Evaluation of the Role of Dry and MQL Regimes on Machining and Sustainability Index of Strenx 900 Steel



Abstract
1. Introduction
2. Materials and Methods
2.1. Workpiece and Cutting Tool Material
2.2. Experiments and Machine Tool
2.3. Setup of Cooling and Lubricating Facilities
2.4. Machining Indicators
3. Results
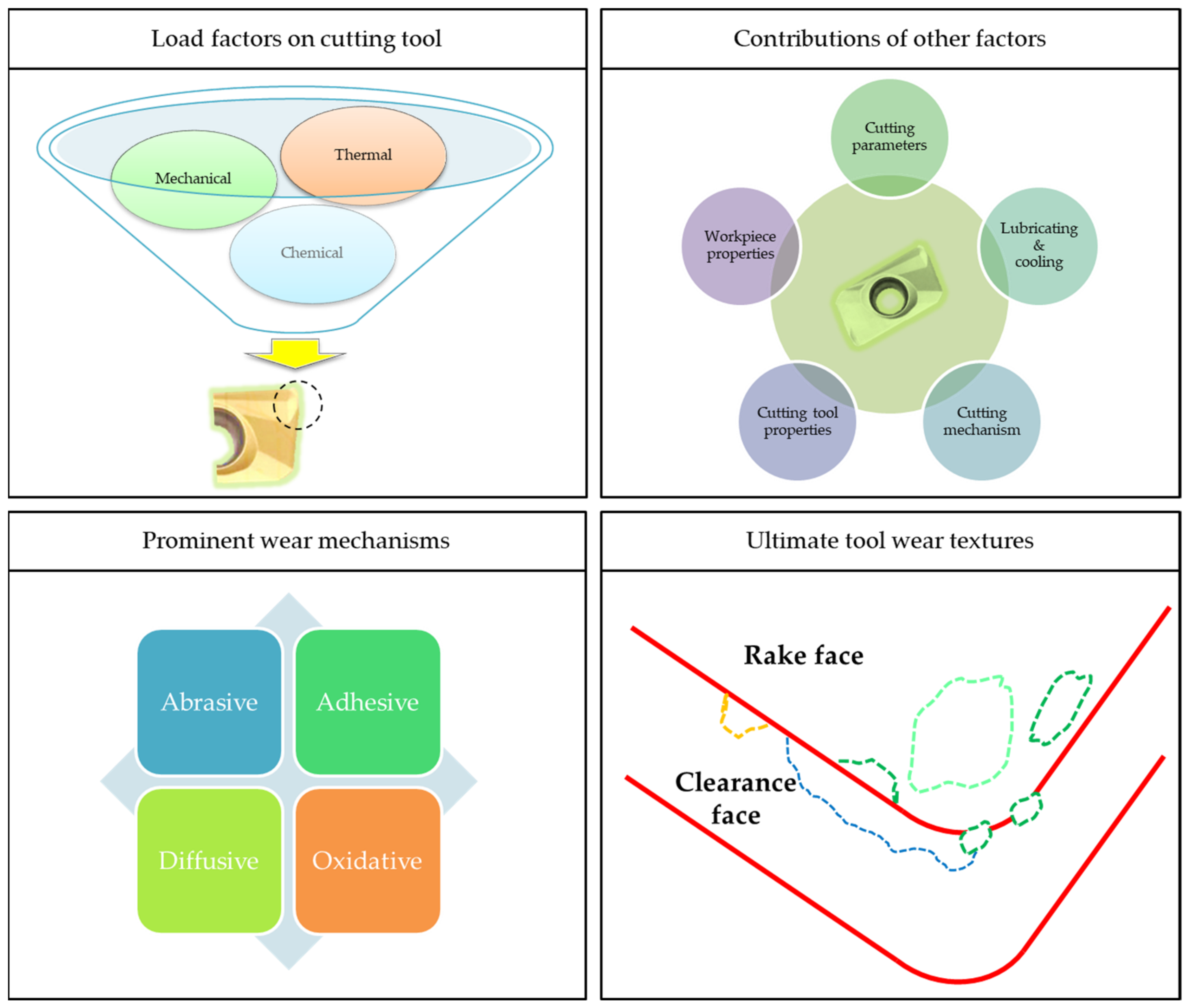
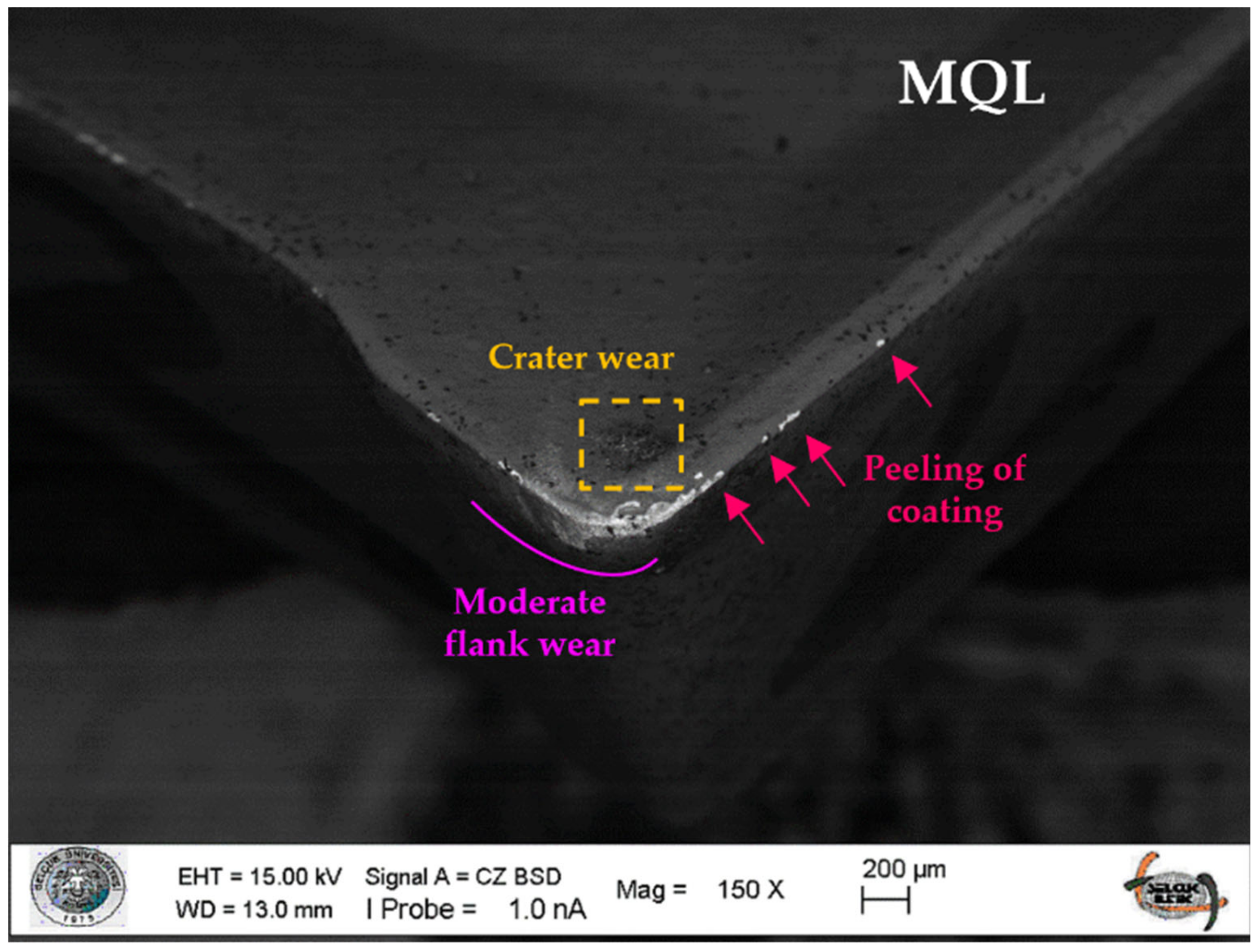
3.1. Wear Mechanisms and Discussion of Cutting Tool Wear
3.2. Discussion of Surface Roughness and Topographies
3.3. Discussion of Cutting Temperatures
3.4. Discussion of Cutting Energy
3.5. Sustainability Assessment
4. Conclusions
- The pressurized oil agents of MQL provided better cutting tool conditions by protecting it from excessive damage. Peeling, crater wear, and flank wear were observed during milling under both cutting mediums. It was seen that MQL assistance was able to reduce the effect of all these wear types when compared to dry media during the milling of Strenx 900 steel.
- Seemingly, the temperature on the cutting tool can be decreased by about 12–14% with the usage of the MQL method after trials of dry cutting. This is an important outcome for further investigation of the reduced thermal effects while machining structural materials.
- As a considerable unit of sustainability, energy consumption of manufacturing energy is covered by the machining industry. The impact of superior oil spraying ability makes the MQL strategy an important tool for reducing cutting forces and indirectly the cutting power and energy (up to 28%) compared to dry medium in milling of Strenx 900 steel.
- The high pressurized impact of the MQL method helps to easy penetration of oil particles into the chip-tool interface improving the tribological mechanism. Therefore, a significant reduction in flank wear (94%) was reached by near-dry machining compared with dry cutting.
- Average surface roughness is a critical outcome of machining operations reflecting the end product quality. When compared to a dry medium, a lubricating environment of the MQL method successfully reduces the surface roughness values which makes an improvement on the surface quality of about 28–35%.
- From a sustainability perspective, clean + disposal, capital cost, coolant cost, tool wear, surface quality, temperature, tool life, operator health, energy consumption, and extra time consumption were considered for the performance evaluation of different cutting mediums. Therefore, the total desirability of MQL and dry environments was found as +5 and +5, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Srikanth, M.; Asmatulu, R. Nanotechnology safety in the construction and infrastructure industries. In Nanotechnology Safety; Elsevier: Amsterdam, The Netherlands, 2013; pp. 99–113. [Google Scholar]
- Binali, R.; Yaldiz, S.; Neşeli, S. S960QL yapi çeliğinin işlenebilirliğinin sonlu elemanlar yöntemi ile incelenmesi. Avrupa Bilim Teknol. Derg. 2021, 31, 85–91. [Google Scholar]
- Jonsson, T.; Narström, T.; Barsoum, Z. Fatigue and ultimate strength assessment of post weld treated strenx® 1100 plus butt welds. Procedia Struct. Integr. 2022, 38, 411–417. [Google Scholar] [CrossRef]
- Marichamy, S.; Maniraj, S.; Thanigaivelan, R.; Kumaravel, S.; Babu, K.V.; Mallesham, P. Enhancement of material removal rate in EDM process using silicon carbide based strenx 900 steel. Mater. Today Proc. 2021, 45, 780–782. [Google Scholar] [CrossRef]
- Schneider, C.; Ernst, W.; Schnitzer, R.; Staufer, H.; Vallant, R.; Enzinger, N. Welding of S960MC with undermatching filler material. Weld. World 2018, 62, 801–809. [Google Scholar] [CrossRef]
- Khanafer, K.; Eltaggaz, A.; Deiab, I.; Agarwal, H.; Abdul-Latif, A. Toward sustainable micro-drilling of Inconel 718 superalloy using MQL-Nanofluid. Int. J. Adv. Manuf. Technol. 2020, 107, 3459–3469. [Google Scholar] [CrossRef]
- Tümer, M.; Schneider-Bröskamp, C.; Enzinger, N. Fusion welding of ultra-high strength structural steels—A review. J. Manuf. Process. 2022, 82, 203–229. [Google Scholar] [CrossRef]
- Majerík, J.; Barényi, I. Wear and tool life investigation of carbide inserts while hard machining of armox 500 steel. Manuf. Technol. 2018, 18, 273–278. [Google Scholar] [CrossRef]
- Kuntoğlu, M. Measurement and analysis of sustainable indicators in machining of ARMOX 500T armor steel. Proc. Inst. Mech. Eng. C J. Mech. Eng. Sci. 2022, 236, 09544062221079775. [Google Scholar] [CrossRef]
- Gitanjali, V.; Nithya, P.; Pandiarajan, P.; Dhruthi, N.; Raj, T.V.; Subbiah, R. Performance machinability through electrochemical grinding of strenx steel. Mater. Today Proc. 2021, 45, 2479–2481. [Google Scholar] [CrossRef]
- Raguraman, D.; Sakthivel, P.; Paramasivam, V.; Girisha, L.; Krishnamoorthy, S.; Alex, S.R.; Subbiah, R. Analyze the effect of abrasives in water jet Machining on strenx steel. Mater. Today Proc. 2022, 66, 1088–1092. [Google Scholar] [CrossRef]
- Gaitonde, V.N.; Karnik, S.R.; Maciel, C.H.A.; Rubio, J.C.C.; Abrão, A.M. Machinability evaluation in hard milling of AISI D2 steel. Mater. Res. 2016, 19, 360–369. [Google Scholar] [CrossRef]
- Maiyar, L.M.; Ramanujam, R.; Venkatesan, K.; Jerald, J. Optimization of machining parameters for end milling of Inconel 718 super alloy using Taguchi based grey relational analysis. Procedia Eng. 2013, 64, 1276–1282. [Google Scholar] [CrossRef]
- Ghani, J.A.; Choudhury, I.; Hassan, H. Application of Taguchi method in the optimization of end milling parameters. J. Mater. Process. Technol. 2004, 145, 84–92. [Google Scholar] [CrossRef]
- Krain, H.; Sharman, A.; Ridgway, K. Optimisation of tool life and productivity when end milling Inconel 718TM. J. Mater. Process. Technol. 2007, 189, 153–161. [Google Scholar] [CrossRef]
- Li, Y.; Zheng, G.; Zhang, X.; Cheng, X.; Yang, X.; Xu, R. Cutting force, tool wear and surface roughness in high-speed milling of high-strength steel with coated tools. J. Mech. Sci. Technol. 2019, 33, 5393–5398. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V. Experimental comparison of the performance of nanofluids, cryogenic and hybrid cooling in turning of Inconel 625. Tribol. Int. 2019, 137, 366–378. [Google Scholar] [CrossRef]
- Khanna, N.; Agrawal, C.; Pimenov, D.Y.; Singla, A.K.; Machado, A.R.; da Silva, L.R.R.; Gupta, M.K.; Sarikaya, M.; Krolczyk, G.M. Review on design and development of cryogenic machining setups for heat resistant alloys and composites. J. Manuf. Process. 2021, 68, 398–422. [Google Scholar] [CrossRef]
- Salur, E.; Aslan, A.; Kuntoglu, M.; Gunes, A.; Sahin, O.S. Experimental study and analysis of machinability characteristics of metal matrix composites during drilling. Compos. B Eng. 2019, 166, 401–413. [Google Scholar] [CrossRef]
- Salur, E.; Kuntoğlu, M.; Aslan, A.; Pimenov, D.Y. The effects of MQL and dry environments on tool wear, cutting temperature, and power consumption during end milling of AISI 1040 steel. Metals 2021, 11, 1674. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Aslan, A.; Pimenov, D.Y.; Usca, Ü.A.; Salur, E.; Gupta, M.K.; Mikolajczyk, T.; Giasin, K.; Kapłonek, W.; Sharma, S. A review of indirect tool condition monitoring systems and decision-making methods in turning: Critical analysis and trends. Sensors 2020, 21, 108. [Google Scholar] [CrossRef]
- Umbrello, D.; Micari, F.; Jawahir, I. The effects of cryogenic cooling on surface integrity in hard machining: A comparison with dry machining. CIRP Ann. 2012, 61, 103–106. [Google Scholar] [CrossRef]
- Tönshoff, H.; Arendt, C.; Amor, R.B. Cutting of hardened steel. CIRP Ann. 2000, 49, 547–566. [Google Scholar] [CrossRef]
- Brinksmeier, E.; Walter, A.; Janssen, R.; Diersen, P. Aspects of cooling lubrication reduction in machining advanced materials. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 1999, 213, 769–778. [Google Scholar] [CrossRef]
- Aslan, A.; Salur, E. Applications of nanofluids in minimum quantity lubrication machining: A review. In Nanomaterials in Manufacturing Processes; CRC Press: Boca Raton, FL, USA, 2022; pp. 53–84. [Google Scholar]
- Sreejith, P.; Ngoi, B. Dry machining: Machining of the future. J. Mater. Process. Technol. 2000, 101, 287–291. [Google Scholar] [CrossRef]
- Goindi, G.S.; Sarkar, P. Dry machining: A step towards sustainable machining–Challenges and future directions. J. Clean. Prod. 2017, 165, 1557–1571. [Google Scholar] [CrossRef]
- Klocke, F.; Gierlings, S.; Brockmann, M.; Veselovac, D. Influence of temperature on surface integrity for typical machining processes in aero engine manufacture. Procedia Eng. 2011, 19, 203–208. [Google Scholar] [CrossRef]
- Pimenov, D.Y.; Mia, M.; Gupta, M.K.; Machado, Á.R.; Pintaude, G.; Unune, D.R.; Khanna, N.; Khan, A.M.; Tomaz, Í.; Wojciechowski, S. Resource saving by optimization and machining environments for sustainable manufacturing: A review and future prospects. Renew. Sustain. Energy Rev. 2022, 166, 112660. [Google Scholar] [CrossRef]
- Awale, A.S.; Vashista, M.; Yusufzai, M.Z.K. Multi-objective optimization of MQL mist parameters for eco-friendly grinding. J. Manuf. Process. 2020, 56, 75–86. [Google Scholar] [CrossRef]
- Mia, M. Mathematical modeling and optimization of MQL assisted end milling characteristics based on RSM and Taguchi method. Measurement 2018, 121, 249–260. [Google Scholar] [CrossRef]
- Viswanathan, R.; Ramesh, S.; Subburam, V. Measurement and optimization of performance characteristics in turning of Mg alloy under dry and MQL conditions. Measurement 2018, 120, 107–113. [Google Scholar] [CrossRef]
- Mia, M.; Bashir, M.A.; Khan, M.A.; Dhar, N.R. Optimization of MQL flow rate for minimum cutting force and surface roughness in end milling of hardened steel (HRC 40). Int. J. Adv. Manuf. Technol. 2017, 89, 675–690. [Google Scholar] [CrossRef]
- Singh, G.; Gupta, M.K.; Mia, M.; Sharma, V.S. Modeling and optimization of tool wear in MQL-assisted milling of Inconel 718 superalloy using evolutionary techniques. Int. J. Adv. Manuf. Technol. 2018, 97, 481–494. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V.; Sarıkaya, M.; Kıvak, T.; Şirin, Ş. The effect of addition of hBN nanoparticles to nanofluid-MQL on tool wear patterns, tool life, roughness and temperature in turning of Ni-based Inconel 625. Tribol. Int. 2019, 134, 443–456. [Google Scholar] [CrossRef]
- Gupta, M.K.; Mia, M.; Jamil, M.; Singh, R.; Singla, A.K.; Song, Q.; Liu, Z.; Khan, A.M.; Rahman, M.A.; Sarikaya, M. Machinability investigations of hardened steel with biodegradable oil-based MQL spray system. Int. J. Adv. Manuf. Technol. 2020, 108, 735–748. [Google Scholar] [CrossRef]
- Virdi, R.L.; Chatha, S.S.; Singh, H. Machining performance of Inconel-718 alloy under the influence of nanoparticles based minimum quantity lubrication grinding. J. Manuf. Process. 2020, 59, 355–365. [Google Scholar] [CrossRef]
- Gupta, M.; Singh, G.; Sood, P. Modelling and optimization of tool wear in machining of EN24 steel using taguchi approach. J. Inst. Eng. (India): Ser. C 2015, 96, 269–277. [Google Scholar] [CrossRef]
- Gupta, K.; Laubscher, R.F. Sustainable machining of titanium alloys: A critical review. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2017, 231, 2543–2560. [Google Scholar] [CrossRef]
- Korkmaz, M.E.; Gupta, M.K.; Li, Z.; Krolczyk, G.M.; Kuntoğlu, M.; Binali, R.; Yaşar, N.; Pimenov, D.Y. Indirect monitoring of machining characteristics via advanced sensor systems: A critical review. Int. J. Adv. Manuf. Technol. 2022, 120, 7043–7078. [Google Scholar] [CrossRef]
- Li, G.; Yi, S.; Li, N.; Pan, W.; Wen, C.; Ding, S. Quantitative analysis of cooling and lubricating effects of graphene oxide nanofluids in machining titanium alloy Ti6Al4V. J. Mater. Process. Technol. 2019, 271, 584–598. [Google Scholar] [CrossRef]
- Guan, J.; Gao, C.; Xu, Z.; Yang, L.; Huang, S. Lubrication Mechanisms of a Nanocutting Fluid with Carbon Nanotubes and Sulfurized Isobutylene (CNTs@ T321) Composites as Additives. Lubricants 2022, 10, 189. [Google Scholar] [CrossRef]
- Emmanuel, O.A.; Kessington, O.O.; Mudiakeoghene, O.-j. Biodegradation of vegetable oils: A review. Sci. Res. Essays 2009, 4, 543–548. [Google Scholar]
- Baldin, V.; da Silva, L.R.R.; Gelamo, R.V.; Iglesias, A.B.; da Silva, R.B.; Khanna, N.; Rocha Machado, A. Influence of graphene nanosheets on Thermo-physical and tribological properties of sustainable cutting fluids for MQL application in machining processes. Lubricants 2022, 10, 193. [Google Scholar] [CrossRef]
- Aslan, A. Optimization and analysis of process parameters for flank wear, cutting forces and vibration in turning of AISI 5140: A comprehensive study. Measurement 2020, 163, 107959. [Google Scholar] [CrossRef]
- Şap, E.; Usca, U.A.; Gupta, M.K.; Kuntoğlu, M. Tool wear and machinability investigations in dry turning of Cu/Mo-SiCp hybrid composites. Int. J. Adv. Manuf. Technol. 2021, 114, 379–396. [Google Scholar] [CrossRef]
- Şap, S.; Uzun, M.; Usca, Ü.A.; Pimenov, D.Y.; Giasin, K.; Wojciechowski, S. Investigation of machinability of Ti–B-SiCp reinforced Cu hybrid composites in dry turning. J. Mater. Res. Technol. 2022, 18, 1474–1487. [Google Scholar] [CrossRef]
- Yildiz, Y.; Nalbant, M. A review of cryogenic cooling in machining processes. Int. J. Mach. Tools Manuf. 2008, 48, 947–964. [Google Scholar] [CrossRef]
- Liu, F.; Su, B.; Zhang, G.; Ren, J.; Zhang, W. Development of a cryogenic tester with air bearing to test sliding-rolling contact friction. Lubricants 2022, 10, 119. [Google Scholar] [CrossRef]
- Available online: https://www.ssab.com/api/sitecore/Datasheet/GetDocument?productId=8D731736F9C84BEF86C6486D4BA75905&language=enSsab (accessed on 1 October 2022).
- Şap, E.; Usca, Ü.A.; Uzun, M. Machining and optimization of reinforced copper composites using different cooling-lubrication conditions. J. Braz. Soc. Mech. Sci. Eng. 2022, 44, 399. [Google Scholar] [CrossRef]
- Şap, S.; Usca, Ü.A.; Uzun, M.; Kuntoğlu, M.; Salur, E.; Pimenov, D.Y. Investigation of the effects of cooling and lubricating strategies on tribological characteristics in machining of hybrid composites. Lubricants 2022, 10, 63. [Google Scholar] [CrossRef]
- Kuntoglu, M. Machining induced tribological investigations in sustainable milling of Hardox 500 steel: A new approach of measurement science. Measurement 2022, 201, 111715. [Google Scholar] [CrossRef]
- Şap, S.; Usca, Ü.A.; Uzun, M.; Kuntoğlu, M.; Salur, E. Performance evaluation of AlTiN coated carbide tools during machining of ceramic reinforced Cu-based hybrid composites under cryogenic, pure-minimum quantity lubrication and dry regimes. J. Compos. Mater. 2022, 56, 3401–3421. [Google Scholar] [CrossRef]
- Binali, R.; Kuntoğlu, M.; Pimenov, D.Y.; Usca, Ü.A.; Gupta, M.K.; Korkmaz, M.E. Advance monitoring of hole machining operations via intelligent measurement systems: A critical review and future trends. Measurement 2022, 201, 111757. [Google Scholar] [CrossRef]
- Zeng, H.; Yan, R.; Du, P.; Zhang, M.; Peng, F. Notch wear prediction model in high speed milling of AerMet100 steel with bull-nose tool considering the influence of stress concentration. Wear 2018, 408, 228–237. [Google Scholar] [CrossRef]
- Özbek, N.A.; Çiçek, A.; Gülesin, M.; Özbek, O. Investigation of the effects of cryogenic treatment applied at different holding times to cemented carbide inserts on tool wear. Int. J. Mach. Tools Manuf. 2014, 86, 34–43. [Google Scholar] [CrossRef]
- Danish, M.; Gupta, M.K.; Rubaiee, S.; Ahmed, A.; Korkmaz, M.E. Influence of hybrid Cryo-MQL lubri-cooling strategy on the machining and tribological characteristics of Inconel 718. Tribol. Int. 2021, 163, 107178. [Google Scholar] [CrossRef]
- Sharma, V.S.; Dogra, M.; Suri, N. Cooling techniques for improved productivity in turning. Int. J. Mach. Tools Manuf. 2009, 49, 435–453. [Google Scholar] [CrossRef]
- Usca, Ü.A.; Uzun, M.; Şap, S.; Giasin, K.; Pimenov, D.Y.; Prakash, C. Determination of machinability metrics of AISI 5140 steel for gear manufacturing using different cooling/lubrication conditions. J. Mater. Res. Technol. 2022, 21, 893–904. [Google Scholar] [CrossRef]
- Mia, M.; Gupta, M.K.; Lozano, J.A.; Carou, D.; Pimenov, D.Y.; Królczyk, G.; Khan, A.M.; Dhar, N.R. Multi-objective optimization and life cycle assessment of eco-friendly cryogenic N2 assisted turning of Ti-6Al-4V. J. Clean. Prod. 2019, 210, 121–133. [Google Scholar] [CrossRef]
- Mamedov, A.; Lazoglu, I. Thermal analysis of micro milling titanium alloy Ti–6Al–4V. J. Mater. Process. Technol. 2016, 229, 659–667. [Google Scholar] [CrossRef]
- Demirsöz, R.; Korkmaz, M.E.; Gupta, M.K. A novel use of hybrid Cryo-MQL system in improving the tribological characteristics of additively manufactured 316 stainless steel against 100 Cr6 alloy. Tribol. Int. 2022, 173, 107613. [Google Scholar] [CrossRef]
- Jang, D.-y.; Jung, J.; Seok, J. Modeling and parameter optimization for cutting energy reduction in MQL milling process. Int. J. Precis. Eng. Manuf. Green Technol. 2016, 3, 5–12. [Google Scholar] [CrossRef]
- Yin, Q.; Li, C.; Dong, L.; Bai, X.; Zhang, Y.; Yang, M.; Jia, D.; Li, R.; Liu, Z. Effects of physicochemical properties of different base oils on friction coefficient and surface roughness in MQL milling AISI 1045. Int. J. Precis. Eng. Manuf. Green Technol. 2021, 8, 1629–1647. [Google Scholar] [CrossRef]
- Wakabayashi, T.; Inasaki, I.; Suda, S.; Yokota, H. Tribological characteristics and cutting performance of lubricant esters for semi-dry machining. CIRP Ann. 2003, 52, 61–64. [Google Scholar] [CrossRef]
- Virdi, R.L.; Chatha, S.S.; Singh, H. Experimental investigations on the tribological and lubrication behaviour of minimum quantity lubrication technique in grinding of Inconel 718 alloy. Tribol. Int. 2021, 153, 106581. [Google Scholar] [CrossRef]
- Mohsan, A.U.; Liu, Z.; Padhy, G. A review on the progress towards improvement in surface integrity of Inconel 718 under high pressure and flood cooling conditions. Int. J. Adv. Manuf. Technol. 2017, 91, 107–125. [Google Scholar] [CrossRef]
- Gajrani, K.K. Assessment of cryo-MQL environment for machining of Ti-6Al-4V. J. Manuf. Process. 2020, 60, 494–502. [Google Scholar] [CrossRef]
- Binali, R.; Patange, A.D.; Kuntoğlu, M.; Mikolajczyk, T.; Salur, E. Energy Saving by Parametric Optimization and Advanced Lubri-Cooling Techniques in the Machining of Composites and Superalloys: A Systematic Review. Energies 2022, 15, 8313. [Google Scholar] [CrossRef]
- Muaz, M.; Choudhury, S.K. Experimental investigations and multi-objective optimization of MQL-assisted milling process for finishing of AISI 4340 steel. Measurement 2019, 138, 557–569. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V. Investigation of hard turning performance of eco-friendly cooling strategies: Cryogenic cooling and nanofluid based MQL. Tribol. Int. 2020, 144, 106127. [Google Scholar] [CrossRef]
- Sivalingam, V.; Zan, Z.; Sun, J.; Selvam, B.; Gupta, M.K.; Jamil, M.; Mia, M. Wear behaviour of whisker-reinforced ceramic tools in the turning of Inconel 718 assisted by an atomized spray of solid lubricants. Tribol. Int. 2020, 148, 106235. [Google Scholar] [CrossRef]
- Salur, E. Understandings the tribological mechanism of Inconel 718 alloy machined under different cooling/lubrication conditions. Tribol. Int. 2022, 174, 107677. [Google Scholar] [CrossRef]
- Sarıkaya, M.; Güllü, A. Taguchi design and response surface methodology based analysis of machining parameters in CNC turning under MQL. J. Clean. Prod. 2014, 65, 604–616. [Google Scholar] [CrossRef]
- Kar, B.C.; Panda, A.; Kumar, R.; Sahoo, A.K.; Mishra, R.R. Research trends in high speed milling of metal alloys: A short review. Mater. Today Proc. 2020, 26, 2657–2662. [Google Scholar] [CrossRef]
- Shokrani, A.; Al-Samarrai, I.; Newman, S.T. Hybrid cryogenic MQL for improving tool life in machining of Ti-6Al-4V titanium alloy. J. Manuf. Process. 2019, 43, 229–243. [Google Scholar] [CrossRef]
- Rahim, E.; Sasahara, H. A study of the effect of palm oil as MQL lubricant on high speed drilling of titanium alloys. Tribol. Int. 2011, 44, 309–317. [Google Scholar] [CrossRef]
- Jamil, M.; He, N.; Zhao, W.; Khan, A.M.; Gupta, M.K.; Meng, L. Tribological behavior of WC-6Co against Ti–6Al–4V alloy under novel cryogenic ethanol-ester oil dry-ice hybrid lubri-cooling. Tribol. Int. 2021, 156, 106812. [Google Scholar] [CrossRef]
- Duc, T.M.; Long, T.T.; Tuan, N.M. Performance investigation of MQL parameters using nano cutting fluids in hard milling. Fluids 2021, 6, 248. [Google Scholar] [CrossRef]
- Qin, S.; Li, Z.; Guo, G.; An, Q.; Chen, M.; Ming, W. Analysis of minimum quantity lubrication (MQL) for different coating tools during turning of TC11 titanium alloy. Materials 2016, 9, 804. [Google Scholar] [CrossRef]
- Manimaran, G.; Venkatasamy, R. Influence of cryogenic cooling on surface grinding of stainless steel 316. Cryogenics 2014, 59, 76–83. [Google Scholar] [CrossRef]
- Maruda, R.W.; Krolczyk, G.M.; Nieslony, P.; Wojciechowski, S.; Michalski, M.; Legutko, S. The influence of the cooling conditions on the cutting tool wear and the chip formation mechanism. J. Manuf. Process. 2016, 24, 107–115. [Google Scholar] [CrossRef]
- Binali, R.; Coşkun, M.; Neşeli, S. An investigation of power consumption in milling AISI P20 plastic mold steel by finite elements method. Avrupa Bilim Teknol. Derg. 2022, 34, 513–518. [Google Scholar] [CrossRef]
- Bayraktar, S. Dry cutting: A sustainable machining technology. In Sustainable Manufacturing; Elsevier: Amsterdam, The Netherlands, 2021; pp. 231–257. [Google Scholar]
- Ross, N.S.; Mia, M.; Anwar, S.; Manimaran, G.; Saleh, M.; Ahmad, S. A hybrid approach of cooling lubrication for sustainable and optimized machining of Ni-based industrial alloy. J. Clean. Prod. 2021, 321, 128987. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Machining Variables/Levels | Cutting Environment | Cutting Speed (m/min) | Feed Rate (mm/rev) |
|---|---|---|---|
| Level 1 | Dry | 100 | 0.15 |
| Level 2 | MQL | 150 | 0.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aslan, A.; Salur, E.; Kuntoğlu, M. Evaluation of the Role of Dry and MQL Regimes on Machining and Sustainability Index of Strenx 900 Steel. Lubricants 2022, 10, 301. https://doi.org/10.3390/lubricants10110301
Aslan A, Salur E, Kuntoğlu M. Evaluation of the Role of Dry and MQL Regimes on Machining and Sustainability Index of Strenx 900 Steel. Lubricants. 2022; 10(11):301. https://doi.org/10.3390/lubricants10110301
Chicago/Turabian StyleAslan, Abdullah, Emin Salur, and Mustafa Kuntoğlu. 2022. "Evaluation of the Role of Dry and MQL Regimes on Machining and Sustainability Index of Strenx 900 Steel" Lubricants 10, no. 11: 301. https://doi.org/10.3390/lubricants10110301
APA StyleAslan, A., Salur, E., & Kuntoğlu, M. (2022). Evaluation of the Role of Dry and MQL Regimes on Machining and Sustainability Index of Strenx 900 Steel. Lubricants, 10(11), 301. https://doi.org/10.3390/lubricants10110301