
Adaptive Population NSGA-III with Dual Control Strategy for Flexible Job Shop Scheduling Problem with the Consideration of Energy Consumption and Weight



 ,
,
Abstract
:1. Introduction
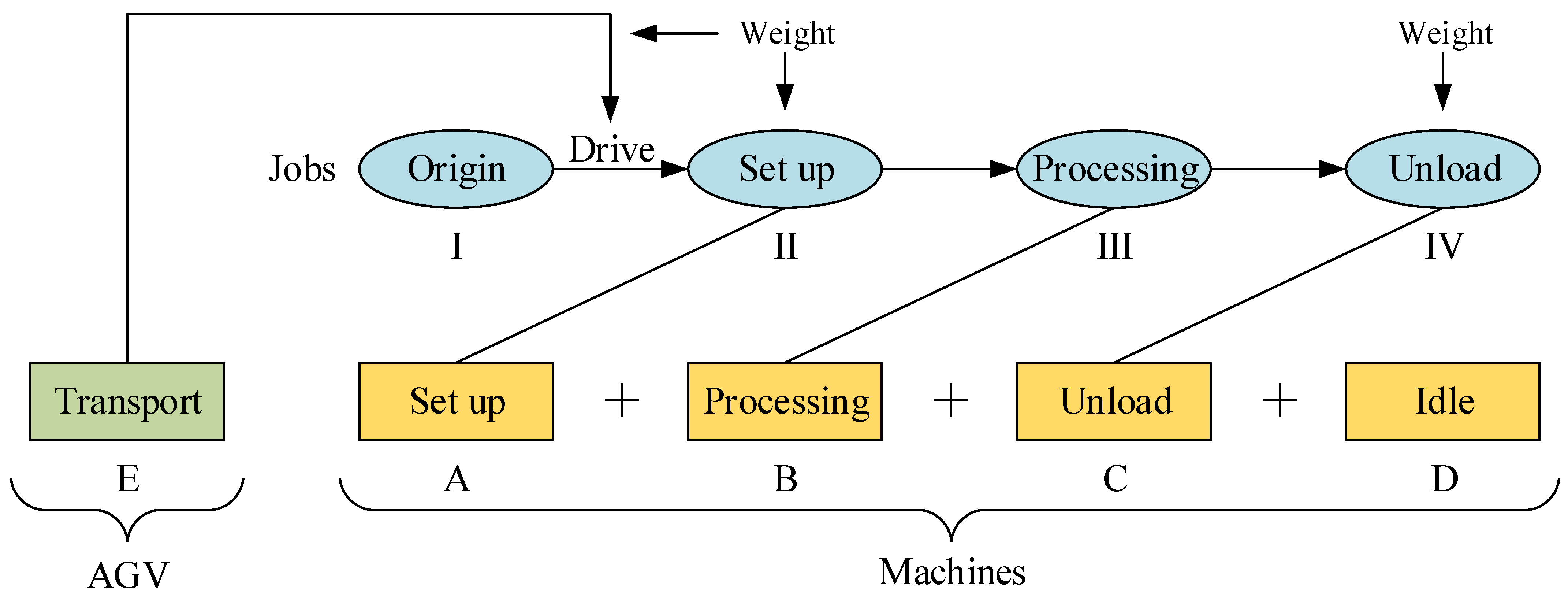
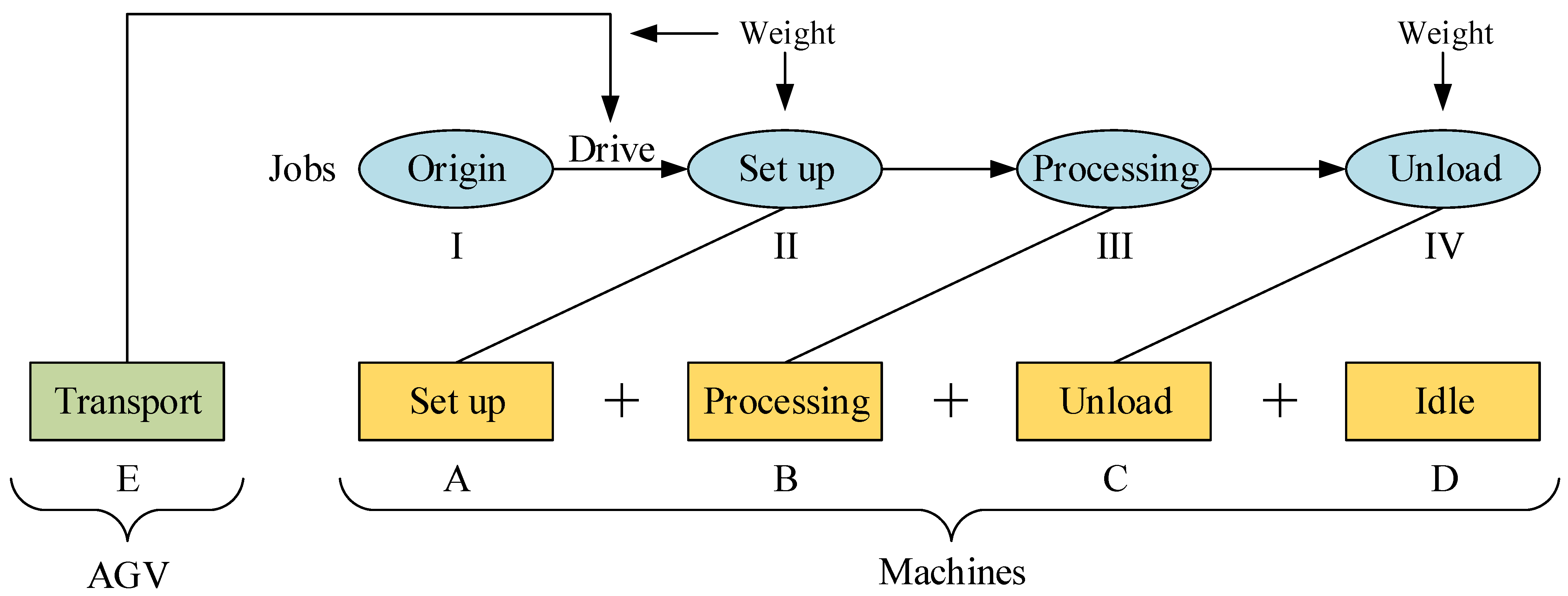
2. Problem Description
2.1. Maximum Completion Time (Makespan)
2.2. Total Energy Consumption (TEC)
3. Improved NSGA-III
3.1. Non-Dominated Sorting
3.2. Determination of Reference Points on a Hyperplane
3.3. Adaptive Normalization of Population Individuals
3.4. Link the Individuals to the Reference Points
3.5. Select Individuals
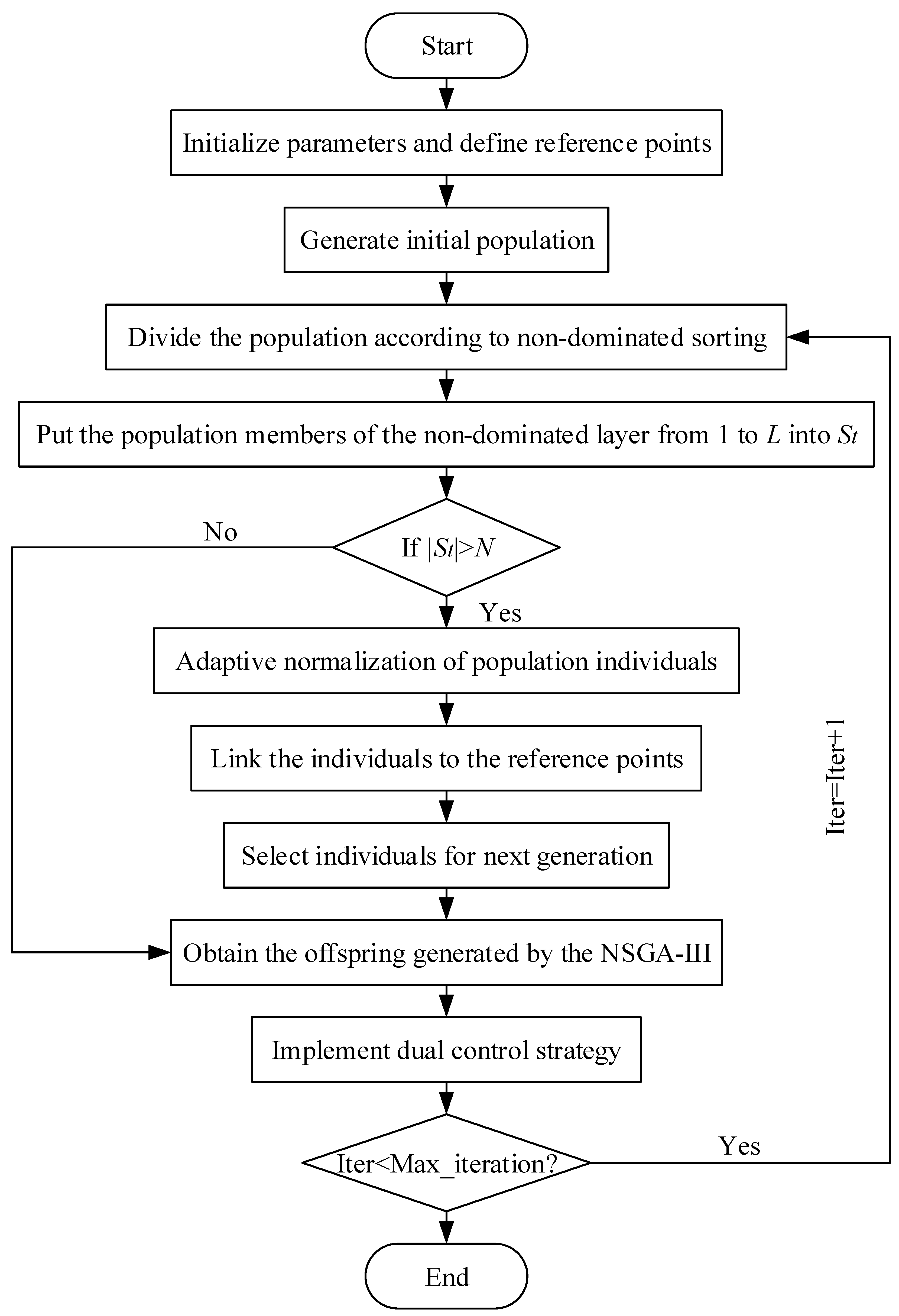
3.6. The Framework of APNSGA-III
3.6.1. The pop_inc Strategy
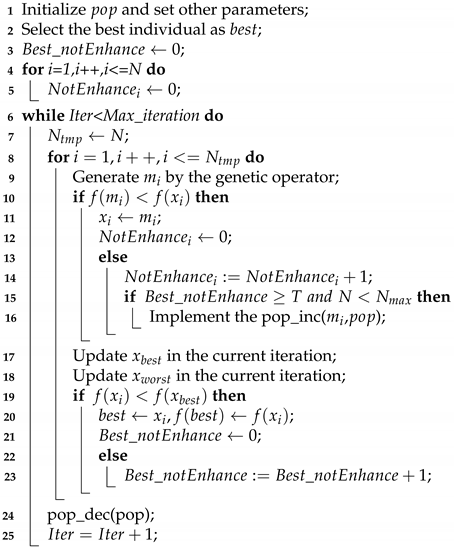
| Algorithm 1: APNSGA-III |
 |
| Algorithm 2: pop_inc(mi,pop) |
| 1 Add mi into pop popNP+1 ← mi; |
| 2 N := N + 1; |
| 3 NotEnhanceN ← 0; |
3.6.2. The pop_dec Strategy
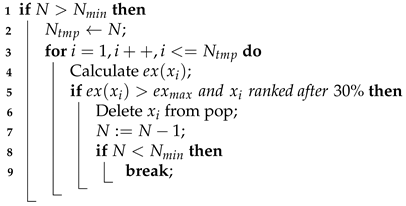
| Algorithm 3: pop_dec(pop) |
 |
4. Experiment and Analysis
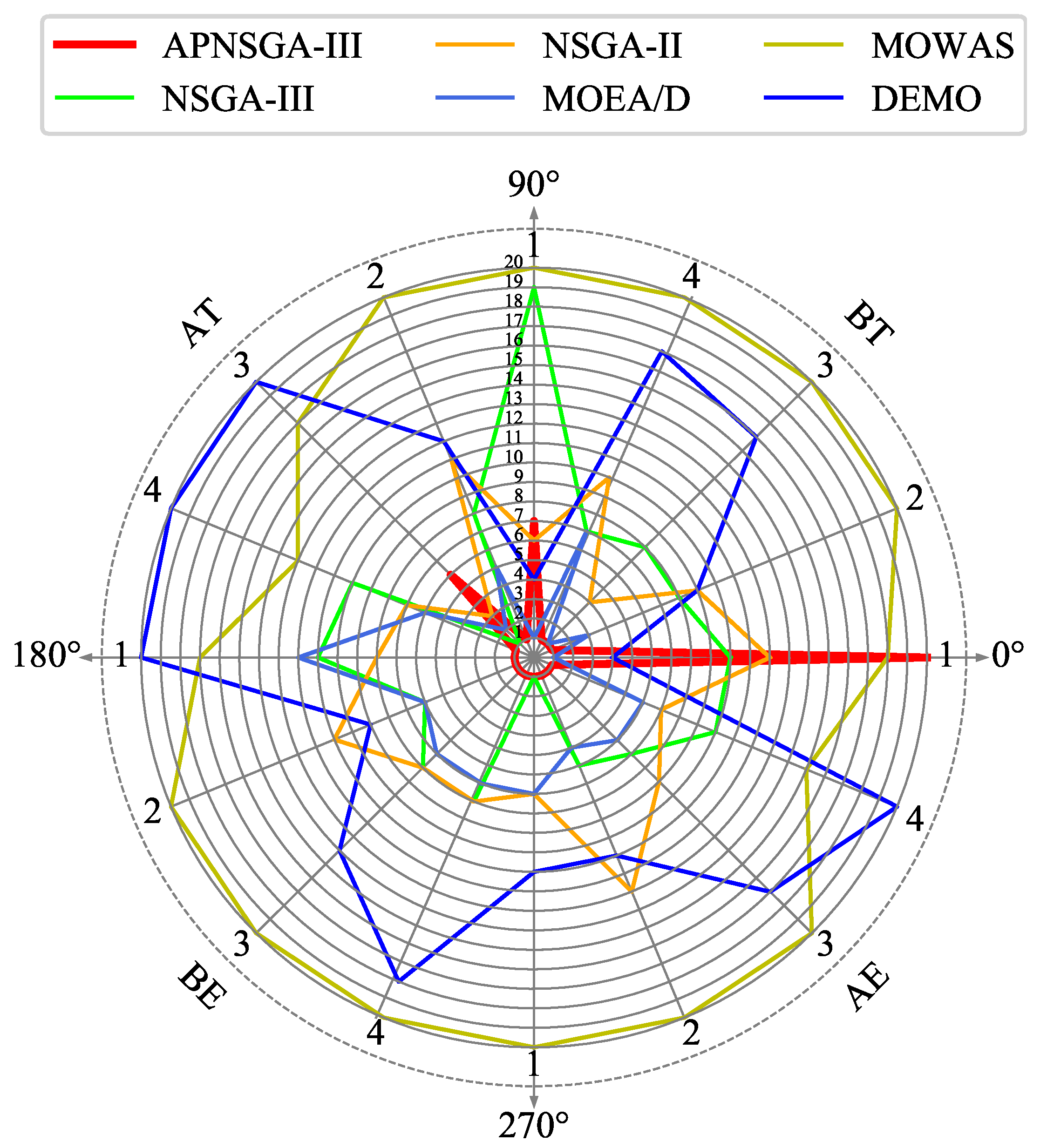
4.1. Result Show and Analysis
4.2. Two Independent Sample T-Tests
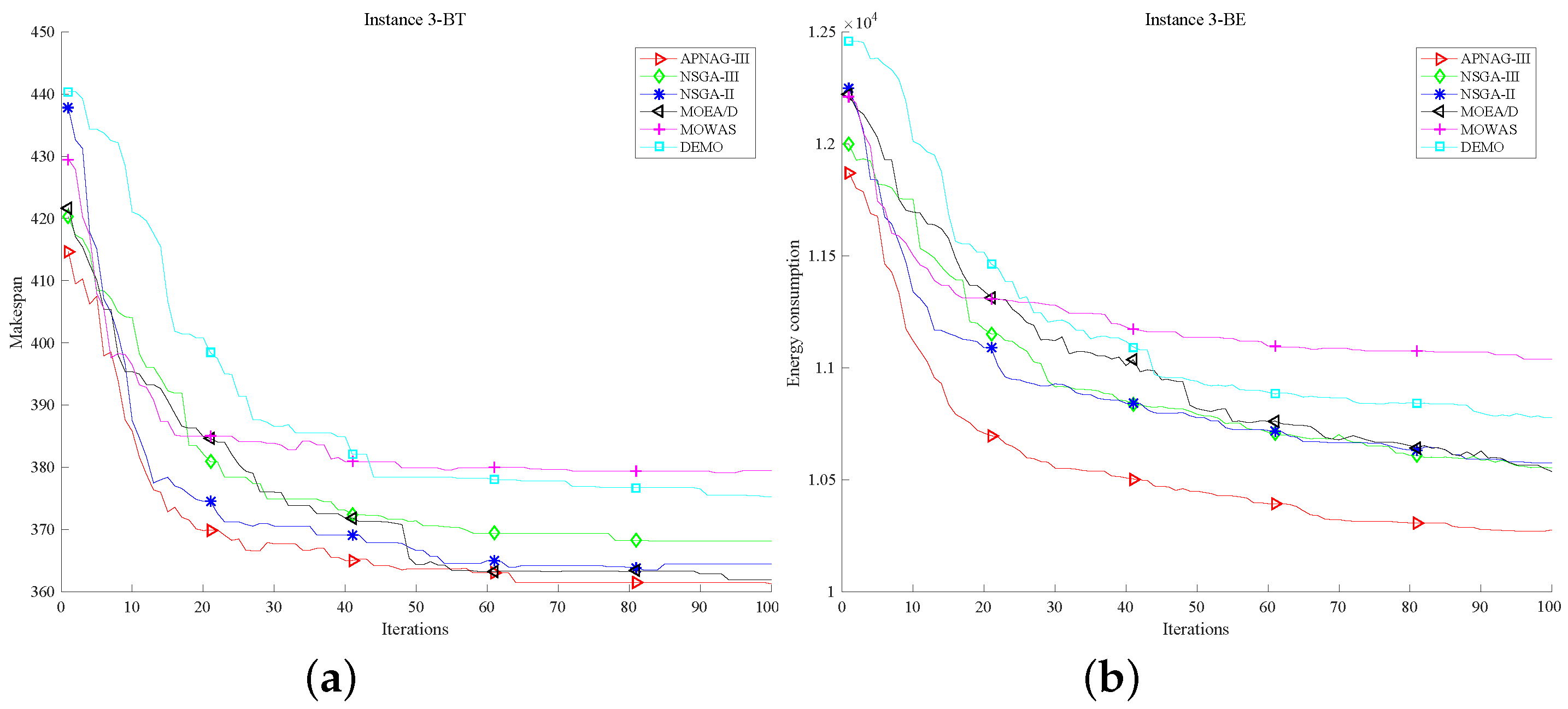
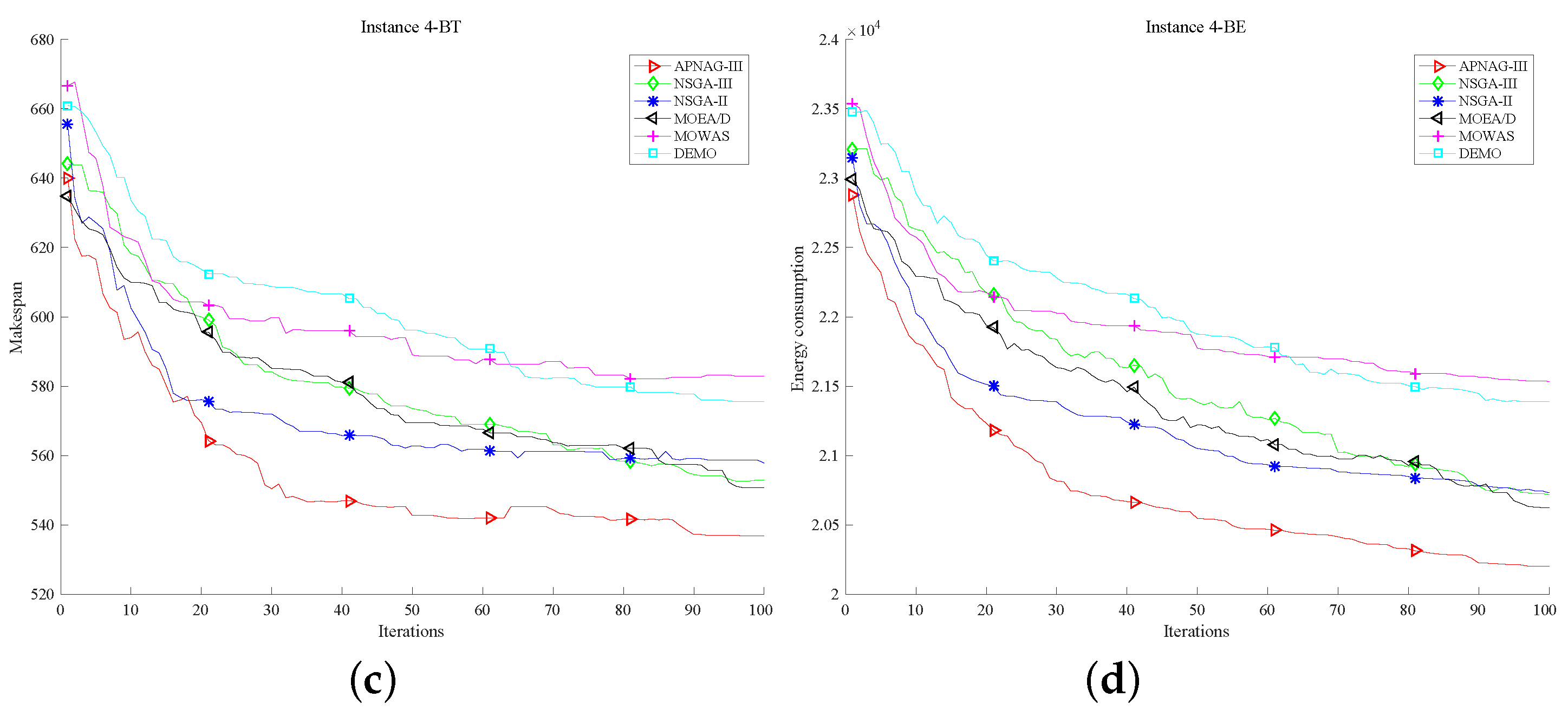
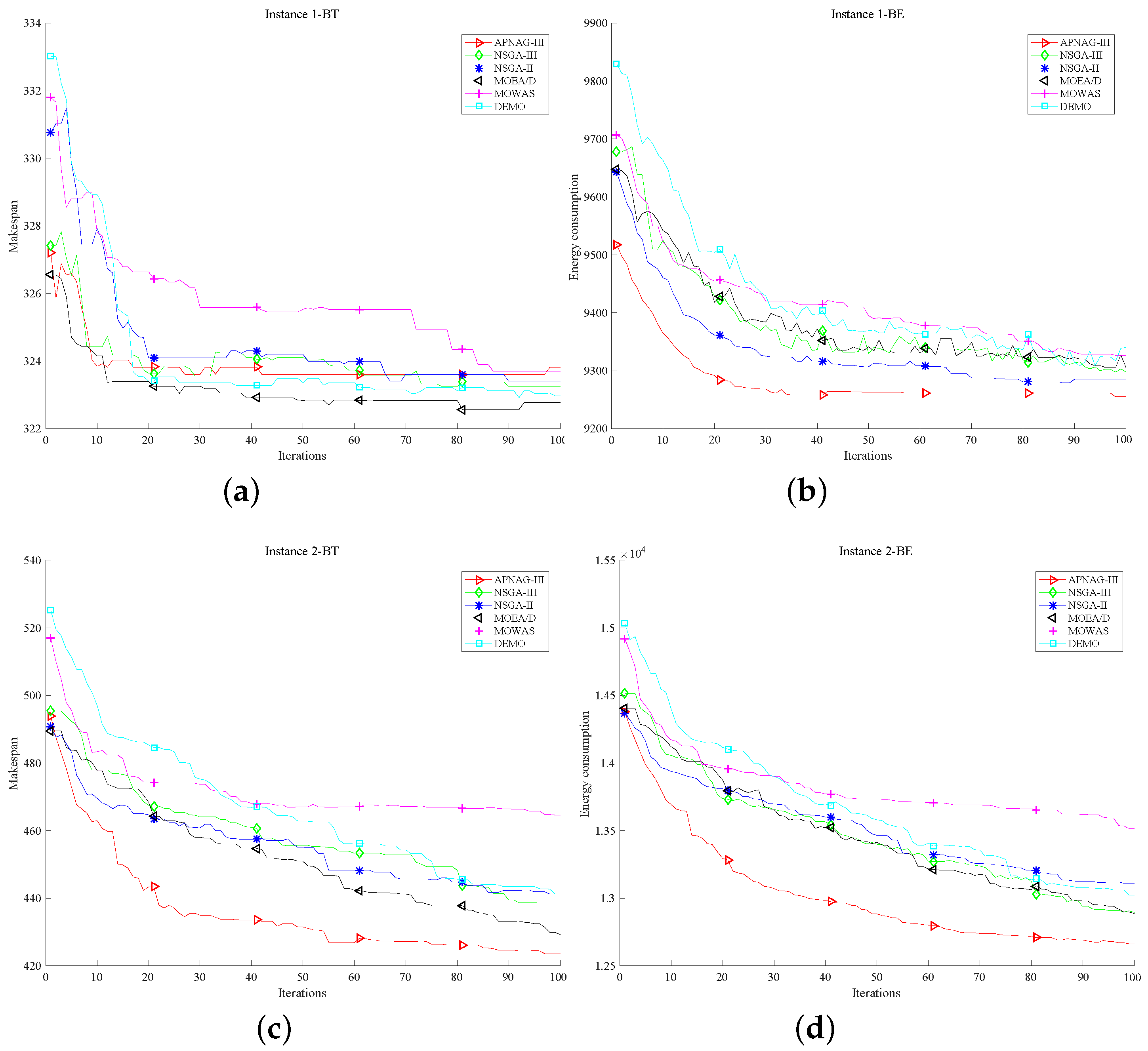
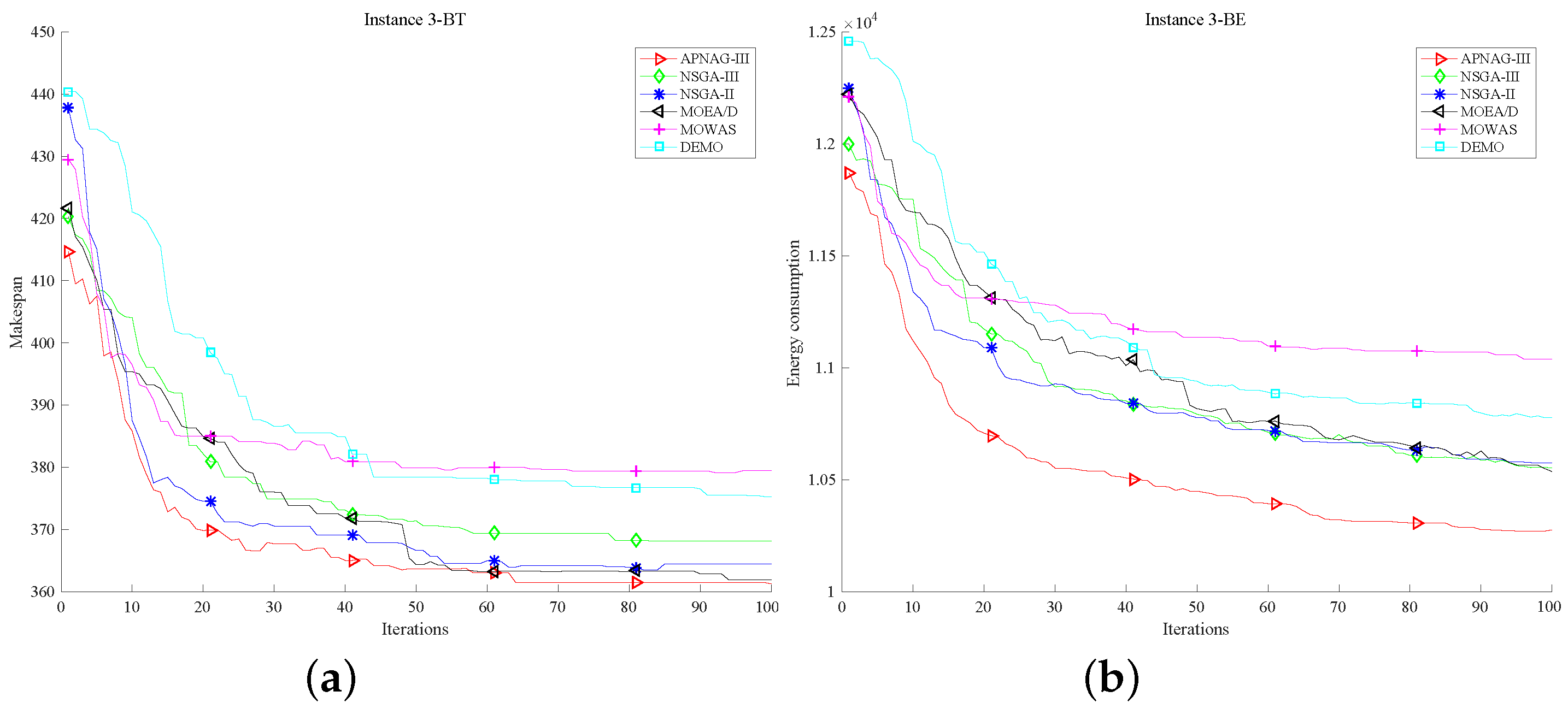
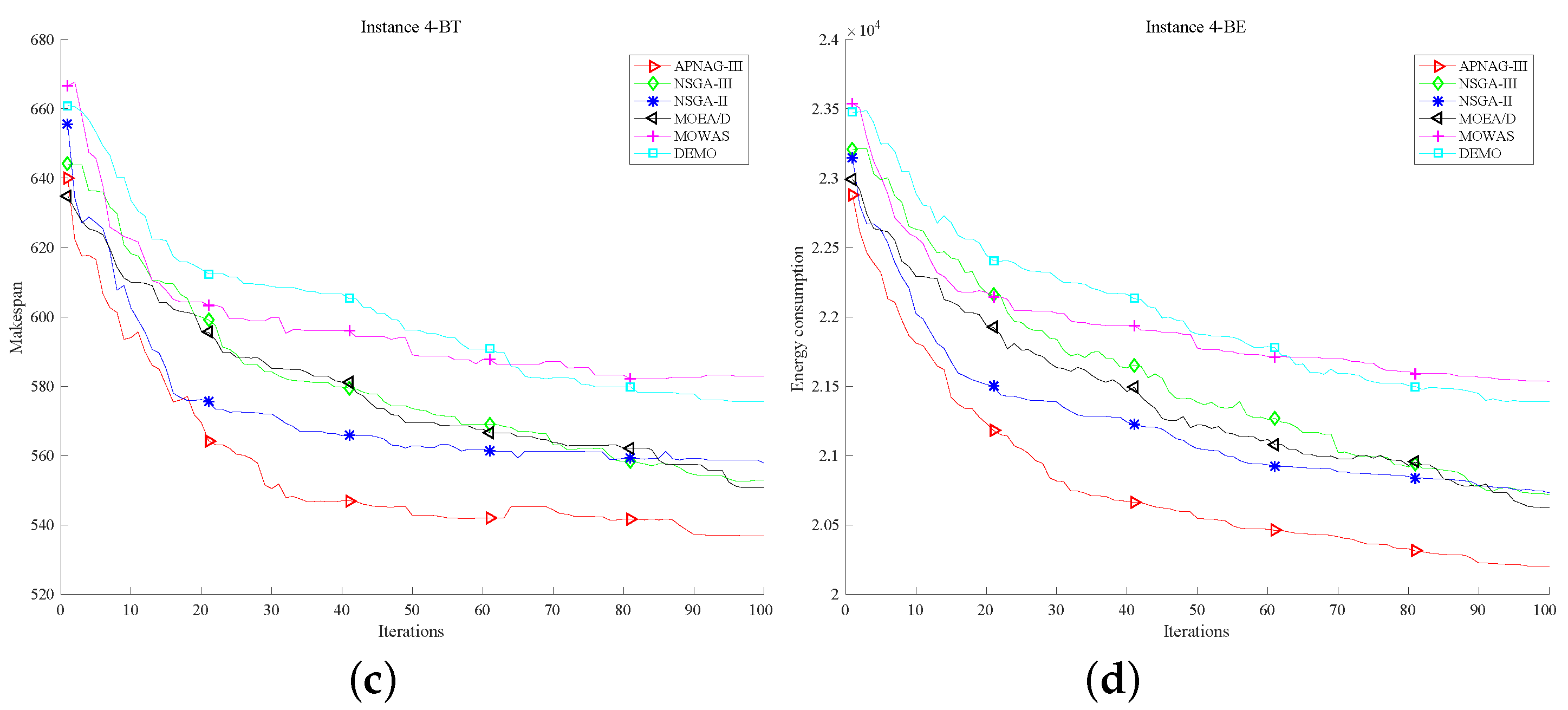
4.3. Convergence Analysis
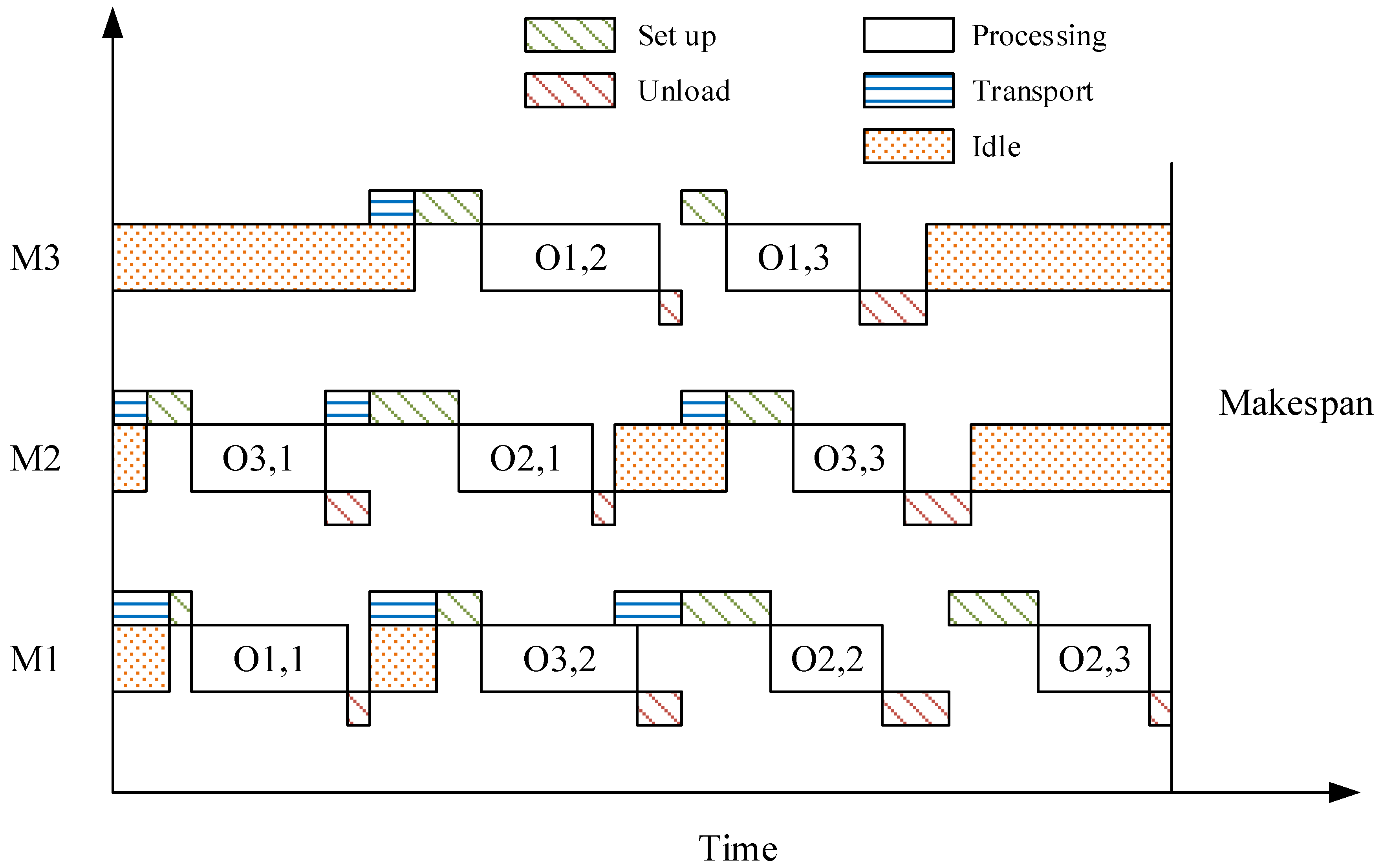
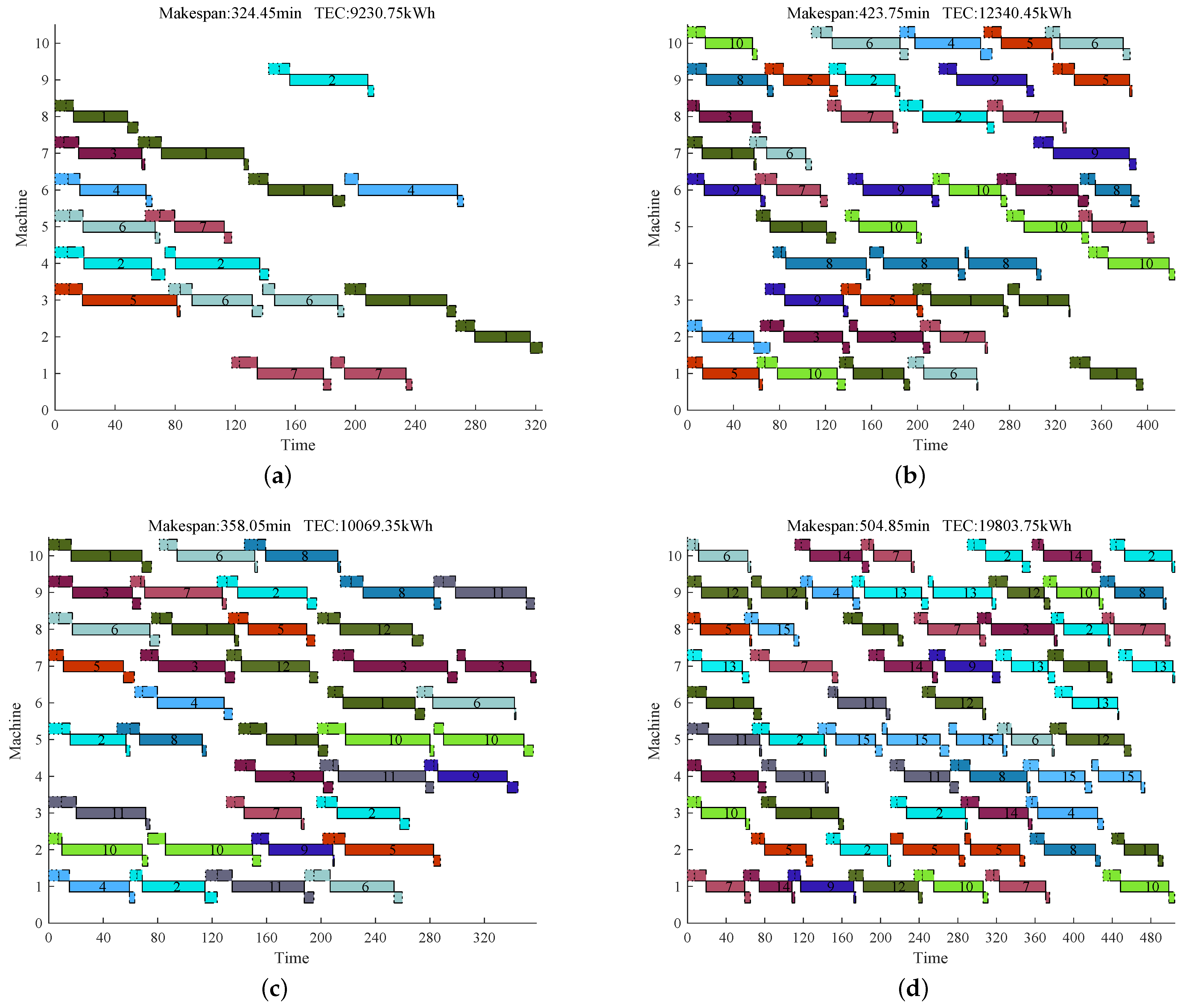
4.4. Gantt Chart Display and Analysis
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dai, M.; Tang, D.; Giret, A.; Salido, M.A. Multi-objective optimization for energy-efficient flexible job shop scheduling problem with transportation constraints. Robot. Comput.-Integr. Manuf. 2019, 59, 143–157. [Google Scholar] [CrossRef]
- Caldeira, R.H.; Gnanavelbabu, A.; Vaidyanathan, T. An effective backtracking search algorithm for multi-objective flexible job shop scheduling considering new job arrivals and energy consumption. Comput. Ind. Eng. 2020, 149, 106863. [Google Scholar] [CrossRef]
- Gong, X.; De Pessemier, T.; Martens, L.; Joseph, W. Energy-and labor-aware flexible job shop scheduling under dynamic electricity pricing: A many-objective optimization investigation. J. Clean. Prod. 2019, 209, 1078–1094. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.; Wu, L.; Peng, T.; Jia, S. An improved scheduling approach for minimizing total energy consumption and makespan in a flexible job shop environment. Sustainability 2019, 11, 179. [Google Scholar] [CrossRef] [Green Version]
- Salido, M.A.; Escamilla, J.; Giret, A.; Barber, F. A genetic algorithm for energy-efficiency in job-shop scheduling. Int. J. Adv. Manuf. Technol. 2016, 85, 1303–1314. [Google Scholar] [CrossRef]
- Bányai, T. Optimization of Material Supply in Smart Manufacturing Environment: A Metaheuristic Approach for Matrix Production. Machines 2021, 9, 220. [Google Scholar] [CrossRef]
- Li, M.; Lei, D. An imperialist competitive algorithm with feedback for energy-efficient flexible job shop scheduling with transportation and sequence-dependent setup times. Eng. Appl. Artif. Intell. 2021, 103, 104307. [Google Scholar] [CrossRef]
- Gordillo, A.; Giret, A. Performance Evaluation of Bidding-Based Multi-Agent Scheduling Algorithms for Manufacturing Systems. Machines 2014, 2, 233–254. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Dong, H.; Lohse, N.; Petrovic, S.; Gindy, N. An investigation into minimising total energy consumption and total weighted tardiness in job shops. J. Clean. Prod. 2014, 65, 87–96. [Google Scholar] [CrossRef]
- Feng, Y.; Liu, M.; Zhang, Y.; Wang, J. A Dynamic Opposite Learning Assisted Grasshopper Optimization Algorithm for the Flexible JobScheduling Problem. Complexity 2020, 2020, 8870783. [Google Scholar] [CrossRef]
- Yin, L.; Li, X.; Gao, L.; Lu, C.; Zhang, Z. Energy-efficient job shop scheduling problem with variable spindle speed using a novel multi-objective algorithm. Adv. Mech. Eng. 2017, 9, 1687814017695959. [Google Scholar] [CrossRef] [Green Version]
- Gabriel, F.; Baars, S.; Römer, M.; Dröder, K. Grasp Point Optimization and Leakage-Compliant Dimensioning of Energy-Efficient Vacuum-Based Gripping Systems. Machines 2021, 9, 149. [Google Scholar] [CrossRef]
- Zhu, Z.; Lu, L.; Zhang, W.; Liu, W. EIA’s International Energy Outlook Analyzes Electricity Markets in India, Africa, and Asia. 2020. Available online: https://www.eia.gov/outlooks/ieo/ (accessed on 10 November 2021).
- Pereira, A.C.; Romero, F. A review of the meanings and the implications of the Industry 4.0 concept. Procedia Manuf. 2017, 13, 1206–1214. [Google Scholar] [CrossRef]
- Zhang, S.; Du, H.; Borucki, S.; Jin, S.; Hou, T.; Li, Z. Dual Resource Constrained Flexible Job Shop Scheduling Based on Improved Quantum Genetic Algorithm. Machines 2021, 9, 108. [Google Scholar] [CrossRef]
- Gadaleta, M.; Pellicciari, M.; Berselli, G. Optimization of the energy consumption of industrial robots for automatic code generation. Robot. Comput.-Integr. Manuf. 2019, 57, 452–464. [Google Scholar] [CrossRef]
- Del Pero, F.; Berzi, L.; Antonacci, A.; Delogu, M. Automotive Lightweight Design: Simulation Modeling of Mass-Related Consumption for Electric Vehicles. Machines 2020, 8, 51. [Google Scholar] [CrossRef]
- Hong, E.; Yeneneh, A.M.; Sen, T.K.; Ang, H.M.; Kayaalp, A. A comprehensive review on rheological studies of sludge from various sections of municipal wastewater treatment plants for enhancement of process performance. Adv. Colloid Interface Sci. 2018, 257, 19–30. [Google Scholar] [CrossRef]
- Wu, M.; Yang, D.; Yang, Z.; Guo, Y. Sparrow Search Algorithm for Solving Flexible Jobshop Scheduling Problem. In Proceedings of the International Conference on Swarm Intelligence, Qingdao, China, 17–21 July 2021; pp. 140–154. [Google Scholar]
- Gholami, O.; Sotskov, Y.N. A fast heuristic algorithm for solving parallel-machine job-shop scheduling problems. Int. J. Adv. Manuf. Technol. 2014, 70, 531–546. [Google Scholar] [CrossRef]
- Chaudhry, I.A.; Khan, A.A. A research survey: Review of flexible job shop scheduling techniques. Int. Trans. Oper. Res. 2016, 23, 551–591. [Google Scholar] [CrossRef]
- Gu, X.; Huang, M.; Liang, X. An improved genetic algorithm with adaptive variable neighborhood search for FJSP. Algorithms 2019, 12, 243. [Google Scholar] [CrossRef] [Green Version]
- Meng, L.; Zhang, C.; Shao, X.; Ren, Y. MILP models for energy-aware flexible job shop scheduling problem. J. Clean. Prod. 2019, 210, 710–723. [Google Scholar] [CrossRef]
- Zeng, Q.; Wang, M.; Shen, L.; Song, H. Sequential scheduling method for FJSP with multi-objective under mixed work calendars. Processes 2019, 7, 888. [Google Scholar] [CrossRef] [Green Version]
- Manne, A.S. On the job-shop scheduling problem. Oper. Res. 1960, 8, 219–223. [Google Scholar] [CrossRef] [Green Version]
- Yang, D.; Wu, M.; Yang, Z.; Guo, Y.; Feng, W. Dragonfly algorithm for Solving Flexible Jobshop Scheduling Problem. In Proceedings of the 2020 35th Youth Academic Annual Conference of Chinese Association of Automation (YAC), Zhanjiang, China, 16–18 October 2020; pp. 867–872. [Google Scholar]
- Zhang, H.; Xu, G.; Pan, R.; Ge, H. A novel heuristic method for the energy-efficient flexible job-shop scheduling problem with sequence-dependent set-up and transportation time. In Engineering Optimization; Taylor & Francis: Abingdon, UK, 2021; pp. 1–22. [Google Scholar]
- Park, J.S.; Ng, H.Y.; Chua, T.J.; Ng, Y.T.; Kim, J.W. Unified genetic algorithm approach for solving flexible job-shop scheduling problem. Appl. Sci. 2021, 11, 6454. [Google Scholar] [CrossRef]
- Lei, D.; Li, M.; Wang, L. A two-phase meta-heuristic for multiobjective flexible job shop scheduling problem with total energy consumption threshold. IEEE Trans. Cybern. 2018, 49, 1097–1109. [Google Scholar] [CrossRef]
- Luan, F.; Cai, Z.; Wu, S.; Liu, S.Q.; He, Y. Optimizing the low-carbon flexible job shop scheduling problem with discrete whale optimization algorithm. Mathematics 2019, 7, 688. [Google Scholar] [CrossRef] [Green Version]
- Mouzon, G.; Yildirim, M.B.; Twomey, J. Operational methods for minimization of energy consumption of manufacturing equipment. Int. J. Prod. Res. 2007, 45, 4247–4271. [Google Scholar] [CrossRef] [Green Version]
- Lei, D.; Zheng, Y.; Guo, X. A shuffled frog-leaping algorithm for flexible job shop scheduling with the consideration of energy consumption. Int. J. Prod. Res. 2017, 55, 3126–3140. [Google Scholar] [CrossRef]
- Wu, X.; Shen, X.; Li, C. The flexible job-shop scheduling problem considering deterioration effect and energy consumption simultaneously. Comput. Ind. Eng. 2019, 135, 1004–1024. [Google Scholar] [CrossRef]
- Wu, X.; Sun, Y. A green scheduling algorithm for flexible job shop with energy-saving measures. J. Clean. Prod. 2018, 172, 3249–3264. [Google Scholar] [CrossRef]
- Wang, F.; Liao, F.; Li, Y.; Wang, H. A new prediction strategy for dynamic multi-objective optimization using Gaussian Mixture Model. Inf. Sci. 2021, 580, 331–351. [Google Scholar] [CrossRef]
- Zhang, G.; Shao, X.; Li, P.; Gao, L. An effective hybrid particle swarm optimization algorithm for multi-objective flexible job-shop scheduling problem. Comput. Ind. Eng. 2009, 56, 1309–1318. [Google Scholar] [CrossRef]
- Gao, K.Z.; Suganthan, P.N.; Pan, Q.K.; Chua, T.J.; Cai, T.X.; Chong, C.S. Discrete harmony search algorithm for flexible job shop scheduling problem with multiple objectives. J. Intell. Manuf. 2016, 27, 363–374. [Google Scholar] [CrossRef]
- Li, J.q.; Pan, Q.k.; Liang, Y.C. An effective hybrid tabu search algorithm for multi-objective flexible job-shop scheduling problems. Comput. Ind. Eng. 2010, 59, 647–662. [Google Scholar] [CrossRef]
- Lu, C.; Li, X.; Gao, L.; Liao, W.; Yi, J. An effective multi-objective discrete virus optimization algorithm for flexible job-shop scheduling problem with controllable processing times. Comput. Ind. Eng. 2017, 104, 156–174. [Google Scholar] [CrossRef]
- Álvarez-Gil, N.; Rosillo, R.; de la Fuente, D.; Pino, R. A discrete firefly algorithm for solving the flexible job-shop scheduling problem in a make-to-order manufacturing system. Cent. Eur. J. Oper. Res. 2021, 29, 1353–1374. [Google Scholar] [CrossRef]
- Chen, R.; Yang, B.; Li, S.; Wang, S. A self-learning genetic algorithm based on reinforcement learning for flexible job-shop scheduling problem. Comput. Ind. Eng. 2020, 149, 106778. [Google Scholar] [CrossRef]
- Li, J.q.; Deng, J.w.; Li, C.y.; Han, Y.y.; Tian, J.; Zhang, B.; Wang, C.g. An improved Jaya algorithm for solving the flexible job shop scheduling problem with transportation and setup times. Knowl.-Based Syst. 2020, 200, 106032. [Google Scholar] [CrossRef]
- Caldeira, R.H.; Gnanavelbabu, A. A Pareto based discrete Jaya algorithm for multi-objective flexible job shop scheduling problem. Expert Syst. Appl. 2021, 170, 114567. [Google Scholar] [CrossRef]
- Wang, Z.Y.; Lu, C. An integrated job shop scheduling and assembly sequence planning approach for discrete manufacturing. J. Manuf. Syst. 2021, 61, 27–44. [Google Scholar] [CrossRef]
- Wang, F.; Zhang, H.; Zhou, A. A particle swarm optimization algorithm for mixed-variable optimization problems. Swarm Evol. Comput. 2021, 60, 100808. [Google Scholar] [CrossRef]
- Feng, W.A.; Yl, A.; Fl, A.; Hy, B. An ensemble learning based prediction strategy for dynamic multi-objective optimization-ScienceDirect. Appl. Soft Comput. 2020, 96, 106592. [Google Scholar]
- Gong, G.; Deng, Q.; Gong, X.; Huang, D. A non-dominated ensemble fitness ranking algorithm for multi-objective flexible job-shop scheduling problem considering worker flexibility and green factors. Knowl.-Based Syst. 2021, 231, 107430. [Google Scholar] [CrossRef]
- Deb, K.; Jain, H. An evolutionary many-objective optimization algorithm using reference-point-based nondominated sorting approach, part I: Solving problems with box constraints. IEEE Trans. Evol. Comput. 2013, 18, 577–601. [Google Scholar] [CrossRef]
- Zhang, G.; Gao, L.; Shi, Y. An effective genetic algorithm for the flexible job-shop scheduling problem. Expert Syst. Appl. 2011, 38, 3563–3573. [Google Scholar] [CrossRef]
- Ishikawa, S.; Kubota, R.; Horio, K. Effective hierarchical optimization by a hierarchical multi-space competitive genetic algorithm for the flexible job-shop scheduling problem. Expert Syst. Appl. 2015, 42, 9434–9440. [Google Scholar] [CrossRef]
- Zhang, X.; Zhan, Z.H.; Zhang, J. Adaptive Population Differential Evolution with Dual Control Strategy for Large-Scale Global optimization Problems. In Proceedings of the 2020 IEEE Congress on Evolutionary Computation (CEC), Glasgow, UK, 19–24 July 2020; pp. 1–7. [Google Scholar]
- Deb, K.; Pratap, A.; Agarwal, S.; Meyarivan, T. A fast and elitist multiobjective genetic algorithm: NSGA-II. IEEE Trans. Evol. Comput. 2002, 6, 182–197. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Q.; Li, H. MOEA/D: A multiobjective evolutionary algorithm based on decomposition. IEEE Trans. Evol. Comput. 2007, 11, 712–731. [Google Scholar] [CrossRef]
- Wang, G.; Gao, L.; Li, X.; Li, P.; Tasgetiren, M.F. Energy-efficient distributed permutation flow shop scheduling problem using a multi-objective whale swarm algorithm. Swarm Evol. Comput. 2020, 57, 100716. [Google Scholar] [CrossRef]
- Han, Y.; Li, J.; Sang, H.; Liu, Y.; Pan, Q. Discrete evolutionary multi-objective optimization for energy-efficient blocking flow shop scheduling with setup time. Appl. Soft Comput. 2020, 93, 106343. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Job | Operation | Machine | (Processing Time/Energy, Set Up Time/Energy, Unload Time/Energy) |
|---|---|---|---|
| (40/46,9/21,2/11) (46/65,7/21,8/16) | |||
| (53/46,7/9,7/6)(55/55,13/14,5/7) | |||
| (55/64,8/18,6/4)(55/59,9/10,2/11) | |||
| (56/79,7/11,2/11) (53/77,10/48,8/7) | |||
| (62/76,4/17,5/7)(54/77,4/26,5/16) | |||
| (62/59,6/21,8/2)(52/59,12/17,7/10) | |||
| (50/50,10/21,5/4) (32/52,7/21,7/4) | |||
| (35/71,7/20,6/13)(41/83,8/23,9/15) | |||
| (49/89,5/18,6/16)(63/76,12/16,9/14) |
| Machine Number | Machine 1 () | Machine 2 () | Machine 3 () |
|---|---|---|---|
| Machine 1 () | 0 | 15 | 18 |
| Machine 2 () | 15 | 0 | 12 |
| Machine 3 () | 18 | 12 | 0 |
| Objective | Stage | aproc | mot |
|---|---|---|---|
| Time | Process | 40–60 | |
| Set up | 5–10 | ||
| Unload | 3–6 | ||
| Energy | Process | 50-80 | |
| Set up | 10–20 | ||
| Unload | 5–10 |
| Instance | njob | nmac | nop | meq |
|---|---|---|---|---|
| Instance 1 | 6 | 10 | [1,2,3,4,5] | [1,2,3,4,5] |
| Instance 2 | 10 | 10 | [2,3,4,5,6] | [1,2,3,4,5] |
| Instance 3 | 12 | 10 | [2,3,4,5] | [1,2,3,4,5] |
| Instance 4 | 15 | 10 | [2,3,4,5,6] | [1,2,3,4,5] |
| Instance Name | Jobs | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Instance 1 | 8 | 5 | 9 | 6 | 2 | 10 | 3 | - | - | - | - | - | - | - | - |
| Instance 2 | 1 | 10 | 4 | 2 | 7 | 7 | 2 | 3 | 9 | 3 | - | - | - | - | - |
| Instance 3 | 5 | 3 | 1 | 3 | 2 | 1 | 1 | 7 | 3 | 9 | 8 | 8 | - | - | - |
| Instance 4 | 10 | 7 | 3 | 6 | 7 | 10 | 3 | 8 | 7 | 8 | 8 | 4 | 6 | 3 | 9 |
| Machine | Origin | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Origing | 0 | 144 | 134 | 185 | 165 | 194 | 172 | 116 | 146 | 149 | 150 |
| 144 | 0 | 152 | 170 | 193 | 100 | 112 | 173 | 165 | 142 | 133 | |
| 134 | 152 | 0 | 131 | 138 | 152 | 169 | 120 | 170 | 162 | 143 | |
| 185 | 170 | 131 | 0 | 160 | 151 | 140 | 132 | 171 | 122 | 140 | |
| 165 | 193 | 138 | 160 | 0 | 140 | 140 | 165 | 170 | 140 | 198 | |
| 194 | 100 | 152 | 151 | 140 | 0 | 103 | 102 | 170 | 180 | 192 | |
| 172 | 112 | 169 | 140 | 140 | 103 | 0 | 142 | 140 | 148 | 150 | |
| 116 | 173 | 120 | 132 | 165 | 102 | 142 | 0 | 150 | 162 | 160 | |
| 146 | 165 | 170 | 171 | 170 | 170 | 140 | 150 | 0 | 141 | 120 | |
| 149 | 142 | 162 | 122 | 140 | 180 | 148 | 162 | 141 | 0 | 153 | |
| 150 | 133 | 143 | 140 | 198 | 192 | 150 | 160 | 120 | 153 | 0 |
| Job | Operation | Machine | Set Up Time (min) | Set Up Energy Consumption (kWh) | Processing Time (min) | Processing Energy Consumption (kWh) | Unload Time (min) | Unlaod Energy Consumption (kWh) |
|---|---|---|---|---|---|---|---|---|
| [6,1,7,8,4] | [10,4,4,5,10] | [8,13,15,5,6] | [43,48,47,36,53] | [62,70,71,58,71] | [5,3,7,7,3] | [14,11,13,7,5] | ||
| [4,7,9,1] | [11,8,8,11] | [19,10,18,17] | [69,55,58,51] | [64,58,54,64] | [7,3,5,4] | [5,9,5,12] | ||
| [6,8,1] | [6,9,9] | [12,19,21] | [43,52,46] | [48,60,58] | [8,3,8] | [8,16,16] | ||
| [3] | [7] | [12] | [54] | [74] | [6] | [9] | ||
| [6,2,1,7] | [4,6,3,5] | [11,19,23,21] | [55,37,49,48] | [66,55,64,67] | [6,8,3,5] | [8,8,4,9] | ||
| [4] | [11] | [10] | [45] | [54] | [9] | [6] | ||
| [4,1,3] | [7,12,12] | [23,15,24] | [56,44,56] | [80,89,71] | [6,6,8] | [11,7,4] | ||
| [9,7,3] | [7,9,5] | [13,18,16] | [52,57,55] | [52,52,59] | [4,4,4] | [11,13,6] | ||
| [7,4,10] | [17,15,17] | [15,18,17,12,16] | [42,55,40] | [77,79,70] | [2,2,5] | [9,12,10] | ||
| [6,4] | [8,7] | [16,24] | [44,58] | [70,82] | [4,5] | [2,12] | ||
| [5,6,4,9,1] | [8,9,4,5,9] | [10,6,13,7,18] | [52,66,63,56,51] | [54,64,51,63,49] | [5,4,8,2,6] | [7,11,13,13,11] | ||
| [4,6,3,8] | [5,3,9,3] | [18,22,19,22] | [59,61,63,55] | [64,48,53,62] | [5,2,2,7] | [7,10,4,6] | ||
| [5] | [9] | [15] | [48] | [65] | [3] | [14] | ||
| [3,6] | [8,10] | [10,19] | [40,42] | [65,56] | [7,7] | [14,10] | ||
| [1,10,7,3,8] | [5,10,11,8,6] | [17,16,7,10,7] | [43,45,52,42,46] | [72,70,80,77,71] | [8,7,8,4,5] | [14,9,12,10,13] | ||
| [9,5] | [8,10] | [17,15] | [34,33] | [53,49] | [5,5] | [12,11] | ||
| [1,5] | [12,6] | [11,18] | [44,33] | [62,66] | [5,3] | [13,12] | ||
| [9,1] | [10,9] | [21,17] | [54,41] | [74,63] | [7,4] | [9,10] |
| Job | Operation | Machine | Set Up Time (min) | Set Up Energy Consumption (kWh) | Processing Time (min) | Processing Energy Consumption (kWh) | Unload Time (min) | Unlaod Energy Consumption (kWh) |
|---|---|---|---|---|---|---|---|---|
| [7,2,6] | [7,6,11] | [15,11,21] | [45,54,55] | [59,76,58] | [2,8,7] | [10,6,12] | ||
| [7,5] | [6,7] | [12,11] | [61,49] | [67,59] | [7,8] | [11,5] | ||
| [1] | [7] | [8] | [44] | [51] | [5] | [12] | ||
| [5,1,3,10] | [5,9,7,8] | [9,18,8,10] | [53,52,63,56] | [79,69,83,87] | [4,4,4,3] | [2,11,12,9] | ||
| [3,2,6] | [10,13,7] | [19,22,21] | [43,42,44] | [54,49,49] | [1,7,3] | [3,9,8] | ||
| [1,7] | [9,11] | [15,11] | [40,48] | [47,48] | [6,9] | [5,2] | ||
| [2,3,9,10,7] | [8,11,7,10,8] | [19,21,22,23,17] | [53,43,43,54,47] | [59,52,62,68,63] | [2,1,4,2,1] | [4,10,2,3,11] | ||
| [8,4] | [13,8] | [14,22] | [56,47] | [74,59] | [6,4] | [5,9] | ||
| [10,8] | [6,3] | [14,18] | [37,46] | [64,50] | [3,7] | [9,7] | ||
| [9,6,8,10,2] | [7,9,9,9,12] | [12,14,10,22,13] | [52,45,56,48,51] | [68,63,52,51,56] | [8,8,8,6,6] | [14,2,14,13,7] | ||
| [2] | [7] | [14] | [57] | [50] | [6] | [3] | ||
| [6] | [8] | [18] | [54] | [76] | [9] | [7] | ||
| [2] | [6] | [14] | [45] | [88] | [14] | [11] | ||
| [1,10,5,8,4] | [10,6,7,8,8] | [12,10,19,20,21] | [59,57,53,44,40] | [51,70,69,50,54] | [12,10,19,20,21] | [14,10,4,3,11] | ||
| [5,9,1,8] | [9,7,6,10] | [15,9,10,6] | [47,49,49,52] | [84,84,70,77] | [3,2,3,3] | [16,9,7,14] | ||
| [7,3,4,9,5] | [6,8,3,9,4] | [24,24,22,13,13] | [31,45,37,40,35] | [73,65,80,79,80] | [8,4,4,7,3] | [5,11,2,5,9] | ||
| [3,8] | [11,6] | [18,13] | [49,52] | [71,62] | [5,9] | [8,13] | ||
| [10,1] | [8,9] | [9,15] | [44,32] | [83,69] | [1,5] | [6,12] | ||
| [9,2] | [11,8] | [14,25] | [48,48] | [62,52] | [2,7] | [8,3] | ||
| [2,9,8,3,7] | [6,6,11,6,9] | [12,18,11,18,7] | [52,39,45,49,34] | [75,65,68,75,66] | [5,8,3,4,5] | [7,10,8,8,10] | ||
| [2,1,7,3,10] | [11,13,11,7,10] | [19,16,16,12,18] | [50,53,53,54,59] | [75,77,75,64,70] | [9,7,3,7,7] | [14,9,4,14,4] | ||
| [1,7] | [7,7] | [14,16] | [46,59] | [57,56] | [1,2] | [5,10] | ||
| [10,7,4] | [6,10,9] | [23,24,25] | [55,47,51] | [48,46,45] | [6,9,6] | [7,9,5] | ||
| [7,10,5,6,4] | [12,8,7,10,11] | [5,7,15,13,6] | [45,33,52,38,47] | [80,82,63,72,80] | [9,8,5,6,8] | [4,4,7,1,9] | ||
| [2,4,8,3,6] | [4,9,5,9,6] | [11,11,11,12,11] | [38,45,45,51,53] | [61,64,52,59,56] | [1,4,4,5,5] | [10,15,15,10,12] | ||
| [6,10,8,2,4] | [10,11,7,9,10] | [13,11,15,13,18] | [41,37,39,39,44] | [52,63,63,59,46] | [3,2,2,2,5] | [8,2,9,5,5] | ||
| [8,4,6] | [5,9,8] | [12,6,12] | [52,38,35] | [57,64,59] | [3,3,5] | [13,11,6] | ||
| [7,5] | [4,3] | [7,7] | [40,48] | [60,43] | [4,6] | [7,15] | ||
| [9,10] | [9,10] | [23,21] | [53,63] | [79,89] | [5,3] | [4,7] | ||
| [1,4,5,7,8] | [4,4,6,9,7] | [17,16,9,7,14] | [54,70,62,52,52] | [53,54,57,56,49] | [4,3,5,4,4] | [14,6,9,9,15] | ||
| [6,4,8,1,7] | [12,12,8,7,8] | [15,8,14,17,12] | [59,65,50,60,50] | [56,57,61,64,45] | [2,6,1,3,1] | [12,10,8,14,13] | ||
| [4,5,7,2,3] | [3,6,5,5,3] | [11,17,22,13,17] | [59,50,43,47,45] | [66,55,62,55,57] | [4,5,5,4,4] | [9,7,7,4,10] | ||
| [6] | [6] | [18] | [31] | [74] | [7] | [9] | ||
| [6] | [6] | [13] | [49] | [77] | [4] | [12] | ||
| [1,8,3] | [6,8,10] | [13,21,15] | [53,54,51] | [61,64,51] | [7,7,4] | [13,2,7] | ||
| [6] | [6] | [16] | [60] | [63] | [6] | [4] | ||
| [1,4,9,7] | [8,6,8,7] | [8,14,12,9] | [46,48,61,49] | [68,69,58,71] | [8,3,6,2] | [15,6,5,14] | ||
| [7,8,1,10] | [9,7,9,10] | [7,17,16,11] | [66,53,58,64] | [65,73,72,61] | [6,4,6,3] | [5,10,12,10] | ||
| [9,10] | [12,8] | [9,16] | [48,41] | [67,62] | [6,4] | [14,8] | ||
| [7,1] | [6,11] | [26,20] | [34,52] | [55,61] | [3,7] | [9,2] | ||
| [2,5,7,10,6] | [7,7,10,9,6] | [21,18,17,16,16] | [40,50,38,42,53] | [65,78,64,70,76] | [6,4,5,4,1] | [7,5,12,13,4] | ||
| [9,6,8] | [5,9,6] | [13,9,9] | [55,45,56] | [65,73,70] | [8,5,6] | [10,4,12] | ||
| [3,5] | [7,10] | [19,20] | [37,50] | [63,68] | [4,6] | [7,4] | ||
| [2,8,9,1,4] | [11,10,8,11,10] | [16,16,17,17,10] | [66,59,53,51,53] | [72,77,69,79,75] | [8,4,6,6,5] | [4,3,1,3,11] |
| Job | Operation | Machine | Set Up Time (min) | Set Up Energy Consumption (kWh) | Processing Time (min) | Processing Energy Consumption (kWh) | Unload Time (min) | Unlaod Energy Consumption (kWh) |
|---|---|---|---|---|---|---|---|---|
| [10] | [9] | [9] | [52] | [69] | [7] | [15] | ||
| [8,3,4,9] | [9,6,4,8] | [12,15,13,13] | [46,48,46,44] | [71,68,78,69] | [3,6,3,4] | [4,9,12,9] | ||
| [6,1,5] | [10,12,12] | [17,11,8] | [42,56,38] | [58,52,57] | [3,6,7] | [11,11,11] | ||
| [6] | [6] | [8] | [53] | [64] | [7] | [13] | ||
| [6,5] | [6,6] | [15,9] | [45,41] | [78,68] | [8,3] | [4,3] | ||
| [1] | [4] | [18] | [46] | [50] | [9] | [10] | ||
| [8,4,9,6] | [7,8,8,9] | [15,16,19,18] | [56,42,51,52] | [52,68,59,56] | [3,5,7,8] | [10,7,6,10] | ||
| [3] | [9] | [12] | [46] | [71] | [7] | [3] | ||
| [7,10,8,9] | [10,9,8,10] | [15,12,20,21] | [51,56,58,44] | [68,56,50,61] | [4,7,3,6] | [8,13,3,13] | ||
| [2,1,7,9] | [6,8,5,9] | [11,11,21,16] | [60,68,49,58] | [68,79,75,85] | [8,5,7,7] | [9,11,12,8] | ||
| [4] | [7] | [12] | [50] | [68] | [7] | [3] | ||
| [7] | [7] | [16] | [69] | [59] | [7] | [11] | ||
| [5,3,6,1,7] | [9,6,10,11,6] | [8,13,15,9,11] | [43,42,52,42,48] | [87,82,75,89,76] | [5,5,9,8,4] | [6,4,5,8,2] | ||
| [10,7,8,5,1] | [6,4,4,7,8] | [20,12,19,20,19] | [41,49,37,50,44] | [54,65,50,45,54] | [5,6,6,4,4] | [6,8,4,0,6] | ||
| [5,8,4,6] | [6,10,10,11] | [15,19,12,10] | [39,49,40,49] | [69,76,65,71] | [5,5,4,6] | [11,6,12,11] | ||
| [10,9,2,7] | [10,9,9,5] | [16,12,12,9] | [41,36,42,44] | [60,55,61,58] | [7,3,8,8] | [12,6,4,5] | ||
| [8] | [7] | [14] | [43] | [83] | [6] | [11] | ||
| [8,2] | [10,8] | [14,13] | [58,65] | [88,86] | [3,5] | [5,1] | ||
| [8,9,2] | [10,11,11] | [18,19,18] | [57,53,61] | [59,60,71] | [7,1,7] | [14,12,4] | ||
| [3,5,10,1] | [7,9,7,6] | [8,13,15,16] | [42,51,57,41] | [50,60,64,48] | [2,4,2,2] | [8,1,8,7] | ||
| [5,1,6,9] | [13,12,9,9] | [15,23,13,18] | [36,47,37,48] | [52,52,65,72] | [5,6,9,5] | [6,6,14,11] | ||
| [3,5,2,6] | [9,10,5,6] | [16,17,17,17] | [42,42,40,60] | [83,72,86,74] | [4,1,1,1] | [10,3,8,3] | ||
| [4,9,10,7,1] | [6,3,3,8,8] | [10,17,11,11,19] | [51,57,61,59,60] | [78,79,79,66,76] | [5,3,3,3,4] | [13,9,13,11,15] | ||
| [3] | [7] | [22] | [42] | [70] | [2] | [2] | ||
| [5,2,6] | [7,5,5] | [14,24,22] | [46,45,38] | [80,76,65] | [3,4,4] | [8,9,9] | ||
| [10,2,5,4,3] | [6,5,3,5,6] | [10,16,13,17,15] | [53,49,40,48,49] | [62,59,56,51,54] | [2,2,5,2,6] | [2,13,13,12,5] | ||
| [8,9,2] | [8,9,9] | [14,7,11] | [57,52,40] | [79,62,63] | [3,5,8] | [10,2,10] | ||
| [1,9,10,3,2] | [7,9,9,10,6] | [20,16,17,15,11] | [50,50,40,43,47] | [80,82,85,69,80] | [2,5,6,5,1] | [6,9,12,16,9] | ||
| [4,7] | [3,9] | [18,23] | [51,51] | [46,43] | [8,8] | [9,11] | ||
| [2] | [3] | [13] | [59] | [80] | [4] | [3] | ||
| [6,4,2] | [10,10,13] | [19,21,17] | [50,55,64] | [62,60,55] | [5,3,6] | [10,13,3] | ||
| [2,5,4,1,10] | [11,13,7,8,13] | [13,7,12,16,11] | [49,62,49,48,55] | [67,78,80,69,71] | [6,3,3,6,8] | [4,2,11,9,12] | ||
| [4,9,3,5] | [9,6,3,7] | [17,25,21,13] | [51,60,60,59] | [77,74,86,79] | [6,7,5,7] | [9,5,4,5] | ||
| [1,3] | [11,11] | [22,19] | [64,51] | [58,66] | [4,3] | [10,1] | ||
| [1,10,5,4,2] | [11,12,10,8,9] | [8,15,17,14,18] | [53,41,53,46,39] | [74,78,69,74,72] | [7,7,7,6,6] | [3,2,10,8,8] | ||
| [4] | [4] | [18] | [64] | [69] | [6] | [10] | ||
| [10,9,3,2] | [12,9,11,13] | [16,10,18,15] | [46,52,51,50] | [72,71,64,69] | [6,6,4,4] | [8,13,8,11] | ||
| [4,10,2,7,5] | [10,7,10,5,8] | [15,18,12,13,19] | [53,55,59,50,62] | [56,65,62,60,74] | [5,5,3,6,9] | [4,8,1,1,6] | ||
| [6,8,5,7] | [11,9,10,9] | [20,21,20,18] | [54,53,56,66] | [64,55,56,61] | [5,8,3,5] | [14,13,13,14] |
| Job | Operation | Machine | Set Up Time (min) | Set Up Energy Consumption (kWh) | Processing Time (min) | Processing Energy Consumption (kWh) | Unload Time (min) | Unlaod Energy Consumption (kWh) |
|---|---|---|---|---|---|---|---|---|
| [6] | [11] | [12] | [49] | [69] | [8] | [14] | ||
| [4,3] | [7,8] | [21,13] | [55,65] | [79,59] | [2,5] | [10,2] | ||
| [3,8,1] | [13,11,8] | [22,22,25] | [46,37,50] | [63,61,59] | [8,5,6] | [10,11,8] | ||
| [7,8,5,6] | [9,5,8,5] | [13,7,8,10] | [45,46,56,45] | [56,70,61,60] | [5,9,3,8] | [2,1,11,10] | ||
| [2,5] | [7,7] | [12,18] | [35,46] | [66,79] | [5,5] | [1,9] | ||
| [8,5,3] | [10,8,9] | [23,21,17] | [50,57,56] | [65,60,58] | [8,2,7] | [7,10,9] | ||
| [2,9,4] | [7,10,9] | [16,16,14] | [49,59,53] | [73,66,82] | [3,6,1] | [0,6,9] | ||
| [1,3] | [7,10] | [23,12] | [65,61] | [81,67] | [6,2] | [9,13] | ||
| [10,2,3] | [12,9,13] | [8,13,9] | [38,44,38] | [60,58,45] | [8,2,7] | [0,5,8] | ||
| [7,6,8,5] | [5,8,7,7] | [21,18,22,22] | [44,46,46,59] | [65,53,51,56] | [2,4,2,3] | [4,13,5,11] | ||
| [10] | [9] | [10] | [49] | [70] | [3] | [15] | ||
| [4] | [6] | [17] | [59] | [66] | [8] | [3] | ||
| [8] | [6] | [5] | [65] | [65] | [3] | [10] | ||
| [5,9,8] | [5,5,9] | [22,22,17] | [52,42,54] | [52,63,45] | [7,7,5] | [10,9,8] | ||
| [5,1,3] | [7,12,6] | [21,23,11] | [63,49,62] | [66,64,65] | [2,3,6] | [7,6,5] | ||
| [5,4,8,6] | [9,7,6,5] | [14,8,7,13] | [58,54,51,42] | [64,73,61,75] | [5,7,2,5] | [12,4,1,10] | ||
| [2,4] | [5,11] | [22,17] | [43,54] | [63,71] | [7,4] | [6,6] | ||
| [10,2] | [8,13] | [19,11] | [41,58] | [54,52] | [1,6] | [9,12] | ||
| [2,9] | [6,10] | [23,15] | [51,36] | [62,64] | [5,5] | [15,5] | ||
| [10,3] | [4,6] | [12,18] | [51,48] | [59,54] | [3,9] | [14,15] | ||
| [5] | [5] | [9] | [42] | [74] | [2] | [7] | ||
| [1] | [12] | [10] | [40] | [63] | [6] | [5] | ||
| [1,8,10,4,7] | [11,8,9,11,11] | [14,19,22,12,19] | [53,68,50,56,65] | [70,71,64,61,71] | [4,4,4,2,6] | [5,14,10,14,3] | ||
| [10,9,7,4] | [5,6,11,6] | [13,22,13,11] | [39,35,32,48] | [57,62,67,59] | [3,9,5,3] | [5,3,3,6] | ||
| [9,1,10,8] | [7,3,7,8] | [11,12,9,9] | [43,45,50,54] | [72,61,63,58] | [6,8,5,6] | [2,12,4,6] | ||
| [5,1,10,4,3] | [10,6,8,6,12] | [17,11,20,14,9] | [56,48,51,59,60] | [61,66,58,46,60] | [8,4,7,9,6] | [11,10,11,5,10] | ||
| [3,5,1,8] | [10,6,8,4] | [10,15,8,16] | [63,54,49,53] | [72,79,79,65] | [6,3,1,5] | [9,6,6,7] | ||
| [9,4,10] | [11,12,11] | [18,18,7] | [58,59,67] | [62,77,76] | [4,3,6] | [10,9,13] | ||
| [1,8,2,5] | [8,4,8,9] | [12,15,14,14] | [36,37,53,53] | [60,42,45,51] | [6,2,5,3] | [4,2,4,13] | ||
| [4,9] | [4,7] | [9,11] | [50,50] | [62,69] | [5,3] | [11,15] | ||
| [9,2,1] | [11,6,6] | [19,19,21] | [51,43,55] | [65,59,57] | [4,2,2] | [7,15,10] | ||
| [8,7,9,10] | [5,8,9,4] | [7,12,7,17] | [63,49,55,61] | [68,75,71,67] | [6,8,5,3] | [7,7,7,15] | ||
| [9,3,5,6] | [10,5,10,5] | [7,13,15,16] | [41,46,47,45] | [72,78,68,76] | [3,4,3,7] | [5,11,14,16] | ||
| [1] | [12] | [16] | [51] | [76] | [5] | [9] | ||
| [3,9] | [6,7] | [11,19] | [45,44] | [67,59] | [4,4] | [9,12] | ||
| [5,1,7,6] | [6,11,7,6] | [18,15,16,23] | [50,50,61,51] | [63,49,51,48] | [3,6,6,6] | [10,3,2,9] | ||
| [7,2,1,6,5] | [12,12,9,11,12] | [22,14,15,22,10] | [48,52,56,44,53] | [64,54,55,67,47] | [6,2,7,8,2] | [13,5,8,10,3] | ||
| [4] | [8] | [16] | [51] | [70] | [3] | [5] | ||
| [1,6,5] | [5,3,6] | [17,23,15] | [52,50,55] | [73,76,86] | [2,4,3] | [13,13,11] | ||
| [4,1,3,2,10] | [8,4,4,7,8] | [21,14,18,22,21] | [47,62,53,54,54] | [52,50,53,45,57] | [9,8,7,3,8] | [3,4,3,4,8] | ||
| [9,10,6] | [7,6,9] | [19,12,16] | [48,59,53] | [77,75,69] | [4,2,2] | [11,14,3] | ||
| [4,9] | [13,10] | [24,14] | [40,46] | [70,64] | [2,2] | [3,9] | ||
| [1,3,5] | [8,8,13] | [21,13,14] | [57,54,64] | [52,54,44] | [4,7,5] | [3,12,5] | ||
| [6,8] | [8,11] | [13,16] | [49,43] | [65,57] | [3,5] | [12,10] | ||
| [9,3,7,10,8] | [12,6,6,12,11] | [18,19,13,9,10] | [38,55,48,54,39] | [44,43,43,56,44] | [6,7,8,8,3] | [13,6,12,2,8] | ||
| [5,8] | [8,13] | [16,18] | [60,60] | [72,67] | [7,4] | [10,3] | ||
| [10,1,4,2,7] | [4,9,6,4,9] | [5,11,5,8,8] | [53,54,48,35,42] | [60,58,56,65,65] | [4,6,4,7,7] | [12,3,11,4,6] | ||
| [3,8,1,10,9] | [8,9,9,6,5] | [18,13,10,15,15] | [51,55,54,60,59] | [64,50,51,65,53] | [4,5,5,7,7] | [2,9,1,1,0] | ||
| [10,5,9] | [8,4,5] | [22,16,23] | [58,57,61] | [67,79,78] | [3,8,4] | [5,6,7] | ||
| [7,1,2] | [8,10,10] | [20,12,13] | [38,47,39] | [77,77,78] | [7,5,6] | [8,10,8] | ||
| [9,6,3,2,10] | [9,11,7,10,10] | [13,18,12,11,10] | [35,47,41,37,52] | [64,45,58,63,60] | [4,1,4,7,6] | [3,13,12,12,10] | ||
| [5,7,3] | [6,7,11] | [17,19,9] | [46,42,52] | [63,64,65] | [8,2,6] | [14,6,9] | ||
| [1] | [9] | [15] | [34] | [81] | [3] | [15] | ||
| [10] | [9] | [13] | [54] | [65] | [7] | [6] | ||
| [8,5,1,3,7] | [4,5,4,5,8] | [9,12,9,17,15] | [51,59,53,61,50] | [59,68,72,70,58] | [7,3,5,8,5] | [4,6,4,4,1] | ||
| [1,3,10] | [8,12,11] | [14,23,23] | [60,51,43] | [76,65,80] | [8,4,9] | [3,0,10] | ||
| [10,8,7] | [5,6,9] | [17,18,19] | [50,50,41] | [69,81,71] | [9,7,3] | [11,8,9] | ||
| [9,8,5,10,1] | [10,7,10,11,11] | [10,7,15,13,12] | [38,37,38,42,54] | [64,71,61,61,54] | [2,5,3,2,2] | [13,3,8,2,12] | ||
| [5,1,3] | [10,9,9] | [23,25,17] | [41,39,35] | [55,60,69] | [7,6,3] | [11,6,2] | ||
| [7,9,5,6] | [9,9,5,7] | [8,10,14,15] | [62,56,55,48] | [86,87,80,86] | [5,3,9,8] | [14,4,12,13] | ||
| [1,5,8] | [8,8,9] | [18,13,21] | [53,48,46] | [75,56,59] | [2,4,1] | [13,4,6] | ||
| [9,7,10,8,4] | [8,8,9,8,9] | [15,18,9,8,15] | [47,42,41,48,48] | [55,63,59,63,59] | [8,4,4,6,7] | [1,10,0,10,5] | ||
| [4] | [7] | [9] | [44] | [69] | [4] | [11] |
| Algorithm | Instance 1 | Instance 2 | Best Num | ||||||
|---|---|---|---|---|---|---|---|---|---|
| BT | AT | BE | AE | BT | AT | BE | AE | ||
| APNSGA-III | 323.8 | 323.3 | 9255.0 * | 9271.8 * | 423.6 * | 424.4 * | 12,663.0 * | 12,701.9 * | 6 * |
| NSGA-III | 323.2 | 324.0 | 9297.7 | 9272.4 | 438.5 | 439.9 | 12,894.6 | 12,921.6 | 0 |
| NSGA-II | 323.4 | 323.3 | 9285.2 | 9296.4 | 441.2 | 446.4 | 13,109.6 | 13,223.1 | 0 |
| MOEA/D | 322.7 * | 322.9 * | 9305.6 | 9299.2 | 429.2 | 432.7 | 12,886.7 | 12,909.5 | 2 |
| MOWAS | 323.7 | 324.1 | 9326.7 | 9352.0 | 464.6 | 464.7 | 13,516.3 | 13,558.8 | 0 |
| DEMO | 322.9 | 323.2 | 9340.2 | 9312.2 | 441.2 | 448.0 | 13,022.4 | 13,167.0 | 0 |
| Algorithm | Instance 3 | Instance 4 | Best Num | ||||||
|---|---|---|---|---|---|---|---|---|---|
| BT | AT | BE | AE | BT | AT | BE | AE | ||
| APNSGA-III | 361.2 * | 368.1 | 10,275.5 * | 10,300.2 * | 536.9 * | 537.7 * | 20,202.1 * | 20,236.3 * | 7 * |
| NSGA-III | 368.1 | 361.2 * | 10,552.3 | 10,552.3 | 552.9 | 573.4 | 20,717.6 | 21,080.8 | 1 |
| NSGA-II | 364.5 | 364.7 | 10,574.3 | 10,626.3 | 557.8 | 561.5 | 20,731.2 | 20,794.4 | 0 |
| MOEA/D | 361.9 | 363.1 | 10,536.1 | 10,520.3 | 550.7 | 559.6 | 20,624.7 | 20,772.8 | 0 |
| MOWAS | 379.4 | 381.4 | 11,038.8 | 11,084.0 | 582.9 | 583.2 | 21,534.8 | 21,584.9 | 0 |
| DEMO | 375.3 | 385.0 | 10,776.2 | 10,962.8 | 575.5 | 611.4 | 21,388.7 | 22,095.5 | 0 |
| Algorithm | Instance 1 | Instance 2 | Same | Better | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| BT | AT | BE | AE | BT | AT | BE | AE | |||
| NSGA-III | + | − | − | − | − | + | − | − | 2 | 6 |
| NSGA-II | − | − | − | − | − | − | − | − | 0 | 8 |
| MOEA/D | + | − | − | − | − | − | − | − | 1 | 7 |
| MOWAS | − | − | − | − | − | + | − | − | 1 | 7 |
| DEMO | − | − | − | + | − | − | − | − | 1 | 7 |
| Algorithm | Instance 3 | Instance 4 | Same | Better | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| BT | AT | BE | AE | BT | AT | BE | AE | |||
| NSGA-III | + | − | − | − | − | + | − | − | 2 | 6 |
| NSGA-II | − | − | − | − | − | + | − | − | 1 | 7 |
| MOEA/D | − | + | − | − | − | − | − | − | 1 | 7 |
| MOWAS | − | − | − | − | − | − | − | − | 0 | 8 |
| DEMO | − | − | − | − | − | − | − | − | 0 | 8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, M.; Yang, D.; Zhou, B.; Yang, Z.; Liu, T.; Li, L.; Wang, Z.; Hu, K. Adaptive Population NSGA-III with Dual Control Strategy for Flexible Job Shop Scheduling Problem with the Consideration of Energy Consumption and Weight. Machines 2021, 9, 344. https://doi.org/10.3390/machines9120344
Wu M, Yang D, Zhou B, Yang Z, Liu T, Li L, Wang Z, Hu K. Adaptive Population NSGA-III with Dual Control Strategy for Flexible Job Shop Scheduling Problem with the Consideration of Energy Consumption and Weight. Machines. 2021; 9(12):344. https://doi.org/10.3390/machines9120344
Chicago/Turabian StyleWu, Mingliang, Dongsheng Yang, Bowen Zhou, Zhile Yang, Tianyi Liu, Ligang Li, Zhongfeng Wang, and Kunyuan Hu. 2021. "Adaptive Population NSGA-III with Dual Control Strategy for Flexible Job Shop Scheduling Problem with the Consideration of Energy Consumption and Weight" Machines 9, no. 12: 344. https://doi.org/10.3390/machines9120344
APA StyleWu, M., Yang, D., Zhou, B., Yang, Z., Liu, T., Li, L., Wang, Z., & Hu, K. (2021). Adaptive Population NSGA-III with Dual Control Strategy for Flexible Job Shop Scheduling Problem with the Consideration of Energy Consumption and Weight. Machines, 9(12), 344. https://doi.org/10.3390/machines9120344