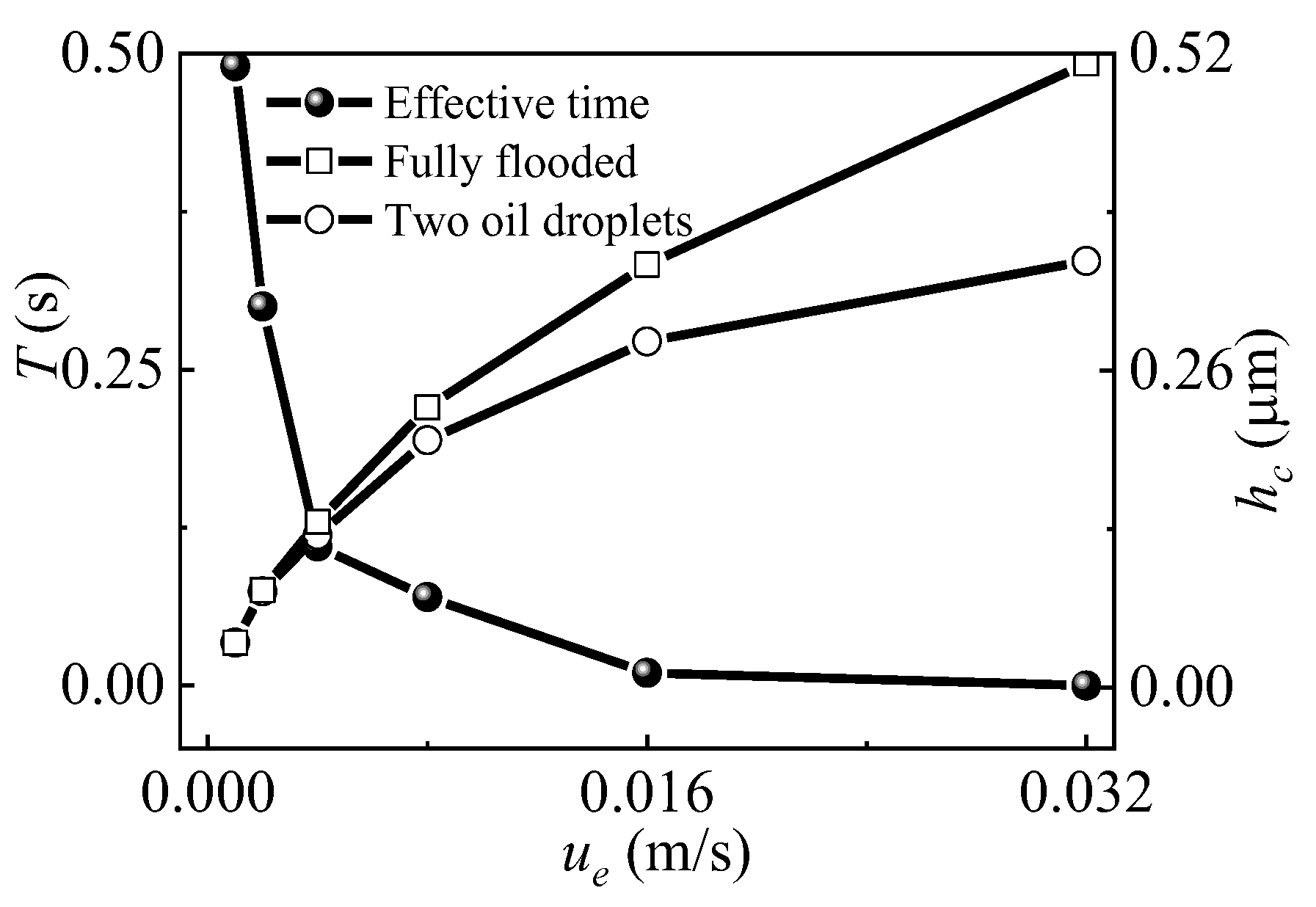
3.3. Effect of Speed
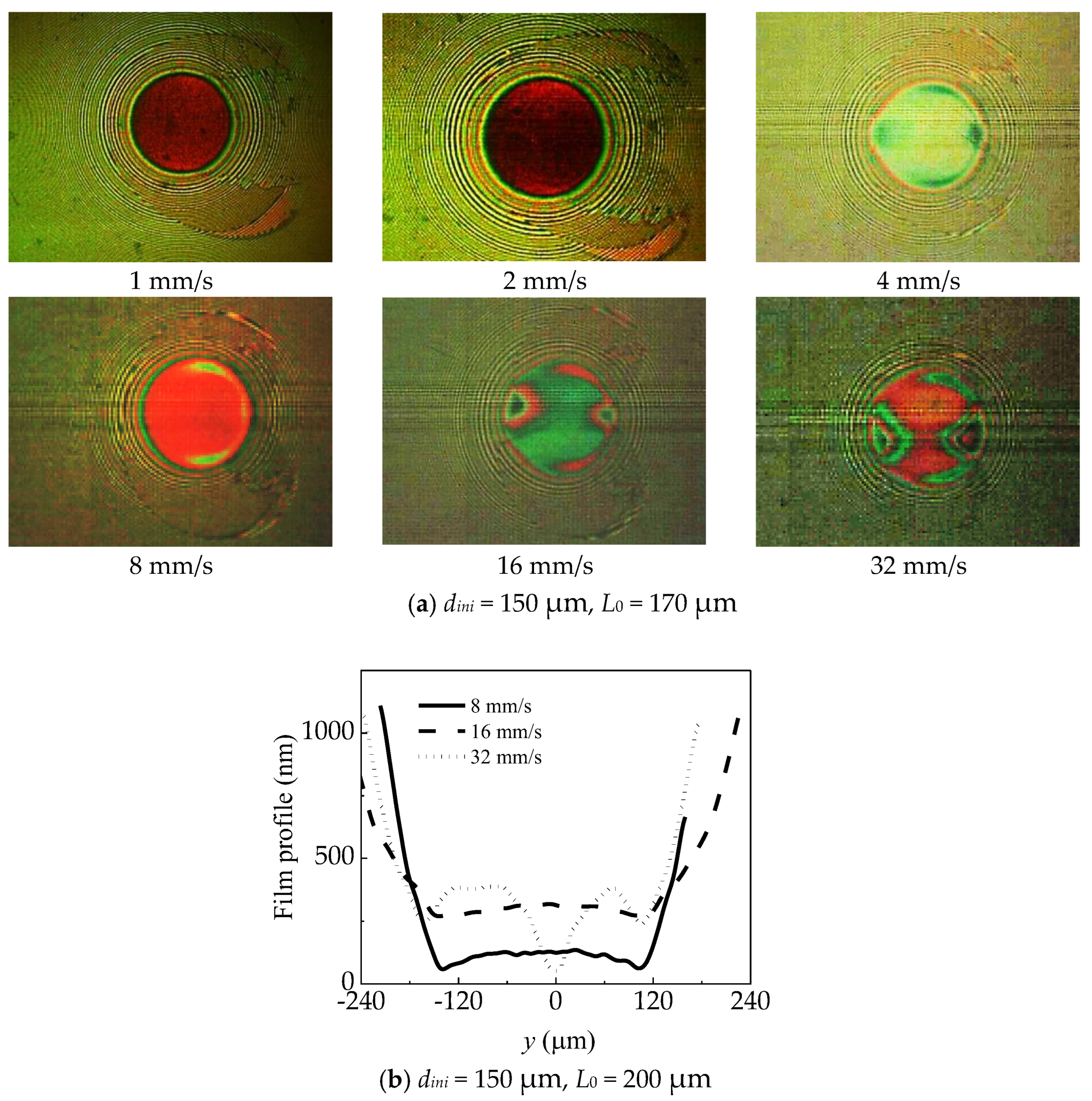
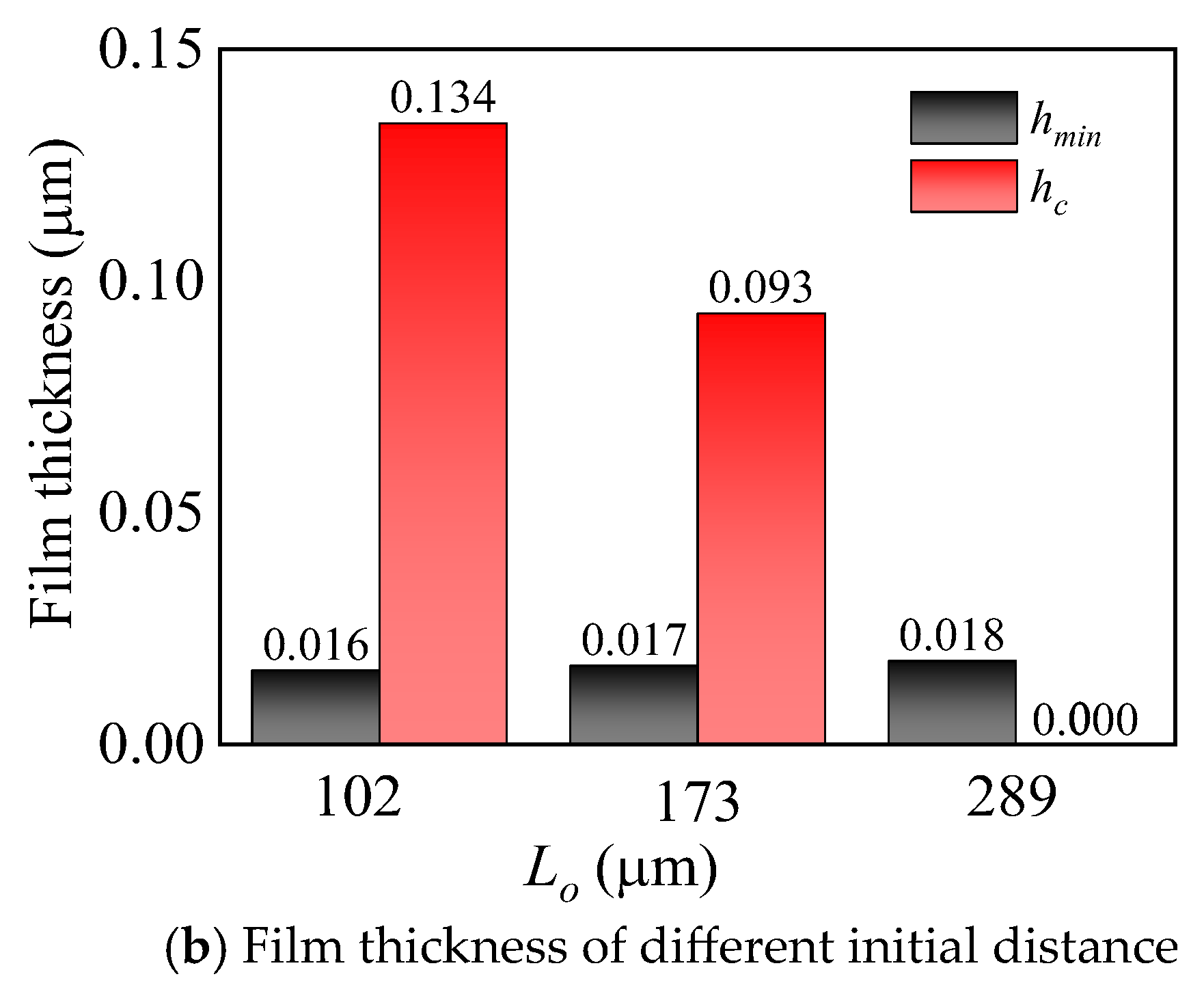
3.4. Effect of the Initial Lateral Distance
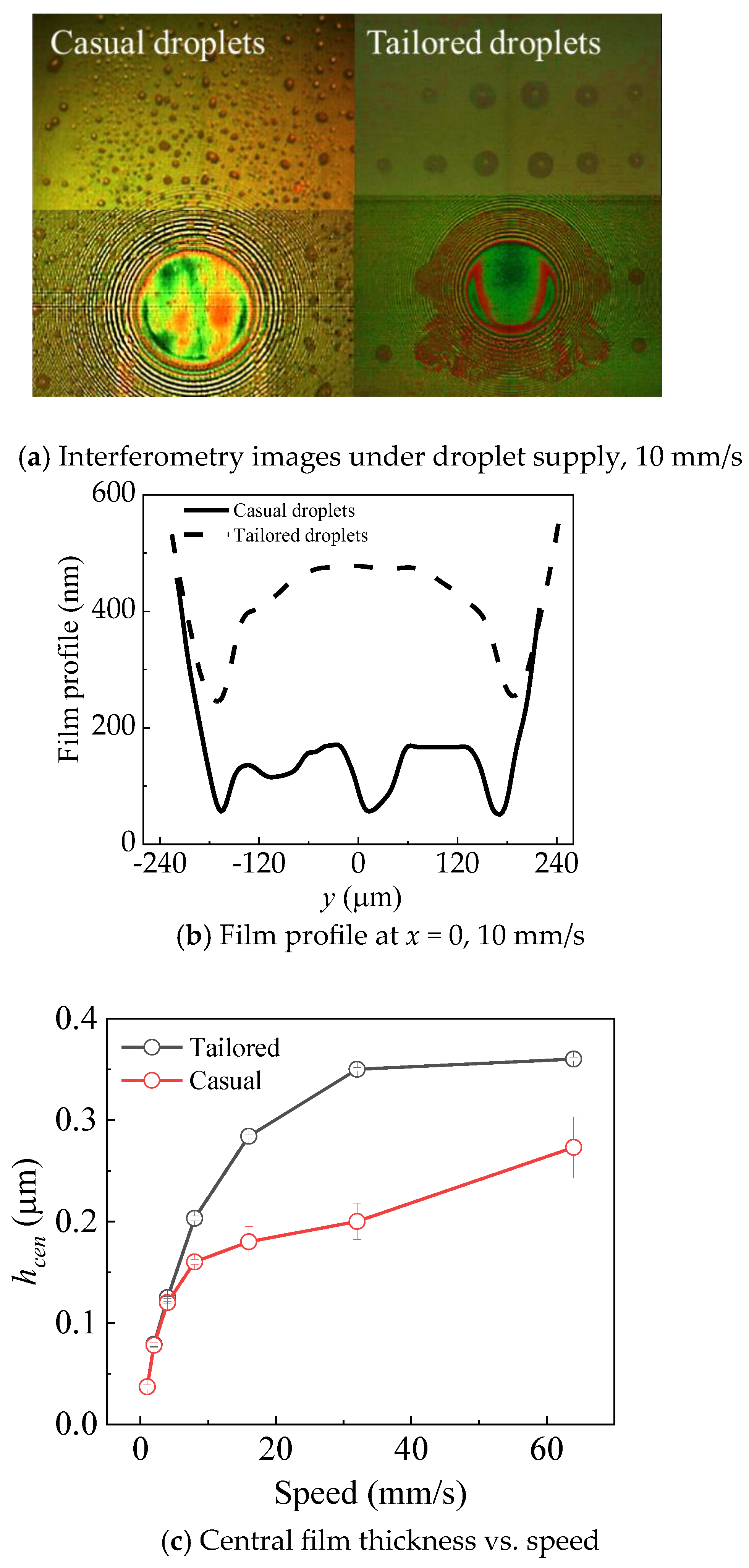
3.5. Effect of Oil Droplet Distribution
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Nosonovsky, M.; Bhushan, B. Green Tribology: Biomimetics, Energy Conservation and Sustainability; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2012. [Google Scholar]
- Jiang, S.; Mao, H. Investigation of the high speed rolling bearing temperature rise with oil-air lubrication. J. Tribol. 2011, 133, 021101. [Google Scholar] [CrossRef]
- Moon, J.H.; Lee, H.D.; Kim, S.I. Lubrication characteristics analysis of an air-oil lubrication system using an experimental design method. Int. J. Precis. Eng. Manuf. 2013, 14, 289–297. [Google Scholar] [CrossRef]
- Wu, C.H.; Kung, Y.T. A parametric study on oil/air lubrication of a high-speed spindle. Precis Eng. 2005, 29, 162–167. [Google Scholar] [CrossRef]
- Ramesh, K.; Yeo, S.H.; Zhong, Z.W.; Akinori, Y. Ultra-high-speed thermal behavior of a rolling element upon using oil–air mist lubrication. J. Mater. Process. Technol. 2022, 127, 191–198. [Google Scholar] [CrossRef]
- Ren, X.; Yang, X.; Xie, G.; He, F.; Wang, R.; Zhang, C.; Guo, D.; Luo, J. Superlubricity under ultrahigh contact pressure enabled by partially oxidized black phosphorus nanosheets. NPJ 2D Mater. Appl. 2021, 5, 44. [Google Scholar] [CrossRef]
- Chen, X.; Xue, C.; Hu, G. Confinements regulate capillary instabilities of fluid threads. J. Fluid Mech. 2019, 873, 816–834. [Google Scholar] [CrossRef]
- Hamrock, B.J.; Dowson, D. Isothermal elastohydrodynamic lubrication of point contacts: Part IV-starvation results. ASME J. Lubr. Technol. 1977, 99, 15–23. [Google Scholar] [CrossRef]
- Kotzalas, M.N.; Doll, G.L. Tribological advancements for reliable wind turbine performance. Philosophical Transactions of the Royal Society A: Mathematical. Phys. Eng. Sci. 2010, 368, 4829–4850. [Google Scholar]
- Wedeven, L.D.; Evans, D.; Cameron, A. Optical analysis of ball bearing starvation. ASME J. Lubr. Technol. 1971, 93, 349–363. [Google Scholar] [CrossRef]
- Pemberton, J.; Cameron, A. A mechanism of fluid replenishment in elastohydrodynamic contacts. Wear 1976, 37, 185–190. [Google Scholar] [CrossRef]
- Chevalier, F.; Lubrecht, A.A.; Cann, P.M.E.; Colin, F.; Dalmaz, G. Film thickness in starved EHL point contacts. J. Tribol. 1998, 120, 126–133. [Google Scholar] [CrossRef]
- Chiu, Y.P. An analysis and prediction of lubricant film starvation in rolling contact systems. ASLE Tribol. Trans. 1974, 17, 22–35. [Google Scholar] [CrossRef]
- Guangteng, G.; Cann, P.M.; Spikes, H.A. A study of parched lubrication. Wear 1992, 153, 91–105. [Google Scholar] [CrossRef]
- Kingsbury, E.; Schritz, B.; Prahl, J. Parched elasto hydrodynamic lubrication film thickness measurement in an instrument ball bearing. Tribol. Trans. 1990, 33, 11–14. [Google Scholar] [CrossRef]
- Cann, P.M.E.; Damiens, B.; Lubrecht, A.A. The transition between fully flooded and starved regimes in EHL. Tribol. Int. 2004, 37, 859–864. [Google Scholar] [CrossRef]
- Van Emden, E.; Venner, C.H.; Morales-Espejel, G.E. Aspects of flow and cavitation around an EHL contact. Tribol. Int. 2016, 95, 435–448. [Google Scholar] [CrossRef]
- Liang, H.; Guo, D.; Ma, L.R.; Luo, J.B. Experimental investigation of centrifugal effects on lubricant replenishment in the starved regime at high speeds. Tribol. Lett. 2015, 59, 3. [Google Scholar] [CrossRef]
- Ali, F.; Křupka, I.; Hartl, M. Effects of out-of-contact lubricant channeling on friction and film thickness in starved elastohydrodynamic lubrication point contacts. Proceedings of the Institution of Mechanical Engineers. P. I. Mech. Eng. J.-J. Eng. 2017, 231, 432–440. [Google Scholar]
- Liu, C.L.; Guo, F.; Wong, P.L.; Li, X.M. Tribological behaviour of surfaces with stepped wettability under limited lubricant supply. Tribol. Int. 2020, 141, 105880. [Google Scholar] [CrossRef]
- Sun, J.; Fang, X.; Yao, J.; Guan, R.; Zhang, Z.; Zhang, G. Study on the effect of oil supply on the sound field characteristics of full ceramic ball bearings under oil lubrication. Lubricants 2023, 11, 146. [Google Scholar] [CrossRef]
- Ge, L.; Wang, C.; Yan, K.; Zhu, Y.; Hong, J. Design of groove structures for bearing lubrication enhancement based on the flow mechanism analysis. Tribol. Int. 2021, 158, 106950. [Google Scholar] [CrossRef]
- Akamatsu, Y.; Mori, M. Minimizing lubricant supply in an air-oil lubrication system. NTN Tech. Rev. 2004, 72, 12–19. [Google Scholar]
- Maruyama, T.; Saitoh, T. Relationship between Supplied Oil Flow Rates and Oil Film Thicknesses under Starved Elastohydrodynamic Lubrication. Lubricants 2015, 3, 365–380. [Google Scholar] [CrossRef]
- Liang, H.; Fan, Z.; Wang, W.; Zhao, Z. Experimental investigation of the oil supply layer in a model rolling bearing. J. Tribol. 2023, 145, 011802. [Google Scholar] [CrossRef]
- Chen, H.; Liang, H.; Wang, W.; Zhang, S. Investigation on the oil transfer behaviors and the air-oil interfacial flow patterns in a ball bearing under different capillary conditions. Friction 2023, 11, 228–245. [Google Scholar] [CrossRef]
- Yan, K.; Wang, Y.; Zhu, Y.; Hong, J. Investigation on the effect of sealing condition on the internal flow pattern of high-speed ball bearing. Tribol. Int. 2017, 105, 85–93. [Google Scholar] [CrossRef]
- Yao, J.; Wu, Y.; Yang, J.; Sun, J.; Xia, Z.; Tian, J.; Bao, Z.; Gao, L. Study on Distribution of Lubricating Oil Film in Contact Micro-Zone of Full Ceramic Ball Bearings and the Influence Mechanism on Service Performance. Lubricants 2022, 10, 174. [Google Scholar] [CrossRef]
- Wu, W.; Hu, J.; Yuan, S.; Hu, C. Numerical and experimental investigation of the stratified air-oil flow inside ball bearings. Int. J. Heat Mass Transf. 2016, 103, 619–626. [Google Scholar] [CrossRef]
- Zhang, S.G.; Wang, W.Z.; Li, X.M.; Guo, F. The effect of oil droplet on the lubrication performance. J. Tribol. 2016, 138, 31506. [Google Scholar] [CrossRef]
- Li, X.M.; Guo, F.; Wang, S.P.; Liu, C.L.; Wang, W.Z. Behaviors of a micro oil droplet in an EHL contact. Friction 2016, 4, 359–368. [Google Scholar] [CrossRef]
- Zhou, G.M.; Guo, F.; Li, H.S. Dichromatic interferogram of lubricant film measurement. Acta Opt. Sin. 2012, 32, 0312006. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Lubricant | Viscosity η (Pa·s @ 20 °C) | Density ρ (kg·m−3 @ 20 °C) | Refractive Index | Contact Angle θ (°) |
|---|---|---|---|---|
| PAO 20 | 0.241 | 0.845 | 1.469 | 19.5 |
| PAO 40 | 0.810 | 0.827 | 1.465 | 29.5 |
| PAO 100 | 1.800 | 0.847 | 1.405 | 35.0 |
| 5P4E | 5.410 | 1.205 | 1.630 | 40.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, C.; Li, W.; Guo, F.; Wong, P.; Li, X. Effect of Oil Dispersion on Lubricating Film Thickness Generation under Oil Droplet Supply Conditions. Lubricants 2023, 11, 512. https://doi.org/10.3390/lubricants11120512
Liu C, Li W, Guo F, Wong P, Li X. Effect of Oil Dispersion on Lubricating Film Thickness Generation under Oil Droplet Supply Conditions. Lubricants. 2023; 11(12):512. https://doi.org/10.3390/lubricants11120512
Chicago/Turabian StyleLiu, Chenglong, Wei Li, Feng Guo, Patrick Wong, and Xinming Li. 2023. "Effect of Oil Dispersion on Lubricating Film Thickness Generation under Oil Droplet Supply Conditions" Lubricants 11, no. 12: 512. https://doi.org/10.3390/lubricants11120512
APA StyleLiu, C., Li, W., Guo, F., Wong, P., & Li, X. (2023). Effect of Oil Dispersion on Lubricating Film Thickness Generation under Oil Droplet Supply Conditions. Lubricants, 11(12), 512. https://doi.org/10.3390/lubricants11120512