Experimental and 3D-Deform Finite Element Analysis on Tool Wear during Turning of Al-Si-Mg Alloy



Abstract
:1. Introduction
2. Materials and Methods
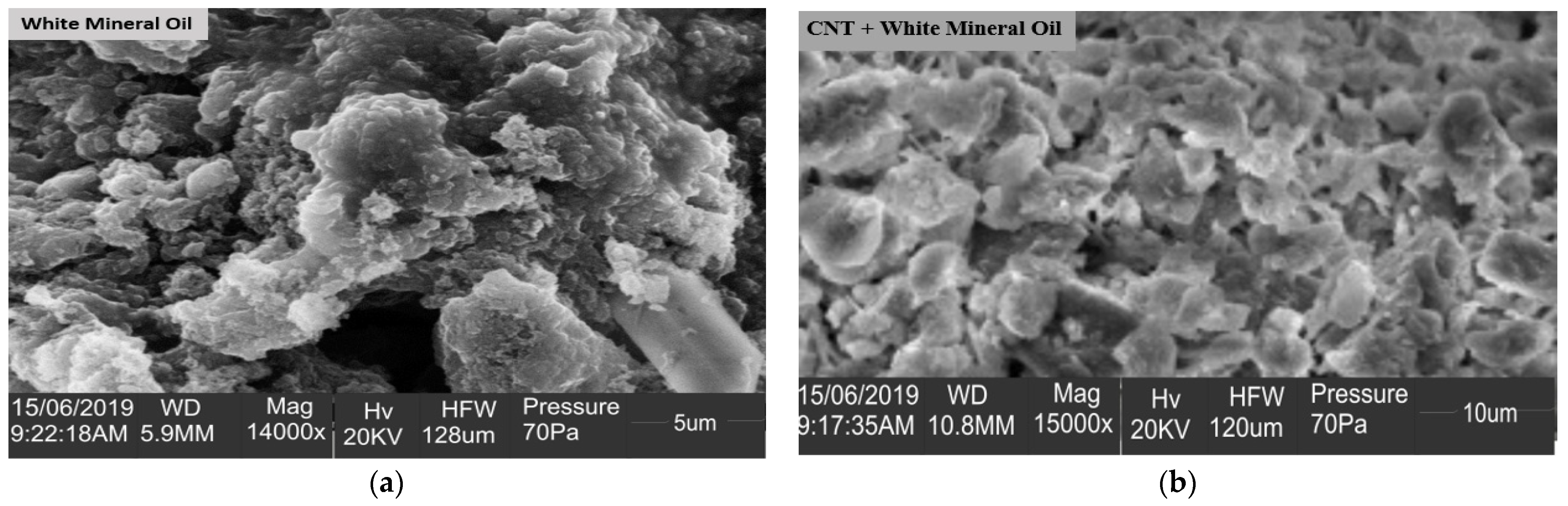
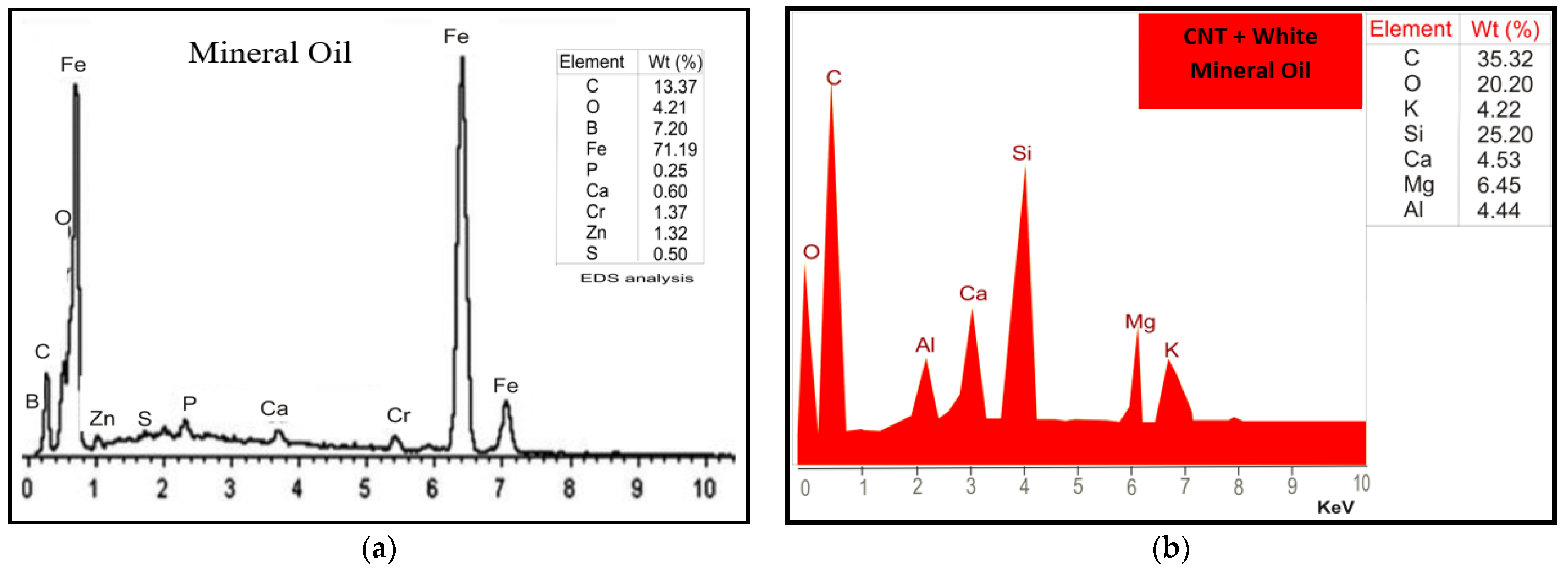
2.1. Method of Preparing Nanofluid
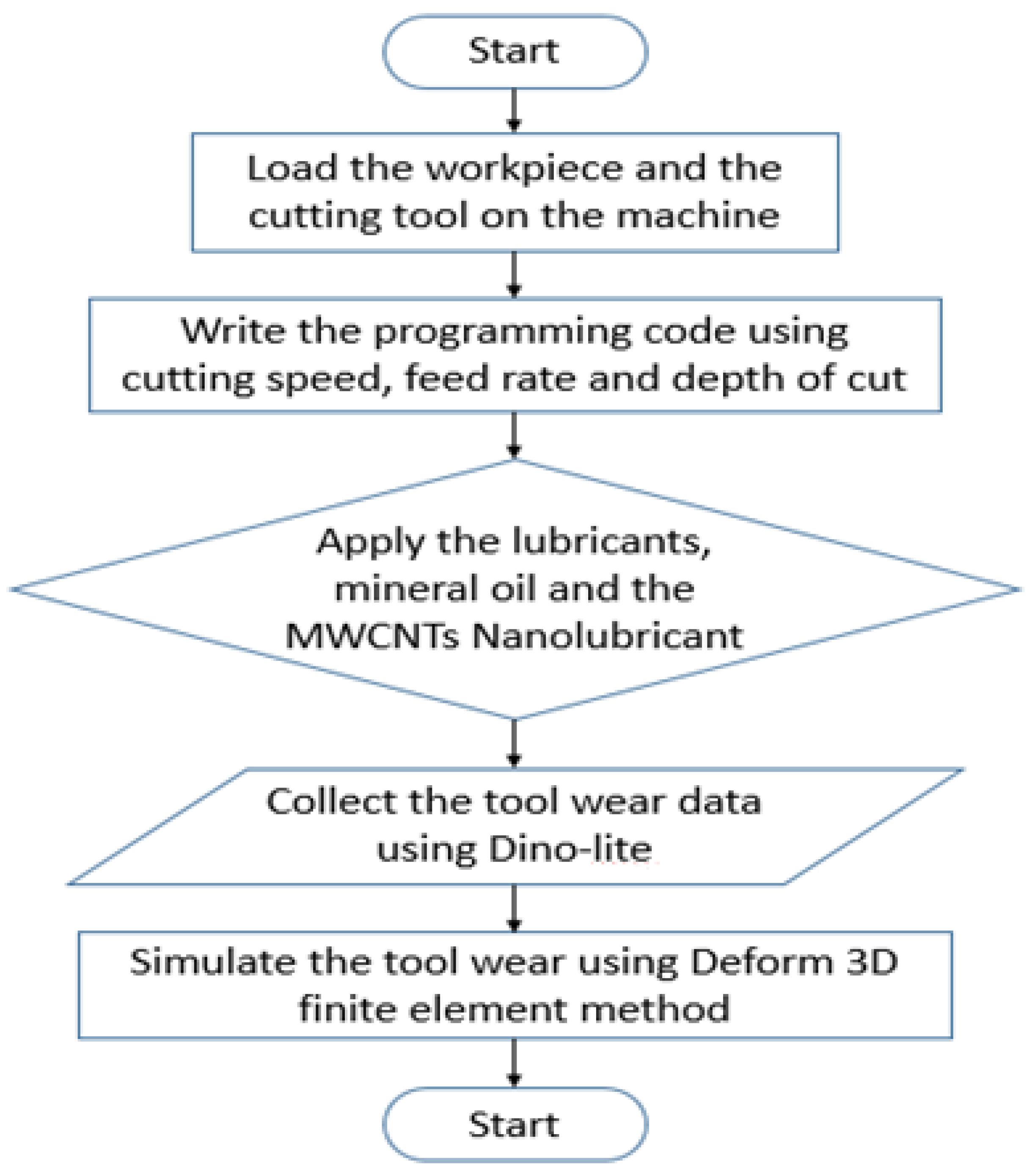
2.2. Experimental Setup
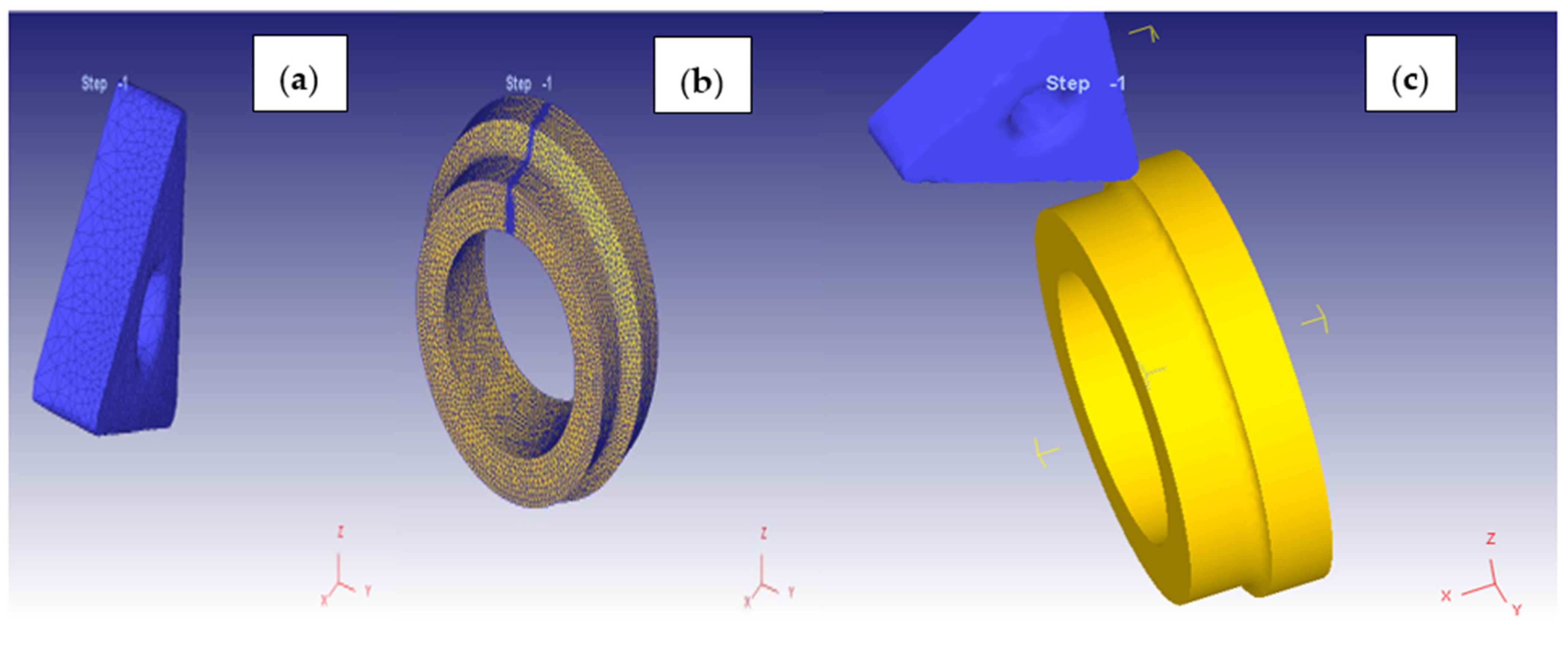
2.3. Finite Element Modelling
- Friction Law: One of the common ways of characterizing tool-chip friction is by assuming Coulomb’s friction law, where the coefficient of friction is taken to be uniform over the entire rake surface. The coefficient of friction (µ) is the ratio of the cutting force parallel (frictional stress) to the tool rake face to the force normal (normal stress) to the rake face. The friction or contact force acting between the cutting tool and the workpiece was modeled according to Coulomb’s law, using Equation (1).where µ = coefficient of friction, k = normal stress, τ = frictional stress.
- ❖
- Wear Rate Model: The analytical solution that is concerned with the wear rate was modeled using the tool wear rate model. The model estimates the tool wear behavior of high-speed steel-cutting tools by incorporating the effects of sliding velocities, interface temperatures, and contact pressures on the rate of tool wear. It is given by Equation (2):
2.4. Taguchi Experimental Design
- ❖
- Static analysis: This type of analysis is performed when there is no signal factor and encompasses the mean response. It makes use of only the control and noise factors for optimization.
- ❖
- Dynamic analysis: This type of analysis is performed when there is a signal factor and uses the control, noise, and signal factors for optimization. It encompasses a slope response from linear regression.
- ❖
- Control factors: These factors can be precisely controlled by the producer.
- ❖
- Noise factors: These are uncontrollable elements.
- ❖
- Signal Factors: These factors can be precisely determined by the operator, but not by the producer.
3. Results and Discussion
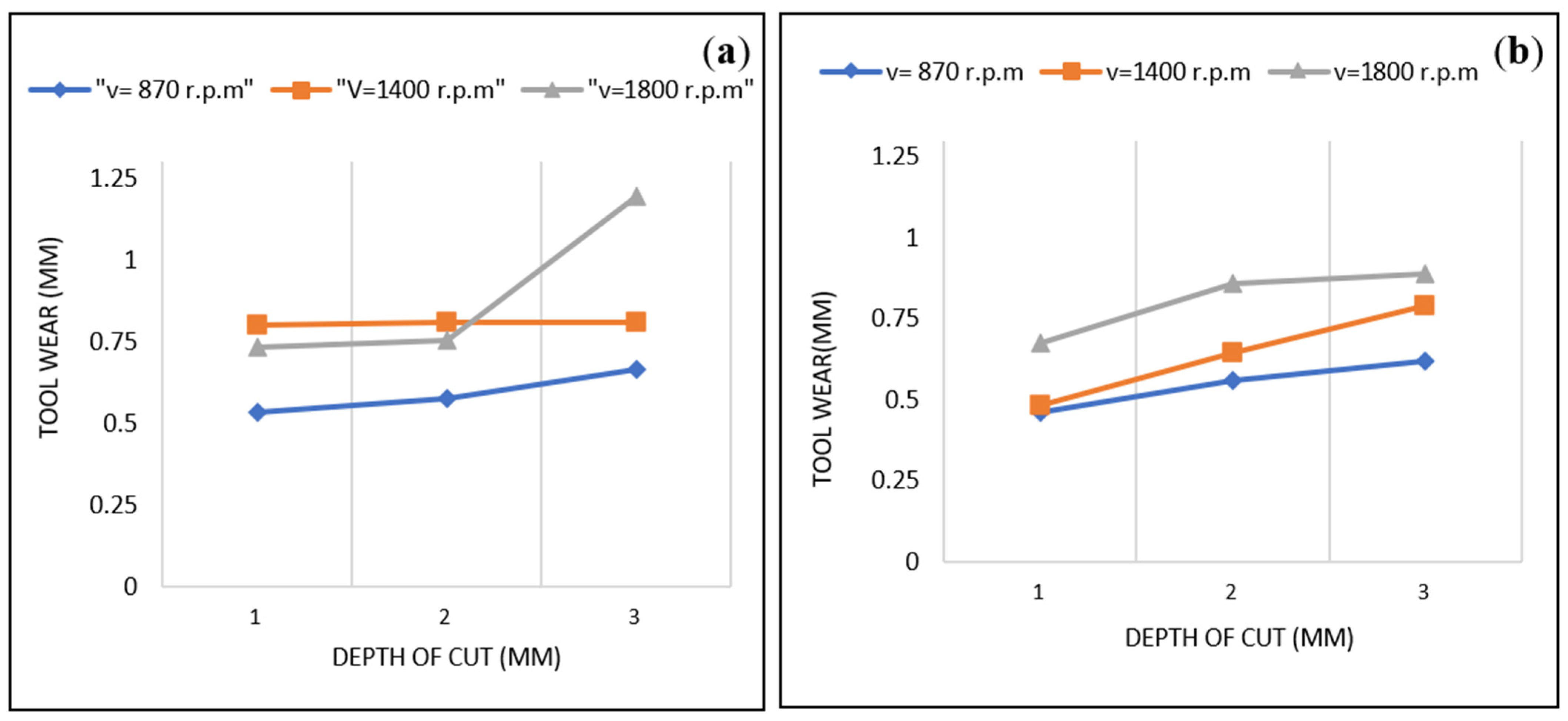
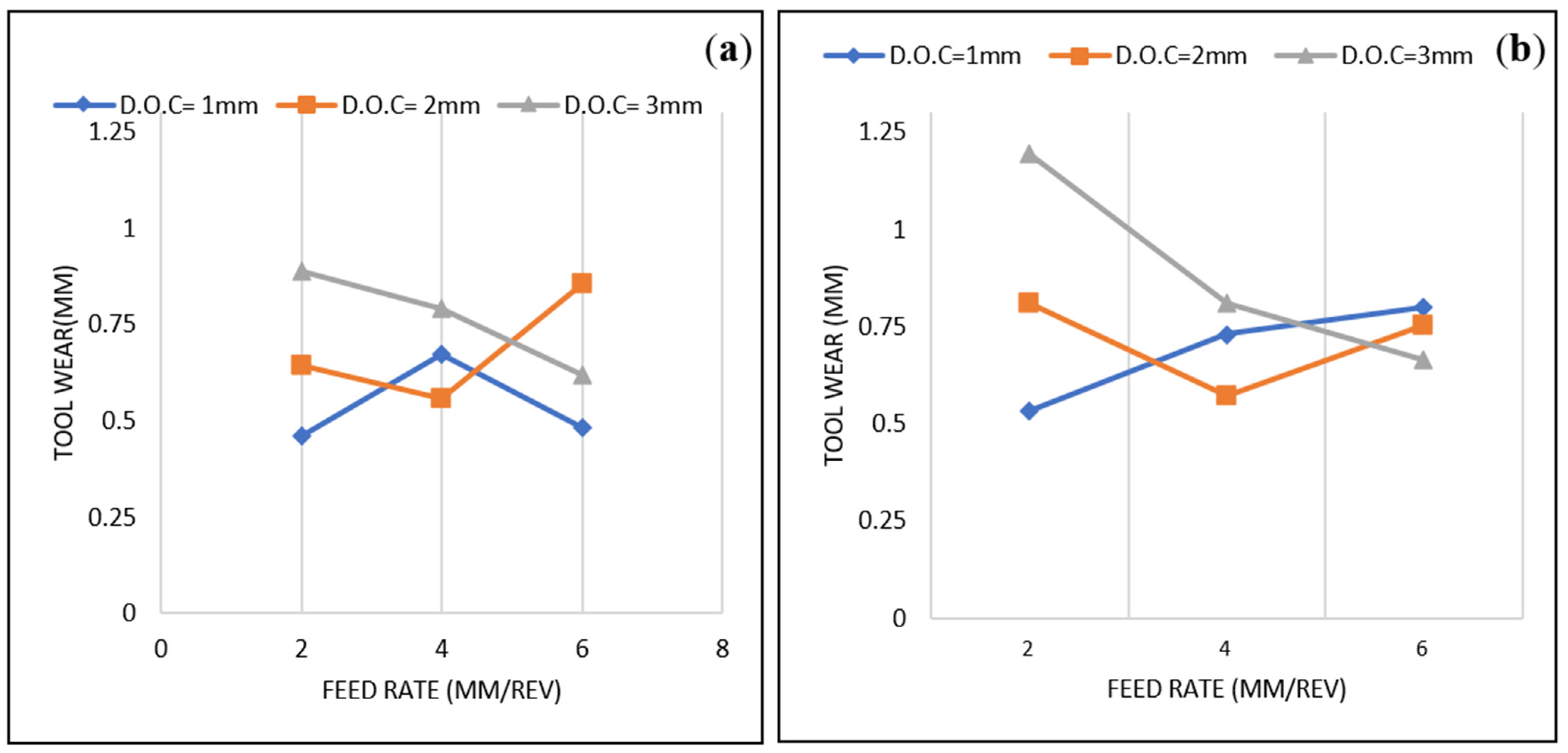
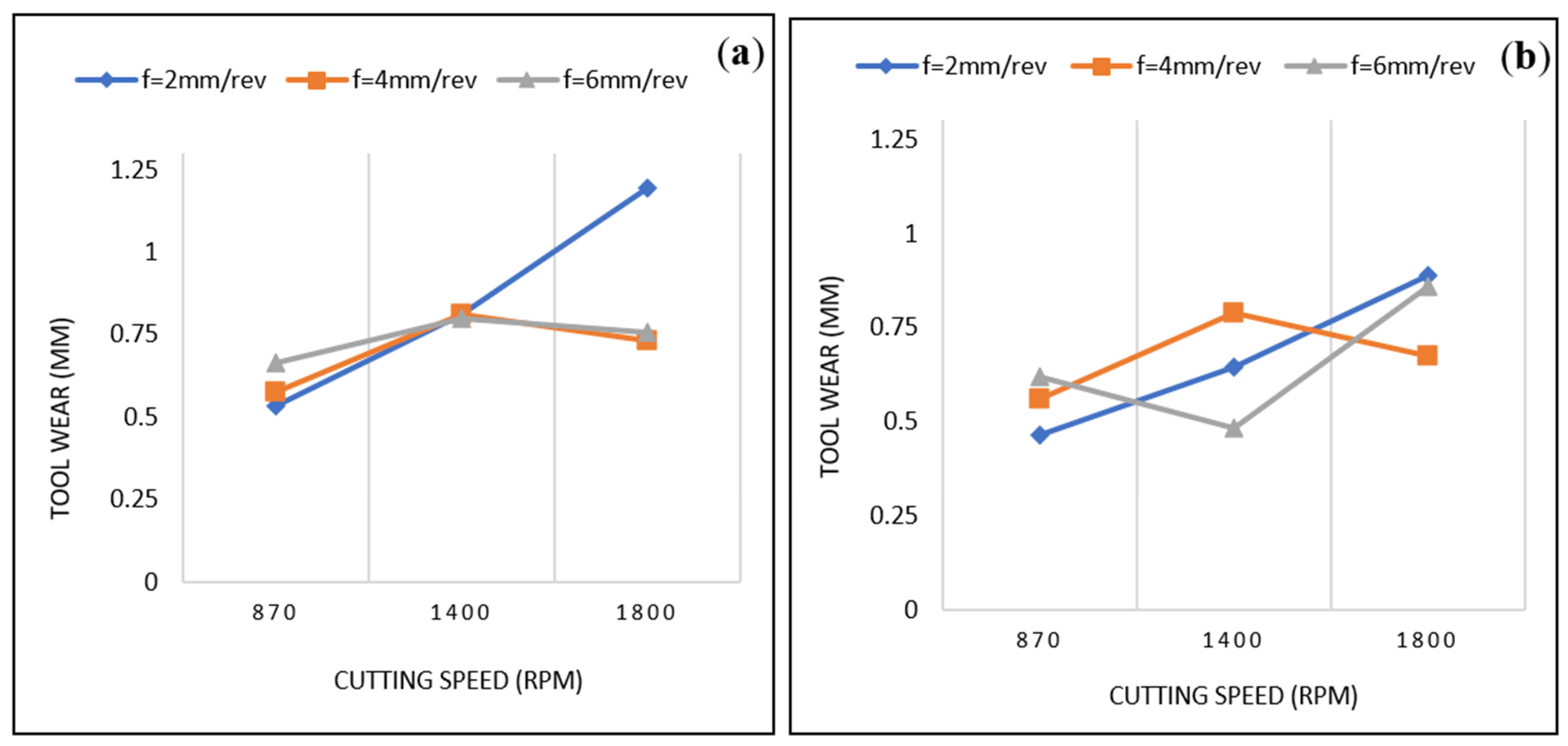
3.1. Effect of Depth of Cut, Feed Rate, and Cutting Speed on Tool Wear
3.2. Effect of Lubricants on Machining Time
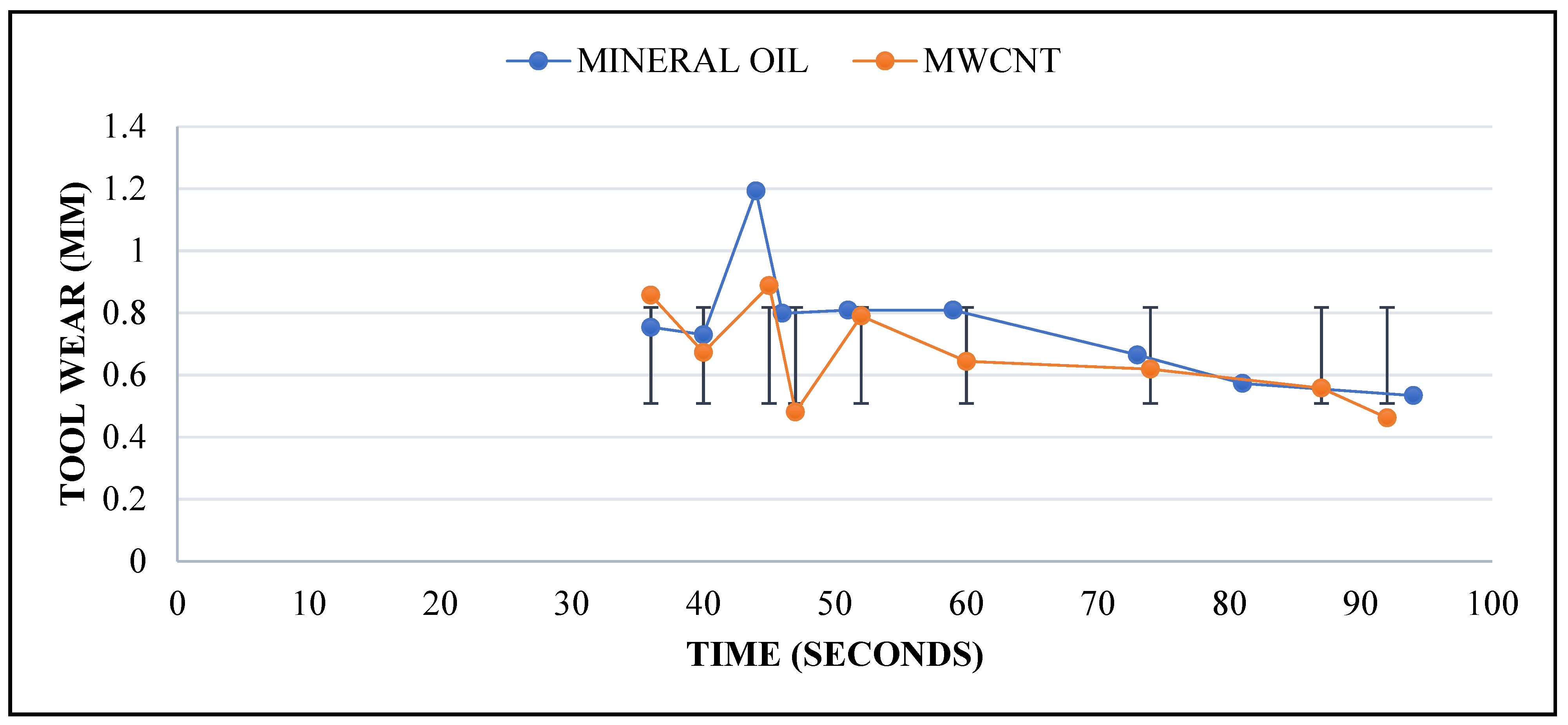
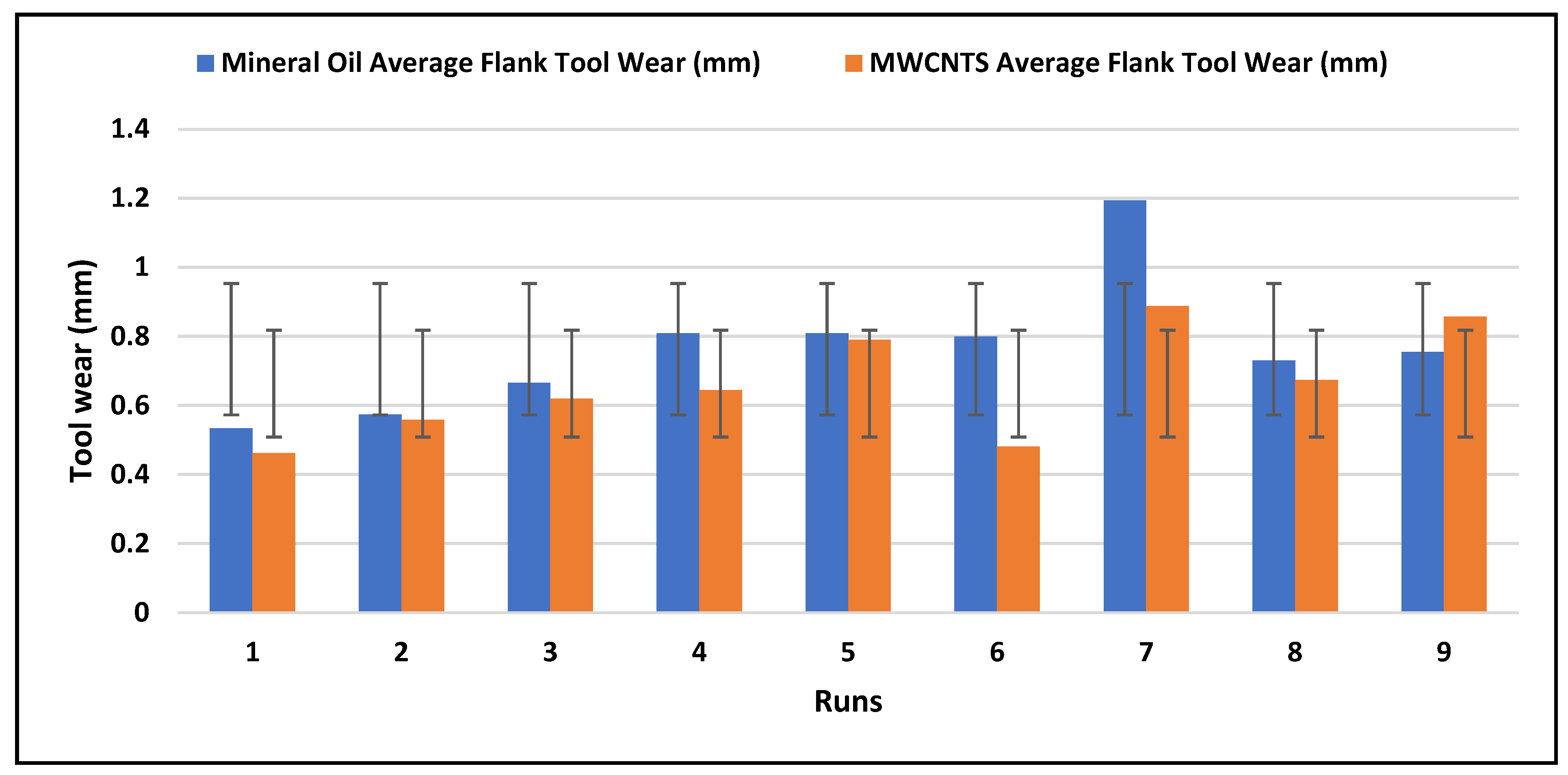
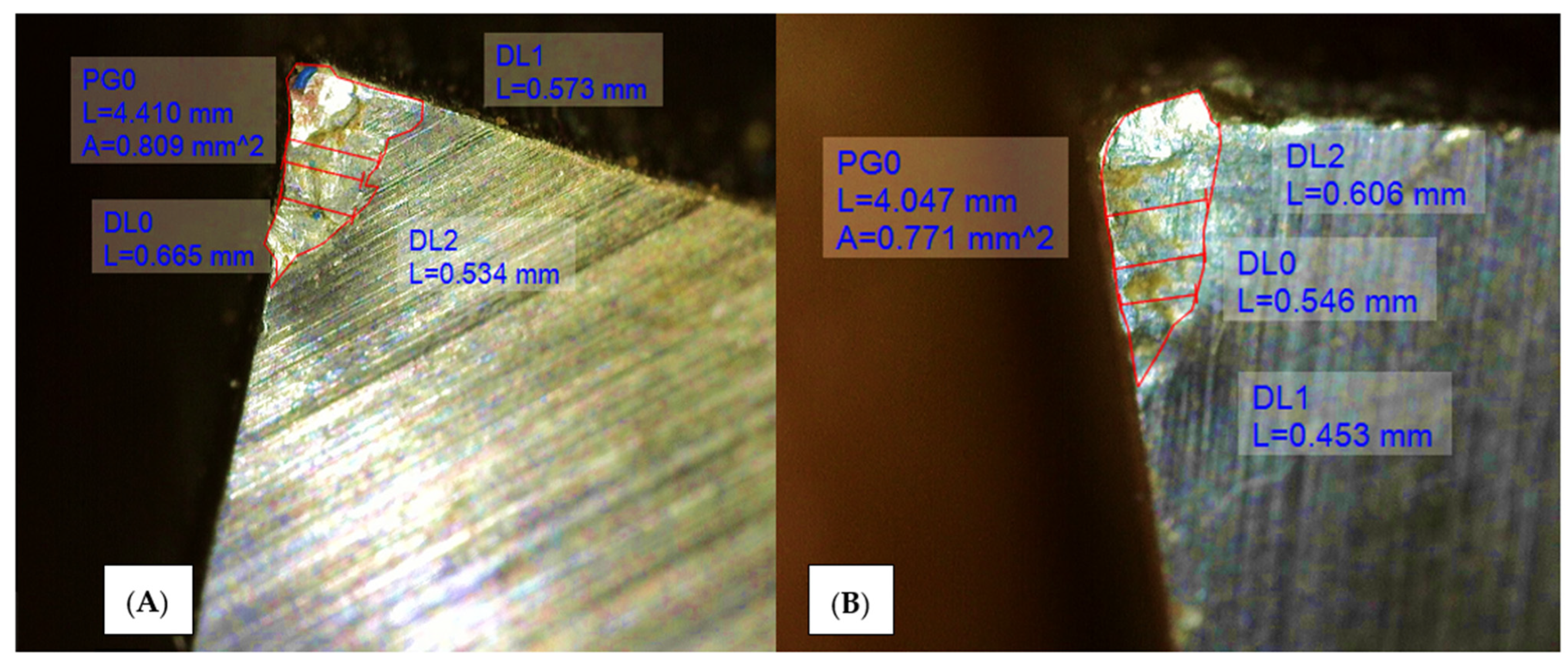
3.3. Tool Wear Comparison under the Lubricants
3.4. Chip Morphology
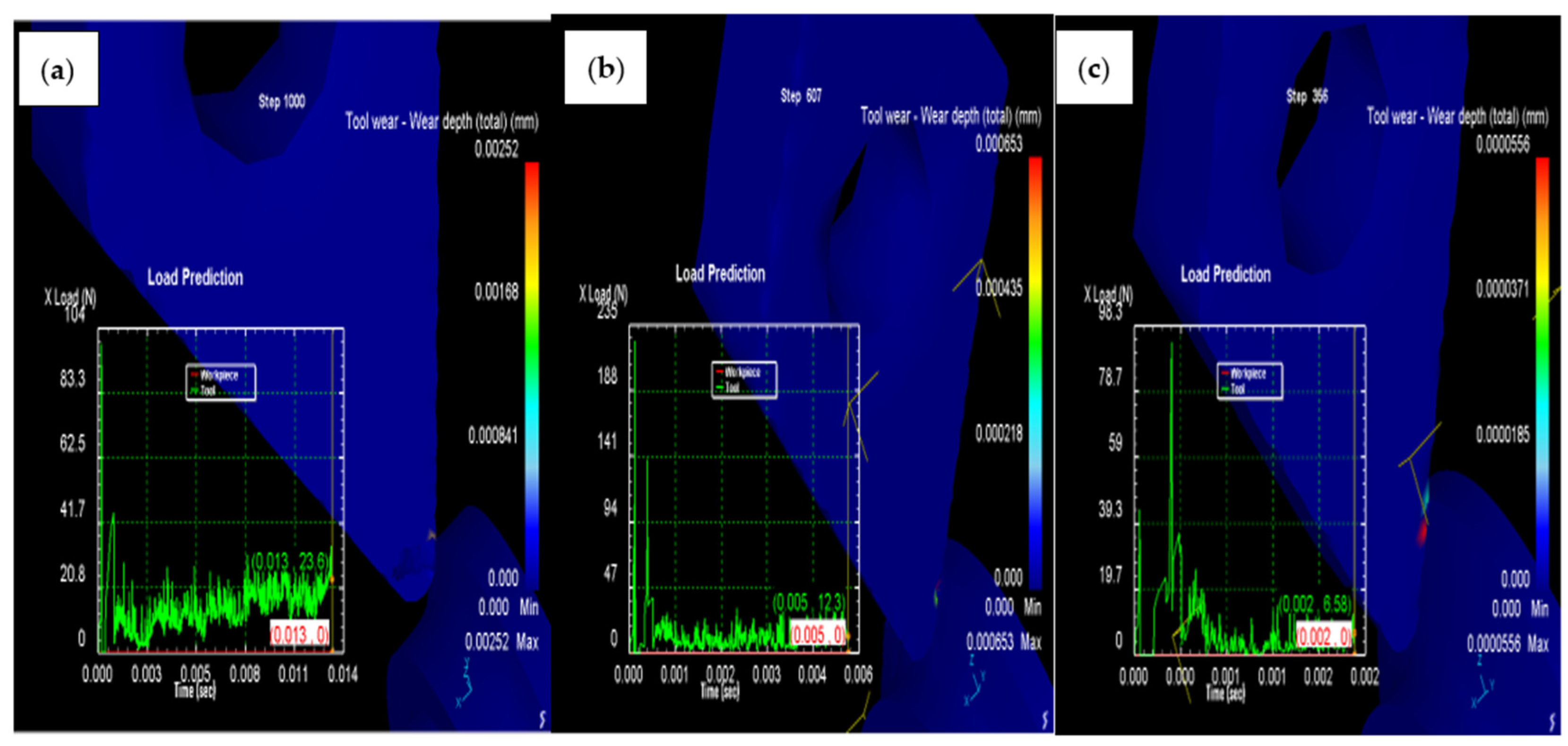
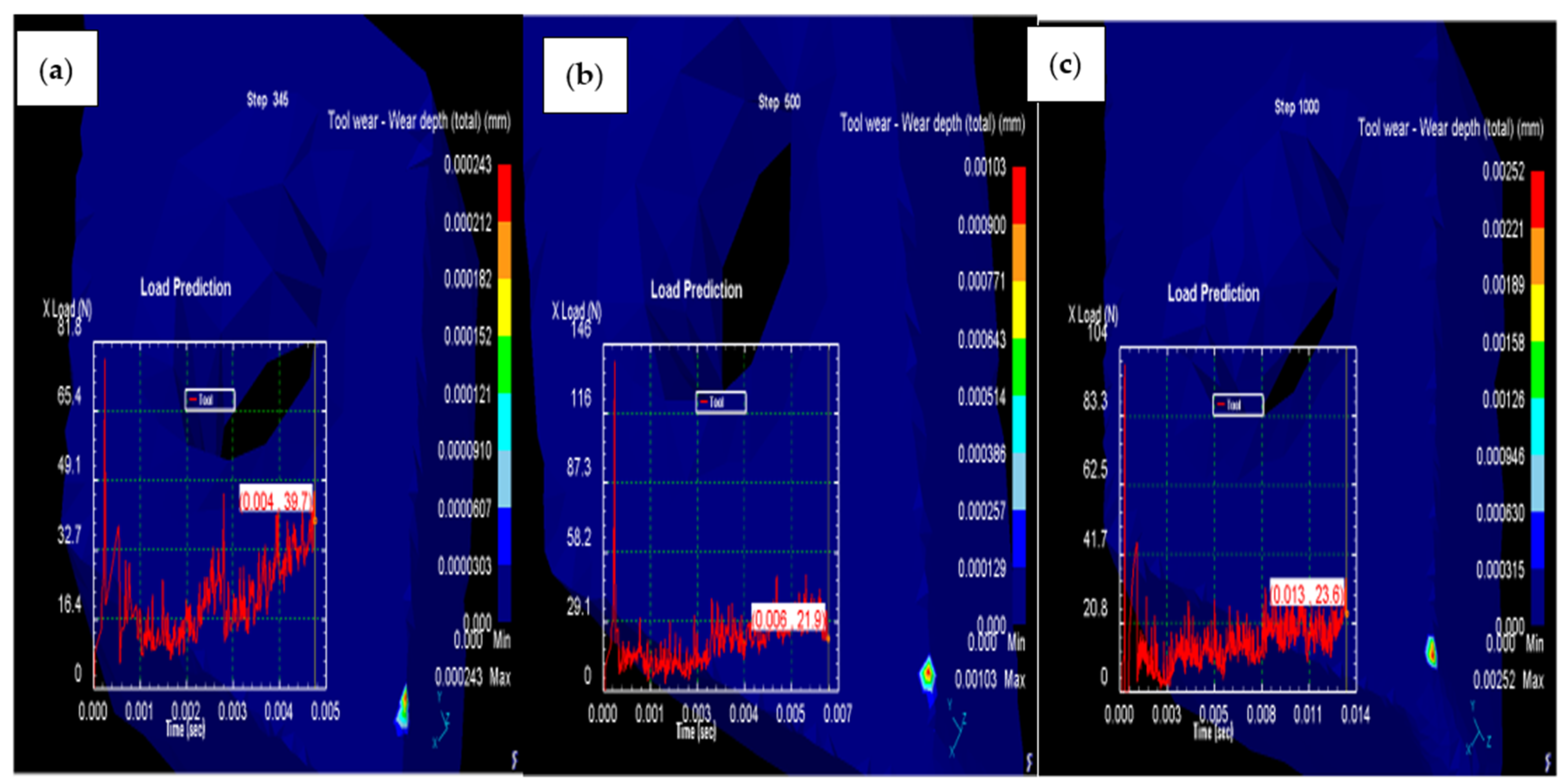
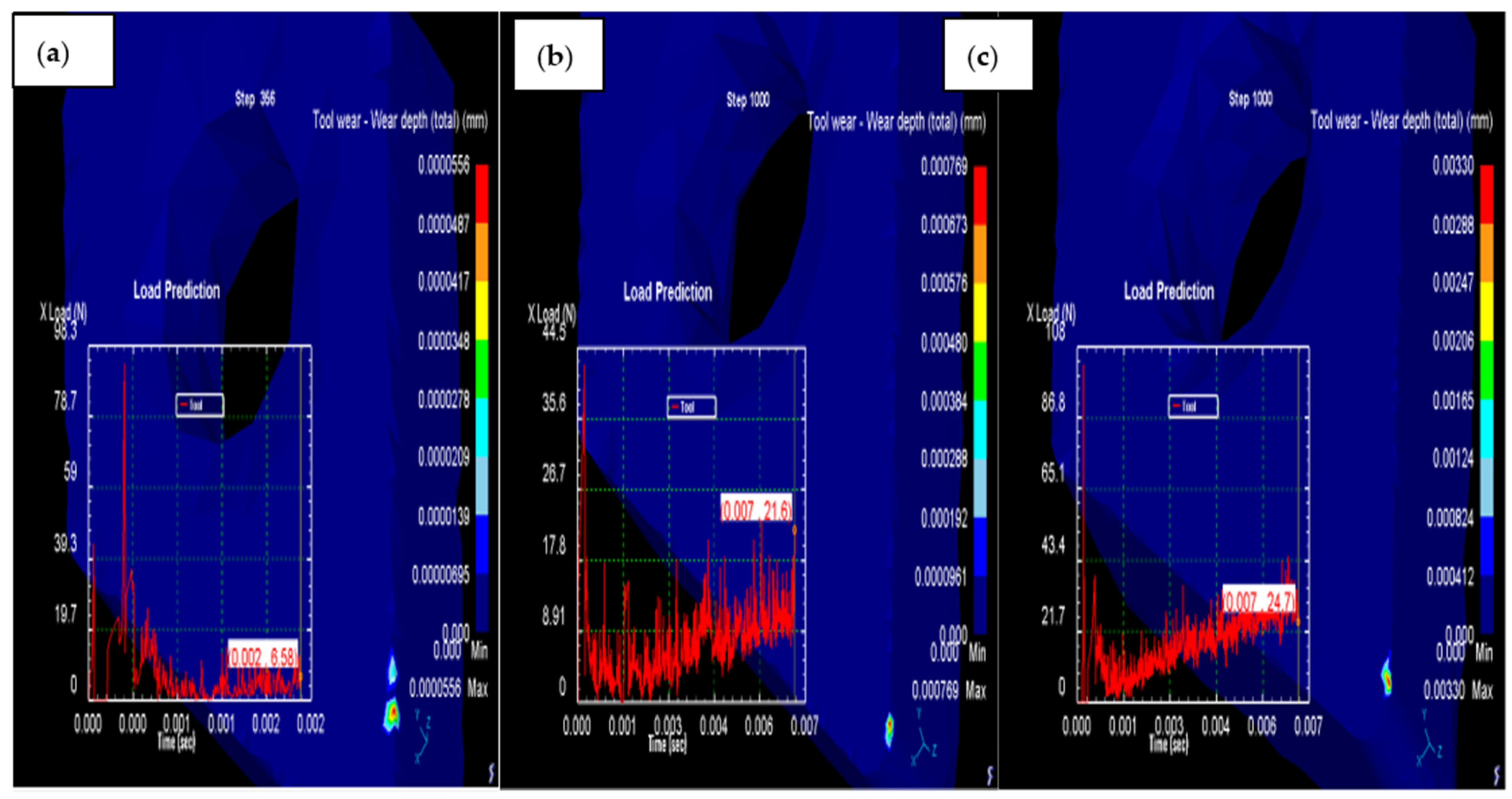
3.5. Comparative Analysis of the Various Spindle Speed of 870 rpm, 1400 rpm, and 1800 rpm via Simulation Approach
4. Conclusions
- The multi-walled carbon nanotube (MWCNT) lubricant is more effective at reducing tool wear than the mineral oil lubricant, with an average reduction rate of 14.8%.
- The tool wear was greatly influenced by the process parameters, with the depth of cut being the most significant parameter. This observation is obtained from both the experimental and the finite-element 3D simulation.
- The influence of feed rate on tool wear decreases as cutting speed increases.
- For the same process parameters and machining conditions, MWCNT lubrication increased the machining time. This is due to the thick and viscous nature of the MWCNT as compared to the mineral oil.
- Higher cutting speeds produced continuous chips, while lower and medium cutting speeds produced discontinuous chips.
- It can also be confirmed by the deformed 3D simulation software that the turning parameters have significant effects on the turning process, such as the depth of cut and the feed rate. From the deform 3D analysis, it can also be seen that the vibration analysis is high with a cutting speed of 870 rpm when compared with the 1400 rpm cutting speed.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Okokpujie, I.P.; Ikumapayi, O.; Okonkwo, U.C.; Salawu, E.Y.; Afolalu, S.A.; Dirisu, J.; Nwoke, O.N.; Ajayi, O. Experimental and Mathematical Modeling for Prediction of Tool Wear on the Machining of Aluminium 6061 Alloy by High Speed Steel Tools. Open Eng. 2017, 7, 461–469. [Google Scholar] [CrossRef]
- Aslantas, K.; Danish, M.; Hasçelik, A.; Mia, M.; Gupta, M.; Ginta, T.; Ijaz, H. Investigations on Surface Roughness and Tool Wear Characteristics in Micro-Turning of Ti-6Al-4V Alloy. Materials 2020, 13, 2998. [Google Scholar] [CrossRef] [PubMed]
- Anand, R.; Raina, A.; Haq, M.I.U.; Mir, M.J.; Gulzar, O.; Wani, M.F. Synergism of TiO2 and Graphene as Nano-Additives in Bio-Based Cutting Fluid—An Experimental Investigation. Tribol. Trans. 2021, 64, 350–366. [Google Scholar] [CrossRef]
- Aslan, A. Optimization and analysis of process parameters for flank wear, cutting forces and vibration in turning of AISI 5140: A comprehensive study. Measurement 2020, 163, 107959. [Google Scholar] [CrossRef]
- Sarıkaya, M.; Şirin, S.; Yıldırım, V.; Kıvak, T.; Gupta, M.K. Performance evaluation of whisker-reinforced ceramic tools under nano-sized solid lubricants assisted MQL turning of Co-based Haynes 25 superalloy. Ceram. Int. 2021, 47, 15542–15560. [Google Scholar] [CrossRef]
- Rapeti, P.; Pasam, V.K.; Gurram, K.M.R.; Revuru, R.S. Performance evaluation of vegetable oil based nano cutting fluids in machining using grey relational analysis-A step towards sustainable manufacturing. J. Clean. Prod. 2018, 172, 2862–2875. [Google Scholar] [CrossRef]
- Jamil, M.; He, N.; Li, L.; Khan, A.M. Clean manufacturing of Ti-6Al-4V under CO2-snow and hybrid nanofluids. Procedia Manuf. 2020, 48, 131–140. [Google Scholar] [CrossRef]
- Venkatesan, K.; Mathew, A.T.; Devendiran, S.; Ghazaly, N.M.; Sanjith, S.; Raghul, R. Machinability study and multi-response optimization of cutting force, Surface roughness and tool wear on CNC turned Inconel 617 superalloy using Al2O3 Nanofluids in Coconut oil. Procedia Manuf. 2019, 30, 396–403. [Google Scholar] [CrossRef]
- Sharma, A.K.; Tiwari, A.K.; Dixit, A.R.; Singh, R.K.; Singh, M. Novel uses of alumina/graphene hybrid nanoparticle additives for improved tribological properties of lubricant in turning operation. Tribol. Int. 2018, 119, 99–111. [Google Scholar] [CrossRef]
- Kursuncu, B.; Yaras, A. Assessment of the effect of borax and boric acid additives in cutting fluids on milling of AISI O2 using MQL system. Int. J. Adv. Manuf. Technol. 2017, 95, 2005–2013. [Google Scholar] [CrossRef]
- Zhou, C.; Guo, X.; Zhang, K.; Cheng, L.; Wu, Y. The coupling effect of micro-groove textures and nanofluids on cutting performance of uncoated cemented carbide tools in milling Ti-6Al-4V. J. Mater. Process. Technol. 2019, 271, 36–45. [Google Scholar] [CrossRef]
- Peña-Parás, L.; Rodríguez-Villalobos, M.; Maldonado-Cortés, D.; Guajardo, M.; Rico-Medina, C.S.; Elizondo, G.; Quintanilla, D.I. Study of hybrid nanofluids of TiO2 and montmorillonite clay nanoparticles for milling of AISI 4340 steel. Wear 2021, 477, 203805. [Google Scholar] [CrossRef]
- Günan, F.; Kıvak, T.; Yıldırım, V.; Sarıkaya, M. Performance evaluation of MQL with AL2O3 mixed nanofluids prepared at different concentrations in milling of Hastelloy C276 alloy. J. Mater. Res. Technol. 2020, 9, 10386–10400. [Google Scholar] [CrossRef]
- Hegab, H.; Darras, B.; Kishawy, H. Sustainability Assessment of Machining with Nano-Cutting Fluids. Procedia Manuf. 2018, 26, 245–254. [Google Scholar] [CrossRef]
- Barewar, S.D.; Kotwani, A.; Chougule, S.S.; Unune, D.R. Investigating a novel Ag/ZnO based hybrid nanofluid for sustainable machining of inconel 718 under nanofluid based minimum quantity lubrication. J. Manuf. Process. 2021, 66, 313–324. [Google Scholar] [CrossRef]
- Shi, Z.; Li, X.; Duan, N.; Yang, Q. Evaluation of tool wear and cutting performance considering effects of dynamic nodes movement based on FEM simulation. Chin. J. Aeronaut. 2020, 34, 140–152. [Google Scholar] [CrossRef]
- Koopaie, M.; Kolahdouz, S.; Kolahdouz, E. Comparison of wear and temperature of zirconia and tungsten carbide tools in drilling bone: In vitro and finite element analysis. Br. J. Oral Maxillofac. Surg. 2019, 57, 557–565. [Google Scholar] [CrossRef] [PubMed]
- Gao, Y.; Ko, J.H.; Lee, H.P. Meso-scale tool breakage prediction based on finite element stress analysis for shoulder milling of hardened steel. J. Manuf. Process. 2020, 55, 31–40. [Google Scholar] [CrossRef]
- Yıldız, A.; Kurt, A.; Yağmur, S. Finite element simulation of drilling operation and theoretical analysis of drill stresses with the deform-3D. Simul. Model. Pr. Theory 2020, 104, 102153. [Google Scholar] [CrossRef]
- Paturi, U.M.R.; Methuku, S.; Siripragada, S.S.; Sangishetty, Y.; Gunda, R.K. Finite element simulations of machinability parameters in turning of Inconel 718. Mater. Today: Proc. 2020, 38, 2658–2663. [Google Scholar] [CrossRef]
- Watmon, T.B.; Xiao, D.; Peter, O.O. Finite element analysis of orthogonal metal machining. Int. J. Sci. Res. Inn. Tech. 2016, 3, 46–55. Available online: http://hdl.handle.net/20.500.12283/818 (accessed on 25 October 2022).
- Şap, E.; Usca, U.A.; Gupta, M.K.; Kuntoğlu, M. Tool wear and machinability investigations in dry turning of Cu/Mo-SiCp hybrid composites. Int. J. Adv. Manuf. Technol. 2021, 114, 379–396. [Google Scholar] [CrossRef]
- Usca, A.; Uzun, M.; Kuntoğlu, M.; Sap, E.; Gupta, M.K. Investigations on tool wear, surface roughness, cutting temperature, and chip formation in machining of Cu-B-CrC composites. Int. J. Adv. Manuf. Technol. 2021, 116, 3011–3025. [Google Scholar] [CrossRef]
- Okokpujie, I.P.; Bolu, C.A.; Ohunakin, O.S.; Akinlabi, E.T. Experimental Study of the Effect of TiN–Zn Coated High-Speed Steel Cutting Tool on Surface Morphology of AL1060 Alloy During Machining Operation. In Trends in Manufacturing and Engineering Management; Springer: Singapore, 2020; pp. 637–647. [Google Scholar] [CrossRef]
- Yılmaz, B.; Karabulut, Ş.; Güllü, A. A review of the chip breaking methods for continuous chips in turning. J. Manuf. Process. 2019, 49, 50–69. [Google Scholar] [CrossRef]
- Okokpujie, I.; Ohunakin, O.; Bolu, C.; Okokpujie, K. Experimental data-set for prediction of tool wear during turning of Al-1061 alloy by high speed steel cutting tools. Data Brief 2018, 18, 1196–1203. [Google Scholar] [CrossRef]
- Okokpujie, I.P.; Tartibu, L.K. Experimental analysis of cutting force during machining difficult to cut materials under dry, mineral oil, and TiO2 nano-lubricant. J. Meas. Eng. 2021, 9, 218–230. [Google Scholar] [CrossRef]
- Siddaligaprasad, T.; Shivashankar, H.; Chandrashekharaiah, T.; Ganiger, B. Optimization of machining conditions with D type cutting tools using Taguchi technique. Mater. Today Proc. 2021, 52, 2087–2094. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Specifications |
|---|---|
| Lathe machine | WARCO GH–1640ZX gear head precision Spindle speed range: 85–1800 (rpm) |
| Lathe Chuck Jaws (4-Jaw Chuck) |
|
| Cutting Tool Insert | High-speed steel (HSS) |
| Chemical composition | 18% tungsten, 4% chromium, 1% vanadium, and only 0.5–0.8% carbon the balance is iron |
| Dino-lite digital microscope | AM3111 0.3MP Digital USB Microscope 10–50 X~230 X |
| Materials | Fe | Si | Mn | Cu | Zn | Mg | Pb | Sn | Al |
|---|---|---|---|---|---|---|---|---|---|
| Percentage (%) | 1.27 | 2.448 | 0.108 | 0.434 | 0.492 | 1.2 | 0.112 | 0.073 | 93.87 |
| Spindle Speed (rpm) | Feed Rate (mm/rev) | Depth of Cut (mm) | Passes for the Simulation |
|---|---|---|---|
| 870 | 2 | 1 | 1st Pass |
| 870 | 4 | 2 | |
| 870 | 6 | 3 | |
| 1400 | 2 | 2 | 2th Pass |
| 1400 | 4 | 3 | |
| 1400 | 6 | 1 | |
| 1800 | 2 | 3 | 3rd Pass |
| 1800 | 4 | 1 | |
| 1800 | 6 | 2 |
| Cutting Speed (rpm) | Feed Rate (mm/rev) | Depth of Cut (mm) | Mineral Oil Average Flank Tool Wear (mm) | MWCNTS Average Flank Tool Wear (mm) | Mineral Oil Machining Time (s) | MWCNTS Machining Time (min/s) |
|---|---|---|---|---|---|---|
| 870 | 2 | 1 | 0.534 | 0.462 | 94 | 92 |
| 870 | 4 | 2 | 0.573 | 0.558 | 81 | 87 |
| 870 | 6 | 3 | 0.665 | 0.619 | 73 | 74 |
| 1400 | 2 | 2 | 0.809 | 0.644 | 59 | 60 |
| 1400 | 4 | 3 | 0.809 | 0.79 | 51 | 52 |
| 1400 | 6 | 1 | 0.799 | 0.481 | 46 | 47 |
| 1800 | 2 | 3 | 1.193 | 0.888 | 44 | 45 |
| 1800 | 4 | 1 | 0.73 | 0.673 | 40 | 40 |
| 1800 | 6 | 2 | 0.754 | 0.857 | 36 | 36 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Okokpujie, I.P.; Chima, P.C.; Tartibu, L.K. Experimental and 3D-Deform Finite Element Analysis on Tool Wear during Turning of Al-Si-Mg Alloy. Lubricants 2022, 10, 341. https://doi.org/10.3390/lubricants10120341
Okokpujie IP, Chima PC, Tartibu LK. Experimental and 3D-Deform Finite Element Analysis on Tool Wear during Turning of Al-Si-Mg Alloy. Lubricants. 2022; 10(12):341. https://doi.org/10.3390/lubricants10120341
Chicago/Turabian StyleOkokpujie, Imhade P., Prince C. Chima, and Lagouge K. Tartibu. 2022. "Experimental and 3D-Deform Finite Element Analysis on Tool Wear during Turning of Al-Si-Mg Alloy" Lubricants 10, no. 12: 341. https://doi.org/10.3390/lubricants10120341
APA StyleOkokpujie, I. P., Chima, P. C., & Tartibu, L. K. (2022). Experimental and 3D-Deform Finite Element Analysis on Tool Wear during Turning of Al-Si-Mg Alloy. Lubricants, 10(12), 341. https://doi.org/10.3390/lubricants10120341