
Feeling Machine for Process Monitoring of Components with Stock Allowance

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
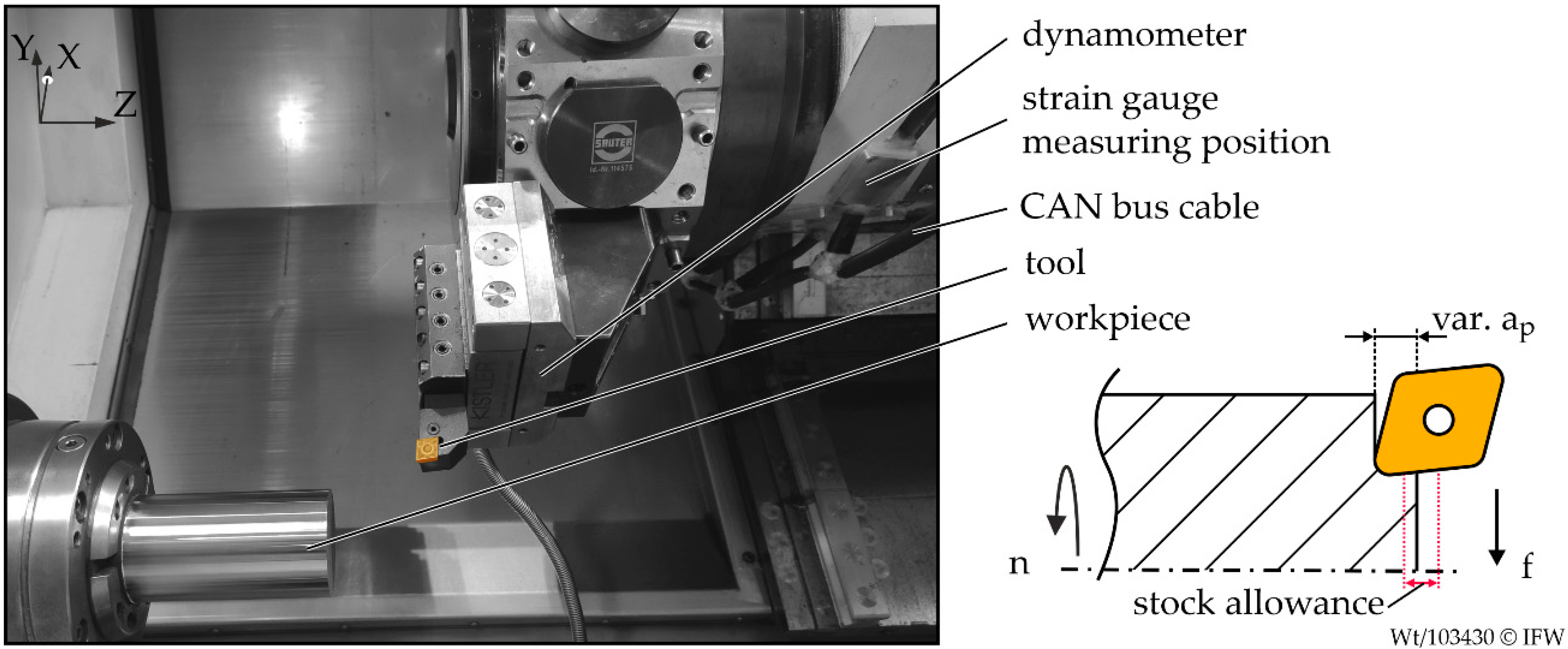
2.1. Machining and Data Acquisition
2.2. Monitoring Parameters
2.3. Monitoring Limits
3. Results and Discussion
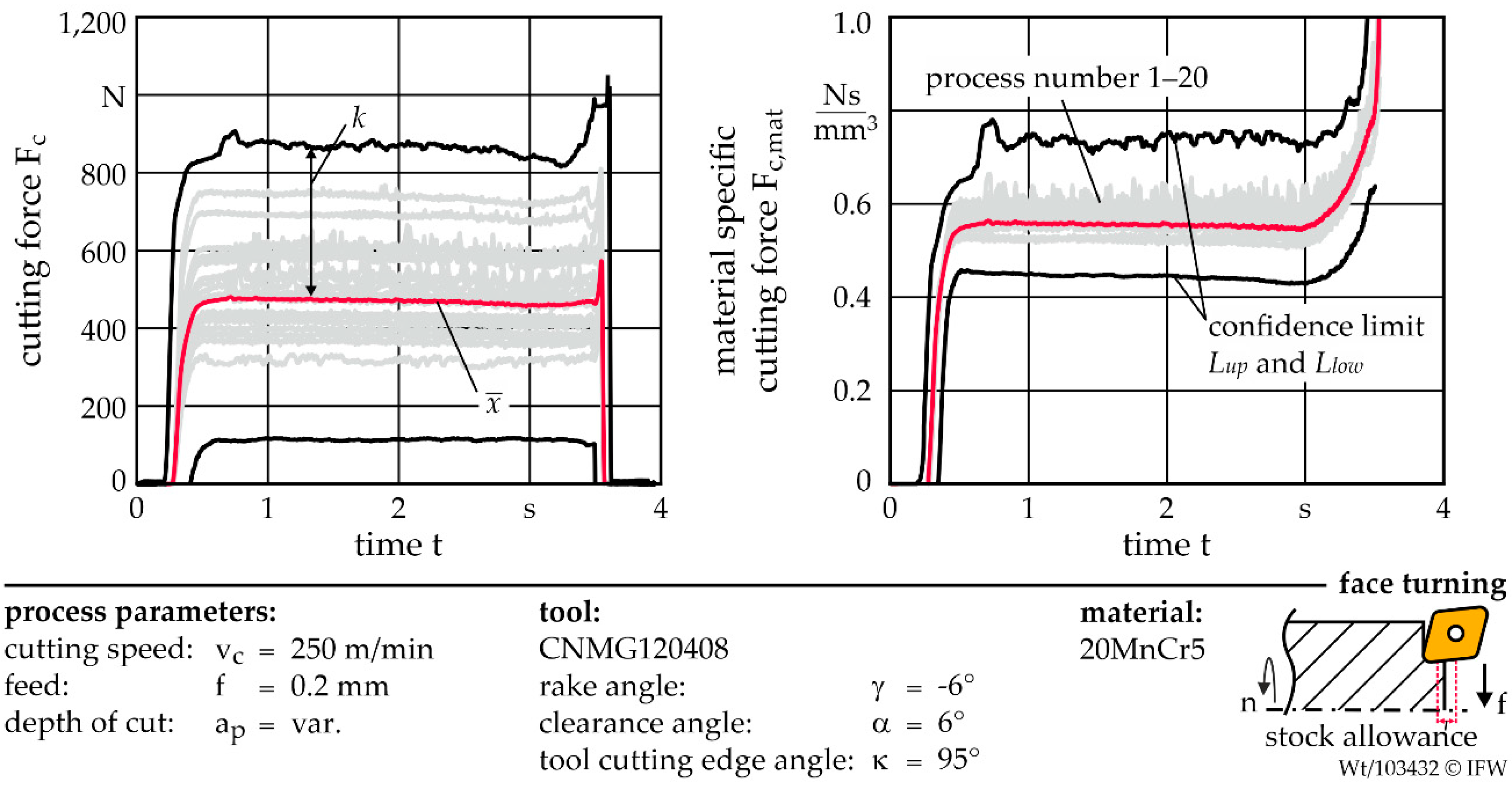
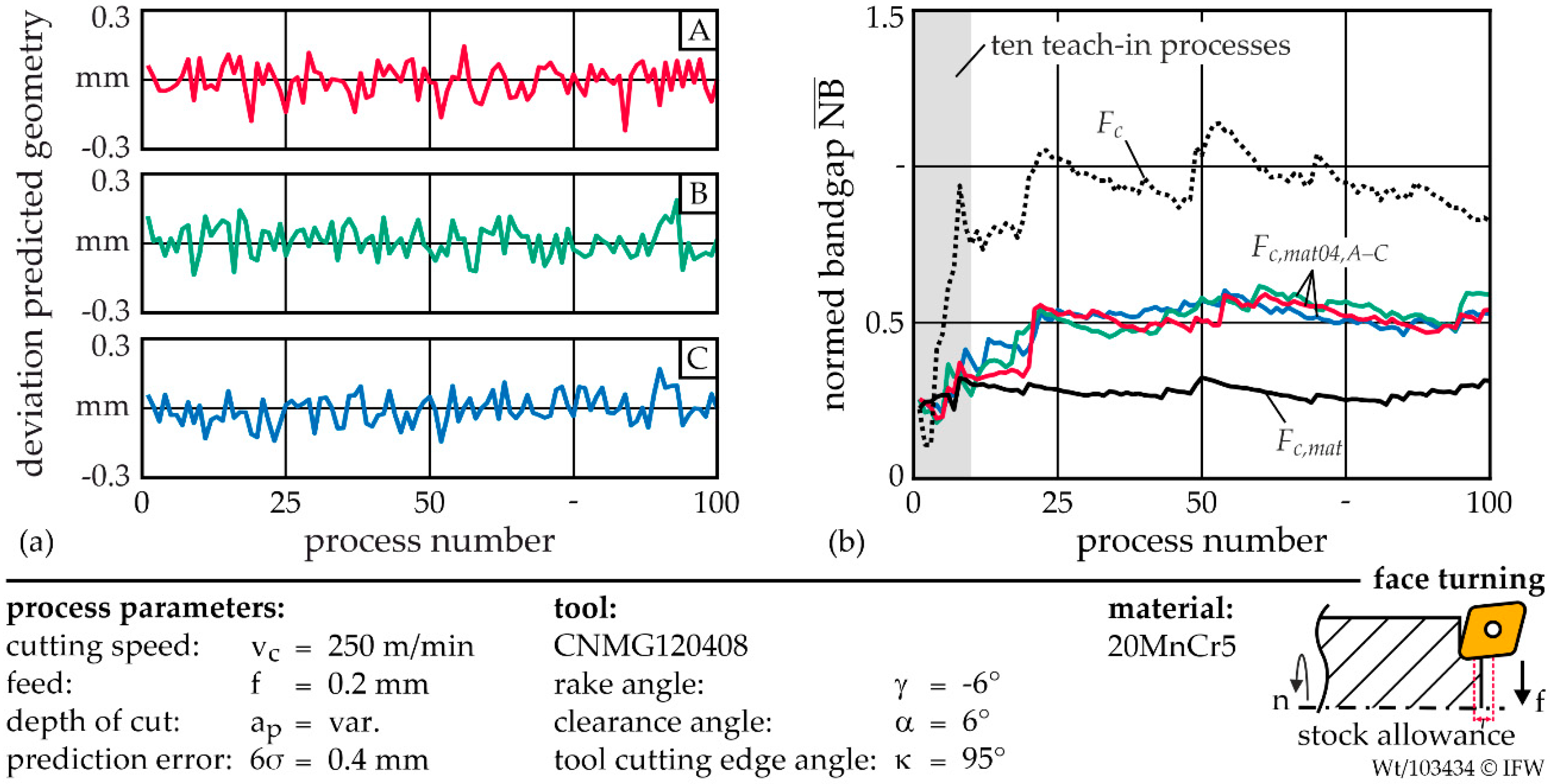
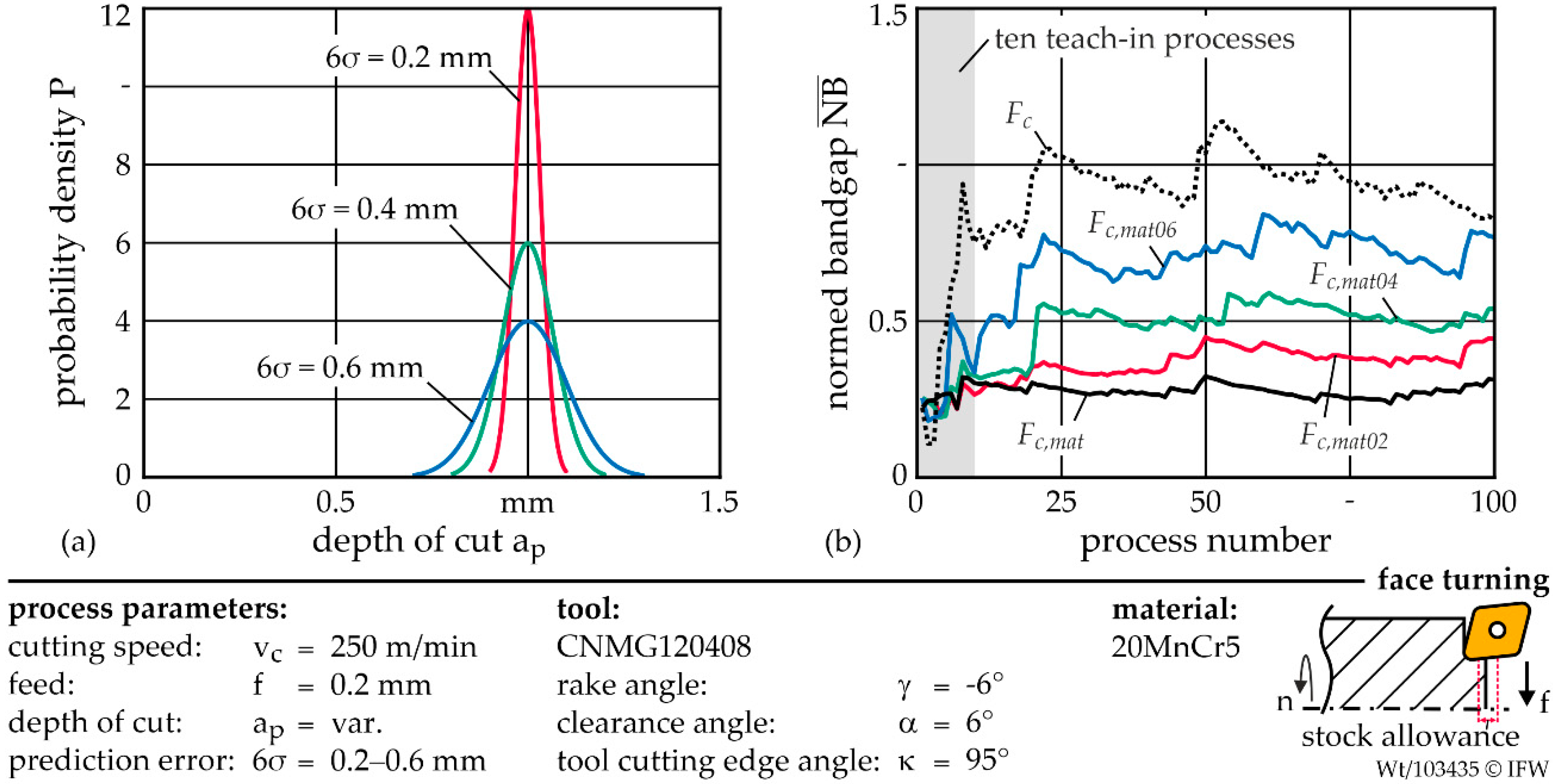
3.1. Investigation of the Material-Specific Cutting Force for Process Monitoring
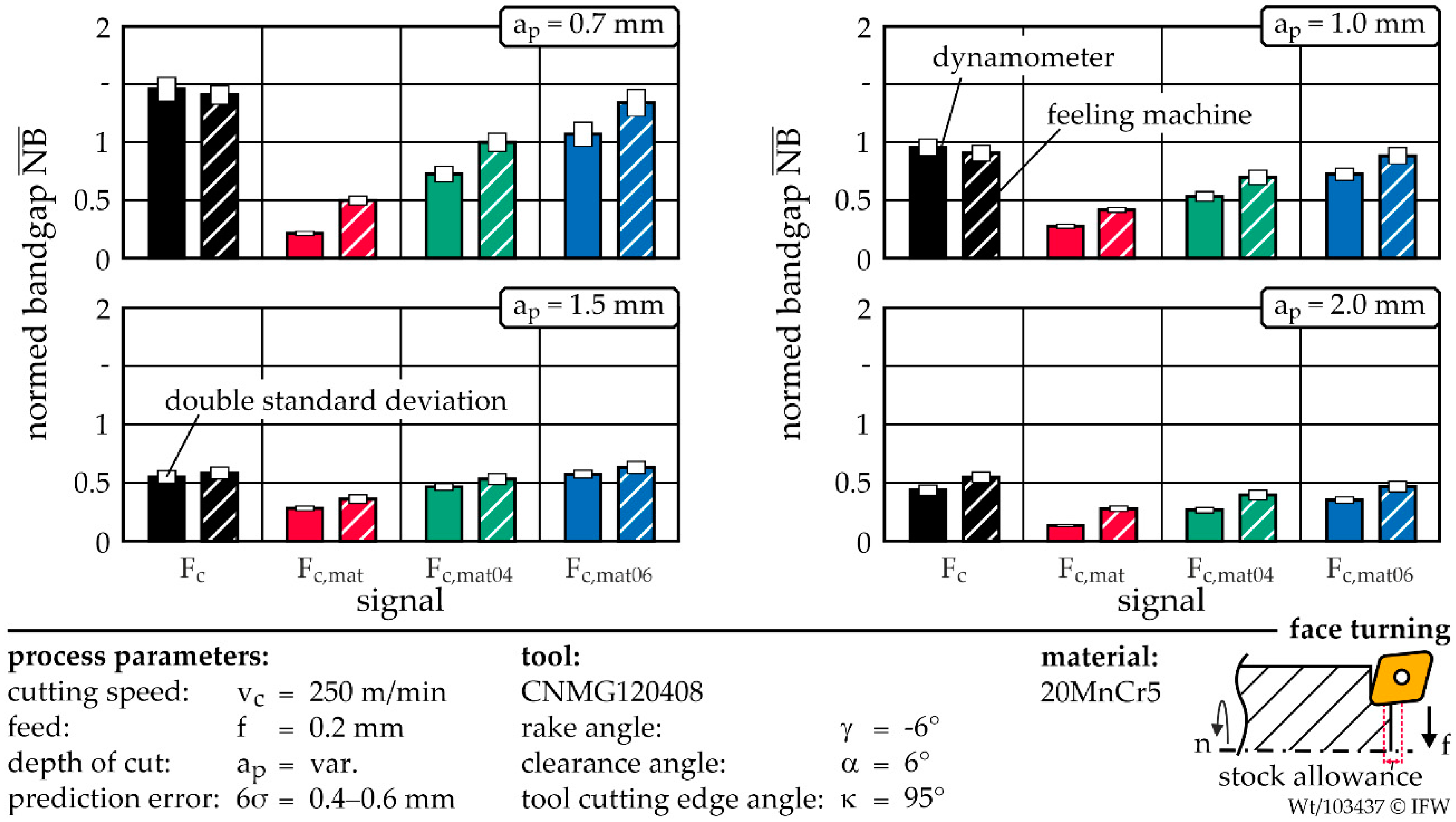
3.2. Comparison of Dynamometer and Feeling Machine
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Siddhpura, A.; Paurobally, R. A review of flank wear prediction methods for tool condition monitoring in a turning process. Int. J. Adv. Manuf. Technol. 2013, 65, 371–393. [Google Scholar] [CrossRef]
- Teti, R.; Jemielniak, K.; O’Donnell, G.; Dornfeld, D. Advanced monitoring of machining operations. Ann. CIRP 2010, 59, 717–739. [Google Scholar] [CrossRef]
- Rehorn, A.G.; Jiang, J.; Orban, P.E. State-of-the-art methods and results in tool condition monitoring: A review. Int. J. Adv. Manuf. Technol. 2005, 26, 693–710. [Google Scholar] [CrossRef]
- Dan, L.; Mathew, J. Tool wear and failure monitoring techniques for turning-A review. Int. J. Mach. Tools Manuf. 1990, 30, 579–598. [Google Scholar] [CrossRef]
- Dimla, D.E. Sensor signals for tool-wear monitoring in metal cutting operations-a review of methods. Int. J. Mach. Tools Manuf. 2000, 40, 1073–1098. [Google Scholar] [CrossRef]
- Balsamo, V.; Caggiano, A.; Jemielniak, K.; Kossakowska, J.; Nejman, M.; Teti, R. Multi Sensor Signal Processing for Catastrophic Tool Failure Detection in Turning. Procedia CIRP 2016, 41, 939–944. [Google Scholar] [CrossRef]
- Novak, A.; Wiklund, H. On-Line Prediction of the Tool Life. Ann. CIRP 1996, 45, 93–96. [Google Scholar] [CrossRef]
- Altintas, Y. Prediction of cutting forces and tool breakage in milling from feed drive current measurement. J. Eng. Industry 1992, 114, 386–392. [Google Scholar] [CrossRef]
- Shinno, H.; Hashizume, H.; Yoshioka, H. Sensor-less Monitoring of Cutting Force during Ultraprecision Machining. Ann. CIRP 2003, 52, 303–306. [Google Scholar] [CrossRef]
- Yamada, Y.; Kakinuma, Y. Sensorless cutting force estimation for full-closed controlled ball-screw-driven stage. Int. J. Adv. Manuf. Technol. 2016, 87, 3337–3348. [Google Scholar] [CrossRef]
- Lauro, C.H.; Brandão, L.C.; Baldo, D.; Reis, R.A.; Davim, J.P. Monitoring and processing signal applied in machining processes-A review. Measurement 2014, 58, 73–86. [Google Scholar] [CrossRef]
- Kumme, R.; Mack, O.; Bill, B.; Haab, H.R.; Gossweiler, C. Investigation of Piezoelectric Force Measuring Devices in Force Calibration and Force Standard Machines. In Proceedings of the 17th International Conference on Force, Mass, Torque and Pressure Measurement IMEKO TC3, Istanbul, Turkey, 17–21 September 2001; pp. 92–103. [Google Scholar]
- Altintas, Y.; Kersting, P.; Biermann, D.; Budak, E.; Denkena, B.; Lazoglu, I. Virtual process systems for part machining operations. Ann. CIRP 2014, 63, 585–605. [Google Scholar] [CrossRef]
- Denkena, B.; Boujnah, H. Feeling machines for online detection and compensation of tool deflection in milling. Ann. CIRP 2018, 67, 423–426. [Google Scholar] [CrossRef]
- Denkena, B.; Mörke, T. Cyber-Physical and Gentelligent Systems in Manufacturing and Life Cycle. Genetics and Intelligence-Keys to Industry 4.0, 1st ed.; Academic Press: Cambridge, MA, USA, 2017; pp. 308–315. [Google Scholar]
- Bergmann, B.; Witt, M. Feeling machine for material-specific machining. Ann. CIRP 2020, 69, 353–356. [Google Scholar] [CrossRef]
- Denkena, B.; Bergmann, B.; Witt, M. Feeling Machine for Process Monitoring of Turning Hybrid Solid Components. Metals 2020, 10, 930. [Google Scholar] [CrossRef]
- Zhou, Y.; Xue, W. Review of tool condition monitoring methods in milling processes. Int. J. Adv. Manuf. Technol. 2018, 96, 2509–2523. [Google Scholar] [CrossRef]
- Bhat, N.N.; Dutta, S.; Vashisth, T.; Pal, S.; Pal, S.K.; Sen, R. Tool condition monitoring by SVM classification of machined surface images in turning. Int. J. Adv. Manuf. Technol. 2016, 83, 1487–1502. [Google Scholar] [CrossRef]
- Abellan-Nebot, J.V.; Subirón, F.R. A review of machining monitoring systems based on artificial intelligence process models. Int. J. Adv. Manuf. Technol. 2010, 47, 237–257. [Google Scholar] [CrossRef]
- EN 10243-1. Steel Die Forgings-Tolerances on Dimensions-Part 1: Drop and Vertical Press Forgings; DIN: Berlin, Germany, 2000. [Google Scholar]
- Pater, Z. Cross-wedge rolling. Compr. Mater. Process. 2014, 3, 211–279. [Google Scholar] [CrossRef]
- Kirchen, I.; Vogel-Heuser, B.; Hildenbrand, P.; Schulte, R.; Vogel, M.; Lechner, M.; Merklein, M. Data-driven model development for quality prediction in forming technology. In Proceedings of the IEEE 15th International Conference on Industrial Informatics (INDIN), Emden, Germany, 24–26 July 2017; pp. 775–780. [Google Scholar] [CrossRef]
- Denkena, B.; Behrens, B.-A.; Bergmann, B.; Stonis, M.; Kruse, J.; Witt, M. Potential of process information transfer along the process chain of hybrid components for process monitoring the cutting process. Prod. Eng. 2021. [Google Scholar] [CrossRef]
- Gertsbakh, I. Measurement Theory for Engineers, 1st ed.; Springer-Verlag: Berlin, Germany, 2003. [Google Scholar] [CrossRef]
- Brinkhaus, J.W. Statistische Verfahren zur selbstlernenden Überwachung spanender Bearbeitungen in Werkzeugmaschinen: (Statistical Methods for Self-Teaching Monitoring of Machining Operations in Machine Tools). Ph.D. Thesis, Leibniz University, Hannover, Germany, 5 May 2009. [Google Scholar]
- Tlusty, J.; Andrews, G.C. A Critical Review of Sensors for Unmanned Machining. Ann. CIRP 1983, 32, 563–572. [Google Scholar] [CrossRef]








Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Denkena, B.; Bergmann, B.; Witt, M. Feeling Machine for Process Monitoring of Components with Stock Allowance. Machines 2021, 9, 53. https://doi.org/10.3390/machines9030053
Denkena B, Bergmann B, Witt M. Feeling Machine for Process Monitoring of Components with Stock Allowance. Machines. 2021; 9(3):53. https://doi.org/10.3390/machines9030053
Chicago/Turabian StyleDenkena, Berend, Benjamin Bergmann, and Matthias Witt. 2021. "Feeling Machine for Process Monitoring of Components with Stock Allowance" Machines 9, no. 3: 53. https://doi.org/10.3390/machines9030053
APA StyleDenkena, B., Bergmann, B., & Witt, M. (2021). Feeling Machine for Process Monitoring of Components with Stock Allowance. Machines, 9(3), 53. https://doi.org/10.3390/machines9030053