Assessment of the Tribological Properties of the Steel/Polymer/Steel Sandwich Material LITECOR




Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
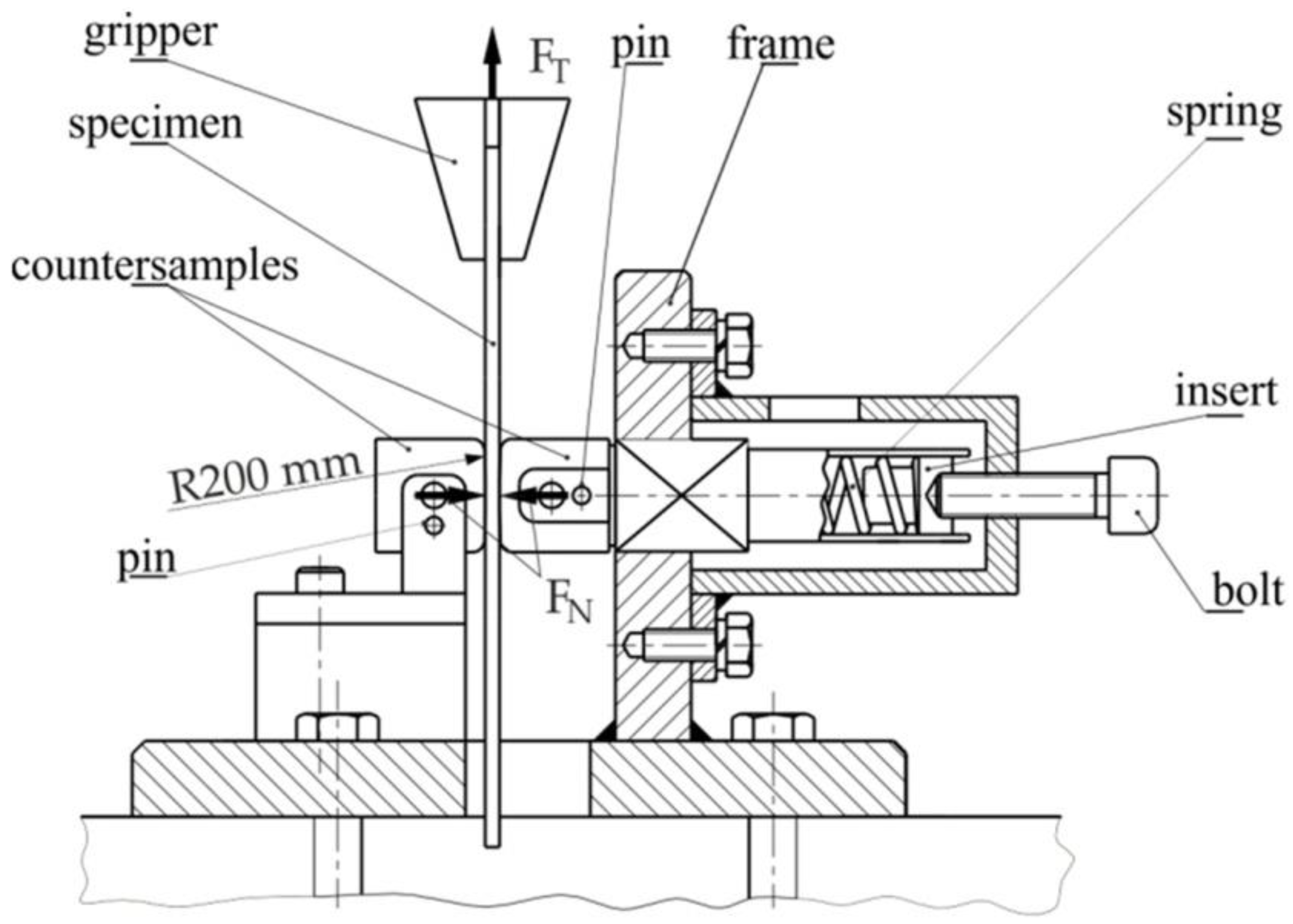
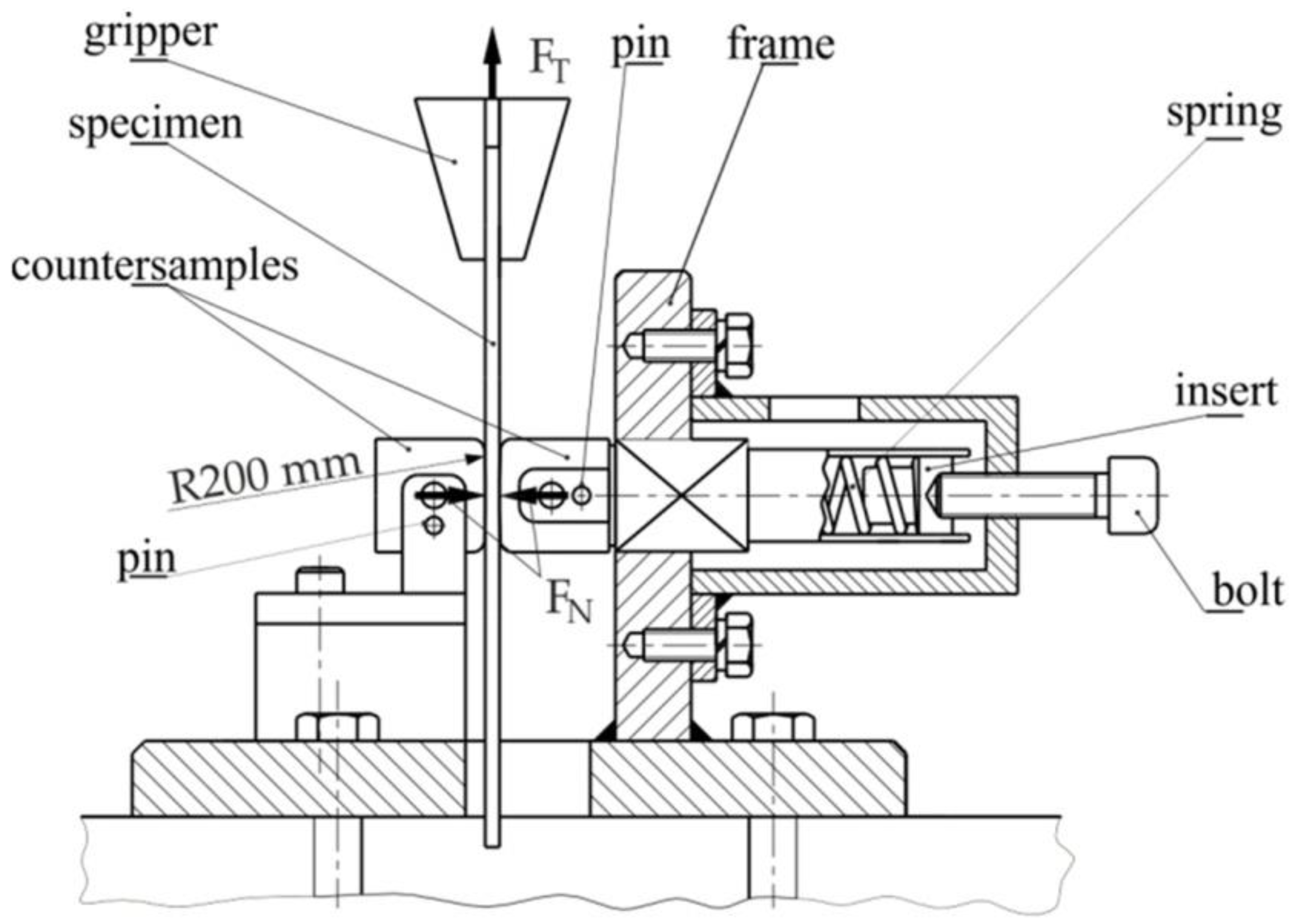
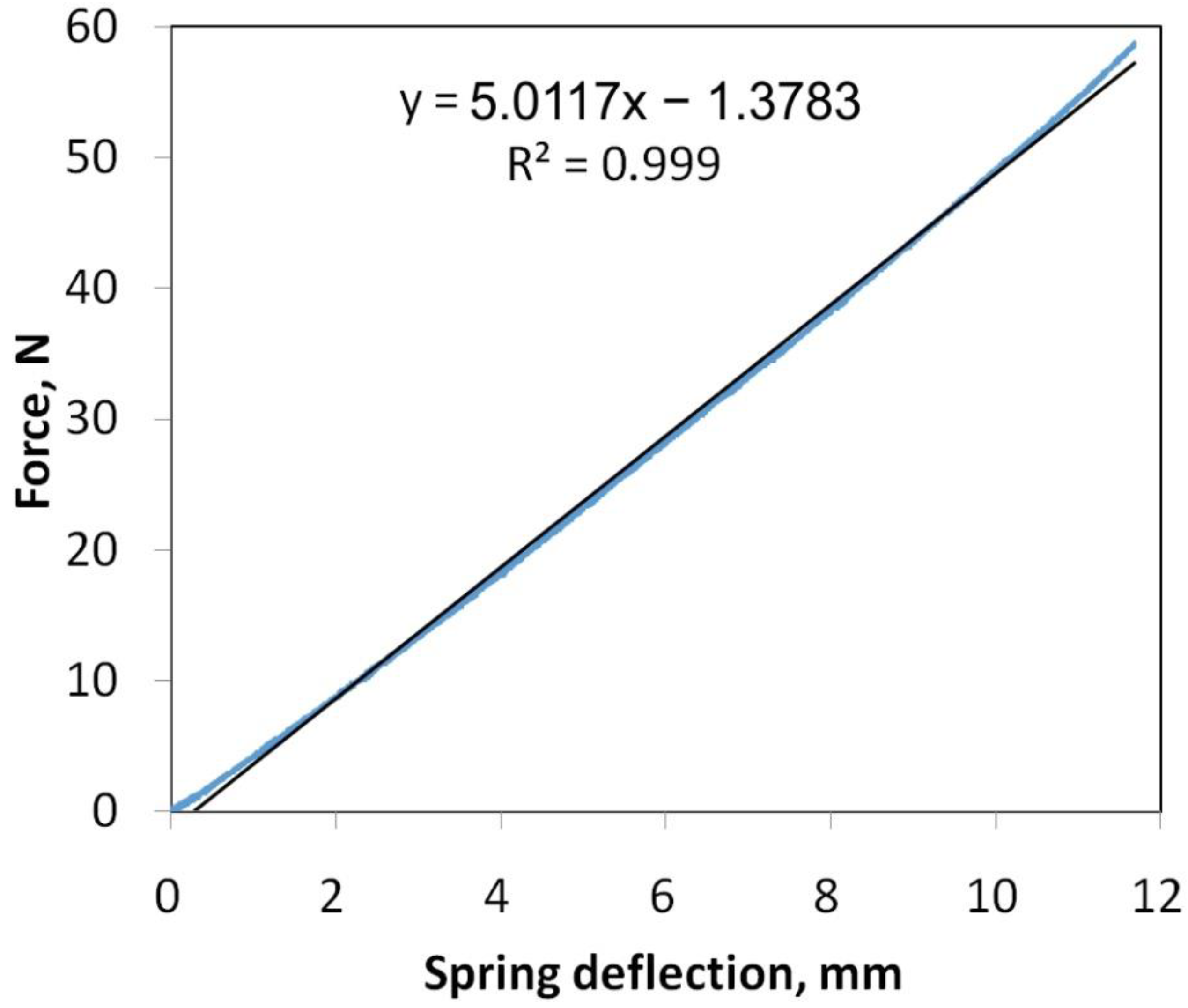
2.2. Friction Testing
3. Results and Discussion
4. Conclusions
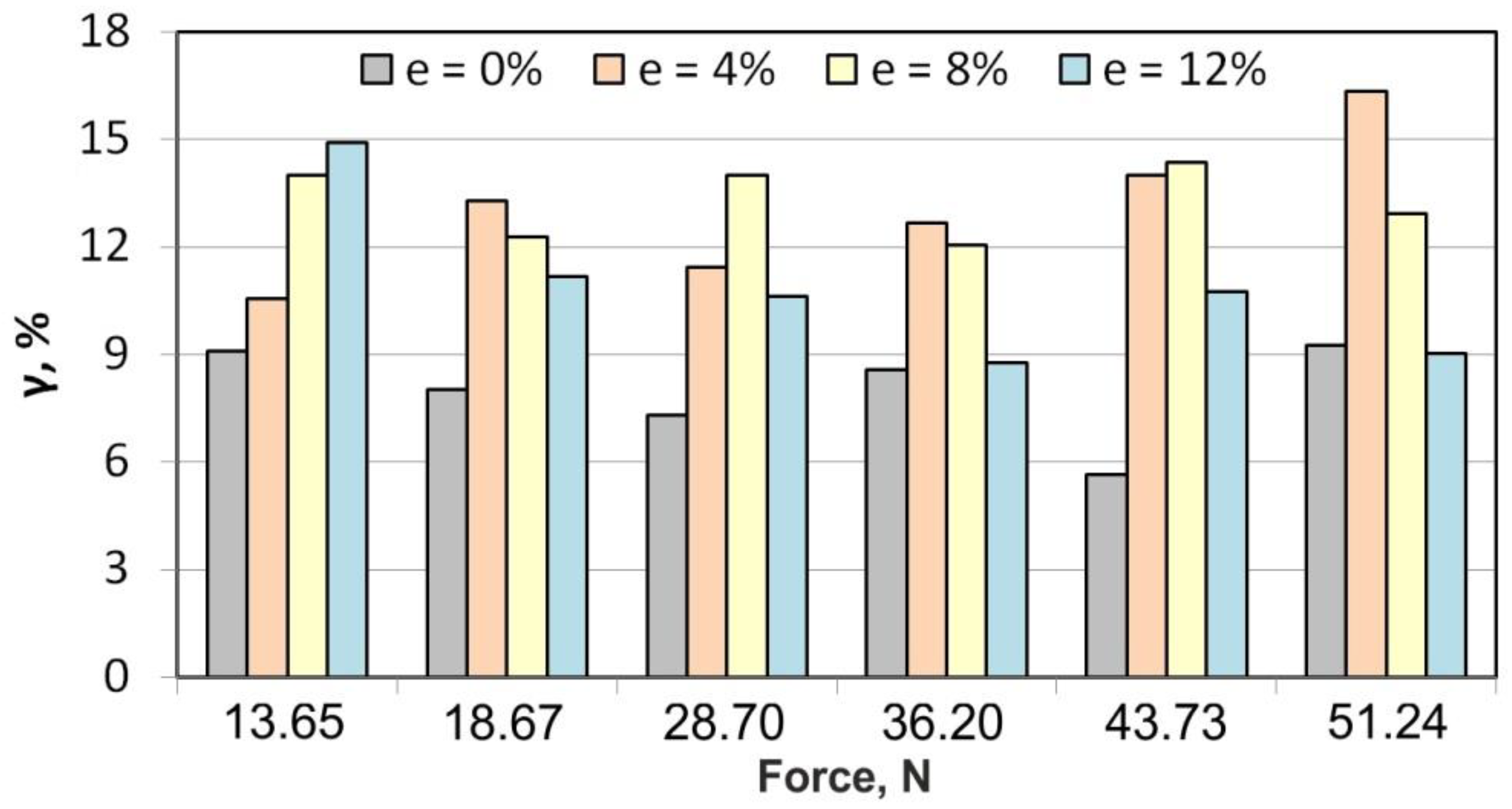
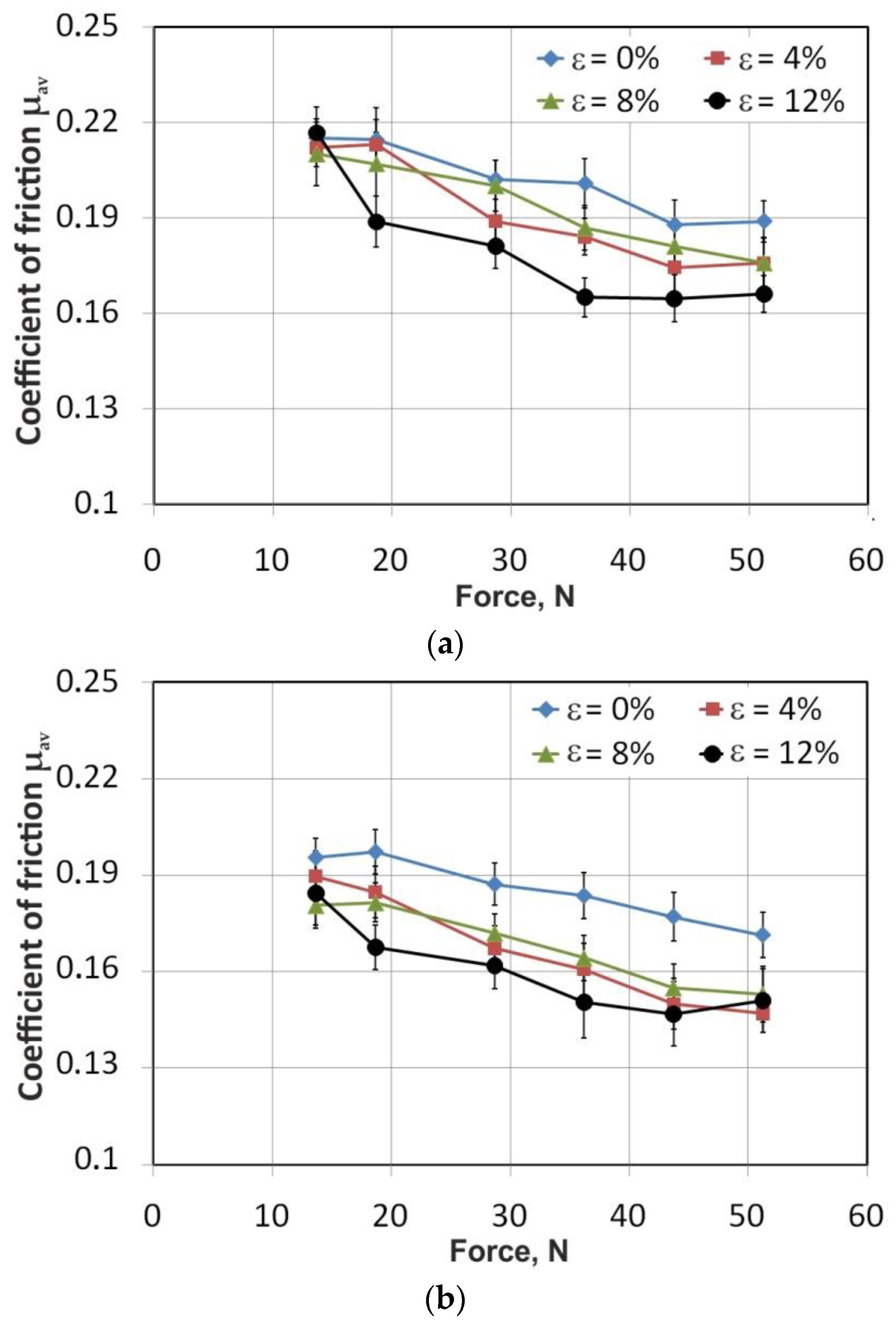
- The coefficient of friction declined to a minimum as the force increased.
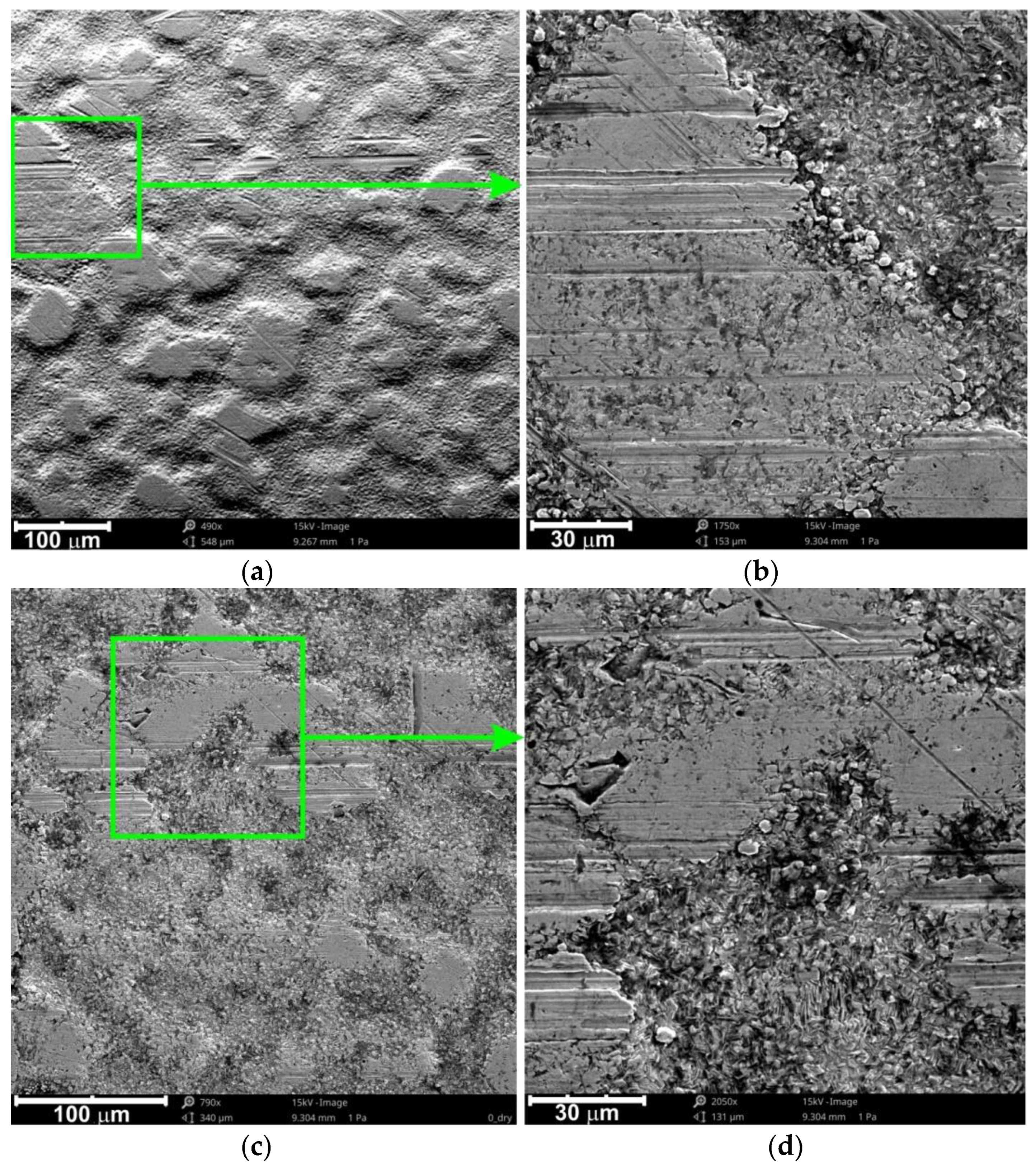
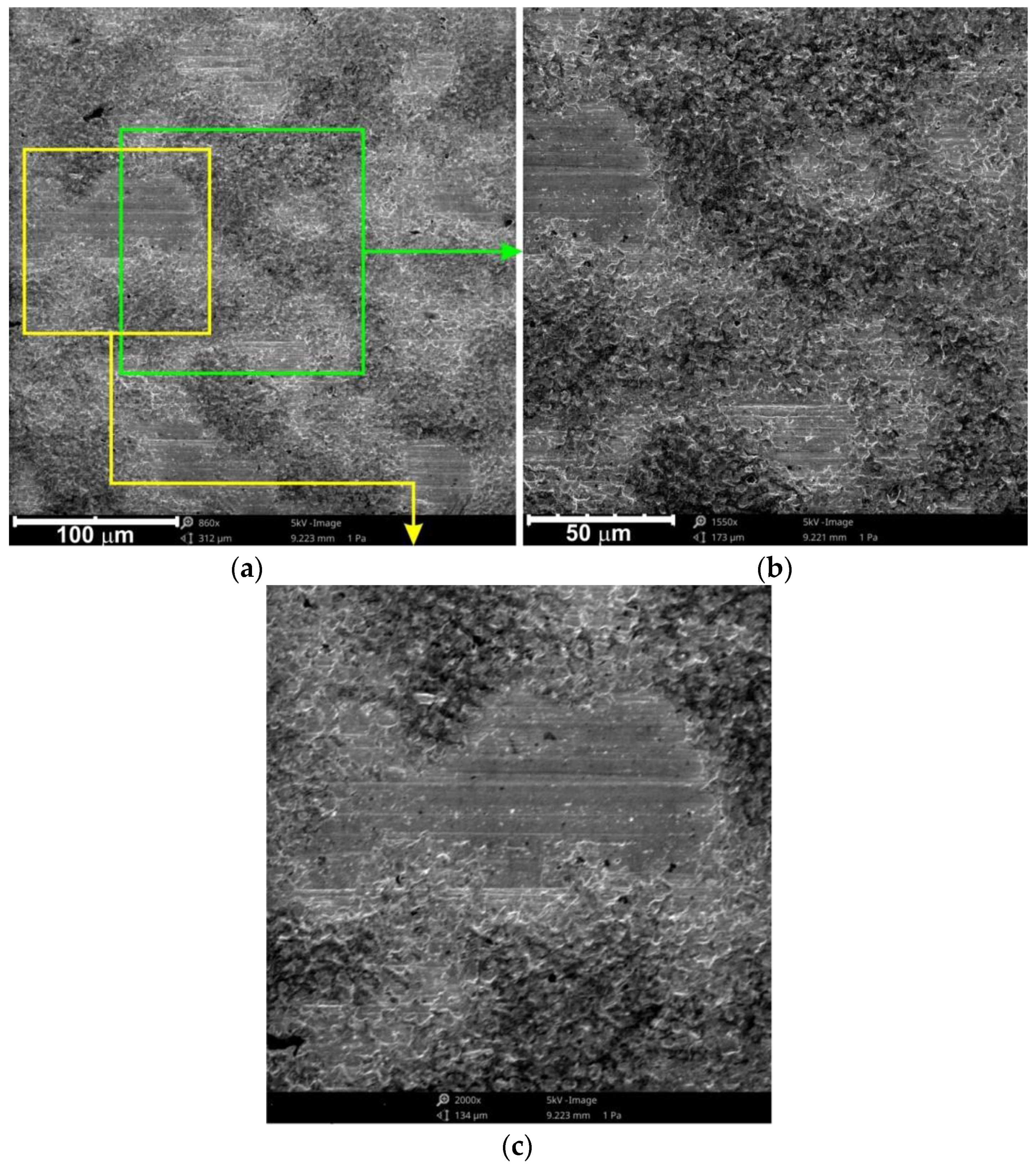
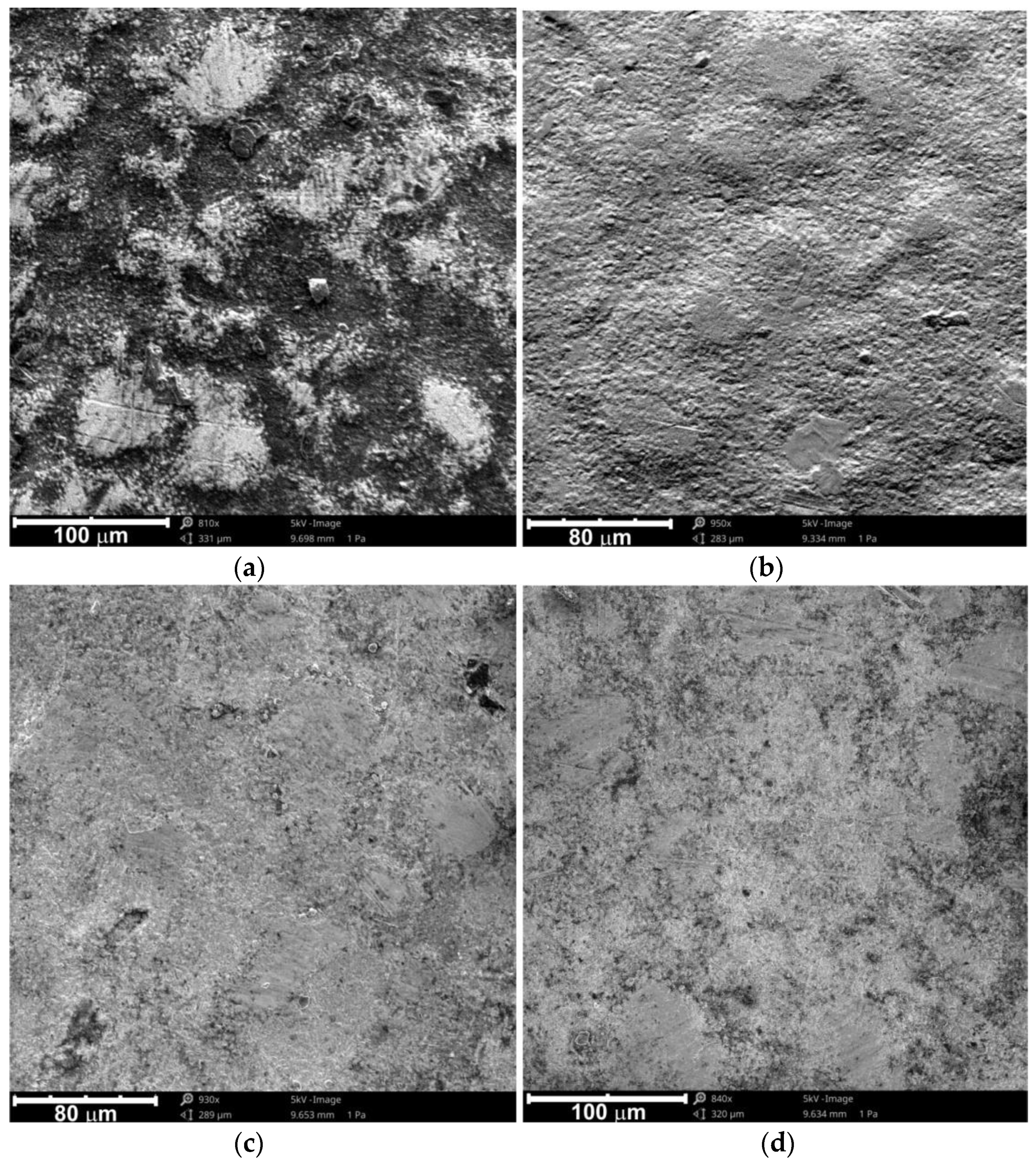
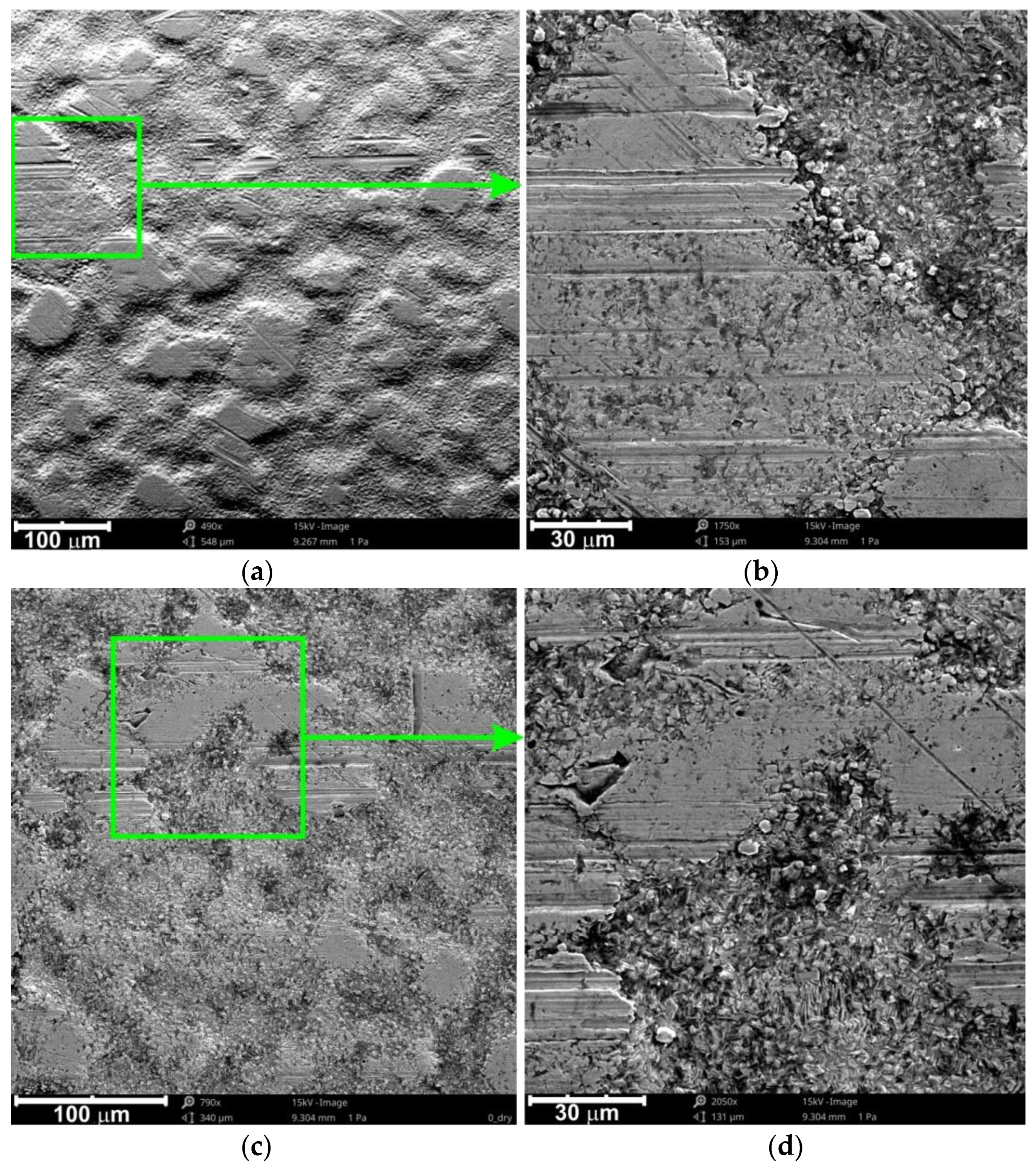
- The highest values of the coefficient of friction were observed with as-received sheets. The high hills observed in the surface topography increase the share of the mechanical interactional mechanisms of flattening and ploughing of the soft sheet surface by the hard asperities of the counter sample surface.
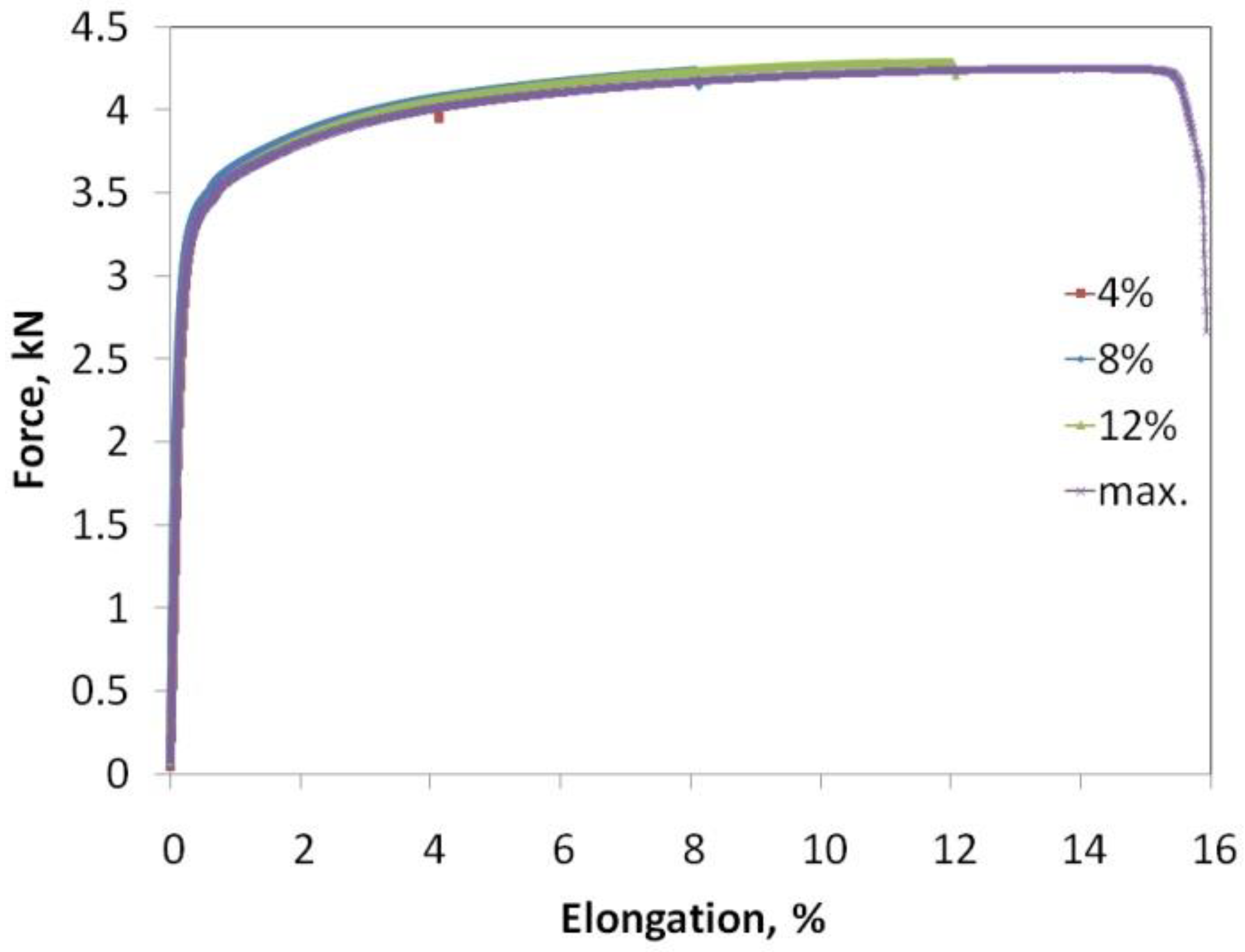
- Apart from the friction process under the conditions of the lowest force analysed (FN = 13.65 N), the lowest value of the COF was observed for pre-strained sheets deformed with ε = 12%.
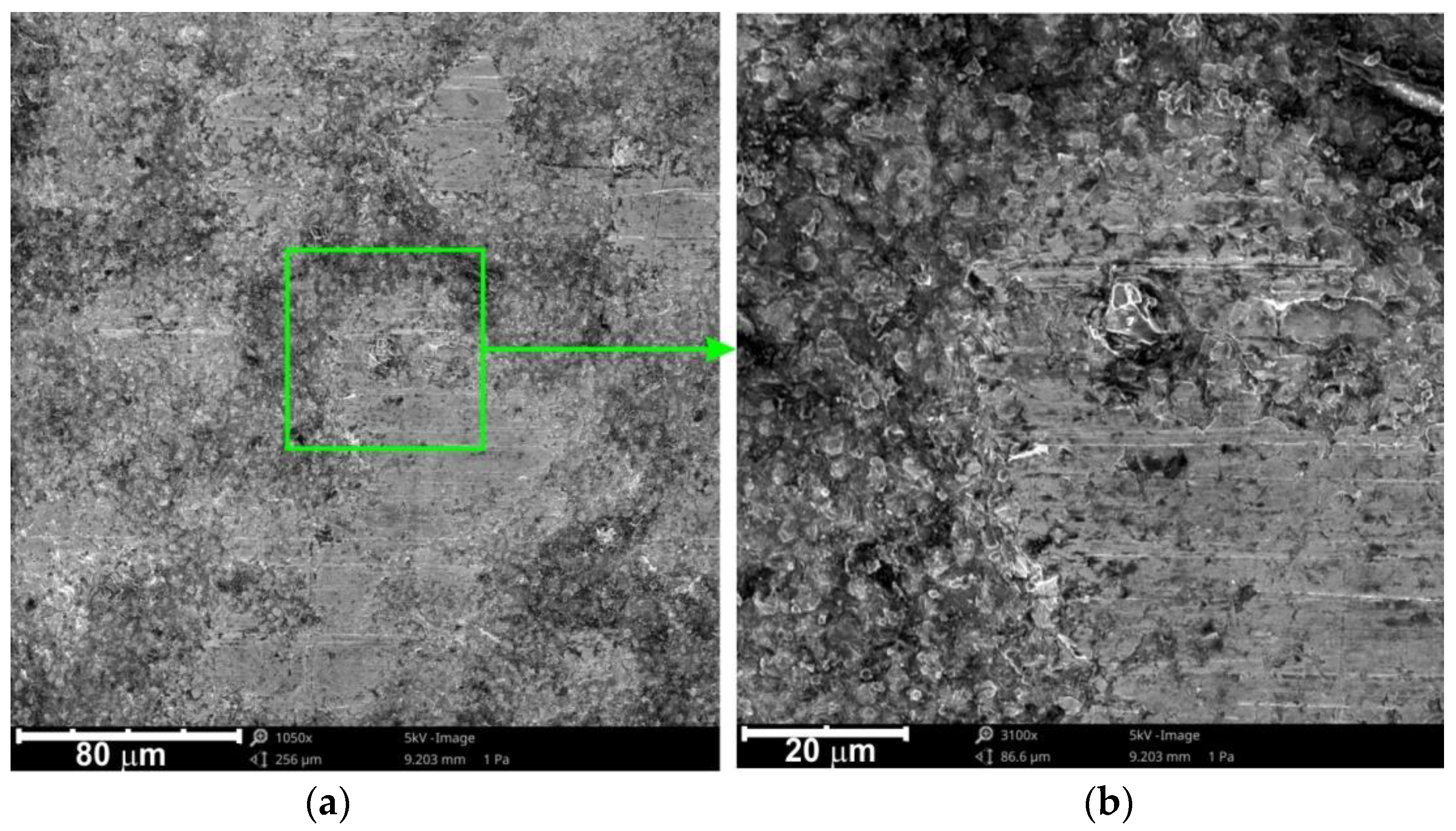
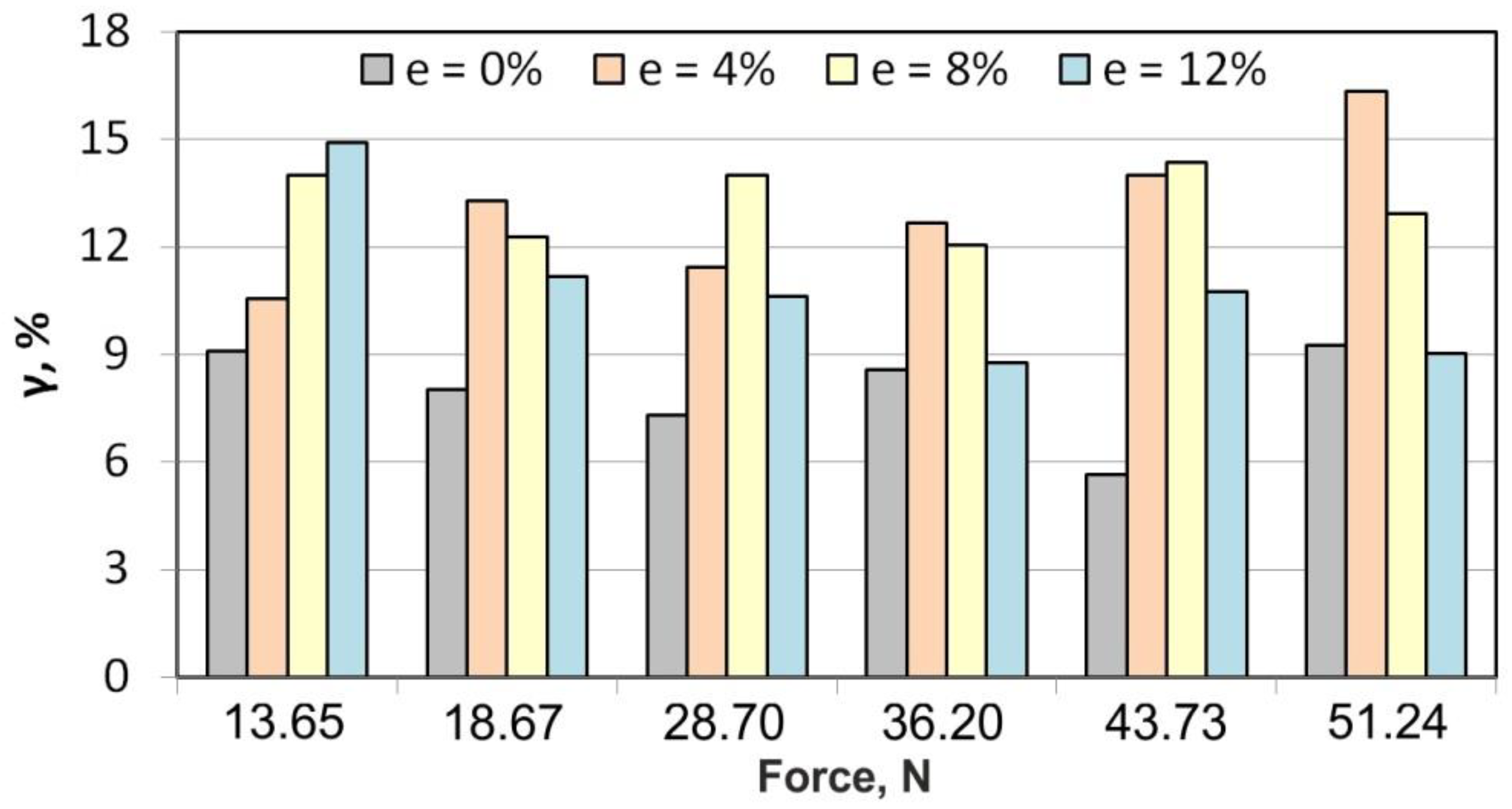
- Due to the high proportion of mechanical interactions of the counter sample roughness asperities in contact with the soft zinc protective layer, the worst efficiency of lubrication was seen in the as-received sheets.
- The lubrication efficiency of the pre-strained sheets at ε = 12% decreases with an increase in force. A trend for an increase in the lubrication efficiency with an increase in force was observed in the case of sheets pre-strained at ε = 4%.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rajak, D.K.; Pagar, D.D.; Menezes, P.L.; Linul, E. Fiber-Reinforced Polymer Composites: Manufacturing, Properties, and Applications. Polymers 2019, 11, 1667. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Deng, S.; Djukic, L.; Paton, R.; Ye, L. Thermoplastic–epoxy interactions and their potential applications in joining composite structures—A review. Compos. Part A Appl. Sci. Manuf. 2015, 68, 121–132. [Google Scholar] [CrossRef]
- Sinmazçelik, T.; Avcu, E.; Bora, M.Ö.; Çoban, O. A review: Fibre metal laminates, background, bonding types and applied test methods. Mater. Des. 2021, 32, 3671–3685. [Google Scholar] [CrossRef]
- Ramnath, B.V.; Alagarraja, K.; Elanchezhian, C. Review on Sandwich Composite and their Applications. Mater. Today Proc. 2019, 16, 859–864. [Google Scholar] [CrossRef]
- Trzepieciński, T.; Najm, S.M.; Sbayti, M.; Belhadjsalah, H.; Szpunar, M.; Lemu, H.G. New Advances and Future Possibilities in Forming Technology of Hybrid Metal–Polymer Composites Used in Aerospace Applications. J. Compos. Sci. 2021, 5, 217. [Google Scholar] [CrossRef]
- Abdullah, M.; Cantwell, W. The Impact Resistance of Polypropylene-Based Fibre–Metal Laminates. Compos. Sci. Technol. 2006, 66, 1682–1693. [Google Scholar] [CrossRef]
- Pan, L.; Ali, A.; Wang, Y.; Zheng, Z.; Lv, Y. Characterization of Effects of Heat Treated Anodized Film on the Properties of Hygrothermally Aged AA5083-Based Fiber-Metal Laminates. Compos. Struct. 2017, 167, 112–122. [Google Scholar] [CrossRef]
- Woizeschke, P.; Vollertsen, F. Fracture Analysis of Competing Failure Modes of Aluminum-CFRP Joints Using Three-Layer Titanium Laminates as Transition. J. Mater. Eng. Perform. 2015, 24, 3558–3572. [Google Scholar] [CrossRef]
- Bikakis, G.S.E.; Dimou, C.D.; Sideridis, E.P. Ballistic impact response of fiber–metal laminates and monolithic metal plates consisting of different aluminum alloys. Aerosp. Sci. Technol. 2017, 69, 201–208. [Google Scholar] [CrossRef]
- Akula, S.; Bolar, G. Comparative Evaluation of Machining Processes for Making Holes in GLARE Fiber Metal Laminates. Mater. Today Proc. 2021, 46, 9126–9131. [Google Scholar] [CrossRef]
- Sadighi, M.; Alderliesten, R.C.; Benedictus, R. Impact resistance of fiber-metal laminates: A review. Int. J. Impact Eng. 2012, 49, 77–90. [Google Scholar] [CrossRef]
- Burchitz, I.A.; Boesenkool, R.S.; van der Zwaag, S.; Tassoul, M. Highlights of designing with Hylite—A new material concept. Mater. Sci. Des. 2005, 26, 271–279. [Google Scholar] [CrossRef]
- Dibond-Broschüre; 3A Composites GmbH: Singen, Germany, 2010; pp. 1–28. Available online: https://www.almet-benelux.eu/l/library/download/urn:uuid:31fd3099-890b-4cd1-b63d-4b2ce7cd22af/dibond+broschuere+2017+en_almet.pdf (accessed on 12 January 2022).
- Carradò, A.; Faerber, J.; Niemeyer, S.; Ziegmann, G.; Palkowski, H. Metal/polymer/metal hybrid systems: Towards potential formability applications. Compos. Struct. 2011, 93, 715–721. [Google Scholar] [CrossRef]
- Palkowski, H.; Carradò, A. Three-layered sandwich material for lightweight applications. Emerg. Mater. Res. 2014, 3, 130–135. [Google Scholar] [CrossRef]
- Dibond. Available online: https://www.antalis.co.uk/business/en/sites/UK_Antalis_New/home/popular-brands/dibond.html (accessed on 12 January 2022).
- Hufenbach, W.; Jaschinski, J.; Weber, T.; Weck, D. Numerical and experimental investigations on HYLITE sandwich sheets as an alternative sheet metal. Arch. Civ. Mech. Eng. 2008, 8, 67–80. [Google Scholar] [CrossRef]
- Harhash, M.; Kuhtz, M.; Richter, J.; Hornig, A.; Gude, M.; Palkowski, H. Influence of Adhesion Properties on the Crash Behavior of Steel/Polymer/Steel Sandwich Crashboxes: An Experimental Study. Metals 2021, 11, 1400. [Google Scholar] [CrossRef]
- Richter, J.; Kuhtz, M.; Hornig, A.; Harhash, M.; Palkowski, H.; Gude, M. A Mixed Numerical-Experimental Method to Characterize Metal-Polymer Interfaces for Crash Applications. Metals 2021, 11, 818. [Google Scholar] [CrossRef]
- ThyssenKrupp Steel Europe AG. BONDAL® Composite Material with Structure-Borne Sound Damping Properties. Available online: https://www.thyssenkrupp-steel.com/en/products/composite-material/overview-composite-material.html (accessed on 14 January 2021).
- Kustroń, P.; Korzeniowski, M.; Piwowarczyk, T.; Sokołowski, P. Development of Resistance Spot Welding Processes of Metal–Plastic Composites. Materials 2021, 14, 3233. [Google Scholar] [CrossRef]
- Hybrix™ = ∑[Lightweight, Formable, Strong, Eco-Friendly]. Available online: https://www.lamera.se/ (accessed on 14 January 2021).
- Hammarberg, S.; Kajberg, J.; Larsson, S.; Moshfegh, R.; Jonsén, P. Novel Methodology for Experimental Characterization of Micro-Sandwich Materials. Materials 2021, 14, 4396. [Google Scholar] [CrossRef]
- Sokolova, O.A.; Kühn, M.; Palkowski, H. Deep drawing properties of lightweight steel/polymer/steel sandwich composites. Arch. Civ. Mech. Eng. 2012, 12, 105–112. [Google Scholar] [CrossRef]
- Mosse, L.; Compston, P.; Cantwell, W.J.; Cardew-Hall, M.; Kalyanasundaram, S. The development of a finite element model for simulating the stamp forming of fibre-metal laminates. Compos. Struct. 2006, 75, 298–304. [Google Scholar] [CrossRef]
- Murtagh, A.M.; Lennon, J.J.; Mallon, P.J. Surface friction effects related to pressforming of continuous fibre thermoplastic composites. Compos. Manuf. 1995, 6, 169–175. [Google Scholar] [CrossRef]
- Rajabi, A.; Kadkhodayan, M. An Investigation into the Deep Drawing of Fiber-metal Laminates based on Glass Fiber Reinforced Polypropylene. Int. J. Eng. 2014, 27, 349–358. [Google Scholar]
- Wollmann, T.; Hahn, M.; Wiedemann, S.; Zeiser, A.; Jaschinski, J.; Modler, N.; Ben Khalifa, N.; Meißen, F.; Paul, C. Thermoplastic fibre metal laminates: Stiffness properties and forming behaviour by means of deep drawing. Arch. Civ. Mech. Eng. 2018, 18, 442–450. [Google Scholar] [CrossRef]
- Sexton, A.; Venkatesan, S.; Cantwell, W.; Kalyanasundaram, S. Experimental and numerical characterisation of the out-of-plane stretch forming of a fibre metal laminate based on a self-reinforced polypropylene composite. In Proceedings of the ECCM15-15th European Conference on Composite Materials, Venice, Italy, 24–28 June 2012. [Google Scholar]
- Hahn, M.; Khalifa, N.B.; Shabaninejad, A. Prediction of Process Forces in Fiber Metal Laminate Stamping. J. Manuf. Sci. Eng. 2018, 140, 031002. [Google Scholar] [CrossRef]
- DharMalingam, S.; Compston, P.; Kalyanasundaram, S. Process Variables Optimisation of Polypropylene Based Fibre-Metal Laminates Forming Using Finite Element Analysis. Key Eng. Mater. 2009, 410–411, 263–269. [Google Scholar] [CrossRef]
- ten Thije, R.H.W.; Akkerman, R.; van der Meer, L.; Ubbink, M.P. Tool-Ply Friction in Thermoplastic Composite Forming. Int. J. Mater. Form. 2008, 1, 953–956. [Google Scholar] [CrossRef]
- Wendel, E. Evaluation of Potential for Metal/Polymer/Metal Sandwich Material as Outer Panels for Trucks. Available online: https://www.diva-portal.org/smash/get/diva2:1300622/FULLTEXT02 (accessed on 23 April 2022).
- Jonnson, S. Corrosion of Zinc in the Automotive Environment. Master’s Thesis, Swerea-KIMAB, Kista, Sweden, 2012. [Google Scholar]
- Kustroń, P.; Korzeniowski, M.; Piwowarczyk, T.; Sokołowski, P. Hybrid Welding of Metal-Polymer Composites with a Non- Conducting Polymer Layer. Bull. Inst. Weld. 2021, 4, 33–40. [Google Scholar] [CrossRef]
- Forster, J. The Sandwich Effect, Compact Steel. ThyssenKrupp Cust. Mag. 2014, 1, 8–11. [Google Scholar]
- EN 10346; Continuously Hot-Dip Coated Steel Flat Products for Cold Forming. Technical Delivery Conditions. European Committee for Standardization: Brussels, Belgium, 2015.
- Cillaurren, J.; Galdos, L.; Sanchez, M.; Zabala, A.; de Argandoña, S.; Mendiguren, J. Contact pressure and sliding velocity ranges in sheet metal forming simulations. In Proceedings of the 24th International Conference on Material Forming ESAFORM 2021, Liège, Belgium, 14–16 April 2021. [Google Scholar]
- Trzepieciński, T.; Fejkiel, R. On the influence of deformation of deep drawing quality steel sheet on surface topography and friction. Tribol. Int. 2017, 115, 78–88. [Google Scholar] [CrossRef]
- Gåård, A. Wear in Sheet Metal Forming. Licentiate Thesis, Kalstad University, Karlstad, Sweden, 2018. [Google Scholar]
- Carlsson, P. Surface Engineering in Sheet Metal Forming. Ph.D. Thesis, Acta Universitatis Upsaliensis, Uppsala, Sweden, 2005. [Google Scholar]
- Hol, J.; Meinders, V.T.; de Rooij, M.B.; van den Boogaard, A.H. Multi-scale friction modeling for sheet metal forming: The boundary lubrication regime. Tribol. Int. 2015, 81, 112–128. [Google Scholar] [CrossRef]
- Popov, V.L. Coulomb’s law of friction. In Contact Mechanics and Friction, Physical Principles and Applications; Springer: Berlin/Heidelberg, Germany, 2010; pp. 133–154. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Yield Stress, MPa | Tensile Strength, MPa | Elongation, % | Modulus of Elasticity, MPa | Hardness HV |
|---|---|---|---|---|
| 10 | 26 | 12 | 7 × 104 | 30 |
| C | Mn | Si | Al | Ti | Nb | Cu | P | S |
|---|---|---|---|---|---|---|---|---|
| 0.01 | 0.9 | 0.2 | 0.1 | 0.12 | 0.09 | 0.2 | 0.08 | 0.025 |
| A, % | Rm, MPa | Rp0.2, MPa |
|---|---|---|
| 32 | 340–420 | 220–280 |
| Parameter | Pre-Strained Sheet | Normal Force FN, N | |||||
|---|---|---|---|---|---|---|---|
| 13.65 | 18.67 | 28.70 | 36.20 | 43.73 | 51.24 | ||
| Rku | 1.83 | 1.98 | 1.94 | 2.35 | 2.04 | 2.05 | 2.91 |
| Rsk | −0.042 | −0.123 | −0.232 | −0.322 | −0.305 | −0.384 | −0.846 |
| Parameter | Pre-Strained Sheet | Normal Force FN, N | |||||
|---|---|---|---|---|---|---|---|
| 13.65 | 18.67 | 28.70 | 36.20 | 43.73 | 51.24 | ||
| Rku | 2.75 | 1.79 | 2.54 | 1.96 | 2.21 | 2.18 | 2.47 |
| Rsk | −0.123 | −0.184 | −0.339 | −0.283 | −0.415 | −0.516 | −0.675 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Trzepieciński, T.; Kubit, A.; Slota, J. Assessment of the Tribological Properties of the Steel/Polymer/Steel Sandwich Material LITECOR. Lubricants 2022, 10, 99. https://doi.org/10.3390/lubricants10050099
Trzepieciński T, Kubit A, Slota J. Assessment of the Tribological Properties of the Steel/Polymer/Steel Sandwich Material LITECOR. Lubricants. 2022; 10(5):99. https://doi.org/10.3390/lubricants10050099
Chicago/Turabian StyleTrzepieciński, Tomasz, Andrzej Kubit, and Ján Slota. 2022. "Assessment of the Tribological Properties of the Steel/Polymer/Steel Sandwich Material LITECOR" Lubricants 10, no. 5: 99. https://doi.org/10.3390/lubricants10050099
APA StyleTrzepieciński, T., Kubit, A., & Slota, J. (2022). Assessment of the Tribological Properties of the Steel/Polymer/Steel Sandwich Material LITECOR. Lubricants, 10(5), 99. https://doi.org/10.3390/lubricants10050099