1. Introduction
Aftermarket additives, added by consumers to lubricant oil, promise to improve the efficiency of internal combustion engines by providing fuel economy, power increase, corrosion and wear protection of moving parts [
1]. Among these are metal conditioners (MCs), firmly established on the Brazilian and worldwide market as friction, wear, and heat reducers between the metal pieces in motion [
2,
3,
4]. In addition, they are proposed to reduce polluting emissions and fuel consumption, while increasing the life of motors and transmission systems [
5,
6,
7,
8].
In Brazil, metal conditioners currently have no product registration at ANP (
Agência Nacional do Petróleo, gás natural e biocombustíveis—Brasília, Brazil) because they are not registered as additives nor as lubricating oils. Besides (and because of) that, MCs mixed with fully formulated oils have never been tested and approved by oil and large vehicle manufacturers. As a consequence, they have a small market share compared to lubricating oils, which translates into low systematic research on these products. The consequent lack of knowledge about these products has been misapplied by both the companies selling the aftermarket additives, advertising exaggerated performance, and the oil and vehicle manufacturers who are against using them, claiming they cause undesired outcomes when added to fully formulated oils, such as a chemical imbalance of the lubricant, which affects overall oil quality. Reality shows that although their market share is low in comparison to lubricants, it is significant and rises year after year [
5,
6]. Additionally, in certain specialized applications or industries, these additives may have a place in the improvement of lubrication [
2,
3,
4], although some customers report component failure after using the product. Therefore, there is a need to regulate and understand such products.
Additives
It is well known that increasing the percentage of a certain additive may improve one property of an oil while at the same time degrading another [
9]. For instance, if a high concentration of an anti-wear agent is added to the oil, the corrosion inhibitor may become less effective. The result may be an increase in corrosion-related problems. Furthermore, several additives with excellent extreme pressure (EP) performance, that present significant wear reduction under boundary lubrication, high loads, and sliding speeds, are not usually present in engine oils [
10]. These EP additives react with metal (iron) surfaces to form a sacrificial surface film that prevents the welding and seizure of opposing asperities caused by metal-to-metal contact (adhesive wear). However, they can be corrosive toward yellow metals (copper-based metals) [
10]. Some examples are sulfur, phosphorus, and chlorine-based EP additives, which are avoided due to corrosion concerns [
3,
10]. The key is to determine if these additives will bring more benefits by reducing adhesive wear or harm by increasing corrosion [
1,
3,
11,
12,
13]. In short, the use of aftermarket additives certainly brings possibilities to improve oil performance but might also cause a chemical imbalance in the lubricant, degrading its overall performance [
12].
Most of the publications on MC are from informal sources, since reliable and scientific references are scarce. Here, one should emphasize the work from Alves, D. (2014) [
14], Nunes, E. (2014) [
15], Santos de Oliveira, F. (2015) [
16], and Coppini et al. (2017) [
17] that demonstrates that the prior conditioning of cutting tools (enlargement, threading, and drilling) with metal conditioner leads to improved performance, cost reduction, and higher tool life, compared to unconditioned tools. Surprisingly, to the best of the authors’ knowledge, there was no peer-reviewed reference about MC performance in powertrains, even though that is its primary application. Contrastingly, there are thousands of papers evaluating the performance of base or fully formulated oils with the addition of additives or nanoparticles using standardized and tribological tests [
11,
18,
19,
20,
21,
22]. Although lab tests (pin-on-disk, four-ball, copper corrosion, etc.) provide evidence and insights into lubricants’ performance, it is challenging to evaluate engine conditions in the laboratory [
18,
22,
23]. In fact, it has been shown that elaborate tests fail to reproduce the tribofilms observed in engine parts [
18,
21]. Furthermore, lab tests often do not evaluate lubricant degradation over time and its impact on system performance [
22]. This situation is aggravated for motorcycle engines since in this application the oil also lubricates the gearbox and the clutch [
12,
13,
24]. Consequently, many lab studies are often disregarded when it comes to attesting to the efficiency of aftermarket additives.
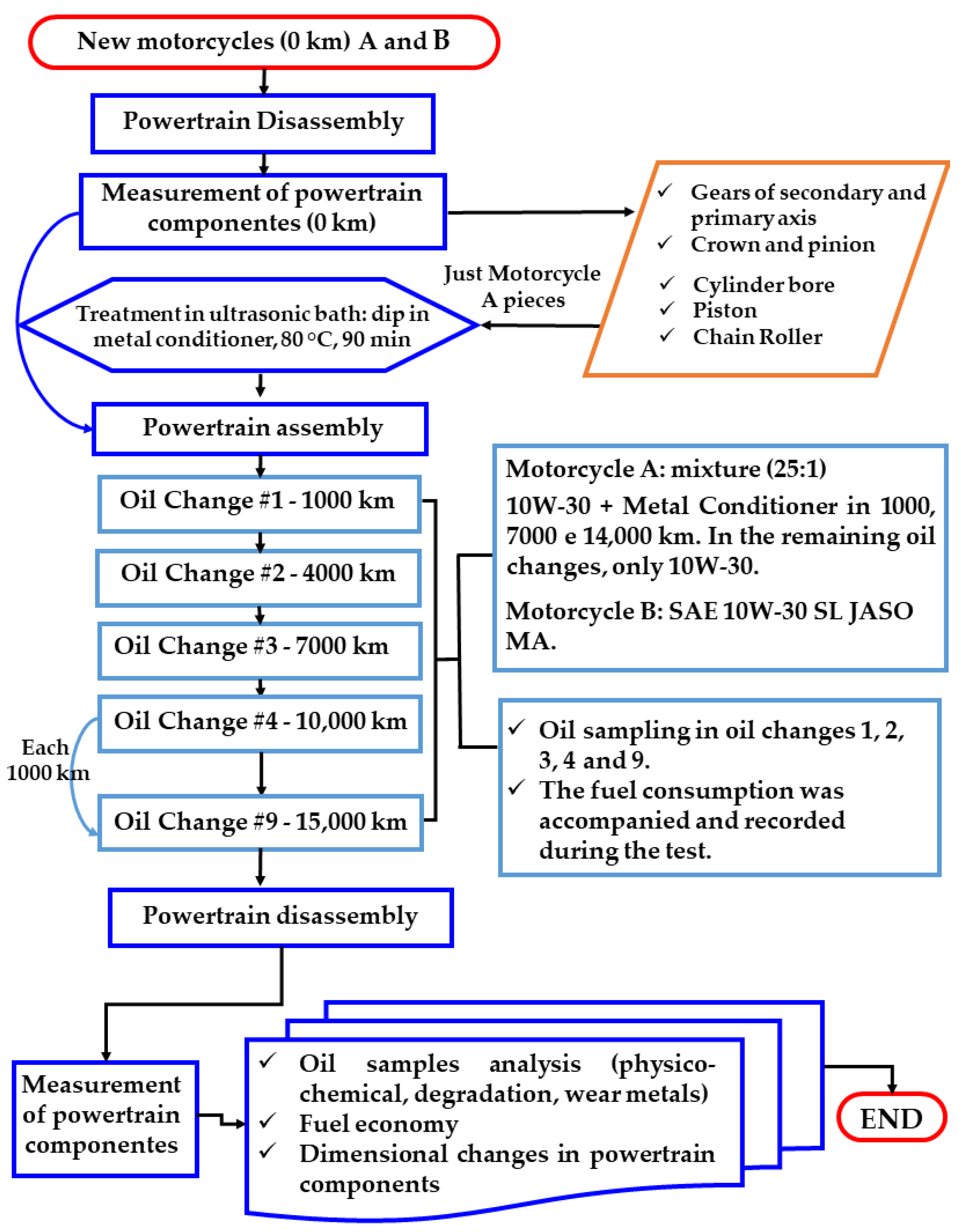
In order to cover this gap, experimental work was proposed to evaluate metal conditioner’s response in laboratory tests and in field tests using two new motorcycles of low displacement. The lab tests aimed to evaluate the friction and wear response of metallic parts lubricated with engine oils with and without metal conditioner. The field study encompassed fuel consumption monitoring, oil analysis, and a wear evaluation of engine and transmission systems parts.
In
Section 2 and
Section 3, the laboratory tribotests are presented first, followed by the field tests. The field test description and results are separated into oil analysis, wear analysis and fuel economy. Finally, the discussion and conclusion sections integrated lab and field results to highlight the noteworthiness of field studies.
4. Discussion
The improvement in performance and fuel efficiency of modern engines is mainly related to the optimization of the combustion process, lubrication and contact conditions able to sustain extreme working operation [
18]. In this scenario, the engine oil has an important role in reducing friction and wear. Nowadays, the lubricant’s ability to meet new specifications and be compatible with older specifications is essential. Therefore, the existence of products that improve fuel economy, reduce friction and wear, that are also compatible with any powertrain and commercial lubricant, as assured by metal conditioner manufacturers, is highly promising [
2,
3,
4]. However, the use of products not tested by original equipment manufacturing (OEM) leads to insurance loss, and the evaluation of such products is costly and time-consuming [
9,
12,
13,
19,
24]. This prevents the faster development of lubricating oils since they are restricted in the hands of a few corporations. In order to explore the situation further, one aftermarket additive package, defined as a metal conditioner by its manufacturer, was tested in the laboratory and in the field. The results showed the addition of a metal conditioner provided benefits by reducing friction, wear and fuel consumption. Wear and friction reductions were consistent with the research on the conditioning of cutting tools (enlargement, threading, and drilling) with metal conditioner [
14,
15,
16,
17].
Tribotests performed in a laboratory presented significant friction and wear reduction when the metal conditioner was added to the 10W-30 engine oil (
Figure 3 and
Table 6). Although the tribotests were performed with operating conditions and materials that do not mimic engine and gearbox components’ material and contact conditions, these results are in agreement with some of the observations from the field analysis. In particular, lower fuel consumption (
Figure 11) and lower iron and aluminum wear particles (
Table 8) on the motorcycle treated with metal conditioner (Motorcycle A). Nevertheless, it is important to point out that a higher copper content was observed, although below the warning limits presented in the literature [
40,
42]. Further investigation on wear and tribofilm formation of the transmission kit, piston and cylinder showed irrelevant geometrical variation (<|0.05%|,
Table 9), which is in agreement with the oil analysis that indicated a wear content within warning limits (
Table 7). These results suggest mild wear and possibly low corrosive wear on the parts made of steel, aluminum and copper. Therefore, in terms of friction and wear, the metal conditioner was shown to improve the overall oil performance.
A major concern of adding aftermarket additives to fully formulated oils is the chemical imbalance it may cause, which can reduce oil performance and service life [
1]. In particular, increases in the contents of calcium, zinc, phosphorus and molybdenum additives may increase the frequency of low-speed pre-ignition (LSPI) [
11]. As shown by Dohner et al. [
24], new motorcycle oil formulation may cause clutch slippage, severe gear wear and other issues that reduce overall performance. In addition, the incorporation of additives into the fully formulated oil might change its performance due to mutual interactions between the additives [
9,
12,
18,
23]. The synergistic and competitive effects among additives is a major tribology field of research since the wear resistance provided by lubricants is not always directly correlated with an increase in antiwear additives content or friction reduction [
18,
19,
22,
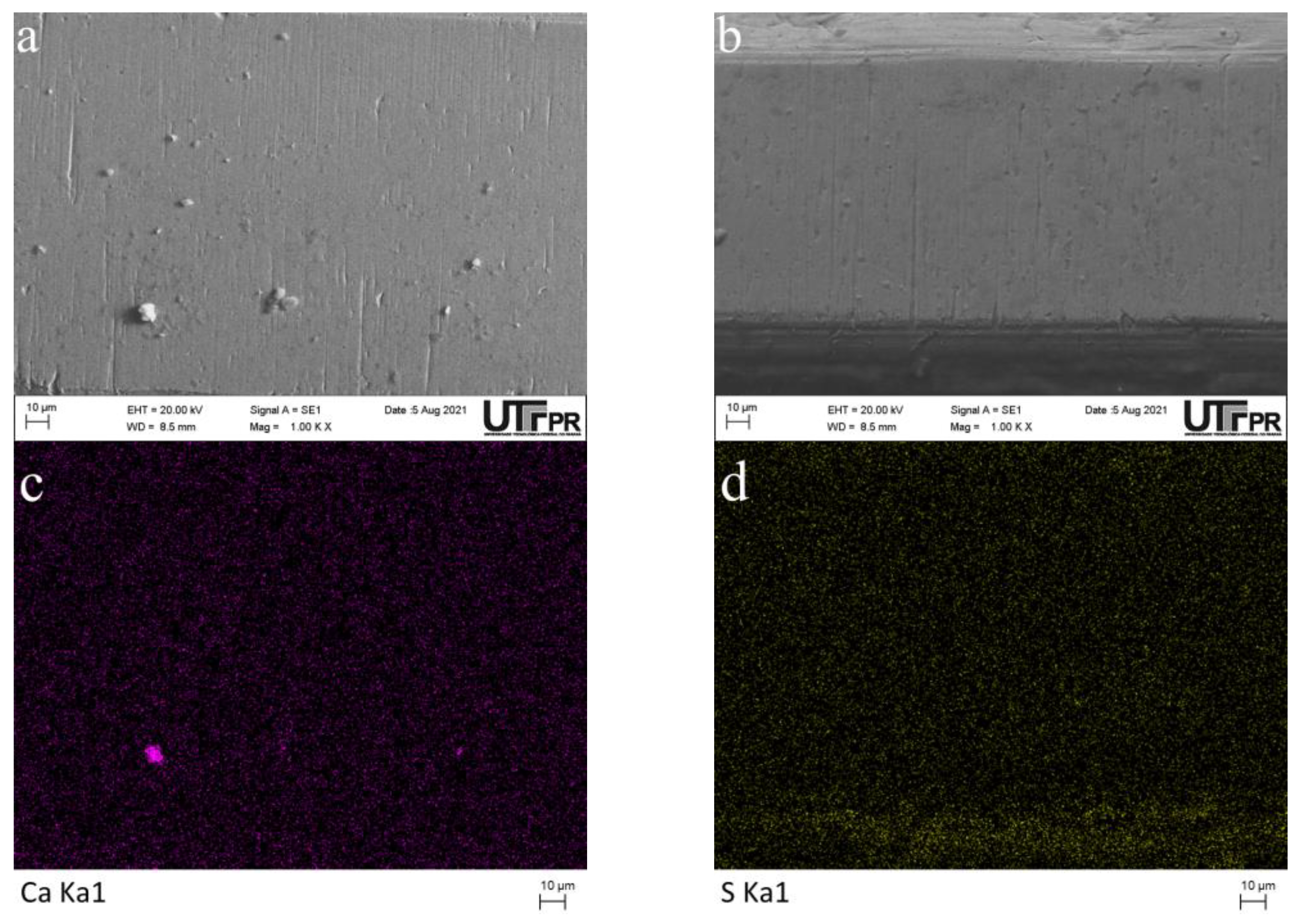
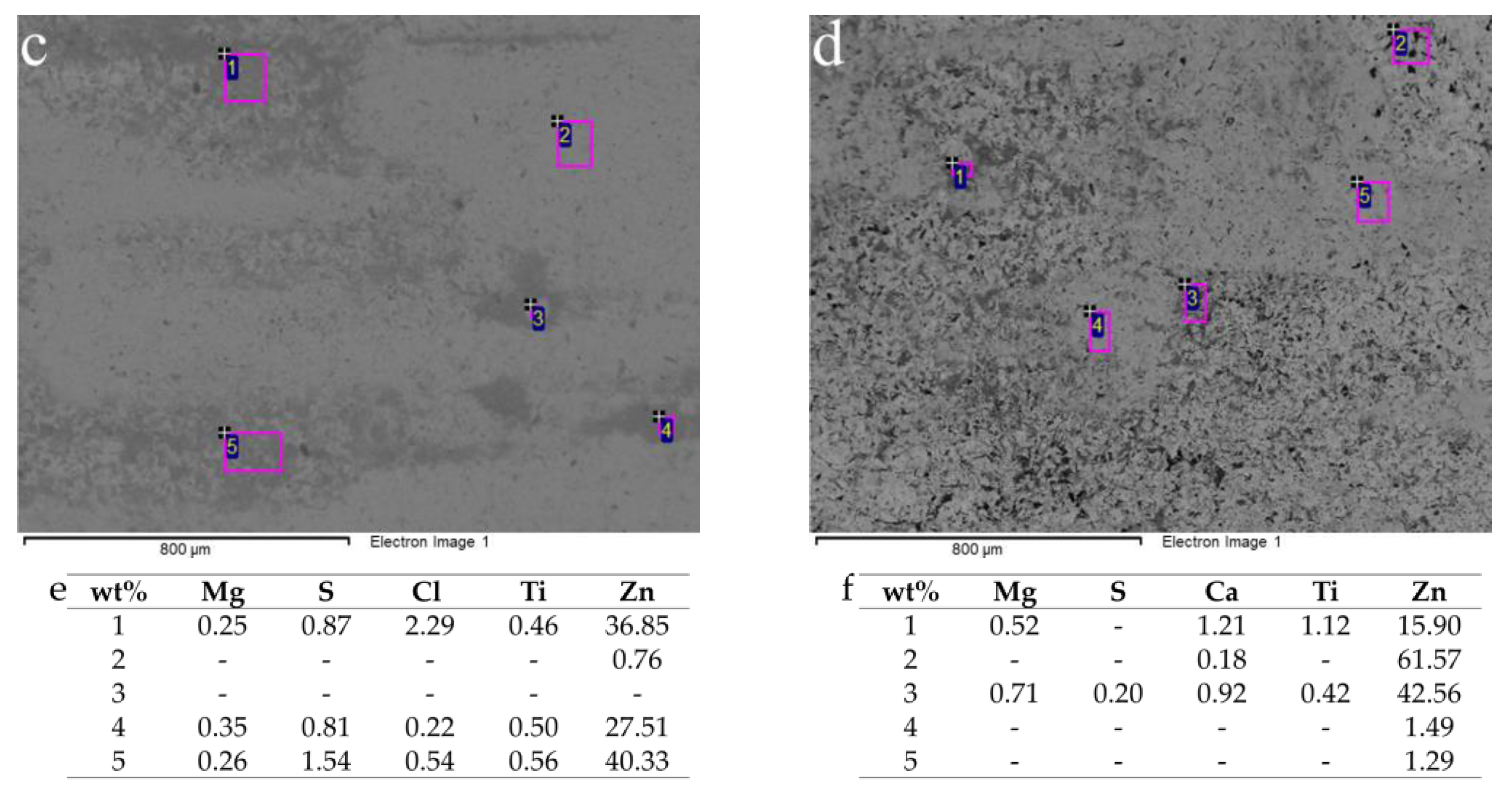
23]. In fact, the presented surface analysis did indicate tribofilm formation with different compositions when MC was added to the engine oil (
Figure 6,
Figure 7,
Figure 8,
Figure 9 and
Figure 10), suggesting the MC changes the actuation of the mechanisms of the commercial 10W-30. However, these differences brought some advantages to motorcycle oil friction and wear performance in both laboratory and field studies.
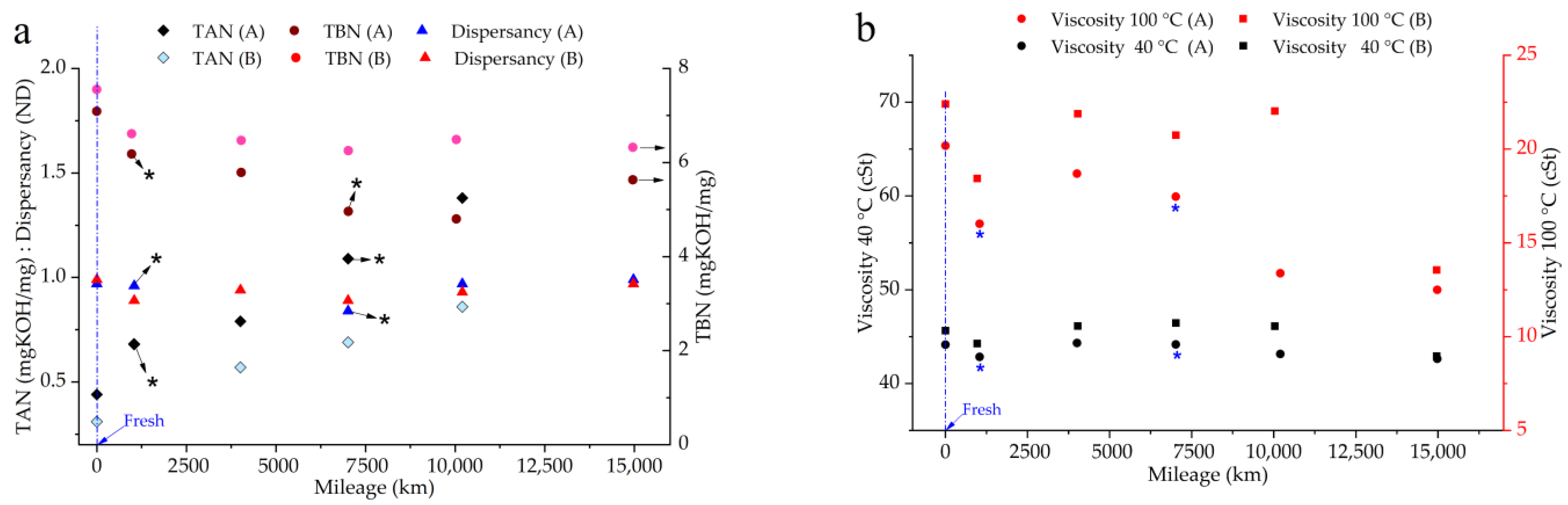
The addition of MC also produced some unexpected changes in oil properties in the small-capacity motorcycles.
Figure 4 implies a greater tendency for oil to acidify (TAN) accompanied by a drop in alkaline reserves (TBN) for Motorcycle A. Still, all TAN and TBN values were within the “warning limits” defined by several researchers [
12,
37,
38,
39,
41]. It is important to mention that there are no universally accepted warning limits. Different investigators and operating conditions may suggest different limits for a given oil. For instance, in the field study developed by Wolak (2018) [
39] with 23 vehicles (capacity of 1332 cc), it was observed that in the first ~4000 km, the maximum increase in TAN was 86%, which is significantly lower than observed in this work for both motorcycles. Macián et al. (2021) [
41] stated that the TAN/TBN ratio is particular for each formulation of engine oil, although TBN should always be higher than TAN at the time of the oil drain interval, so the oil formulation ensures a sufficient mileage window. If the TAN value is higher (or close to TBN), the engine oil becomes acidic enough to induce corrosive wear in the lubricated components. Based on the values presented in the literature, the TAN and TBN evolution presented in
Figure 4 suggests that both oil formulations (oil and its mixture) had an adequate performance in all the oil change intervals.
Regarding FTIR oil degradation (
Figure 5), the analysis must be taken with caution. The standard for FTIR analysis, ASTM D7889 [
34], specifies that “6.1 Spectral interferences due to very high levels of external contamination in the fluid can yield errors with these measurements. Common contaminants include the presence of API Group V lubricants at levels exceeding 5% and antifreeze mixes at similar levels”. Lubricants of the API V group are mainly polyalkylene glycols (PAG) and various esters. In fact, Macián et al. (2012) [
44] also encountered difficulties in detecting FTIR spectral changes associated with fuel contamination in in-service ester-based oil (following the methodology of ASTM D7214 and ASTM E2412). In the present study, the amount of metal conditioner in the mixture (25:1) represents 4% of the mixture, but its formulation, including the base oil, is unknown. In this case, the ASTM E2412 standard suggests that other characteristic bands of degradation products, such as −OH (between 3600–3500 cm
−1), must be monitored to confirm if there is actually a substantial level of oil degradation. These recommendations will be considered for future work, since the oil analyses were performed by an outsourced company that only provided the percentage of nitration, oxidation and sulfation advised for API groups I to IV, instead of the FTIR spectra, which should have been required prior to the analyses. Therefore, in relation to this work, it is risky to raise conclusions based on
Figure 5, particularly due to the nitration results, which were similar for both motorcycles (
Figure 5b) with a tendency to lower values for the oil mixed with metal conditioner, since at these bands there was no interference from MC formulation.
The requirement for better fuel efficiency has led to lower viscosity grades containing friction and viscosity modifier additives in passenger cars [
11,
37,
38]. However, motorcycle oils operate at higher temperatures and also lubricate the clutch and transmission [
12,
13,
24]. Therefore, viscosity reduction might lead to increased operation of the gear set in boundary lubrication, which might lead to severe wear, while the addition of friction modifiers might cause clutch slippage [
24]. Thus, different strategies must be used to avoid the premature failure of gears, clutch slippage and excessive oil consumption [
13,
24]. Although the motorcycle market is growing, such strategies are not as well established as for passenger cars [
37,
38], but it seems to be a compromise of viscosity reduction and changes in additive packages without compromising gear protection and clutch proper operation [
12,
13,
24]. The results obtained with MC showed slight friction reduction in laboratory tribotests (
Figure 3), as well as fuel economy increments (
Figure 11) without compromising gear protection (
Table 9,
Figure 10) and clutch operation. The mechanisms behind the observed performance are unknown but might be related to distinct tribofilm formation and wear reduction, which allow components to perform at optimum conditions [
18,
22,
23]. The average improvement in fuel economy of ~2.5% for both oil drain intervals (1000 km-Regime 0 to 1k, 10k to 15k, and 3000 km-Regime 1k to 10k,
Figure 11) is assuredly relevant for Motorcycle A [
13,
24]. These results suggested fuel economy retention after oil aging along the 15,000 km when the MC was added in the engine oil independently of the oil drain intervals.
In short, the acceptable performance of engine oil in both motorcycles was obtained because there was an adequate balance between viscosity increase, retention of contaminants, acidification (TAN) and additives depletion (TBN). Furthermore, some benefits in terms of reducing friction, wear and fuel consumption were obtained with the addition of a metal conditioner. Thus, the benefits (slight increased wear resistance and fuel economy) provided by, most likely, more reactive AW/EP additives from MC, were greater than their drawbacks (possible yellow metal corrosion).
5. Conclusions
In this work, laboratory and field tests were performed to evaluate the effect of an aftermarket additive. Based on the experimental results, many conclusions were drawn, which are detailed in the following paragraphs.
The powertrain wear results of the steel engine components were consistent with the laboratory studies, in which the tribological performance (friction and wear) was statically improved with the addition of metal conditioner.
The addition of metal conditioner (mixture 25:1) in the motorcycle crankcase and the conditioning of some pieces (80 °C, 90 min) prior to engine assembly brought advantages in terms of the protection of aluminum and iron components during the 15,000 km, which is relevant because aluminum content was found above the warning limits presented in the literature for the motorcycle lubricated with neat SAE 10W-30. However, the addition of metal conditioner increased the wear (ppm/km) of copper metal parts, although at levels below the warning limits.
Physico-chemical properties of the engine oil remained within the acceptable limits across 15,000 km, with or without the addition of metal conditioner. FTIR degradation results demonstrated that certain additives do not allow for a direct comparison between lubricants with and without metal conditioner, as stated by ASTM D7889 and ASTM E2412.
The cylinder, piston, and transmission system pieces showed irrelevant dimension changes (less than 0.05%) in the first 15,000 km of engine operation. However, the lubrication of the transmission kit (crown, pinion, and roller chain) with metal conditioner ensured light wear and longer service life for all its components. Additionally, it significantly increased wear resistance in gear #5.
Fuel consumption in the first 15,000 km of motorcycles was statistically equal (ANOVA, 95% confidence) with or without the application of metal conditioner, for different ranges of oil drain intervals and drivers.
The results indicate that some aftermarket additives can improve lubricants’ overall performance without undesired side effects within the lab and field tested conditions. Although promising, this study evaluated only two motorcycles for a short period of time (15,000 km), and further evaluation is required for the results to be considered more representative. Future work also will include analytic and direct ferrography to assess complementary wear particles information.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}